
Abstract
We present some consequences of Severe Plastic Deformation (SPD) of Al–Ti alloys by chip formation in machining that can enable opportunities for creating novel microstructures. Chips cut from Al-6wt%Ti are composed of a refined dispersion of the fragmented remains of a hitherto coarse Al3Ti embedded in a nanostructured matrix. This multi-phase nanostructured chip material demonstrates considerable resistance to coarsening owing to the thermally stable dispersion of ultra-fine Al3Ti dispersions and thus has promise in structural alloy applications. Furthermore, the Al–Ti machining chips are shown to possess excellent grain refining characteristics, leading to microstructurally refined and homogeneous Al alloy castings. This realization enables a low-cost route for enhancing the efficiency of the grain refiner master alloy systems by exploiting SPD during chip formation.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The development of advanced structural materials has motivated considerable research recently on the development of Ultra-Fine Grained (UFG) and nanostructured materials. These fine grained systems are characterized by improved flow strength, hardness, and wear resistance in comparison to the conventional microcrystalline materials. A particularly efficient methodology for creating high-performance fine grained materials is suggested by the recent development of Severe Plastic Deformation (SPD) protocols such as Equal Channel Angular Pressing (ECAP), High Pressure Torsion (HPT) [1], or chip formation in machining [2]. In particular, the machining process has been found to be an effective route for subjecting even hard-to-deform materials to large deformation strains at near ambient temperatures [3]. This characteristic is useful for creating extraordinarily high-strength multi-phase nanostructured systems by SPD. In the course of these explorations it was found that novel system opportunities can emerge in multi-phase fine grained systems by suitably engineering a distribution of ultra-fine second phases within the nanostructured matrix [2, 4]. Ultra-fine dispersions can dramatically improve the thermal stability as well as further the strength of a fine grained system. Adopting a bottom-up approach for assembling multi-phase nanostructured materials in suitable precipitation treatable alloys, ultra-fine precipitates were nucleated by heat treatment of a severely deformed super-saturated, solutionized system. In the resulting multi-phase nanostructured material, varying levels of thermal stability can be endowed depending on the ripening characteristics of the ultra-fine precipitates [2, 4].
Complementing this earlier approach, it is also possible to envisage an alternative SPD-based strategy for creating dispersions of ultra-fine phases in nanostructured systems, even when the alloy system is not particularly amenable to the aforementioned solutionizing-SPD-precipitation route. Consider the prototypical example of Al–Ti alloys wherein the poor solubility of Ti in Al invariable results in an alloy that is characterized by an as-cast microstructure composed of coarse phases dispersed in a matrix that hardly retains any solute. In such systems, SPD can be conceived as a route for not only refining the matrix phase but also fragmenting the coarse second phase, to generate via a top-down scheme, multi-phase nanostructured systems. Since, SPD drives this top-down assembly, it then follows that controlling the level of deformation strains then offers a vehicle for controlling the distribution of the second phases as well as the SPD-refined matrix fine grain structure.
In addition to offering intriguing opportunities for the creation of novel multi-phase nanostructured system with potential structural applications, this scheme by its very nature offers a convenient framework for enhancing the performance of the industrially crucial grain refiner master alloys. Grain refiner master alloys are often added to molten metals to refine the grain size and improve the homogeneity of the final castings. The master alloys for Al alloy castings are typically multi-phase materials such as Al–Ti or Al–Ti–B alloys that are characterized by a dispersion of high melting second phases in a predominantly Al matrix. In an Al-6wt%Ti alloy, for example, the microstructure consists of coarse dispersion of Al3Ti particles in a predominantly Al matrix. When this alloy is added to molten Al alloys, the Al3Ti particles nucleate new crystallites in their vicinity, and by making available several nucleation spots in the melt at these inoculant particle, a finer grained casting is then obtained following solidification. This crystallization behavior is strongly related to the size distribution of the inoculant particles [5], and in principle this size distribution can be conveniently and effectively modulated using SPD by chip formation in machining.
