
Abstract
In this paper a condition-based maintenance model is proposed for a single-unit system of production of goods and services. The system is subject to random deterioration which impacts not only the product quality but also the environment. We assume that the environment degrades whenever a specific level of system deterioration is reached. The proposed maintenance model aims to assess the degradation in such a way to reduce the deterioration of the environment. To control this deterioration, inspections are performed and after which the system is preventively replaced or left as it is. Preventive replacement occurs whenever the level of the system degradation reaches a specific level threshold. The objective is to determine optimal inspection dates which minimize the average total cost per unit of time in the infinite horizon. Cost function is composed of inspection and maintenance costs in addition to a penalty cost due to environmental deterioration. The maintenance optimization model is formally derived. On the basis of Nelder–Mead method, inspection dates as optimal solutions are computed. A numerical example is provided to illustrate the proposed maintenance model.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Currently, companies must meet the standards requirements for the protection of the environment. Systems of production of goods and services are the vast majority of most industries capital. These systems are subject to random deterioration with respect to both age and usage. Such a deterioration impacts not only the product quality but also the environment. In fact, the degradations of industrial systems can have multiple impacts on the environment. For example, many man-made gases contribute to the greenhouse effect that warms the Earth’s surface. The refrigerants used in air conditioners and in many industrial processes, such as nuclear power plant and petrochemical platform, are considered as greenhouse gases. The increasing of the atmospheric concentration of these gases is likely the most significant cause of the current global warming. In order to reduce these gases emissions, many taxes have been added in recent decades everywhere in the world. In France for example, General Taxes on Polluting Activities (TGAP) are applied to Classified Installations for the Protection of the Environment (ICPE) to limit or eliminate pollutants. In the United States (US), the use of pollution prevention activities has been increasing enormously in the last twenty years. Pollution prevention (P2) program is considered as one of primary means of pollution reduction (Bui and Kapon 2012). The P2 program involves reducing pollution before it is generated (Harrington 2012).
To meet the legislative standards requirements, companies must develop and implement innovative methods and strategies allowing to maximize their profit, on one hand, and to exploit rationally the available material resources, on the other hand. Such an exploitation should be realized by taking into account the impacts induced by the degradation of the industrial systems on the environment. These impacts can be more and more important especially when dealing with transportation systems (avionic, maritime, etc) and nuclear power plants, to name a few. Indeed, the abnormal exploitation of such systems leads to their degradations which unfortunately impact the environment. For example, in a nuclear power plant, the most important refrigerant leakages are induced by the degradation of the mechanical shaft seal of the refrigeration compressor. The gas leakage becomes excessive whenever its measured value through inspection exceeds a specified threshold. The excessive leakage of this gas may considerably impact the environment. In the plastic manufacturing industries, raw plastic materials are pellets, powder or sheet mixtures constituted by the main polymer together with several additives (e.g., plasticizers, stabilizers, antioxidants, pigments). The manufacturing processes themselves depend on both the polymer characteristics and the artifact characteristics. During the plastic manufacturing, toxic products can enter the working environment due to the plastic heating. A complete environmental analysis looking for all the pollutants that can be foreseen is usually carried out to define if the environment risk level is acceptable or not.
To ensure a rational exploitation and a nominal performance of industrial system, on one hand, and to keep high quality of product and to meet the recent standards requirements for the environment protection, on the other hand, inspection and maintenance activities are usually performed as solutions to assess the degradation of the system. By reducing this degradation, the degradation of the environment is therefore reduced. Indeed, inspection allows to control the degradation process of the production system and to collect crucial reliability data. By the analysis of such data, information about the level of system degradation can be in fact obtained. After an inspection, there are two decisions that have to be made. One decision is to determine what kind of maintenance to be made, whether the system should be replaced or repaired to a certain state or whether the system should be left as it is. The other decision is to determine when the next inspection should be performed.
The growing importance of maintenance has lead to an increasing interest in the development and implementation of maintenance models for deteriorating systems. Different researches have produced many interesting and significant results for a huge variations of maintenance models. The existing models in the literature depend on the assumptions regarding, for example, the time horizon, the nature of cost functions, the objective of the models, and so on.
