
Abstract
This study focusses on a magnetoactive elastomeric composite based on a polydimethylsiloxane matrix highly filled with a mixed magnetic powder. The powder contains a mixture of carbonyl iron and magnetically hard NdFeB alloy spherical microparticles. Magnetoactive elastomer samples with different ratios of the magnetically hard and soft filler were synthesized and characterized using dynamic axial loading. Behavior of the composites was compared with the behavior of a conventional magnetorheological elastomer based solely on magnetically soft particles. It was found that the passive state and active state properties of the magnetoactive composites with mixed powders can be separately tuned. The passive state properties may be changed by pre-magnetization of the magnetically hard particles influencing composite’s remanence, while the active state properties can be controlled by applying external magnetic field. The range of passive tuning and active control depends on the amount of magnetically hard and soft components. Using external fields up to 1500 mT for a pre-magnetization and fields up to 240 mT for investigation of the active control, it was found that the passive change of samples’ storage modulus and loss factor may reach up to \(\sim \) 30–100%, while within active control these parameters can be changed up to \(\sim \) 50–200%.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Composites of an elastic matrix with embedded magnetic microparticles are known as magnetoactive elastomers. The magnetic component provides a remote and rapid control of these composites by application of external magnetic fields. A change of the material’s viscoelastic properties by the action of magnetic fields is referred as the magnetorheological (MR) effect [1,2,3]. Among other distinctive controllable properties of the composites are magnetodeformation [4, 5], shape memory effects [6,7,8] and changes in electric resistivity [9]. These properties stimulate a development of a significant number of technical applications of magnetoactive elastomers from damping devices and actuators to sensors and haptic elements [10,11,12,13,14].
Behavior of magnetoactive elastomers primarily depends on the elasticity of the matrix, physical properties of the magnetic powder as well as spatial arrangement of its particles in the matrix. Natural rubber or various polymers are used as matrix material, and it is a general practice to use a carbonyl iron powder as the magnetic component. The powder is mixed with the liquid matrix prior to its cross-linking. Particles of the powder can be prearranged in elongated structures if an external magnetic field is applied during the cross-linking process. This pre-structuring provides a targeted anisotropy of the composites [15, 16]. With a view of highest possible field response of the elastomers, a high volume concentration of the magnetic particles and a low elastic modulus of the matrix material are required. Though the relative MR effect in composites with zero-field modulus higher than 0.5...1 MPa is only moderate [3], account must be taken of the fact that in the composites with a very soft gel-like matrix (with a modulus of about 1 kPa) a very low absolute MR effect is observed [17]. Moreover, such gel-like matrices have limitations regarding their possible engineering applications. In the past, silicone resin has proved itself as a very promising matrix material and composites on its basis were referred as soft magnetic or magnetoactive elastomers [8, 18, 19]. As mentioned above, typically carbonyl iron powder is used as a magnetic filler. One of the steps toward a material with enhanced properties is the combination of a soft polymeric matrix with a magnetic hard powder. Studies of elastomers filled with NdFeB microparticles of irregular non-spherical geometry have demonstrated an increase in the tensile and shear moduli for the magnetized samples [20, 21]. An important innovative challenge is the possibility to actively control the properties of elastomers containing a magnetic hard filler. The application of an external field to such composites can reversibly change their behavior, despite the tuned remanence induced by pre-magnetization. This was studied in [22,23,24] analyzing magnetization processes as well as using microstructural observations. Furthermore, there is an approach to enhance the range of the active control and simultaneously tune the properties of the composite in a passive state. In this regard, a mixed filler can be used. In contrast to elastomers filled solely with magnetically soft or hard particles, the so-called mixed magnetic hybrid materials contain a mixture of both types of particles. While magnetically soft component leads to the well-known active changes in the material behavior by application of magnetic fields, the pre-magnetization of the magnetically hard particles causes passive changes in the properties of the magnetic elastomer with the complex filler. Magnetic properties of such elastomers were recently studied using first-order reversal curve analysis [25]. The mechanical stress induced by the striction of hybrid magnetoactive composites was experimentally investigated in [26]. However, systematical evaluation of the MR effect in these mixed composites as well as their direct comparison with classical magnetoactive elastomers are still missing. Therefore, the current study is dedicated to the magnetomechanical characterization of the magnetoactive elastomers with various compositions, i.e., with a magnetically soft and hard powder only and mixture of the two in various ratios. Moreover, insomuch as the mixed powder requires a separate approach, full details on the synthesis of the composites are given.
2 Synthesis of magnetoactive elastomer