In this paper we explore this array of opportunities for engineering the dispersion of second phases in a prototypical dual-phase alloy Al-6wt%Ti. In this material, the Ti is characterized by very poor solubility in the Al matrix; therefore, much of it is retained among the Al3Ti dispersoids. In this system, chip formation in machining is adapted as an SPD methodology for creating severely deformed material with intriguing functional attributes.
Background
SPD by chip formation in machining
Figure 1 schematically illustrates the geometry of deformation during chip formation in machining. The bulk material is subjected to very large plastic strains (typically in the range of ~1–20) in a single pass of the cutting tool. The plastic strain associated with the chip formation process is uniquely determined by the geometry of the cutting tool rake angle (α) [6]. The angle α is considered positive when measured clockwise to the normal of the bulk surface and negative when measured counter clockwise. The tool rake angle determines the orientation of the shear plane (ϕ) where the material is subjected to SPD. The relationship between the rake angle α and the shear plane angle ϕ is given in terms of the ratio of the thickness of undeformed material (ao) to that of the deformed chip (ac) according to [6]:

Deformation geometry during chip formation by machining
The orientation of the shear angle then determines the deformation strain in the chip (γ):
The deformation strains in chip formation in machining expressed via these relationships exhibit a monotonic increase with decreasing value of the tool rake angle α, e.g., greater negative values of α increase the deformation strain γ, see Eqs. 1 and 2. The deformation strains can be increased further by an increase in the chip thickness ratio \( {\raise0.7ex\hbox{${a_{\text{c}} }$} \!\mathord{\left/ {\vphantom {{a_{\text{c}} } {a_{\text{o}} }}}\right.\kern-\nulldelimiterspace} \!\lower0.7ex\hbox{${a_{\text{o}} }$}} \). Figure 2 illustrates a typical variation of \( {\raise0.7ex\hbox{${a_{\text{c}} }$} \!\mathord{\left/ {\vphantom {{a_{\text{c}} } {a_{\text{o}} }}}\right.\kern-\nulldelimiterspace} \!\lower0.7ex\hbox{${a_{\text{o}} }$}} \) with α during chip formation. The interdependence of the chip thickness ratio and the rake angle further enables the realization of very large shear strains in a single pass of deformation during chip formation with suitable rake angle tools.

Schematic of the variation of ac/ao as a function of the tool rake angle α. Note that this monotonic increase of this ratio further enhances the deformation strains when machining with negative tool rake angles during chip formation
It has been demonstrated that controlled SPD by chip formation in machining by way of modulating the tool rake angle α can result in fine-grained systems with nanometer-scale structures in a wide range of metals and alloys [2–4]. However, it has also been recognized that when this level of SPD is applied to multi-phase systems containing a soft metallic matrix and a harder dispersed matrix, novel shear deformed microstructures can result in the chip material [3]. In a prototypical demonstration of this effect in pearlitic steels, it was found that SPD during chip formation at ambient temperatures can lead to substantial refinement of the cementite lamellae [3]. This observation has partly motivated the present exploration of the consequences of chip formation in Al–Al3Ti grain refiner alloys for opportunities to controllably obtain novel refined microstructures.
Microstructure effects on grain refiner performance
Grain refiner alloys such as Al–Ti systems are added to the melt prior to the casting of Al alloys to improve the integrity of the casting and refine the as-cast microstructure. The multi-phase Al–Ti grain refiner alloys contain the high temperature stable Al3Ti phase as dispersoids. The Al3Ti dispersoids act as inoculant particles that induce crystallization in their vicinity when the Al–Ti grain refiner alloys are added to Al-alloy melts. In principle, for a given mass of introduced inoculant phases, the larger the number density of the particles, the greater is the number of crystallization sites and therefore the greater is the expected efficiency for refinement of the as-cast structure. However, continuously increasing the number density by adopting an incrementally finer size scale distribution of the inoculant phase in the master alloys yields diminishing returns [5], because the efficiency of the individual particles at stimulating crystallization from the melt is directly proportional to the size of the particle. It is then conceivable that an optimal value for the mean particle size exists for which the efficiency of the grain refiner alloy is a maximum and the resulting as-cast microstructure possesses the finest scale microstructure. This optimum particle size has been estimated to be ~0.3–0.5 μm, although most commercially available master alloys are characterized by inoculant second phase distributions that are much larger than this optimum dimension [5]. The pursuit of distributions closer to this optimum value has motivated much of the recent development of master alloys such as Al–Ti–B and Al–Ti–C systems by modifying the simpler and conventional Al–Ti alloys.