Literature review
In recent decades, maintenance problems have received a great attention and several works have been developed in the literature. Early works are those initiated by Barlow et al. (1963). Barlow et al. (1963) introduced an inspection policy where the objective is to minimize the average total cost of inspection activities. An algorithm based on a recurrence relation is proposed to calculate the optimal inspection dates. Several extensions of the work by Barlow et al. (1963) have been proposed in the literature. In Munford and Shahani (1972), a nearly optimal inspection policy has been suggested and an approximate solution to that of Barlow et al. (1963) is proposed. The policy developed in Munford and Shahani (1972) has been exploited in the work by Munford and Shahani (1973) to solve the same problem while considering the particular case where the system lifetime is Weibull distributed. In Munford and Shahani (1973), numerical and empirical methods are used to solve the problem initially investigated in Munford and Shahani (1972). On the basis of the works by Munford and Shahani (1972, 1973), Tadikamalla (1979) proposed methods to derive the optimal inspection dates for a system whose lifetime is gamma distributed.
Turco and Parolini (1984) proposed a condition-based maintenance policy for a system subjected to random failures. The mathematical cost model developed by Turco and Parolini (1984) has been applied to a lead oxide production plant. The mathematical model has been applied in Turco and Parolini (1984) by examining various inspection policies in different operative situations, i.e. with different costs of inspection and maintenance actions and by varying the delay time to perform preventive maintenance. In Turco and Parolini (1984), two inspection policies, sequential and periodic, are studied and for each of which optimal inspection dates are evaluated.
The maintenance model proposed by Turco and Parolini (1984) has been exploited in the literature. Pellegrin (1992) extended the work by Turco and Parolini (1984) by considering durations of inspection and maintenance actions to be non-negligible. In Pellegrin (1992), the authors considered two maintenance optimization models, namely a cost model and a system availability model. In Pellegrin (1992), a graphical method is proposed to calculate the optimal inspection dates. Chelbi and Aït-Kadi (1999) exploit the maintenance model in Turco and Parolini (1984) to deal with unrevealed failures, i.e. failures are detected only by inspections. The work by Chelbi and Aït-Kadi (1999) considers a penalty cost due to the inactivity of the system between occurrence and detection of the failure. Other authors have taken into account the cost induced by the system inactivity in the maintenance cost modeling, see for example Bérenguer et al. (1997), Grall et al. (2002), Yang et al. (2008), Huynh et al. (2011). Bérenguer et al. (1997) focused on the analytical modeling of a condition-based maintenance policy for a stochastically and continuously deteriorating system. In Bérenguer et al. (1997), the preventive replacement threshold as well as the inspection date are considered as decision variables. On the basis of a semi-Markov decision process, the decision variables are derived in Bérenguer et al. (1997) to minimize the long-run average cost induced by inspection and maintenance actions. Grall et al. (2002) developed a mathematical maintenance cost model for a system subjected to a condition-based maintenance policy. In Grall et al. (2002), the optimal inspection schedule as well as the optimal replacement threshold are derived for the studied system. Yang et al. (2008) developed a cost model where both production gains and maintenance expenses are considered. In Yang et al. (2008), the cost induced by the unscheduled maintenance is considered as a penalty cost. On the basis of Genetic algorithm, an optimization procedure is proposed by Yang et al. (2008) to evaluate the most cost-effective maintenance schedule. Recently, Huynh et al. (2011) introduced a condition-based periodic inspection/replacement policy of a single-unit system. Mathematical cost models are proposed in Huynh et al. (2011), where the inter-inspection period as well as the preventive maintenance threshold are derived. Badía et al. (2002) considered also a single-unit system, whose state is assumed to be known with some uncertainty. In Badía et al. (2002), the proposed maintenance policy depends on the nature of the information gathered from inspection. The objective in Badía et al. (2002) is to minimize the average total cost per unit of time induced by costs of inspection and maintenance actions.
To deal with system availability optimization, Chelbi et al. (2008) extended the work of Badía et al. (2002). In Chelbi et al. (2008), numerical solutions have been presented for Normal and Weibull failure distributions. Sarkar and Sarkar (2000) studied the availability of a periodically inspected system subjected to a perfect repair whose the time is assumed to be non negligible. In order to determine the inspection period, Sarkar and Sarkar (2000) expressed the system availability function as well as the limiting average availability. The inspection period has been evaluated in Sarkar and Sarkar (2000) in the case where the system lifetime distribution is either gamma or exponential. On the basis of the work by Sarkar and Sarkar (2000), Cui and Xie (2005) investigated the availability of periodically inspected system with random repair or replacement times. In Cui and Xie (2005), the proposed models are the same as those of Sarkar and Sarkar (2000), where the instantaneous availability and the limiting average availability, together with the steady-state availability are derived and studied. Numerical results are then given in Cui and Xie (2005) and compared to those obtained in Sarkar and Sarkar (2000). Because of the difficulty to monitor the degrading system continuously, Aït-Kadi and Chelbi (2010) studied an inspection policy for systems subjected to shocks with unrevealed failures. In Aït-Kadi and Chelbi (2010), the inspection strategy suggested aims to reduce the frequency of the random failures and to increase the system availability. In Aït-Kadi and Chelbi (2010), a computational procedure based on cubic spline interpolation has been implemented to determine the inspection sequence.