Synthesis of a magnetic elastomer is a multi-step process. Its principal stages include preparation of the magnetic filler with pre-assigned particle size, mixing it with the polymer binding agent and polymerization in molds of various shapes and sizes.
2.1 Magnetic filler preparation and surface modification
The fractions of interest as magnetic particles for the composites were separated by sieving to ensure a size distribution below \(100\,\upmu \hbox {m}\). Modifying the surface of particles is an important preliminary stage of the process. Firstly, it is necessary to subject the particles to a pre-treatment to make sure their surface is wetted by a lyophobic polymer binding agent which in our case is a silicone resin. Determined by the sessile drop method described in [27], the wetting angle of the silicone exceeded \(100^{\circ }\). The surface treatment of the powders was carried out using petroleum-ether- or hexane-based solutions of mixtures of polydimethylsiloxane (PDMS) and methylhydrosiloxane oligomer. The oligomers are products of Russian State Scientific Institute for Chemical Technologies of Organoelement Compounds; the active hydrogen content is 1.5–1.6%. The methylhydrosiloxane oligomer is the hydride-containing semi-product CAS 63148-57-2:
Reacting with the adsorption moisture, which is practically always present on the surface of powders, the modifying agents thus dehydrate the particles and form chemical bonds with their surface:
As a result, a lyophobic surface coated by a film of a siloxane fluid is obtained. The treated powder is then subjected to heating in an oven at 110 \(^{\circ }\hbox {C}\) for the acceleration of the chemical process and removal of the water evolved. At the same time, a thin layer of PDMS enhances separation between the particles and promotes their efficient dispersion and distribution inside the liquid resin.
In our study, bicomponent semi-product SIEL-254 was used. Having hydride-containing siloxane components, these potting syrups are susceptible to the moisture present in the powders, which leads to the formation of defects in the form of cavities inside the sample as the side reactions take place:
Treatment of the surface of particles with the hydride-containing oligomer prevents the side processes, thus promoting the fabrication of defectless samples of magnetic elastomers.
The polymer matrix is prepared from bicomponent silicone resin, the two ingredients of which are a low-molecular vinyl-containing part A and a hydride-containing part B:
First mixed together and then mixed with the magnetic filler, they are subjected to polymerization, which occurs at elevated temperature (100–150 \(^{\circ }\hbox {C}\)) and in the presence of a complex Pt catalyst:
The viscoelastic features of the polymer matrix and thus the overall composite were controlled by the addition of the plastifying agents PMS-100 and PMS-300 and assigned amounts of the component B. In more detail, these effects were discussed in [21].
2.2 Dispersion of the components
Mixing the magnetic filler together with the polymer was carried out in a mortar and then in a 3-roll dispersing machine. A rough dispersion was poured in between the first two rolls rotating toward one another at different velocities. Owing to the rate difference, there occurs grinding and dispersion of particles agglomerates between the rolls. Then, the mixture is transferred from the second roll into the gap between the second and third roll for additional treatment. Adjusted to be approximately \(50\,\upmu \hbox {m}\) wide, the gap between the rolls provides high shear stress resulting in the intensive grinding of the magnetic filler.
2.3 Fabrication of samples with pre-assigned shapes
The obtained dispersion was subjected to vacuuming at a residual pressure of approximately 100 Pa. This procedure is carried out for the removal of small air bubbles captured into the solution during the grinding described above. After that, the dispersion was poured into cylindrical Teflon molds supplied with glass end plates. The interior surfaces of the molds were covered with a thin coat of a mold release based on a nonionic surfactant as it is capable of blocking the polymerization of silicone oligomer on the mold surface. As a result, cylindrical samples with required geometrical parameters will be obtained. As has been mentioned above, heating is required for the successful conduction of the polymerization process. In the beginning of the procedure, the viscosity of the raw mixture decreases due to the heating and starts increasing when the polymerization is initiated. This time interval results in the possibility of layer separation of the dispersion due to the sedimentation of the filler particles. Such separation may be quite significant, especially for the micron-sized particles. In order to prevent the loss of homogeneity, the mold with the sample was rotated at a velocity of 10 rpm during heating in the oven.
3 Samples composition and magnetic properties
Samples of magnetoactive elastomers with various compositions were manufactured utilizing the above-presented methodic. All fabricated specimens have cylindrical geometry with a diameter of 12 mm and a height of 2 mm.
3.1 Magnetic powder and samples composition
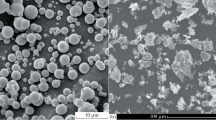
Carbonyl iron powder from BASF (grade CC) was used as magnetically soft component. The particles of this powder have a spherical form and a mean diameter of \(\sim 5\,\upmu \hbox {m}\). As magnetically hard component, a NdFeB alloy powder MQP-S-11 from Magnequench was utilized. This powder contains spherical particles with a median diameter of \(\sim \) 35–55 \(\upmu \hbox {m}\). Utilization of a spherical powder is of special importance for theoretical considerations, since most theoretical approaches deal with spherical particles, see e.g., [29, 30].