Experimental methods
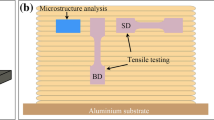
Bars of Al-6wt%Ti procured from Milward alloys (NY, USA) were first annealed at 550 °C to completely coarsen and equilibrate the microstructure and then subjected to various levels of SPD during chip formation by machining on an engine lathe with cutting tools fabricated from high speed steel. Three tool rake angles were chosen as −20°, 0°, and +20° to controllably impose three different levels of deformation strain during the chip formation process. All the machining experiments were performed at sufficiently low deformation speeds of ~2.2 m/s to inhibit any significant intrinsic temperature rise during the imposition of SPD. The undeformed chip thickness values (ao) during the cutting experiments were chosen to be ~150 μm. First, the dimensions (ac) of the severely deformed chips were measured so that the strain values may be determined from determination of the ratio (ac /ao) using Eqs. 1 and 2. The chips and the bulk samples were metallographically prepared and subjected to hardness testing using a Vickers indentation with a 50 g load and a dwell time of 15 s on a Shimadzu hardness tester. The indentations on our multi-phase materials were performed away from optically recognizable large Al3Ti coarse phases on predominantly the Al matrix. Hardness tests were also performed after subjecting the chips to a range of heat treatments in air to explore the thermal stability of the multi-phase system. X-ray diffraction (XRD) patterns were recorded for the undeformed bulk and the severely deformed chips using a Philips X’pert X-ray diffractometer using filtered Cu-Kα radiation at 40 kV and 30 mA. Initial microstructure characterization was performed in the SEM on the metallographically prepared samples to determine the distributions of the Al3Ti second phases as a function of the level of SPD using the backscatter electron (BSE) mode on a Phillips XL-30 SEM equipped with a field-emission gun. Furthermore, transmission electron microscopy (TEM) was performed in a JEOL JEM200CX. We prepared electron transparent samples for TEM by first punching out 3 mm disks of material from the chips. These disks were mechanically ground to a thickness of ~100 μm and then electrolytically thinned on a Struers Tenupol-5 system at 10 V and −15 °C with a solution of 25% HNO3 in CH3OH. After characterizing the microstructures generated from multi-phase Al–Ti alloys by SPD, the efficacy of the chips as grain refining master alloys in castings was studied. These casting experiments were performed with Al 3003 melts that were first heated to ~720 °C, then identical amounts of the grain refiner alloys after different levels of SPD processing were added, each corresponding to an ultimate target Ti concentration of 0.05% by weight, followed by stirring and casting of the Al 3003 mixture. The resulting as-cast microstructures were sectioned, metallographically prepared, and characterized in the optical microscope.
Results and discussion
The deformation strains associated with the chip formation process with the −20°, 0°, and +20° reveal extraordinarily large values and these are listed in Table 1. Importantly, however, we confirmed via XRD experiments that the undeformed bulk and the severely deformed chips identically consisted only of Al and Al3Ti. No other extraneous peaks were observed. This confirmed that SPD by chip formation does not affect the multi-phase composition of the alloy. Microhardness experiments performed on the matrix of the severely deformed alloy chips revealed a near doubling of the hardness relative to that of the undeformed bulk. The matrix in these indentation experiments refers to the region away from the coarse Al3Ti dispersoids that is composed predominantly of Al.