Recently, many papers deal with systems subjected to continuous monitoring, i.e. the preventive maintenance is performed according to the exceeded threshold. For this reason, the preventive replacement threshold is considered as the only decision variable in the works by Liao et al. (2006), Orth et al. (2012), and Tian et al. (2012). Liao et al. (2006) proposed a condition-based availability limit policy for continuously degrading and monitoring system. The maintenance policy investigated in Liao et al. (2006) aims to achieve the maximum availability value of a system subjected to imperfect maintenance actions and short-run availability constraint. Using a search algorithm, the optimum preventive maintenance threshold is determined in Liao et al. (2006) for a degrading system modeled by a Gamma process. Tian et al. (2012) developed a physical programming model to deal with the multi-objective condition-based maintenance optimization problem. In Tian et al. (2012), two optimization objectives are considered, maintenance cost and system reliability. These two objective functions are formulated based on proportional hazards model (PHM). The PHM has been also considered as a decision making technique in the work by Orth et al. (2012). In Orth et al. (2012), different techniques are discussed for decision making in condition-based maintenance. Joshi et al. (2012) addressed an automated condition-based maintenance checking system for aircraft system. In Joshi et al. (2012), the proposed software prototype can be implemented on any aircraft in order to help maintainers to detect and manage the condition of aviation system components. The proposed software tool offers functional capabilities to implement condition based-maintenance on aircrafts. It is also able to perform new operations by the same existing source codes. For more details about inspection and maintenance models, the readers may refer to the review of literature in Chelbi and Aït-Kadi (2009). More recent review of the literature on such models is given in the work by Sharma et al. (2011).
In the present paper, a maintenance optimization model is proposed to take into account environmental deterioration. The system considered is a single-unit of production of goods and services. The system is assumed to be subject to random deterioration which impacts the quality of the environment. It is also assumed that the environmental degradation begins at the time where the system deterioration reaches a given level or threshold. The proposed maintenance model aims to reduce the environmental degradation by assessing the system deterioration. To control the system degradation, inspection is performed at a given date. After inspection, the system is either preventively replaced or left as it is. Preventive replacement is, however, performed when inspection reveals that the degradation of the system has reached a given degradation level from which the environment begins to deteriorate. When the system fails, corrective maintenance is performed. Both corrective and preventive maintenance actions bring the system to an as good as new system. The objective is to determine optimal inspection dates which minimize the average total cost per unit of time in the infinite horizon. Cost function is composed of inspection and maintenance costs in addition to a penalty cost due to environmental deterioration. The maintenance optimization model is formally derived. On the basis of Nelder–Mead method, inspection dates as optimal solutions are computed. A numerical example is provided to show the applicability of the proposed maintenance optimization model.
The rest of this paper is organized as follows. Some notations and assumptions are given in the next section. The mathematical model is given in fourth section, where proofs of some propositions are given in the “Appendix A”. In next section, the Nelder–Mead method is proposed as an optimization method. In sixth section, a numerical example is investigated to illustrate the proposed maintenance policy. The results obtained are analyzed and discussed. Conclusions and perspectives are drawn in final section.
Notations and assumptions
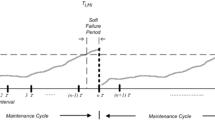
In this work, the production system considered is subjected to random failures and assumed to be in one of two possible functioning states, an operational state or a failed state. Because of its degradation, the system functioning may have an impact on the environment, i.e. the environment is assumed to degrade by the degradation of the production system. This impact becomes more and more significant whenever the degradation level of the production system exceeds a given threshold value. Preventive maintenance action is then scheduled whenever inspection reveals that the degradation level of the system exceeds a specified value. Figure 1 gives an example of system degradation versus time. Figure 1 gives also an example of inspection and maintenance scenario. In this figure, inspection dates are denoted by \(\theta _i\). Accordingly, the system degradation is reached at the \(4^\mathrm{th}\) inspection date after which preventive maintenance is then scheduled.

Scheduling of preventive maintenance
To develop the proposed inspection and maintenance model, the following notations are used in the rest of the present paper. Some of these notations are reported in Fig. 1.
-
\(C_c\) Expected cost of corrective maintenance.
-
\(C_d\) Expected cost per time unit of environmental degradation, i.e. a penalty cost.
-
\(C_i\) Expected cost of inspection.
-
\(C_p\) Expected cost of preventive maintenance.
-
\(C_t\) Random total cost.