Microscopic images of magnetically soft powder BASF CC (left) and magnetically hard powder MQP-S-11-9-20001-070 (right)
Microscopic images of both types of powder are shown in Fig. 1. Overall concentration of the filler in all samples was 82 wt%, which corresponds to approximately 40 vol%. The ratio between magnetically soft and hard components was varied. In order to obtain specimen with a tentatively equal initial elasticity of the matrix, an identic volume of the liquid matrix components was used to manufacture all samples. The specimens’ composition is given in Table 1. All samples are designated according to the amount of the magnetically soft powder, i.e., MRE0 corresponds to a sample with magnetically hard particles only, MRE25 corresponds to a sample with 25% of carbonyl iron and so on. Thus, the sample MRE100 is a conventional magnetorheological elastomer with soft PDMS matrix. Properties of this specimen are similar to the properties of the samples extensively considered in the past [6,7,8, 18].

Magnetization curves of the carbonyl iron powder BASF CC and the NdFeB alloy powder MQP-S-11. For magnetically hard MQP-S-11, minor loops are additionally shown

Initial magnetization curves of the samples
3.2 Magnetic properties
Magnetic properties of the used powders and manufactured samples were obtained using a Lake Shore vibrating sample magnetometer 7407 at a temperature of \({T}=\) 20 \(^{\circ }\hbox {C}\). Magnetization curves M(B) for both types of powder are shown in Fig. 2. The carbonyl iron is a magnetically soft material, while for the NdFeB alloy powder a hysteretic behavior with a remanence is observed. Magnetic susceptibility of the carbonyl iron is much higher than that of NdFeB alloy. Magnetization loops of the magnetoactive elastomers reflect a complex interaction between the particles and the matrix and require specific investigations. This issue was addressed elsewhere regarding elastomers with a magnetically soft [8, 31], magnetically hard [22, 24, 28] as well as a mixed powder [25]. In the focus of the current study was a static magnetization of the samples with a mixed composition and their remanence, which is expected to be a crucial parameter for the material response. Initial magnetization curves of the samples are shown in Fig. 3. The more the carbonyl iron powder is in the sample, the higher the magnetization is observed at the same applied field. This fact corresponds to the magnetic behavior of the powders. The measured dependencies of the remanence \(M_{\mathrm{r}}\) on the flux density B are shown in Fig. 4. The sample MRE100 is magnetically soft and its remanence is zero. Remanence of the samples with magnetically hard component depends on the magnitude of the field applied to magnetize them as well as on an amount of the magnetically hard particles in the certain specimen. The more the NdFeB alloy powder is present in a sample, the higher its remanence. The remanence provides a possibility to tune the initial state of the sample in a way as it has been shown for composites with magnetically hard powder in [20]. For further mechanical testing, samples with NdFeB alloy powder were fabricated and magnetized at various B in the vibrating sample magnetometer.
4 Magnetomechanical properties
4.1 Experimental setup and procedure
For mechanical characterization of the fabricated samples, a tabletop universal testing machine Dyna-Mess was used. The machine was equipped with a load cell with a nominal load capacity up to 5 kN and a servo-pneumatic drive. The resolution of the measurements was 0.01 N for the load cell and 0.01 mm for the displacement transducer, respectively. In the experiment (Fig. 5), the cylindrical specimen was fixed between movable upper and static lower fixture. A uniform external magnetic field (up to \(B=240\) mT) was provided with a cylindrical electromagnetic coil positioned around the sample. The magnetic field was oriented along the main axis of the sample, i.e., in the direction of the mechanical loading. The maximum displacement used in all tests does not exceed of \(\sim \) 5% of the initial sample length in order to avoid significant influence of the radial sample deformation on the results of the measurements. Cyclic dynamic loading of the elastomers was performed at a frequency of 0.5 Hz using a displacement-controlled mode. As a result of the dynamic loading, force–displacement diagrams F(s) were obtained (Fig. 5). For viscoelastic materials, such diagrams are hysteretic loops which allow to access such material parameters as the storage modulus \(E'\) and the loss factor \(\eta \). The loss factor \(\eta \) in turn represents a ratio between the loss and storage modulus:

