
Abstract
Mixtures of high density polyethylene (HDPE) and polypropylene (PP), both post-consumer polymers were blended with thermoplastic starch (TPS). Corn starch plastification was carried out by extrusion with glycerin addition. The behaviour of TPS produced was investigated in the processing and thermal, mechanical and morphology characterization of post-consumer HDPE/PP blends (100/0, 75/25, and 0/100 wt.%) in different proportions of TPS (30%, 40% and 50% wt.%) by melting flow index (MFI), tensile property measurements, and scanning electron microscopy (SEM), respectively. The addition of TPS reduced the MFI of PP and increased of HDPE and HDPE/PP blends. TPS also decreased the tensile strength and elongation at break, and increased the rigidity of the materials. SEM showed separation of phase between the poliolefins and TPS.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Synthetic plastics have become the major new materials for everyday life. Polystyrene (PS), polypropylene (PP), and polyethylene (PE), are widely used for food packaging or food service items, and agriculture. Because they are easily produced, convenient, cheap, and long lasting among other properties, which advantages tend inevitably that they will be continue used in large amount [1].
PE and PP are some of the most dominant packaging materials and responsible by part of the problems in the disposal of one-trip packaging [1]. They are high hydrophobic level, water repellence and high molecular weight and their lack of functional groups recognisable by microbial enzymatic systems [2, 3]. Being hydrophobic hydrocarbon polymers, polyolefins are resistant to hydrolysis and for this reason they cannot hydrobiodegrade [4]. Polyolefins, as commercial products, are also resistant to oxidation and biodegradation due to the presence of anti-oxidants and stabilizers [4].
Post-consumer polyolefin blends have attracted a great deal of attention, particularly those of PP with high density polyethylene (HDPE), because these plastics account for a significant percentage of waste material [5], which has generated serious environmental problems due to their accumulation in the nature.
Therefore, there has been an increasing interest in the development of biodegradable polymers by the synthesis of biodegradable polymers and by the incorporation of natural products as cellulose acetate and starch into polymers to enhance the potential biodegradability of polyolefins [1, 3, 6, 7]. The major degradation effect promoted by the microbial assimilation of the natural polymers in the blends is to increase of the surface area of the synthetic bulk material rendering it more susceptible to abiotic oxidation [3].
Starch is a natural carbohydrate storage material accumulated by green plants in the form of granules. It is composed of linear polysaccharide molecules (amylose) and branched molecules (amylopectin) that are attractive raw material for use as barriers in packing materials. It is inexpensive and renewable and natural polymer [6–10]. Addition of dry starch granules to polyolefins follows the general trend of filler effects on polymer properties [1, 11].
When exposed to a soil environment, the starch component is easily consumed by microorganisms, leading to increase porosity, void formation, and the loss of integrity of the plastic matrix. The plastic matrix will be broken down into smaller particles [1].
Addition of a plasticizer such as glycerin can further improve the ductility of starch, which is known as thermoplastic starch (TPS) and it is capable of flow easily. This plastifying agent lowers the glass transition temperature of starch, and melting of the mixture by the introduction of mechanical and heat energy. The starch plastification is commonly carried out by extrusion in a temperature closer to 120 °C [12]. The mixtures of TPS with other polymers have the potential to behave in a manner similar to more conventional polymer-polymer blends [8, 11]. This would allow greater control of the dispersed phase morphology since the TPS should undergo deformation, disintegration, and coalescence [11].
In this study, blends of post-consumer HDPE/PP containing 30%, 40% and 50% of TPS were processed and their thermal, mechanical and morphological characterization were assessed by melt flow index (MFI), tensile strength and scanning electron microscopy (SEM), respectively.
Experimental
Materials
Post-consumer HDPE and PP coloured without predominant colour, in rigid form were supplied by Cooperativa de Profissionais que Desenvolve Trabalho com Materiais Recicláveis Tietê (São Paulo, SP, Brazil), collected from three Voluntary Delivery Post (VDP).