-
\(T\) Continuous non-negative random time to exceed the threshold level of system degradation.
-
\(\tau \) Realization of \(T\) on the time axis, from the beginning of the cycle.
-
\(f\) Pdf of \(T\).
-
\(X\) Continuous non-negative random time elapsed from instant \(\tau \) to failure occurrence (lifetime of the system from the instant where the degradation level is reached).
-
\(x\) Realization of \(X\).
-
\(g,G\) Pdf and cdf of \(X\), respectively.
-
\(N\) Random number of performed inspections.
-
\(\varTheta \) Vector of inspection dates \(\theta _i\), (\(i\) =1,2,3, ...).
-
\(H\) Delay time to perform preventive maintenance, from inspection date at which the exceed of alarm threshold is detected (as shown in Fig. 1).
-
\(T_d\) Continuous non-negative random time of environmental degradation.
-
\(T_c\) Random cycle time. A cycle ends either with a corrective maintenance or a preventive maintenance.
-
\(P_{c}\) Probability that the cycle ends with a corrective maintenance.
-
\(P_{p}\) Probability that the cycle ends with a preventive maintenance.
The present work is based on the following assumptions:
-
1.
The degradation of the system induces the degradation of the environment.
-
2.
After each inspection, only two kind of actions are possible: do nothing, or replace the system preventively.
-
3.
Preventive maintenance action is planned after a delay time \(H\) from the inspection date at which the system degradation level is detected (see Fig. 1). Any possible inspection within this interval is canceled. For example, in Fig. 1, inspection performed at time \(\theta _4\) reveals that the system degradation level exceeds the threshold. Therefore, inspections are canceled during the time interval \([\theta _4, \theta _4 + H]\).
-
4.
The system may fail only when its degradation level exceeds a given value, i.e. time to failure of the system is conditioned on the level of its degradation. Such a failure is assumed to be known without inspection (case of revealed failures).
-
5.
Whenever the system fails, a corrective maintenance is immediately performed.
-
6.
Both corrective and preventive maintenance actions are assumed to be perfect. After such actions, the system becomes as good as new.
-
7.
Inspection actions are assumed to be perfect, i.e. it is assumed that inspection reveals the true degradation level of the system without error.
-
8.
Durations of inspection, corrective maintenance, and preventive maintenance are assumed to be negligible.
-
9.
Costs \(C_c, C_d, C_i,\) and \(C_p\), together with duration \(H\) as well as pdfs \(f\) and \(g\) are assumed to be known.
The mathematical model
The maintenance policy proposed in the present paper aims to reduce the excessive environmental degradation through preventive maintenance actions. Based on inspection activities, the preventive maintenance action is planned whenever the measured level of environmental degradation exceeds the specified threshold value. The corrective maintenance action is however performed when the system fails. The operating cycle of the production system is considered to be the interval between two consecutive maintenances either a corrective or a preventive one. In order to determine the optimal vector of inspection dates, the average total cost per time unit is considered as the objective function. Dealing with an infinite time horizon, such a function can be expressed as the ratio of the average total cost \(E(C_t)\) and the average cycle time \(E(T_c)\):
The following formula gives the average total cost \(E(C_t)\):
where \(E(N)\) is the average number of inspections in a cycle, while \(E(T_d)\) is the average time of excessive environmental degradation in a cycle.
At the end of an operating cycle of the production system, the average cost of a corrective maintenance is \(C_c ~P_c\), while that of a preventive maintenance is \(C_p ~P_p\). During an operating cycle, the production system is subjected to a random number \(N\) of inspections whose the average cost induced is given as \(C_i ~E(N)\). The last term in Eq. (2) corresponds to the average penalty cost due to the degradation of the environment. Such a degradation is assumed to be induced by the functioning of the system in a degraded state.
To derive the explicit formula of the average total cost \(E(C_t)\), some propositions are needed. The first one allows to determine the probability \(P_c\) that a corrective maintenance is performed on the production system at the end of an operating cycle.
Proposition 1
The probability \(P_c\) that the cycle ends with a corrective maintenance is given by:
Proof
Let us assume that \(\theta _{i-1} < T \le \theta _{i} \). The probability \(P_c\) that the cycle ends with a corrective maintenance is then:
where
Since random variable \(X\) is assumed to be the residual lifetime of the production system after exceeding the alarm threshold, then:
This ends the proof.
From the result of the above proposition, it follows that the probability \(P_p\) that the production system undergoes a preventive maintenance is obviously obtained as:
Proposition 2
The average number \(E(N)\) of inspections during an operating cycle is:
Proof
See “Appendix A.1”.