Dependencies of the samples’ remanence on the external field which was applied to magnetize them
To avoid influence of the transient processes related to inertia of the apparatus, first several loops were neglected during data treatment. Moreover, the cycling preloading homogenizes the specimen’s microstructural state. The slope k of the major axis of the force–displacement loop represents the dynamic stiffness of the specimen, while the area A within the loop represents the dissipated energy per cycle of loading. The energy A is proportional to the loss factor \(\eta \), stiffness k and the amplitude of deformation \(\Delta s\):
To determine the storage modulus \(E'\), the force and displacement are transformed into stress and strain values, respectively. When the slope of the major axis (defined by the highest stress and highest strain to lowest stress and lowest strain value) of the stress-strain loop provides the storage modulus E\('\).
It is noteworthy that there is a special feature of a magnetoactive elastomer with a soft matrix which is reflected in the force–displacement diagrams and must be taken into account. These composites show a strictional or so-known magnetodeformational effect in an applied magnetic field [4, 5]. This is manifested in the used setup as a mechanical stress induced by the sample in the direction of the field, i.e., in the direction of the mechanical loading. In turn, this leads to a shift of the force–displacement diagrams in the corresponding direction depending on the magnitude of the applied field. The strictional effect in the composites with a mixed powder was very recently addressed elsewhere [26].

Schematic representation of the experimental setup (left) and illustration of the determination of the dynamic stiffness (k) as well as dissipated energy per cycle (A) from the dynamically obtained force–displacement diagram F(s)
The quantitative influence of the applied magnetic field on the viscoelastic properties of magnetoactive elastomers is evaluated calculating the relative change in modulus and loss factor as
where \(E'_{0}\) and \(\eta _{0}\) are storage modulus and loss factor of a sample without applied magnetic field, and \(E'(B)\) and \(\eta (B)\) are modulus and loss factor of a sample under applied magnetic field with a flux density B, respectively. Parameters \(R_{a\_E}\) and \(R_{a\_\eta }\) are further referred as the active MR effect regarding the modulus and loss factor, respectively. Additionally, for the samples containing magnetically hard component, the influence of the remanence magnetization on the viscoelastic properties is taken into account as passive MR effect. By analogy with Eqs. (3) and (4), this effect is quantified as
where \(B_{\mathrm{M}}\) denotes a flux density of the external field applied to magnetize a sample, prior to its mechanical characterization, i.e., to provide a remanence.
4.2 Results
All manufactured samples were characterized using the setup and procedure described above. Standard deviation for all measurements was in the range 1...5%; therefore, only the effects higher than 5% can be taken into account. Due to the large amount of the obtained data, only exemplary diagrams for selected samples and magnetic fields are given. Figures 14, 15 and 16 summarize the active MR effect of the samples without induced remanence and pre-magnetized composites as well as the passive MR effect for the pre-magnetized samples.
The force–displacement loops for the sample MRE100 which contains solely magnetically soft powder are shown in Fig. 6. With increasing magnetic field, particles of the magnetic powder interact with each other and form structures elongated in the direction of the field; therefore, larger forces are needed to deform the sample. This results in an increase in the slope of the major axis of the diagrams, i.e., the storage modulus increases. Moreover, the area of the loop increases, indicating an increase in the loss factor. Figure 7 demonstrates an influence of the magnetic field on storage modulus and loss factor of this sample. The high magnitude of the MR effect (\(R_{a\_E}=455\%\) and \(R_{a\_\eta }=340\%\) at 240 mT) of the sample MRE100 reflects its composition, i.e., high volume concentration of the carbonyl iron and the soft matrix, which provides a pronounced mobility of the particles.