Additionally, the SPD during chip formation in machining was found to have a profound effect on the characteristics of the dispersed Al3Ti phase. The undeformed bulk material illustrated in Fig. 3a is characterized by large block-like coarse Al3Ti dispersion consisting of particles typically ~20 μm in width that reside in a predominantly Al matrix. Additionally, a very sparse distribution of ultra-fine Al3Ti typically much smaller than a micrometer in size was detected in the undeformed matrix. Following SPD, as illustrated in Fig. 3b, the Al3Ti phase is found to be severely fragmented into mostly equiaxed structures that are typically much finer than those in the undeformed bulk (Fig. 3a). Additionally, the Al matrix surrounding these fragments was composed of a much greater density of the ultra-fine Al3Ti phase particles, indicating that the process of fragmentation of the hard second phases embedded in a matrix during SPD occurs at two distinct length-scales. One level of fragmentation occurs at the scale of tens of micrometers resulting in the fragmentation of block-like dispersoids into somewhat less coarse and more equiaxed particulates. The other fragmentation occurs at the sub-micrometer length-scales which results in the creation of a much more dense distribution of the ultra-fine Al3Ti in the Al matrix. This observation confirms the anticipation of SPD as a top-down approach for creating ultra-fine dispersions from an initially coarse dispersion that undergoes favorable fragmentation. In the Al–Ti system that is characterized by very poor solubility of Ti in Al such that no solution treatment followed by ageing is feasible for the creation of a dispersion of fine Al3Ti in the Al matrix [7], this approach may offer an interesting processing alternative. Of course this fragmentation route is not entirely efficient as evident from the retention of the micron-scale coarser Al3Ti dispersoids that coexist with the ultra-fine Al3Ti particles even after shear strains of 12.5 (e.g., Fig. 3b). Interestingly, the fragmentation of the particles also appears to occur in consonance with the shear deformation of the surrounding Al matrix. This characteristic becomes particularly evident from a low-magnification optical micrograph in Fig. 4a wherein the fractured precipitates appear to be strung-out in the matrix chip material that has undergone considerable shear deformation. The locus of these fragmented particles is illustrated via dotted lines in Fig. 4a. Here, due to the lack of ductility the Al3Ti particles fail to undergo compatible plastic deformation with the surrounding ductile matrix and therefore fracture. However, after fracturing, judging from their peculiar spatial arrangement in the chips, it is apparent that the fragments translate in relation to the progressive shear deformation of the matrix they inhabit. This fragmentation and rearrangement is reminiscent of that observed in chip formation from pearlitic steels [3]. Additionally, we also noted the occasional formation of voids in the severely deformed chips that occurred almost exclusively in the vicinity of the coarse dispersoids (Fig. 3b). This void formation can be traced to the oft observed cavitation that occurs during SPD or in post-SPD deformation in multi-phase systems [8]. Note that no cavitation was observed in the vicinity of the ultra-fine precipitates in the SEM micrographs of the chips.

Backscattered SEM micrographs of (a) Predominantly coarse dispersion of Al3Ti in the undeformed bulk material that undergoes significant fragmentation in (b) the chip material following SPD by machining with a −20° rake tool (strain ~12.5)

(a) Strung-out pattern of fragmented Al3Ti particles in the severely deformed chip. The dotted lines in the chip indicate the locus of the distribution of the fragments; (b) Ultra-fine grained Al matrix by SPD of multi-phase Al–Ti alloys to strains of ~12.5 during chip formation by machining with a −20° rake tool
In addition to the refinement of the Al3Ti phase during SPD, TEM observations also revealed that the predominantly Al matrix had undergone significant grain refinement to yield a typical grain size of ~500 nm in the chips. Figure 4b illustrates the −20° rake chip that underwent a deformation strain of ~12.5. The interface structures in this material were found to be characteristic of a mostly well-developed grain structure as elucidated from specimen tilting experiments in the TEM. This microstructure refinement is also relatable to the enhanced hardness of the Al matrix in the chip compared to that of the undeformed bulk material (Table 1). Interestingly, the level of hardening observed here is identical to that observed in commercially pure Al wherein chip formation resulted in the enhancement of the hardness value to ~60 kgf/mm2 from a bulk hardness ~30 kgf/mm2 prior to deformation processing [9]. While this is not surprising considering that we are comparing two nearly identically severely deformed, nearly pure Al systems, this observation affirms that the density of ultra-fine Al3Ti dispersion that was enhanced by SPD in the chip does not contribute significantly to material strengthening.