The following proposition gives the average time \(E(T_d)\) of excessive environmental degradation. Let us recall that such a time is measured from the instant \(\tau \) until the end of an operating cycle.
Proposition 3
The average time \(E(T_d)\) of excessive environmental degradation in a cycle is given by:
Proof
See “Appendix A.2”.
The numerator of the objective function, given by Eq. (1), can be easily derived from Eqs. (2)–(6). The following proposition gives the average cycle time \(E(T_c)\).
Proposition 4
The average cycle time \(E(T_c)\) is:
Proof
See “Appendix A.3”.
From Eqs. (2)–(7), the mathematical model corresponding to the maintenance optimization problem studied (Eq. 1) can be easily rewritten. The objective in what follows is then to find the optimal dates to perform inspections. The following section presents the optimization method adopted to obtain optimal inspection dates.
Optimization method
The optimization problem given by Eq. (1) is a nonlinear multidimensional problem whose closed form of the analytical solution is difficult to obtain. To solve this problem, an algorithm is proposed on the basis of the Nelder–Mead optimization method (Nelder and Mead 1965). This method is the most popular direct search method for obtaining the optimum solution of especially unconstrained nonlinear functions. This method is based on a local search algorithm which has been widely exploited to solve nonlinear optimization problems. The Nelder–Mead method consists to solve an optimization problem by using the value of the objective function instead of calculating objective function derivatives. In the literature, this method is well known to be robust, easy to implement, and uses low memory. It is also demonstrated that Nelder–Mead method offers short time computation. Indeed, as pointed out in Price et al. (2002), the Nelder–Mead optimization method has been extensively exploited as a solution technique in different fields such as statistics, engineering, as well as physical and medical sciences. More specifically, the Nelder–Mead method has been exploited to solve optimization problems from maintenance engineering field. Li and Pham (2005), for example, proposed an algorithm on the basis of Nelder–Mead method to solve a nonlinear optimization problem while dealing with inspection and maintenance of systems subjected to multiple sources of degradation. Inspection sequences and preventive maintenance thresholds for degradation processes are derived in Li and Pham (2005) to calculate the optimum policy minimizing the average long-run maintenance cost rate. More recently, the Nelder–Mead method has been used in Roux et al. (2010) to solve an integrated production and maintenance optimization problem. The Nelder–Mead method consists firstly on initializing a simplex of \(n+1\) vertices, where \(n\) is the dimension of the solution vector. For example, a two-dimensional simplex is a triangle (\(\varTheta _1= (\theta _{11}, \theta _{12}), \varTheta _2= (\theta _{21}, \theta _{22}), \varTheta _3= (\theta _{31}, \theta _{32}\))). The first initial simplex has to be non-degenerate, i.e. the generated vertices (\(\varTheta _1 , \varTheta _2 ,\varTheta _3 , \ldots , {\varTheta }_{n+1}\)) must not lie in the same hyperplane. The objective is to modify, step by step, the initial simplex so that the resulting simplices converge toward the minimum. The objective function is then evaluated at each vertex and the \(n+1\) vertices are ordered to satisfy:
where \(J(\varTheta _l)\) is the best evaluation of the objective function \(J(\varTheta )\), while \(J(\varTheta _h)\) corresponds to the worst evaluation of \(J(\varTheta )\). The centroid of the best \(n\) vertices \((\varTheta _l, \ldots , \varTheta _{nh})\) is then computed :
The centroid \(\bar{\varTheta }\) is then used to generate a new vertex for the simplex through operations of reflection, expansion, or contraction. The reflected vertex \(\varTheta _R\) is given by:
while the expanded vertex \(\varTheta _E\) is given by:
The contracted vertex \(\varTheta _C \) can be written as:
If the new vertex is better than the worst one, it replaces the worst vertex \({\varTheta _{h}}\) to form a new simplex. If all obtained vertices through operations (reflection, expansion, and contraction) are not better than the worst vertex, a shrink step is performed by generating a new simplex. The \(n\) generated vertices by the shrink step can be written as:
The stopping condition of the algorithm depends on the difference in value of the objective function between the best and the worst vertices. For more details about Nelder–Mead algorithm, the reader may refer to the works by Nelder and Mead (1965) and Lagarias et al. (1998).
Dealing with the present maintenance optimization problem (Eq. 1), the solution is provided by an algorithm based on the Nelder–Mead method. Figure 2 gives the flowchart of the proposed algorithm. According to this figure, the first step is an initialization step where input data are provided. The second step consists to calculate solutions of the maintenance optimization problem. The number of inspection to be performed is a random variable denoted by \(N\) and whose realization is denoted by \(n\). The solution of the optimization problem is a vector \(\varTheta \) whose dimension is \(n\). To compute the optimal solution for each \(n\) (\(n=1, 2, 3, \ldots \)), the vector \(\varTheta ^*\) is computed by using the Nelder–Mead method. The proposed algorithm stops when the maximum number of iterations occurs.

