
Abstract
Ca and Si additions to AZ91 alloy have been investigated and the results show that addition of Ca or Ca combined with Si resulted in the refinement of the as-cast microstructure, increase the thermal stability of β phase and the inhibition of discontinuous precipitations. Small amounts of Ca added to the AZ91 alloy mainly dissolved into β phase and raised the thermal stability of the phase, thus strengthening the alloy at elevated temperatures. Combined additions of Si with Ca to the AZ91 alloy were more effective on increasing the tensile strength at both ambient and elevated temperatures. The creep resistance of the alloy was also improved significantly in the alloy with Ca and Si additions. The creep rate of the alloy containing 0.3% Ca and 0.6% Si, tested at 473 °K and 50 MPa, was one order of magnitude lower than that of the base alloy (without Ca and Si addition). The mechanism of mechanical properties improvement caused by Ca and Si was also discussed.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
From the viewpoint of environmental problems and economic efficiency, manufacturing of lightweight and high strength materials for automobile application has been attracting much attention in recent years [1]. As the lightest structural metallic materials, magnesium alloys are being increasingly used in many manufactory industries [1, 2]. Alloy AZ91 is the most favored magnesium alloy because of its high strength, excellent castability, and good corrosion resistance in its high purity form. However, the range of applications for this alloy and other magnesium–aluminum alloys, such as AM60 and AM50, is limited by the sharp drop in strength and poor creep resistance at elevated temperatures, which make the alloys unsuitable for many components in automobile products [1–3]. Although some magnesium alloys containing rare earth elements developed in the past decades [1] have good mechanical properties even at moderate temperatures, these alloys are more expensive than the commonly used Mg alloys, such as AZ91 and AM60. Therefore, there is a need to develop new magnesium alloys with high creep resistance and lower cost [1].
A general principle for designing creep resistant alloys is to form multiphase microstructures, usually consisting of precipitates within the matrix grains and at grain boundaries to impede dislocation motion and reduce grain boundary sliding [1]. The previous work reveals that small amounts of Ca additions to AZ91 caused a notable increase in its yield strength as well as in its creep resistance at elevated temperatures [4, 5]. The work reported here is a part of a program aimed at the development of low cost creep resistant magnesium alloys based on AZ91. In this paper, the effects of Ca addition and combined additions of Si with Ca to the AZ91 alloy on the microstructure, mechanical properties and creep resistance have been investigated.
Experimental
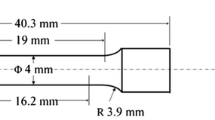
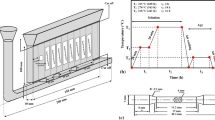
Five alloys of the compositions listed in Table 1 were prepared in a mild steel crucible under the protection of a mixed gas atmosphere of SF6 (1%) and CO2 (bal.). The base nominal composition of the alloys studied was Mg–9Al–0.8Zn–0.2Mn (alloy A0) conformed to that of AZ91. Different amounts of Si with 0.3 wt% Ca were added in the other alloys, so that the effects of calcium and silicon additions on the microstructure and properties of the alloys could be studied. The melt was held at 993 K for 20 min then poured into permanent molds. Tensile specimens with a gauge section of 15 × 3.5 × 2 mm3 were cut from the ingots prepared by electric spark machining. Before testing all the specimens were heated at 693 K for 20 h followed by water quenching (T4 condition), then aged at 473 K for 16 h (T6 condition). Creep tests were performed on as-cast specimens of cylindrical geometry with a 100 mm gauge length and 10 mm diameter cross section. Microstructural observations of the as-cast and heat-treated specimens were conducted using optical microscopy (OM) and scanning electron microscopy (SEM). Microanalysis and determination of crystalline structure of different phases in the alloys studied were carried out by energy dispersive spectroscopy (EDS) and X-ray diffraction (XRD), respectively. Chemical compositions of the alloys were analyzed by Inductively Coupled Plasma (ICP).
Results
As-cast microstructure
Figure 1a is an optical micrograph taken from the as-cast specimen of the alloy A0 showing coarse dendrites. SEM observations revealed that the microstructure of as-cast AZ91 was composed of α-Mg matrix and two types of phases. The first one was coarse with an irregular morphology. The second was tiny laminar shaped surrounding the first one (Fig. 1b). According to the Mg–Al phase diagram and the previous investigations [2, 6], these particles should be the β (Mg17Al12) phase. Small amount of calcium addition to the AZ91 alloy resulted in significant refinement of the as-cast microstructure, as shown in Fig. 2a, an OM micrograph taken from as-cast alloy A1. The phases shown in Fig.1b were also observed in the alloys with calcium additions (alloys A1–A4), however the sizes of the phases in these alloys (see Fig. 2b) were smaller than that in AZ91.

As-cast microstructures of alloy A0

As-cast microstructures of alloy A1
Figure 3a shows the as-cast microstructures of alloy A4, in which 0.6% of silicon combined with 0.3% of calcium was added. In comparison to Fig. 2a, it can be seen that silicon addition resulted in further refinement of the as-cast microstructure and the size of the dendrites in alloy A4 was finer than that in alloy A1. SEM observations revealed some polygon shaped particles, as shown in Fig. 3b. Microanalysis conducted by EDS showed that the atomic ration of Mg and Si in the particle was approximately 1:2, indicating the formation of silicon containing compound in the alloy.