Corn starch (Amidex 3001) was supplied in powder form by Corn Products Brazil-Ingredientes Industriais Ltda. (Jundiaí, SP, Brazil), and contained 27 wt.% amylose and 73 wt.% amylopectin, with a weight average molecular weight (M w ) of 486,000 g/mol.
Glycerin (lot 58878) was supplied by Labsynth Produtos para Laboratórios Ltda. (Diadema, SP, Brazil), with a weight average molecular weight (M w ) of 92,09 g/mol.
Preparation of post-consumer HDPE and PP
After the collect of the materials from the cooperative, the plastics were separated in rigid and flexible films according to the symbols of plastic classification or by the burn technique [13, 14]. HDPE and PP were mechanically recycled being separately milled in a cutting mill, washed manually with water and dried at room temperature for 1 week. After this, HDPE and PP were separately extruded and granulated in a single screw extruder, diameter of 60 mm, with length of 25 L/D and thread using a set of sieves of 60/150/60 mesh, with rate of compression of 3.5:1. The conditions of temperatures used during blending in barrel from feed zone (zone 1), 2, 3 and to nozzle were 160 °C, 185 °C, 190 °C and 200 °C for HDPE and of 150 °C, 155 °C, 170 °C and 190 °C for PP, with screw speed of 60 rpm for both polymers.
Processing of post-consumer HDPE/PP blends
Blends of post-consumer HDPE/PP in proportions 100/0, 75/25, and 0/100 (w/w) were extruded and granulated in a single screw extruder model LGEX 25/26, LGMT Equipamentos Industriais Ltda. (Piracicaba, SP, Brazil), diameter of 25 mm, with length of 25 L/D and thread using a set of sieves of 60/150/60 mesh, screw speed of 50 rpm, pressure of 11 to 28.5 MPa. The temperatures in zones 1, 2, 3 and 4 were 200 °C, 215 °C, 220 °C and 220 °C, respectively.
Thermoplastic starch (TPS) preparation
Thermoplastic starch was prepared mixing corn starch in powder form in a helicoidal homogenizer with a capacity of 2 kg (Mecanoplast Indústria e Comércio Ltda., Rio Claro, SP, Brazil) during 3 min, at a rotation of 800 rpm and amperage of the motor of 10 A. The addition of 20% (wt.%) of liquid glycerin was done in the starch in movement into the homogenizer during 1 min for homogenization of the mixture. After this, the compost (starch with glycerin) was extruded in a single screw extruder model LGEX 25/26, LGMT Equipamentos Industriais Ltda. (Piracicaba, SP, Brazil) diameter of 25 mm, with length of 25 L/D and thread with tax of compression of 3.5:1. The temperatures in zones 1, 2, 3 and 4 of 120 °C, 130 °C, 140 °C and 140 °C, respectively and screw speed of 50 rpm.
Post-consumer HDPE/PP with TPS blends
After 8 h at a temperature of 80 °C of conditioning of post-consumer HDPE/PP and TPS, HDPE/PP blends (100/0, 75/25 and 0/100) were extruded with the addition of 30%, 40% and 50% of TPS (starch/glycerin 80/20). The temperatures used in zones 1, 2, 3 and 4 of 170 °C, 175 °C, 180 °C and 180 °C, using a set of sieves of 60/150/60 mesh, screw speed of 40 rpm.
Melt flow index (MFI)
MFI measurements of recycled HDPE, PP and HDPE/PP/TPS blends were done using a model MI-1 plastometer (DSM Instrumentação Científica Ltda., São Paulo, SP, Brazil), at 190 °C/2.16 kg according to ASTM D1238 [15]. The points are the mean ± S.D. of 10 determinations.
Specimens preparation
The specimens used in tensile properties were injected in a model PIC 62 (Petersen & Cia Ltda, SP, Brazil). The cycle time was 40 s, with specific press of injection of 118 MPa. The temperatures of injection in zone 1 (injection beak), 2, 3 and 4 were of 200 °C, 210 °C, 200 °C and 180 °C, respectively.