Flowchart of the numerical procedure
Numerical example
A numerical example is investigated to illustrate the proposed inspection and maintenance model. A closed-form of the analytical solution of the nonlinear optimization problem given by Eq. (1) is difficult to obtain. Therefore, in order to determine inspection dates, an algorithm based on the Nelder–Mead method is proposed as a solution technique. It is assumed that costs of inspection \(C_i\), corrective maintenance \(C_c\), preventive maintenance \(C_p\), and penalty cost \(C_d\) of environmental degradation are well estimated and known. Furthermore, probability distributions of system degradation and time to failure are assumed to be known. The delay time \(H\) to perform preventive maintenance is also given. In the present numerical example, these input parameters are set according to what follows.
The probability density functions \(f\) and \(g\) correspond, respectively, to random variables \(T\) and \(X\). Both variables are assumed to be Weibull distributed. The pdf \(f\) of the random time \(T\) to exceed the threshold level of environmental degradation is given by:
where the scale parameter is \(\alpha _{f}=1164.1\) and the shape parameter is \(\beta _{f}=8.7\).
The pdf \(g\) of the random time \(X\) elapsed from instant \(\tau \) to a failure occurrence is given by:
where the scale parameter is \(\alpha _{g}=144.2\) and the shape parameter is \(\beta _{g}=3.6\).
The costs of corrective, preventive maintenance and inspection actions are respectively set to \(C_c= 6180, C_p=4170\), and \(C_i=492\). The cost of excessive environmental degradation \(C_d\) as well as duration \(H\) will be considered as sensitivity parameters, and some experiments will be conducted while varying parameters \(C_d\) and \(H\). In the rest of this paper, we denote by \(\delta \) the ratio \(\delta =\frac{E(T_d)}{E(T_c)}\), i.e. the rate of excessive environmental degradation in a cycle. Solutions of the following experiments are obtained from the algorithm drawn in Fig. 2.
Experiment 1: impact of \(C_d\) on \(\left(\frac{E(C_t)}{E(T_c)}\right)^*\) and \(\delta \)
This experiment investigates the case where duration \(H\) is set to \(0\), i.e. preventive maintenance action is not delayed. The cost per time unit \(C_d\) of excessive environmental degradation is made variable. For different values of \(C_d\), Table 1 gives the optimal vector \(\varTheta ^{*}\) of inspection dates. For each value of the optimal vector \(\varTheta ^{*}\), Table 1 gives also the optimal average total cost per time unit \(\left(\frac{E(C_t)}{E(T_c)}\right)^*\) and \(\delta \). From this table, the particular case where the cost \(C_d\) is fixed to the null value corresponds to the case where penalty cost, induced by the excessive environmental degradation, is not taken into account. In this case, the optimal average total cost per time unit induced by both maintenance and inspection actions is \(4.62\).
The optimal average total cost per time unit versus the cost \(C_d\) is depicted in Fig. 3, while Fig. 4 depicts the ratio \(\delta \) versus \(C_d\). From these figures, it is shown, as one may expect, that the optimal average total cost per time unit increases by the increasing of penalty cost \(C_d\). However, the ratio \(\delta \) decreases by increasing cost \(C_d\), i.e. degradation of the environment is reduced.

Influence of the cost per time unit \(C_d\) on \(\left(\frac{E(C_t)}{E(T_c)}\right)^*\)

Influence of the cost per time unit \(C_d\) on the ratio \(\delta \)
Experiment 2: impact of \(H\) on \(\left(\frac{E(C_t)}{E(T_c)}\right)^*\) and \(\delta \)
In the present experiment, the cost \(C_d\) is set to \(30\), while several values are assigned to duration \(H\) which represents the delay time to perform preventive maintenance. For these values, Table 2 gives the optimal vector \(\varTheta ^{*}\) of inspection dates. For each vector \(\varTheta ^{*}\), Table 2 gives also \(\left(\frac{E(C_t)}{E(T_c)}\right)^*\) and \(\delta \). From this table, the particular case where the duration \(H\) is fixed to the null value corresponds to the case where the ratio \(\delta \) is minimal. In this case, the optimal average total cost per time unit is found to be \(6.46\).
The optimal average total cost per time unit versus the duration \(H\) is depicted in Fig. 5, while Fig. 6 depicts the ratio \(\delta \) versus \(H\). From these figures, it is shown that both the optimal average total cost per time unit and the ratio \(\delta \) increase by increasing duration \(H\), i.e. degradation of the environment as well as the total maintenance and inspection cost are augmented. This result suggests that preventive maintenance action should be performed as soon as possible.