As-cast microstructures of alloy A4
To identify the new phases in the alloy containing Si, X-ray diffraction (XRD) was performed on selected specimens. From Fig. 4a, XRD pattern taken from as-cast alloy A0, it can be seen that the alloy consisted of two phases, the α-Mg matrix and β (Mg17Al12) intermetallic compound, further verifying that the phases exhibiting the two kinds of morphologies (shown in Fig. 1b) are the β phase. Small amount (0.3%) of Ca addition did not cause the formation of any new phases in the as-cast microstructure and the XRD pattern taken from as-cast alloy A1 is similar to that shown in Fig. 4a. Figure 4b is the XRD pattern taken from the specimen of as-cast alloy A4, in which the peaks were identified as arising from three phases, the α matrix, β phase and Mg2Si, and indicating that the polygon-shaped particles observed in the alloys with silicon additions were Mg2Si (Fig. 3b). Figure 5 shows the results of line-scanning analysis performed on the specimen of alloy A3 by using EDS. The traces in Fig. 5 show that most of calcium added dissolved into the β phase.

X-ray diffraction pattern of as-cast alloy

Distribution of Ca and Si elements in as-cast alloy A3
Microstructure of heat-treated alloys
Microstructure of T4 treated specimens of alloys A0, A1 and A3 were shown in Fig. 6. In alloy A0 almost all of the β phase dissolved into the matrix after solution treatment (see Fig. 6a). However, lots of β-Mg17Al12 phase still existed in alloy A1. This was consistent with the previous investigation [7], which reported that small amount of calcium addition caused the increase of thermal stability of the β phase. The β (Mg17Al12) precipitates were also observed in T4 treated alloy A3 (see Fig. 6c), indicating that the effect of calcium addition on the thermal stability of the β phase was not weakened after silicon was added to the alloy. For the silicon containing alloys (alloys A2–A4), T4 treatment did not result in the dissolution of Mg2Si into the matrix, reflecting the Mg2Si compound had high thermal solubility in magnesium–aluminum based alloys.

SEM micrographs taken from T4 treated specimens
Figure 7 shows the microstructure of the alloys aged at 473 K for different times (T6 treated). In Fig. 7a, the OM micrograph taken from alloy A0 aged at 473 K for 2 h, the black zones pointed by the black arrows reflect the typical morphology of the discontinuous precipitations of the β phase. The high magnification SEM micrograph of the area with discontinuous precipitates of β phase in aged alloy A0 is shown in Fig. 7b. The previous investigation reported that small amount of calcium addition promoted the continuous precipitation and inhibited the discontinuous precipitation of β phase in aging process [4]. In aged alloy A1 microstructural observation revealed that the continuous precipitation was dominant (see Fig. 7c, d) and this was consistent with the previous investigation [5]. Silicon addition did not cause significant influence on the microstructure of aged specimens. The morphology and distribution of the β precipitates in aged alloys A2, A3 and A4 were similar to that in aged alloy A1, and aging of the alloys with silicon addition did not result in the precipitation of Mg2Si.

The microstructures of alloys as T6 treated at 200 °C (a) OM graph taken from alloy A0 (b) SEM graph taken from alloy A0 (c) OM graph taken from alloy A1, (d) SEM graph taken from alloy A1
Tensile properties and creep resistance
Tensile tests were performed on aged specimens (in T6 condition) and the results are listed in Table 2. It can be seen that the influence of the combined additions of calcium and silicon on tensile properties was significant. When 0.3% of calcium was added to the base alloy, the yield strength increased at both ambient and elevated temperatures, but the ductility of the alloy significantly decreased. Additions of silicon combined with calcium to the base alloy resulted in further increase of strength and the highest yield strength reached as high as 190 and 126 MPa at ambient temperature and elevated temperature of 473 K, respectively. In addition, the ductility of the alloys with silicon additions (alloys A2, A3 and A4) was higher than that of alloy A1, in which only calcium was added, indicating that addition of small amount of silicon had the effect of retarding the decrease of ductility caused by calcium addition.
The improvement of creep resistance caused by silicon and calcium additions was more notable. The creep curves of all the alloys studied at the temperature of 473 K and applied stress of 50 MPa are shown in Figure 8a. After testing at 473 K, 50 MPa for 100 h, all the alloys were not ruptured except the base alloy (alloy A0), of which the creep life was 89 h. The steady state creep rate of the alloys is shown in Fig. 8b. It can be seen that the creep resistance of the alloy was remarkably increased with calcium and silicon additions. With the increase of silicon addition, the creep rate decreased rapidly. The steady state creep rate of alloy A4 was only 2.24×10−8/s, one order of magnitude lower that that of its base alloy A0.