Tensile properties
Tensile properties (ASTM D-638) were done using a universal testing machine (EMIC Equipamentos e Sistemas de Ensaio Ltda., São José dos Pinhais, PR, Brazil) model DL 2000 NS 5921. The control program used was Mtest version 3.01 and VirMaq LBP 2.0, and the load cell had a capacity of 20 kN. The specimens were initially 115 mm long and the speed of stretching was 0.83 mm/s. These experiments were used to determine the tensile strength at break (σrup), elongation at break (εrup) and Young’s modulus (E).
Scanning electron microscopy (SEM)
The microphotographs of the surfaces and the fractures of the polymers were obtained by SEM, using a JEOL model JSM-5900LV scanning electron microscope (JEOL Ltd, Akishima, Japan) of the LME/LNLS Laboratório Nacional de Luz Síncrotron (Campinas, SP, Brazil). The specimens were fractured by its immersion in liquid nitrogen.
Results and discussion
Thermoplastic starch (TPS)
Starch granules (Fig. 1a) was extruded with 20% of glycerin, cut and granulated in pellet form as showed in Fig. 1b. Its appearance did not show oily characteristic caused by exudation of the glycerin which content was not sufficient to result in completely translucent TPS.

Corn starch in powder form (a) and TPS (80/20 starch/glycerin) (b)
Melt flow index (MFI)
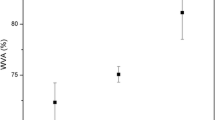
Figure 2 shows the melt flow index (MFI) of the recycled polyolefins and of the 75/25 HDPE/PP blend containing 0%, 30%, 40% and 50% TPS.

MFI for recycled HDPE, PP and 75/25 HDPE/PP blends containing 30%, 40% and 50% TPS
Recycled PP was much more fluid (11.6 g/10 min) than recycled HDPE (0.47 g/10 min). The post-consumer HDPE products contained a higher amount of cleaning packing products, which suggested that a less viscous polymer could be processed by the blowing method. Although this behaviour was expected, the values were greater than those of virgin HDPE (0.29 g/10 min, 190 °C/2.16 kg) and virgin PP (9 g/10 min, 230 °C/2.16 kg, ASTM D1238).
Some polymer properties, such as the melt viscosity, tensile strength, modulus, impact strength or toughness, and resistance to heat, depend on the weight average molecular weight of the amorphous phase and their distribution. Babetto and Canevarolo [16] observed a decrease in the weight average molecular weight of PP during multiple extrusions in various screw configurations, as well as narrowing of the polymer’s distribution and an increase in the concentration of carbonyls and unsaturation in the polymeric chains. Hence, the increase in the MFI of PP compared to virgin PP probably resulted from the decrease in the weight average molecular weight caused by degradation during prior processing of the materials, i.e., a lower molecular weight made PP more fluid.
The incorporation of TPS reduced the fluidity of recycled PP (by 53% in the presence of 50% TPS). TPS, which can increase the elastic modulus of a composite or the viscosity of a fluid suspension [17], behaved as a rigid filler for PP. The branched chains of amylopectin were exposed by plasticizing the starch and this reduced the fluidity of PP, which became more viscous with the addition of TPS. In contrast, the fluidity of HDPE, which is generally low, increased by up to 172% after the addition of TPS. Zuchowska et al. [18] also reported an increase in the intensity of the FTIR corresponding to the secondary hydroxyl groups of PE extracted from PE/starch/glycerol blends compared to virgin PE. This finding indicated partial oxidation of PE through its reaction with the glycerol-plasticized starch phase during blending. The thermoplasticising of starch by the incorporation of glycerin may have resulted in a weaker interaction with HDPE and led to migration of the free glycerin present in TPS. The latter could have acted as a lubricant, which would explain why an increase was seen only with 50% TPS.