Influence of duration \(H\) on \(\left(\frac{E(C_t)}{E(T_c)}\right)^*\)

Influence of duration \(H\) on the ratio \(\delta \)
Conclusion
This paper addressed condition-based maintenance for systems of production of goods and services. The proposed approach allows to take into account the environmental degradation. It is assumed that such a degradation is caused by the random degradation of the production system. In this work, the proposed maintenance model could be considered as decision support tool whose objective is to help companies, on one hand, to exploit rationally and ensure nominal performance of their production systems and, on the other hand, to keep hight quality of product and also to take into account standards requirements for the environmental protection. The proposed maintenance optimization model allows to determine inspection dates which minimize the average total cost per unit of time. To take into account the environmental degradation, the cost function is composed of a penalty cost in addition to costs of inspection and maintenance actions. The evaluation of optimal inspection dates is provided by an algorithm based on the Nelder–Mead simplex method.
As a future work, we are currently working on a relaxation of some assumptions. A straightforward relaxation consists to take into account for duration time of inspection and both corrective and preventive maintenance times. This relaxation allows to deal, for example, with maximization of stationary availability. Other future works can deal with the development of other optimization method by using metaheuristcs (for example, Genetic algorithm, Tabou search, to name a few) or simulation methods. The results obtained should then be analyzed and compared. Future research interests consist also to consider industrial production systems as well as real data.
References
Aït-Kadi, D.,& Chelbi, A. (2010). Inspection strategy for availability improvement. Journal of Intelligent Manufacturing, 21(2), 231–235.
Badía, F., Berrade, M.,& Campos, C. A. (2002). Optimal inspection and preventive maintenance of units with revealed and unrevealed failures. Reliability Engineering& System Safety, 78(2), 157–163.
Barlow, R. E., Hunter, L. C.,& Proschan, F. (1963). Optimum checking procedures. Journal of the Society for Industrial and Applied Mathematics, 11(4), 1078–1095.
Bérenguer, C., Chu, C.,& Grall, A. (1997). Inspection and maintenance planning: An application of semi-Markov decision processes. Journal of Intelligent Manufacturing, 8(5), 467–476.
Bui, L. T.,& Kapon, S. (2012). The impact of voluntary programs on polluting behavior: Evidence from pollution prevention programs and toxic releases. Journal of Environmental Economics and Management, 64(1), 31–44.
Chelbi, A.,& Aït-Kadi, D. (1999). An optimal inspection strategy for randomly failing equipment. Reliability Engineering& System Safety, 63(2), 127–131.
Chelbi, A.,& Aït-Kadi, D. (2009). Inspection strategies for randomly failing systems. In M. Ben-Daya, S. O. Duffuaa, A. Raouf, J. Knezevic, D. Aït-Kadi (Eds.), Handbook of maintenance management and engineering (pp. 303–335). London: Springer.
Chelbi, A., Aït-Kadi, D.,& Aloui, H. (2008). Optimal inspection and preventive maintenance policy for systems with self-announcing and non-self-announcing failures. Journal of Quality in Maintenance Engineering, 14(1), 34–45.
Cui, L.,& Xie, M. (2005). Availability of a periodically inspected system with random repair or replacement times. Journal of Statistical Planning and Inference, 131(1), 89–100.
Grall, A., Dieulle, L., Bérenguer, C.,& Roussignol, M. (2002). Continuous-time predictive-maintenance scheduling for a deteriorating system. IEEE Transactions on Reliability, 51(2), 141–150.
Harrington, D. R. (2012). Two-stage adoption of different types of pollution prevention (P2) activities. Resource and Energy Economics, 34(3), 349–373.
Huynh, K., Barros, A., Bérenguer, C.,& Castro, I. (2011). A periodic inspection and replacement policy for systems subject to competing failure modes due to degradation and traumatic events. Reliability Engineering& System Safety, 96(4), 497–508.
Joshi, P., Imadabathuni, M., He, D., Al-Kateb, M.,& Bechhoefer, E. (2012). Application of the condition based maintenance checking system for aircrafts. Journal of Intelligent Manufacturing, 23(2), 277–288.
Lagarias, J. C., Reeds, J. A., Wright, M. H.,& Wright, P. E. (1998). Convergence properties of the Nelder-Mead simplex method in low dimensions. SIAM Journal on Optimization, 9(1), 112–147.
Li, W.,& Pham, H. (2005). An inspection-maintenance model for systems with multiple competing processes. IEEE Transactions on Reliability, 54(2), 318–327.