Creep curve and steady state creep rate of alloys tested at 473 K/50 MPa
Discussion
As-cast microstructure
In the present investigation, additions of Ca or Ca combined with Si to AZ91 alloy refined the as-cast microstructures of alloy significantly. The effect of solute on the grain refinement may be the result of the formation of some particles which maybe can act as potent nucleation sites for magnesium and cause the constitutional undercooling generated by the growth of a grain adjacent to a nucleant particle suspended in the melt [7, 8], The constitutional undercooling was simplified as the growth restriction factor (GRF). According to Ref. [2], GRF can be defined by Eq. (1):
where m is the slope of the liquidus line, C 0 the initial composition, and k i is the equilibrium partition coefficient for element i. A large GRF can result in effective grain refinement. Figure 9 shows the relationship between grain size and GRF for binary Mg alloys [2]. It can be seen that both Ca and Si are the great efficient elements on the grain refinement for Magnesium alloys. This is well consistent with the results of the present work.

Relationship between grain size and growth restriction factor (GRF) for binary Mg alloys [2]
The mechanical properties and creep resistance
The effect of Ca additions on the microstructure and mechanical properties of Mg alloys was studied in previous investigations [9–11]. Ninomiya et al. [9] reported that Ca additions to Mg–Al based alloys, where the Ca/Al mass ratios were more than 0.1, resulted in the formation of Al2Ca compound. This was consistent with the ternary phase diagram [12], according to which the equilibrium microstructure of the Mg–9Al alloy containing more than 0.05% of Ca is composed of two phase, α-Mg solid solution and Al2Ca. However, there was no Al–Ca intermetallic compound observed in the alloys studied in the present work in which the Ca concentration was 0.3%. Microanalysis in the present work revealed that most of the Ca addition dissolved into the β phase (Mg17Al12). The authors of the present paper have studied the thermostability of the β phase [13] and the results of differential thermal analysis (DTA) showed that the dissolution of Ca raised the melting point of β phase, thus the thermostability of the phase increased. For AZ91 alloy the β phase was considered as the main strengthening phase, however the melting point of the β phase is very low, only 710 K. When the temperature increased, the β phase is ready to be softened and this accounted for the poor creep resistance of the alloy. Therefore, the increase of the thermostability of the β phase caused by small amount of Ca addition leads to the strengthening of the phase at elevated temperatures. The discontinuous precipitation of the β phase was also considered to be detrimental to mechanical properties as well as creep resistance of the alloys. In the present investigation Ca addition inhibited the discontinuous precipitation of β phase, which is another factor accounting for the improvement of creep resistance. Further increase of strength and creep resistance caused by combined addition of Ca with Si may be attributed to the formation of Mg2Si. The microhardness of Mg2Si is very high (HV450) [14], and its thermostability is higher than β phase and its average size is lower than β phase, thus it is more effective on strengthening the alloy at elevated temperatures.
Conclusions
Small amounts of Ca addition to the AZ91 alloy resulted in significant refinement of microstructure and increase of yield strength. The added Ca mainly dissolved into the β phase (Mg17Al12), which raised its thermostability, consequently, strengthened the alloy at elevated temperatures. Additions of Si combined with Ca to the AZ91 alloy caused the formation of Mg2Si intermetallic compound and resulted further increase of yield strength as well as creep resistance of alloy at both ambient and elevated temperatures. The creep rate of the alloy containing 0.3% Ca and 0.6% Si, tested at 473 K and 50 MPa, was one order of magnitude lower than that if the base alloy without Ca and Si addition.
References
Humble P (1997) Mater Forum 21:45
Dahle AK, Lee YC, MD Nave, et al (2001) J Light Metals 1:61
Yuan GY, Sun YS, et al (2000) Trans Nonferrous Met Soc China 13(4):469
Sun YS, Zhang WM, et al (2001) Acta Metall Sin 4(14):253
Min XG, Sun YS, et al (2002) Mater Sci Technol 10(1):93
American Society for Metals (1973) Metals handbook. Ohio, Metals Park
Hutt JE, St John DH, et al (1999) Mater Sci Technol 15(5):495
Hutt JE, Dahle AK, et al (1999) Light metals 1999. In: Eckert CE (ed) The minerals, Metals and Materials Society (TMS), Warrendale, PA, USA, p 685
Ninomiya R, Ojiro T, et al (1995) Acta Metall 43(1):669
Kim JJ, Kim DH, et al (1999) Scripta Mater 41(3):333
Rudi RS, Kamado S, et al (2000) Mater Sci Forum 350:79
Gatterall JA, Pleasance RJ, et al (1957–1958) Inst Metals 86:189
Min XG, Du WW, et al (2002) Chinese Sci Bull 47(13):1082
Beer S, Frommeyer G, Schmid E (1992) In: Mordike BL, Hehmann F (eds) Development of Mg–Mg2Si light weight alloys, Magnesium alloys and their applications, Oberursel, Germany, pp 317–324
Acknowledgments
The experiment work was supported by the Nature Science Foundation of Jiangsu Province (Grand No. BK2004208 and BK2001403). This financial support is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Feng, X., Xuegang, M. & Yangshan, S. Microstructures and mechanical properties of AZ91 alloy with combined additions of Ca and Si. J Mater Sci 41, 4725–4731 (2006). https://doi.org/10.1007/s10853-006-0060-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-006-0060-5