HDPE is a saturated, linear hydrocarbon that shows very low chemical reactivity. The most reactive parts of HDPE molecules are the double bonds at the chain ends and the tertiary CH bonds at branching points in the polymer chains. The reactivity of HDPE with most chemicals is reduced by high crystallinity and low permeability. Plasticisers such as glycerin act as an internal lubricant and allow the polymer chains to slip by each other [19]. As shown here, TPS with HDPE behaved in a manner similar to conventional polymer-polymer blends [8].
Other reasons why TPS probably showed less interaction with HDPE than with PP include: (a) the difficulty that glycerin has in interacting with the ends of HDPE chains, (b) the lack of hanging groups in the HDPE chain, in contrast to PP, and (c) the fact that PP probably had a higher content of tertiary carbons compared to carbonyl groups, which facilitated interaction with the hydroxyl groups of glycerin. These differences in polyolefin/glycerin interactions may have favoured the action of free glycerin as a lubricant at the polymer/metal interface of the plastometer in blends containing 50% TPS. Such a lubricating action could also account for the reduction in the MFI of PP containing 50% TPS.
Recycled 75/25 HDPE/PP blends were less viscous then recycled HDPE and the incorporation of TPS increased the MFI, i.e., TPS had the same effect as in HDPE. This finding indicated that TPS improved the compatibility with the recycled HDPE matrix in the 75/25 HDPE/PP blends, with the MFI increasing as the TPS content increased. The MFI values also showed that recycled PP was incompatible with TPS.
The MFI for TPS (80/20 starch/glycerin) could not be determined in the assay used to compare recycled HDPE, PP and the HDPE/PP blends. TPS showed no fluidity at 190 °C/2.16 kg (ASTM D1238), probably because its molecules were larger than those of PP and HDPE, and also because the presence of amylopectin, which contains a significant amount of ramified chains, would make mobility of the polymer difficult.
Mechanical properties
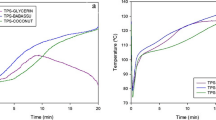
Figure 3 shows the changes on the tensile strength, elongation at break and Young’s modulus, of the recycled HDPE, PP and the 75/25 HDPE/PP by the incorporation of 30%, 40%, 50% and 100% TPS.

Mechanical properties of recycled HDPE, PP and 75/25 HDPE/PP blends containing 30%, 40% and 50% TPS: (a) tensile strength, (b) elongation at break and (c) Young’s modulus
Recycled PP (0/100 HDPE/PP) presented higher tensile strength at break than recycled HDPE (100/0 HDPE/PP) and 75/25 HDPE/PP blends is smaller than both (Fig. 3a). The addition of 30% of TPS reduced the tensile strength at break for all the polymers, but more drastically reduction was obtained for PP (0/100), which suggests that TPS behaved as non-reinforcing filler. Rosa et al [20] observed the same behaviour for PCL/gelatinised starch blends. This effect could be explained by the pasticising and destroying of starch granules. In TPS, the granular structure is destroyed by the plasticising process, and the structure of starch becomes more ramified. When stress is applied, TPS is easily deformed. This tendency is also reflected in Young’s modulus [20], as it can be seen in Fig. 3c.
However, the addition of 40% of TPS in recycled HDPE presented the same tensile strength at break of recycled HDPE, and an increase in relation to the addition of 30% of TPS (Fig. 3a). TPS showed poor tensile strength at break compared with recycled HDPE, PP an HDPE/PP blends.
HDPE presented higher elongation than PP and the mixtures of HDPE with PP increased sensitively the elongation compared with HDPE or PP for all concentration of TPS, i. e, 30%, 40% or 50%. Elongation at break was sensitively reduced by the addition of TPS by all of the polymers, and more drastically for PP, which exhibit lower elongation at break compared to the 100% of TPS (Fig. 3b). In synthetic polymer blends, the addition of a second immiscible phase to a ductile matrix material usually significantly diminishes the elongation properties at break. In this study the ductile matrixes the addition of TPS were highly sensitive to the state of the interface [11].