Force–displacement loops of the magnetically soft sample MRE100 at various magnetic fields. The shift due to the strictional effect is taken into account

Storage modulus \(E'\) (left) and loss factor \(\eta \) (right) of the sample MRE100 at various magnetic fields
In contrast to the sample MRE100, application of an external field to the non-magnetized sample MRE0 does not change its behavior. The magnetic susceptibility of the NdFeB alloy particles is low and, despite the soft matrix, possible structural changes in the composite are too weak to have a measurable influence on the sample’s behavior. When the sample MRE0 is pre-magnetized, particles of the powder have an induced magnetization, due to the remanence. Moreover, a pre-structuring of the particles can take place during the magnetization at high fields, like it was shown in [23]. Quite apart from a real transition from isotropic particle structure to particle chains, distances between neighboring particles will be lower due to the movement of particles in the matrix similar to processes observed in [8, 22]. This provides not only a tuned initial state of the sample, but additionally provides a possibility to actively control the storage modulus of the pre-magnetized sample MRE0. This is realized applying an external magnetic field to the pre-magnetized specimen. The active control of loss factor for the sample MRE0 remains very restricted despite its pre-magnetization. The process of the active control is reversible as far as the direction of the applied field is not changed. It should be pointed out that application of a field higher than 240 mT can potentially change the initial state of the pre-magnetized sample MRE0. However, such fields were not used in the current work and this issue requires separate study.
When a specimen is based on a mixed powder, an active control is already provided for the non-magnetized state. In Figs. 8 and 9, the response of the non-magnetized sample MRE25 to external magnetic fields is demonstrated. Both parameters, the storage modulus \(E'\) and loss factor \(\eta \), are controllable (\(R_{a\_E}=80\%\) and \(R_{a\_\eta }=52\%\) at 240 mT). Magnetically, soft component’s role in this behavior is self-evident. The response of the MRE25 to the applied field is lower than that of MRE45 and MRE100. This is related to the amount of the carbonyl iron particles involved in the structuring processes.

Force–displacement loops of the non-magnetized sample MRE25 at various magnetic fields. The shift due to the strictional effect is taken into account

Storage modulus \(E'\) (left) and loss factor \(\eta \) (right) of the non-magnetized sample MRE25 at various magnetic fields
Possibility of the passive tuning of the MRE25 is demonstrated in Figs. 10 and 11. As it follows from the comparison of the results for the samples MRE25, MRE45 and MRE0 (Fig. 15), the amount of the magnetically hard powder is not the decisive factor influencing the passive MR effect. There are complex particle–particle and particle–matrix interactions which could not be understood from the magnetomechanical testing.