Subsequent explorations of stability of the hardness of the UFG matrix, however, revealed an important role of these ultra-fine Al3Ti dispersoids. Figure 5 illustrates the variation of the microhardness of the matrix as a function of isothermal heat treatment time at 200 °C (473 K ≈ 0.5 Tm). We find significant stability of the UFG material strength following even prolonged heat treatment at a temperature that is essentially equivalent to about one-half the melting point. In fact even at the higher temperature of 250 °C, only marginal softening was observed in the Al matrix that did not become significant until after 10 h of annealing. Figure 6 illustrates the slightly coarsened UFG structure of the matrix after 1 h at 250 °C in the −20° rake angle chips. While the ultra-fine Al3Ti may not contribute to strengthening, it is conceivable that they play a role in improving the thermal stability of the matrix by contributing to the pinning of grain boundaries in the UFG structure. For example, the second phases at the grain boundaries in Fig. 6 indicate this pinning characteristic of the ultra-fine phases. These observations point to a significant potential for utilizing these machining chips as a source for novel UFG materials that will remain stable even when subjected to consolidation protocols that involve thermal agitation. This offers an unprecedented venue for the creation of low-cost, thermally stable, fully dense bulk fine grained materials that are created from the severely deformed machining chip particulates from Al–Ti systems.

Thermal stability of the hardness of the predominantly Al matrix in the severely deformed Al–Ti machining chips even after several hours at temperatures approaching one-half the melting point

Marginally coarsened UFG structure of the Al matrix from the −20° rake angle chips after 1 h at 250 °C. Arrows indicate second phase particles at the grain boundaries that appear to stabilize the fine grain structure
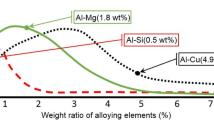
When we studied the evolution of the size distribution of the coarse Al3Ti phase following SPD by machining we found another potent opportunity for utilizing them as efficient grain refiner master alloys during casting of Al alloys. Figure 7 illustrates the shift of the histogram of the dispersoid size distribution toward smaller sizes as a function of the deformation strains. We have not included the ultra-fine distribution of the fractured Al3Ti in this histogram which are quite prolific in the chips and much smaller than a micrometer in size. Prior research has indicated that as the mean of these distributions approaches the micrometer scale, the grain refining efficiency of these materials becomes quite enhanced [5, 10]. In fact, when Al–Ti alloys were subjected to 15 passes of ECAP to fragment the Al3Ti dispersoids and then used as grain refiners in eutectic Al–Si alloys, they were found to substantially refine the eutectic dendrites in castings [10]. Of course, our machining protocol here subjects the Al–Ti to comparable levels of strain as in the ECAP case but far more conveniently in a single pass operation, and offers a low-cost route for similarly enhancing the efficiency of grain refiners. In our casting experiments with Al 3003 we sought to quantify the role of the refined inoculant phases in our severely deformed Al–Ti chips in refining as-cast structures. Al 3003, much like the earlier demonstration with Al–Si, is characterized by the formation of a dendritic phase typically consisting of Al, Fe, and Mn intermetallics [11]. Figure 8 illustrates the significantly refined dendritic structures that are obtained when the machining chips were used as grain refiner master alloys (Fig. 8c) in comparison to the addition of undeformed bulk grain refiner (Fig. 8b) or when no grain refiner is added (Fig. 8a).