Young’s modulus of recycled HDPE, PP and 75/25 HDPE/PP blends exhibits practically the same values when compared the average values with their standard deviation (Fig. 3c). The addition of TPS increases this property as the TPS content increases, that is, increasing the rigidity of the recycled PP matrix, indicating that TPS acted as rigid filler, probably due to the ramified chains of the starch. The addition of 50% of TPS to the recycled polymer increased the Young’s modulus of all the polymers, indicating a synergetic effect of the TPS, probably the effect of the amount of ramified chains is high enough to alter the rigidity of the material and also increased the tensile strength. For recycled 100/0 HDPE/PP, it occurred a decrease in the rigidity of the material with addition of 30% and 40% of TPS, and an increase of rigidity with addition of 50% of starch. For 75/25 HDPE/PP blends, the addition of 30% of TPS decreased the Young’s modulus, but for 40% and 50% of TPS they behaved similar to recycled PP.
Scanning electron microscopy (SEM)
Figure 4 shows the photomicrographs of the fractured surfaces of the recycled HDPE, PP and HDPE/PP blends.

Scanning electron micrographs of the fractured surfaces of HDPE (a), 75/25 HDPE/PP (b) and PP (c)
It is not possible to identify the separation of phase of the polymers in all of the photomicrographs shown in Fig. 4. The morphology characteristic of the HDPE (Fig. 4 a) prevail in the 75/25 HDPE/PP blends (Fig. 4b), although the presence of a more uniform region in the central part of the photomicrograph evidence the presence of the recycled PP.
Figure 4 (b) shows dispersed points which are indicative of the presence of the recycled HDPE in the HDPE/PP blend, that are attributed to the different crystallinity of the polyolefins. HDPE is more crystalline then PP, and it difficult the interaction of the HDPE with PP. The fact of the PP to present higher amorphous region than HDPE facilitates the interaction of the PP with the HDPE matrix, which difficult the identification of the phase separation. These evidences corroborate with the elongation at break of the composition 75/25 HDPE/PP as discussed in tensile strength properties.
Figure 5 shows the recycled polymers with the incorporation of 30%, 40% and 50% of TPS.

Scanning electron micrographs of the fractured surfaces of polymers containing TPS: recycled HDPE containing 30% (a), 40% (b) and 50% (c) TPS, recycled 75/25 HDPE/PP blends containing 30% (d), 40% (e) and 50% (f) TPS, and PP containing 30% (g), 40% (h), and 50% (i) TPS
As shown in Fig. 5, the incorporation of TPS in the matrix of the poliolefins results in separation of phases, being observed a flat and uniform morphology, which is characteristic of the TPS, once the starch granules are disintegrated by plasticising and the ordered structure can not be recovered completely, contrasting by the slightly spongy shape of the polyolefins.
HDPE exhibits a smaller separation of phase with the use of 30% of content of TPS (Fig. 5a), compared with the composition of 75/25 HDPE/PP and PP (Fig. 5d and g, respectively) with the same content of starch. However, HDPE containing 40% and 50% of TPS (Fig. 5b and c, respectively), did not have good dispersion and the dimensions of the domains of TPS are higher.
It can be observed lack of adhesion between the polyolefins and the TPS seen on the fracture surfaces, which indicates their poor interfacial interaction and this fact could also explain the decrease in mechanical properties (Fig. 5) with the incorporation of TPS.
Conclusions
In conclusion, the addition of TPS to recycled PP reduces the MFI, and increases the MFI of HDPE and HDPE/PP blends. TPS also decreases the tensile strength and increases the rigidity of the polymers. The incorporation of TPS in the matrix of the polyolefins results in the separation of phases and a disintegration of the starch granules.