Force–displacement loops of the sample MRE25 after pre-magnetization at various fields \({B}_{\mathrm{M}}\). External field is not applied during the measurements

Storage modulus \(E'\) (left) and loss factor \(\eta \) (right) of the sample MRE25 after magnetization at various fields \({B}_{\mathrm{M}}\). External field is not applied during the measurements
Similar to the sample MRE100, specimens based on a mixed powder can as well be actively controlled in a pre-magnetized state (Fig. 16). This is reasoned with the remanence magnetization of the magnetically hard component and presence of particles’ structures which were formed during the pre-magnetization. However, the active MR effect of the pre-magnetized specimens is clearly higher than the effect of the non-magnetized specimens only for the MRE0, which does not show an active effect at al. For the mixed samples, the higher the amount of the carbonyl iron, the higher the active MR effect, and therefore, a broader active control of the material is possible. On the other hand, pre-magnetization of the mixed samples apparently slightly decreases the active MR effect. It can be reasoned with the fact that magnetically soft particles are involved in a structuring process during pre-magnetization and due to the remanence of the magnetically hard particles stay slightly pre-structured in the off-state compared to the non-magnetized samples. Figures 12 and 13 demonstrate the active response of the specimen MRE25 pre-magnetized at \(B_{\mathrm{M}}=1500\,\hbox {mT}\). Generally, response of the conventional MR elastomer (MRE100) to an external field is much stronger than the response of the samples with a mixed powder.

Force–displacement loops of the sample MRE25 after magnetization at \({B}_{\mathrm{M}}=1500\,\hbox {mT}\) under action of an external field B

Storage modulus \(E'\) (left) and loss factor \(\eta \) (right) of the sample MRE25 after magnetization at \({B}_{\mathrm{M}}=1500\,\hbox {mT}\) under action of an external field B

Active MR effect of the sample MRE100 and samples MRE45, MRE25 without remanence under action of the external magnetic field B
Results obtained may indicate that the key parameter responsible for the effective MR effect in the mixed composite is the intensity of the particles’ structuring inside the matrix. Pre-magnetization of the samples restricts the mobility of the particles; therefore, the active effect decreases. For the passive MR effect, the key parameter can be the size of the particle’s structure. Along with an obviously induced magnetization of the particles of both types and remanence of the magnetically hard particles, microstructural changes detected in [23, 32] confirm this suggestion. However, without further detailed microstructural investigations and appropriate theoretical approaches, the results shown in Figs. 14, 15, 16 are not sufficient to evaluate qualitatively nor quantitatively the contributions of different physical mechanisms to the behavior of the hybrid composites based on mixed powders.

Passive MR effect of the samples MRE45, MRE25 and MRE0 pre-magnetized at \({B}_{\mathrm{M}} =1500~\hbox {mT}\)