Al3Ti particle size distribution as a function of the deformation strain. Note the translation of the mode of the distribution toward finer particulate dimensions with increasing deformation strains

Incremental refinement of the dendritic structures in the as-cast Al 3003 structure with the addition of master alloys with varying levels of refinement. (a) Coarse structures with no addition, (b) marginally refined structures with the addition of undeformed master alloys, and (c) highly refined structures by the addition of the refined severely deformed chips cut from Al–Ti master alloys
Again, this observation is analogous to that observed with 15-pass ECAP-processed Al–Ti which offered improved grain refiner efficiency in comparison to the undeformed material [10]. Therefore, chip formation by machining offers an effective vehicle for modifying the distribution of dispersoids in master alloys in a manner that enhances their efficiency at refining the microstructure of castings. Experiments are currently underway to more rigorously benchmark the grain refining capabilities of the machining chips cut from prevalent grain refiners such as Al–Ti–B and Al–Ti–C systems to establish a controlled paradigm for achieving effective microstructure control in castings via tailored distributions of inoculant phases in master alloys.
Conclusions
SPD by chip formation in machining is shown to offer opportunities for engineering novel microstructures in multi-phase Al–Ti. The chip is predominantly composed of a nanostructured Al matrix that has undergone significant grain refinement. Additionally, this matrix is inhabited by a combination of highly fragmented submicrometer-scale ultra-fine Al3Ti as well as significantly coarser, relatively equiaxed Al3Ti. The characteristics of these fragmented second phases are a function of the deformation strain during the SPD. This capability for controlled refinement of the distribution of sizes of the second phase particles offers a vehicle for creating efficient grain refining master alloys. Thereby, chips cut from conventional master alloys create cast microstructures that are considerably finer than those from the undeformed bulk master alloys.
References
Valiev RZ, Islamgaliev RK, Alexandrov IV (2000) Prog Mater Sci 45:103. doi:https://doi.org/10.1016/S0079-6425(99)00007-9
Ravi Shankar M, Chandrasekar S, King AH, Compton WD (2005) Acta Mater 53:4781. doi:https://doi.org/10.1016/j.actamat.2005.07.006
Ravi Shankar M, Verma R, Rao BC, Chandrasekar S, Compton WD, King AH et al (2007) Metallurgical Mater Trans A 38:1899. doi:https://doi.org/10.1007/s11661-007-9257-8
Ravi Shankar M, Rao BC, Chandrasekar S, Compton WD, King AH (2008) Scr Mater 58:675. doi:https://doi.org/10.1016/j.scriptamat.2007.11.040
Quested TE, Greer AL (2004) Acta Mater 52:3859. doi:https://doi.org/10.1016/j.actamat.2004.04.035
Shaw MC (1984) Metal cutting principles. Oxford University Press, Oxford
Knipling KE, Dunand DC, Seidman DN (2007) Metallurgical Mater Trans A 38:2552. doi:https://doi.org/10.1007/s11661-007-9283-6
Park K-T, Myung S-H, Shin DH, Lee CS (2004) Mater Sci Eng A 371:178. doi:https://doi.org/10.1016/j.msea.2003.11.042
Swaminathan S (2005) Nanoscale microstructures in substitutional solid solutions by large strain machining. Ph.D. Dissertation, Purdue University
Zhang Z, Hosoda S, Kim I-S, Watanabe Y (2006) Mater Sci Eng A 425:55. doi:https://doi.org/10.1016/j.msea.2006.03.018
Li YJ, Arnberg L (2003) Mater Sci Eng A 347:130. doi:https://doi.org/10.1016/S0921-5093(02)00555-5
Acknowledgements
Shankar and Cai acknowledge support from the Central Research Development Fund, University of Pittsburgh.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Cai, J., Kulovits, A., Ravi Shankar, M. et al. Novel microstructures from severely deformed Al–Ti alloys created by chip formation in machining. J Mater Sci 43, 7474–7480 (2008). https://doi.org/10.1007/s10853-008-2887-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-008-2887-4