Liao, H., Elsayed, E. A.,& Chan, L. (2006). Maintenance of continuously monitored degrading systems. European Journal of Operational Research, 175(2), 821–835.
Munford, A. G.,& Shahani, A. K. (1972). A nearly optimal inspection policy. Operational Research Quarterly, 23(3), 373–379.
Munford, A. G.,& Shahani, A. K. (1973). An inspection policy for the weibull case. Operational Research Quarterly, 24(3), 453–458.
Nelder, J. A.,& Mead, R. (1965). A simplex method for function minimization. The Computer Journal, 7(4), 308–313.
Orth, P., Yacout, S.,& Adjengue, L. (2012). Accuracy and robustness of decision making techniques in condition based maintenance. Journal of Intelligent Manufacturing, 23(2), 255–264.
Pellegrin, C. (1992). Choice of a periodic on-condition maintenance policy. International Journal of Production Research, 30(5), 1153–1173.
Price, C., Coope, I.,& Byatt, D. (2002). A convergent variant of the nelder-mead algorithm. Journal of Optimization Theory and Applications, 113(1), 5–19.
Roux, O., Duvivier, D., Quesnel, G.,& Ramat, E.: Optimization of preventive maintenance through a combined maintenance-production simulation model. International Journal of Production Economics (2010). doi:10.1016/j.ijpe.2010.11.004.
Sarkar, J.,& Sarkar, S. (2000). Availability of a periodically inspected system under perfect repair. Journal of Statistical Planning and Inference, 91(1), 77–90.
Sharma, A., Yadava, G.,& Deshmukh, S. (2011). A literature review and future perspectives on maintenance optimization. Journal of Quality in Maintenance Engineering, 17(1), 5–25.
Tadikamalla, P. R. (1979). An inspection policy for the gamma failure distributions. The Journal of the Operational Research Society, 30(1), 77–80.
Tian, Z., Lin, D.,& Wu, B. (2012). Condition based maintenance optimization considering multiple objectives. Journal of Intelligent Manufacturing, 23(2), 333–340.
Turco, F.,& Parolini, P. (1984). A nearly optimal inspection policy for productive equipment. International Journal of Production Research, 22(3), 515–528.
Yang, Z., Djurdjanovic, D.,& Ni, J. (2008). Maintenance scheduling in manufacturing systems based on predicted machine degradation. Journal of Intelligent Manufacturing, 19(1), 87–98.
Author information
Authors and Affiliations
Corresponding author
A Appendix
A Appendix
A.1 Proof of Proposition 2
Let us recall that inspections are carried out until the degradation level exceeds the given level \(L\). It follows that the number \(N\) of inspections during a cycle is a geometric random variable whose expectation is such that:
where \(Pr\left\{ N=i\right\} \) is the probability of performing exactly \(i\) inspection actions during a cycle. To calculate such a probability, let us note that:
which implies that:
The event \(^{\prime \prime }N< i^{\prime \prime }\) is equivalent to the fact that the cycle ends with a corrective maintenance, i.e. the production system fails before the \(i^{th}\) inspection date \(\theta _i\). Under the assumption that the production system fails only after exceeding the threshold level of environmental degradation, the event \(^{\prime \prime }N< i^{\prime \prime }\) is equivalent to \(^{\prime \prime }T+X< \theta _i^{\prime \prime }\). Consequently, for all \(i\) we have:
Since random variable \(X\) is assumed to be the residual lifetime of the production system after exceeding the alarm threshold, it follows that:
As a result, we have:
This ends the proof.
A.2 Proof of Proposition 3
Let us assume that the degradation level exceeds the threshold value \(L\) at \(T=\tau \), and \(\theta _{i-1} < T \le \theta _{i} \). It follows that duration \(T_d\) of excessive environmental degradation in a cycle could be written as:
In other words, \(T_d = min(X, \theta _i+H-\tau )\). The average time \(E(T_d)\) of excessive environmental degradation in a cycle can be expressed as:
This ends the proof.
A.3 Proof of Proposition 4
To prove Proposition 4, let us note that the cycle time represented by the random variable \(T_c\) can be written as:
It follows that the average cycle time \(E(T_c)\) is:
By exploiting the result of Proposition 3, the average cycle time \(E(T_c)\) can be written as:
This ends the proof.
Rights and permissions
About this article
Cite this article
Chouikhi, H., Khatab, A. & Rezg, N. A condition-based maintenance policy for a production system under excessive environmental degradation. J Intell Manuf 25, 727–737 (2014). https://doi.org/10.1007/s10845-012-0715-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10845-012-0715-9