Active MR effect of the samples MRE45, MRE25 and MRE0 pre-magnetized at \({B}_{\mathrm{M}} =1500~\hbox {mT}\) under action of the external magnetic field B
5 Summary and outlook
The principal objective of this study was the synthesis and characterization of magnetoactive elastic composites with a soft matrix and mixed spherical powders. Classical magnetic elastomers contain either magnetically soft or magnetically hard fillers, while within this study we have combined magnetically hard and soft spherical particles in an elastomeric matrix to provide a combination of active and passive control of MR properties. Specimen of various compositions was characterized using axial dynamic loading and external magnetic fields up to 240 mT. Composites with a magnetically hard component were pre-magnetized in a magnetic field with a flux density up to 1500 mT prior to characterization in order to obtain a remanence. Elastic modulus and loss factor of the specimens were calculated from the experimentally obtained force–displacement hysteretic loops. Composites based on magnetically hard powder only are not controllable in a non-magnetized state. Pre-magnetization of these composites provides a possibility to tune their properties passively on the one hand and in addition results in the appearance of an active MR effect, thereby giving the opportunity to actively influence the storage modulus. The amount of the magnetically hard powder, i.e., the specimen’s remanence, is not the decisive factor influencing the passive MR effect. The addition of magnetically soft particles into the composites enhances the active MR effect of the non-magnetized samples significantly, while the presence of magnetically hard particles still causes the sample to have a remanence magnetization and, consequently, tunable passive viscoelastic properties. Pre-magnetization of the mixed samples slightly restricts the active control.
The obtained results may serve as a reference for the simulation of material properties and provide the basis for theoretical predictions. Moreover, presented data give a basic input for the design of technical applications using this new kind of composites whose viscoelastic properties can be passively tuned as well as actively controlled. Further investigations are required in order to understand the behavior of the material in detail, e.g., variation of the applied frequency and amplitude. Special attention should be paid to investigations of the anisotropy of the MR effects in these composites, when magnetic field and mechanical forces are applied in various directions relative to each other as well as to the direction of the pre-magnetization.
References
Carlson, J.D., Jolly, M.R.: MR fluid, foam and elastomer devices. Mechatronics 10, 555 (2000)
Zhou, G.Y., Jiang, Z.Y.: Deformation in magnetorheological elastomer and elastomer-ferromagnet composite driven by a magnetic field. Smart Mater. Struct. 13, 309 (2004)
Kalio, M.: The Elastic and Damping Properties of Magnetorheological Elastomers. VTT Publications, Espoo (2005)
Lanotte, L., Ausanio, G., Iannotti, V., Pepe, G., Carotenuto, G., Netti, P., Nicolais, L.: Magnetic and magnetoelastic effects in a composite material of Ni microparticles in a silicone matrix. Phys. Rev. B 63, 054438 (2001)
Danas, K., Kankanala, S.V., Triantafyllidis, N.: Experiments and modeling of iron-particle-filled magnetorheological elastomers. J. Mech. Phys. Solids 60, 120 (2012)
Nikitin, L.V., Mironova, L.S., Stepanov, G.V., Samus, A.N.: The influence of magnetic field on the elastic and viscous properties of magnetoelastics. Polym. Sci. Ser. A 43, 443 (2001)
Böse, H.: Viscoelastic properties of silicone-based magnetorheological elastomers. Int. J. Mod. Phys. B 21, 4790 (2007)
Stepanov, G.V., Borin, D.Y., Raikher, Y.L., Melenev, P.V., Perov, N.S.: Motion of ferroparticles inside the polymeric matrix in magnetoactive elastomers. J. Phys. Condens. Matter 20, 204121 (2008)
Kchit, N., Bossis, G.: Electrical resistivity mechanism in magnetorheological elastomer. J. Phys. D Appl. Phys. 42, 105505 (2009)
Lanotte, L., Ausanio, G., Hison, C., Iannotti, V., Luponio, C.: The potentiality of composite elastic magnets as novel materials for sensors and actuators. Sens. Actuators A Phys. 106, 56 (2003)
Borin, D., Stepanov, G., Mikhailov, V., Gorbunov, A.: The damping device based on magnetoactive elastomer. Magnetohydrodynamics 43, 437 (2007)
Li, Y., Li, J., Li, W., Du, H.: A state-of-the-art review on magnetorheological elastomer devices. Smart Mater. Struct. 23, 123001 (2014)