References
Kiatkamjornwong S, Thakeow P, Sonsuk M (2001) Chemical modification of cassava starch for degradable polyethylene sheets. Polym Degrad Stab 73:363
Abd El-Rehim HA, Hegazy El-SayedA, Ali AM, Rabie AM (2004) Synergistic effect of combining UV-sunlight-soil burial treatment on the biodegradation rate of LDPE/starch blends. J Photochem Photobiol A: Chemistry 163:547
Chiellini E, Corti A, Swift G (2003) Biodegradation of thermally-oxidized, fragmented low-density polyethylenes. Polym Degrad Stab 81:341
Jakubowicz I (2003) Evaluation of degradability of biodegradable polyethylene (PE). Polym Degrad Stab 80:39
González J, Albano C, Ichazo M, Hernández M, Siamanna R (2001) Analysis of thermogravimetric data of blends of polyolefins with calcium carbonate treated with Liça 12. Polym Degrad Stab 73:211
Rosa DS, Rodrigues TC, Guedes CGF, Calil MR (2003) Effect of thermal aging on the biodegradation of PCL, PHB-V, and their blends with starch in soil compost. J Appl Polym Sci 89(13):3539
Bragança FC, Rosa DS (2003) Thermal, mechanical and morphological analysis of poly(ε-caprolactone), cellulose acetate and their blends. Polyme Adv Technol 14(10):669
Rodriguez-Gonzalez FJ, Ramsay BA, Favis BD (2003) High performance LDPE/thermoplastic starch blends: a sustainable alternative to pure polyethylene. Polymer 44:1517
Stading M, Rindlav-Westling A, Gatenholm P (2001) Humidity-induced structural transitions in amylose and amylopectin films. Carbohydrate Polym 45:209
Rindlav-Westling A, Stading M, Hermansson A-M, Gatenholm P (1998) Structure, mechanical and barrier properties of amylose and amylopectin films. Carbohydrate Polym 36:217
St-Pierre N, Favis BD, Ramsay BA, Ramsay JA, Verhoogt H (1997) Processing and characterization of thermoplastic starch/polyethylene blends. Polymer 38 (3):647
Matzinos P, Tserki V, Gianikouris C, Pavlidou E, Panayiotou C (2002) Processing and characterization of LDPE/starch/PCL blends. Europ Polym J 38:1713
Manrich S, Frattini G, Rosalini AC (1997) Identificação de plásticos: uma ferramenta para reciclagem. São Carlos, UFSCar
Mano EB, Mendes IC (2000) Identificação de Plásticos, borrachas e fibras. São Paulo, Ed. Edgarg Blucher
ASTM Designation d 1238–01 (08.01)
Babetto AC, Canevarolo SV (2000) Efeito do tipo de elemento de rosca na degradação de polipropileno durante múltiplas extrusões. Polímeros: ciência e tecnologia 10(2):90
Nielsen LE (1974) Mechanical properties of polymers and composites, Chapter 7, v. 2, Marcel Dekker, New York
Zuchowska D, Steller R, Meissner W (1998) Structure and properties of degradable polyolefin/starch blends. Polym Degrad Stab 60:471
Ashraf GS Environmental waste management and plastics recycling - an overview Brunel University London,U.K. Available online: <http://www.khwarzimic.org/takveen/plastics_recycle.pdf>Accessed in:22/12/2005
Rosa DS, Guedes CGF, Pedroso AG (2004) Gelatinized and nongelatinized corn starch/poly(ε-caprolactone) blends: characterization by rheological, mechanical and morphological properties. Polímeros: Ciência e Tecnologia 14(3):181
Acknowledgements
The authors thank Cooperativa de Profissionais que Desenvolve Trabalho com Materiais Recicláveis Tietê and Corn Products Brasil for supplying the materials. This work was supported, respectively. This work was supported by CNPq (processes 304577/2004-9 and 477942/2003-2), and by the Universidade São Francisco. The SEM work was done with the JSM-5900LV microscope in the Laboratório de Microscopia Eletrônica, Laboratório Nacional de Luz Síncrotron (LME/LNLS), Campinas, SP, Brazil.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Rosa, D.S., Guedes, C.G.F. & Carvalho, C.L. Processing and thermal, mechanical and morphological characterization of post-consumer polyolefins/thermoplastic starch blends. J Mater Sci 42, 551–557 (2007). https://doi.org/10.1007/s10853-006-1049-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-006-1049-9