Volkova, T., Böhm, V., Kaufhold, T., Popp, J., Becker, F., Borin, D., Stepanov, G., Zimmermann, K.: Motion behaviour of magneto-sensitive elastomers controlled by an external magnetic field for sensor applications. J. Magn. Magn. Mater. 431, 262–265 (2017)
Becker, T. et al.: (submitted) Studies on the dynamical behavior of magneto-sensitive elastomers in application for magnetic field controlled actuator and sensor systems. Arch. Appl. Mech. Submitted to this volume
Günther, D., Borin, D., Günther, S., Odenbach, S.: X-ray micro-tomographic characterization of field-structured magnetorheological elastomers. Smart Mater. Struct. 21, 015005 (2012)
Borbáth, T., Günther, S., Borin, D., Gundermann, T., Odenbach, S.: X\(\upmu \)CT analysis of magnetic field-induced phase transitions in magnetorheological elastomers. Smart Mater. Struct. 21, 105018 (2012)
Filipcsei, G., Csetneki, I., Szilgyi, A., Zrinyi, M.: Magnetic field-responsive smart polymer composites. Adv. Polym. Sci. 206, 137–189 (2007)
Stepanov, G.V., Abramchuk, S.S., Grishin, D.A., Nikitin, L.V., Kramarenko, E.Y., Khokhlov, A.R.: Effect of a homogeneous magnetic field on the viscoelastic behavior of magnetic elastomers. Polymer 48, 488–95 (2007)
Chertovich, A.V., Stepanov, G.V., Kramarenko, E.Y., Khokhlov, A.R.: New composite elastomers with giant magnetic response. Macromol. Mater. Eng. 295, 336–341 (2010)
Borin, D.Y., Stepanov, G.V., Odenbach, S.: Tuning the tensile modulus of magnetorheological elastomers with magnetically hard powder. J. Phys. Conf. Ser. 412(1), 012040 (2013)
Stepanov, G.V., Borin, D.Y., Kramarenko, E.Y., Bogdanov, V.V., Semerenko, D.A., Storozhenko, P.A.: Magnetoactive elastomer based on magnetically hard filler: synthesis and study of viscoelastic and damping properties. Polym. Sci. Ser. A 56(5), 603–613 (2014)
Stepanov, G.V., Borin, D.Y., Bakhtiiarov, A.V., Storozhenko, P.A.: Magnetic properties of hybrid elastomers with magnetically hard fillers: rotation of particles. Smart Mater. Struct. 26, 035060 (2017)
Schümann, M., Borin, D.Y., Huang, S., Auernhammer, G.K., Müller, R., Odenbach, S.: A characterisation of the magnetically induced movement of NdFeB-particles in magnetorheological elastomers. Smart Mater. Struct. 26, 095018 (2017)
Kalina, K.A., Brummund, J., Metsch, P., Kästner, M., Borin, D.Y., Linke, J.M., Odenbach, S.: Modeling of magnetic hystereses in soft MREs-filled with NdFeB particles. Smart Mater. Struct. 26, 105019 (2017)
Linke, J., Borin, D.Y., Odenbach, S.: First-order reversal curve analysis of magnetoactive elastomers. RSC Adv. 6, 100407–100416 (2016)
Borin, D.Y., Stepanov, G.V., Odenbach, S.: Stress induced by the striction of hybrid magnetoactive elastic composites. J. Magn. Magn. Mater. (2017). https://doi.org/10.1016/j.jmmm.2017.12.072
Sorokin, V.V., Sokolov, B.O., Stepanov, G.V., Kramarenko, E.Y.: Controllable hydrophobicity of magnetoactive elastomer coatings. J. Magn. Magn. Mater. (2017). https://doi.org/10.1016/j.jmmm.2017.10.074
Vaganov, M., Borin, D., Odenbach, S., Raikher, Y.: Effect of local elasticity of the matrix on magnetization loops of hybrid magnetic elastomers. J. Magn. Magn. Mater. (2017). https://doi.org/10.1016/j.jmmm.2017.12.016
Zubarev, A., Lopez-Lopez, M.T.: (submitted) Rheological properties of magnetic biogels. Arch. Appl. Mech. Submitted to this volume
Raikher, Y.L., Stolbov, O.V.: (submitted) Structure magnetostriction of magnetorheological elastomers. Arch. Appl. Mech. Submitted to this volume
Borin, D.Y., Odenbach, S.: Initial magnetic susceptibility of the diluted magnetopolymer elastic composites. J. Magn. Magn. Mater. 431, 115–119 (2017)
Schümann, M., Gundermann, T., Odenbach, S.: (submitted) Microscopic investigation of the reasons for field dependent changes of the properties of magnetic hybrid materials using X-ray micro tomography. Arch. Appl. Mech. Submitted to this volume
Acknowledgements
Financial support by Deutsche Forschungsgemeinschaft (DFG) under Grant Bo 3343/2-1 within SPP1681 providing the basis for our investigations is gratefully acknowledged. G.S. would like to acknowledge the support of RFBR under Grant 16-53-12009.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Borin, D., Stepanov, G. & Dohmen, E. Hybrid magnetoactive elastomer with a soft matrix and mixed powder. Arch Appl Mech 89, 105–117 (2019). https://doi.org/10.1007/s00419-018-1456-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00419-018-1456-9