
Abstract
This experimental assessment aims to study the impact of twisted tape insert on city gas station (CGS) heaters performance. The interesting point in this study is that the unflavored pressure drop in many cases of using tube inserts is quite favor in this case. In other words, this insert is used in a station whose primary duty is to heat the natural gas and reduce its pressure, and the insert does a part of the pressure reduction besides enhances the heat transfer rate. The effects of twist ratio and heater water temperature on the heater performance features are assessed, and the outcomes are compared with those without inserts case. The outcomes indicated that the use of insert entails an intensification in the heater performance by up to 16% and the best heat transfer enhancement belonged to the insert with the twist ratio of 1.05 at the heater water temperature of 35 °C. In addition, the economic analysis revealed that the capital return rate and the time of the return of capital are quite desirable. Furthermore, the exergy analysis showed that the destroyed exergy diminishes by using the twisted tape insert, and the higher the twist ratio and heater water temperature, the less the destroyed exergy. This is because a CGS unit duty is reducing pressure, and using an insert can be helpful.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The natural gas of the piping line has high pressure between 800 and 1000psi. Although this number could drop to 400psi in cold months of the year and also at the end of the piping line. This pressure drops at a different level has been done to reach a suitable pressure for the consumer. The first step of pressure reduction is in a station at the entrance of cities called City Gas Satiation (CGS). This pressure reduction regarding the Joule–Thomson effect associates with the gas temperature drop, including enormous problems, like water freezing and transforming line blockade [1]. The gas temperature should increase before reducing the pressure in the station to overcome these problems. Recently, this temperature rising was done by thermal heaters using natural gas [2].
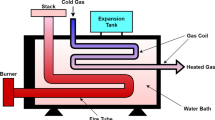
Gas pre-heating was done by gas heaters known as linear heaters. The work is as follows: heater coils produce thermal energy by burning gas, water in the heater receives this energy and transfers it to pipes carrying the gas being immersed in this water. For this reason, the energy needed to increase the mentioned temperature is supplied.
In a CGS gas heater burning natural gas leads to produce hot gases and these gases make the water warm. Then, the natural gas enters the heating coil surrounded by heated water. This causes the natural gas temperature reaches to the desired range.
Tube inserts have been used in many studies for enhancing the heat transfer rate in heat exchangers. One of the most common types of these inserts is a twisted tape tube insert [3].
As an example, one of the first works in this field was carried out by Zozula and Shokorat [4]. They examined the effect of the twisted tapes on the heat transfer rate and observed that the heat transfer rate increased by 2.0 to 3.0 times compared with a conventional plain pipe. In another study, Kumar and Prasad [5] investigated the effect of twist ratio classical inserts in a solar water heater, and the results showed that by increasing the twist ratio from 3 to 12, the heat transfer rate increased by 17–80%. Sarma et al. [6] have also presented a series of equations for predicting friction coefficients and heat transfer coefficients in tubes equipped with twisted tapes for a wide range of Reynolds and Prandtl Numbers. There is a good agreement between laboratory data and the presented equations. In some studies, a combination of this type with other types of the insert was investigated [7].
In another type of studies, change in the classical geometry of this insert has been investigated. For example, the effects of the effect of twisted tape with square-shaped wings containing several holes in the fluid flow and heat transfer in heat exchangers were investigated by Suri et al. [8]. They found under the same operating conditions in exchangers having tube insert with square-shaped wings and numerous holes, the thermal performance coefficient was higher than that of a tube insert without a wing. Thyanpong et al. [9] studied the effects of a simple spiral tape in the tube with a fixed heat flux in a laboratory and indicated that by decreasing the twist ratio of the tape, heat transfer and pressure drop are increased.
Ranjith and Shaji [10] found that using twisted tape in the heat exchanger improved the heat transfer in a two-pipe heat exchanger. It caused a rotational flow and eventually increased the friction coefficient and Nusselt number. In another study, Rahimi et al. [11] showed that among the various types of twisted tape inserts, including the classic twisted tape, twisted perforated tape, notched twisted tape, Jagged twisted tape, the Nusselt number and thermal performance coefficient of the jagged one is more than the other layouts. They did both numerical and experimental analysis on proposed modified twisted-type inserts.
In the present study, the twisted tape inserts have been inserted in an industrial heater coil of a CGS unit. The key issue in this study is the use of the insert in this heater has the advantage of pressure drop due to insert implementation. This is in contrary effect with a conventional heat exchanger that pressure drop by inserts is treated as a disadvantage of using them. In this study, the inserts are placed in a heater with a capacity of 2500 \({m}^{3}\)/hr. Despite many scientific achievements for developing the tube inserts geometry, due to simplicity and some limitations in using complex geometries in the real industrial heater, the classic twisted tape insert has been selected for this study. The heat transfer enhancement, in terms of Nu number as well as pressure drop in terms of friction factor, is calculated for plain heater and ones with insert. The inserts with three pitches are examined. Moreover, from the safety point of view, an erosion/ corrosion standard test was carried out to be confident about the effect of rotation flow movement on reducing the thickness of the tube equipped with this insert. An economical study for the capital investment return period for this industrial case is reported. Also, first, a comprehensive analysis of the exergy for the desired heater is performed. Consequently, the amount of destroyed energy of the system is calculated in the layout without inserts. Finally, the amount of energy is compared with the use of inserts in different twist ratios. The exergy efficiency will be calculated for the above cases. The necessity of doing this research is to find the beneficial aspect of using this insert in CGS heat exchanges from economical and exergy point of view.
2 The Studied Heater Characteristics
The real photograph of the heater is shown in Fig. 1. In this study, the heater of Mavian pressure reducing station in Kamyaran city, Kordestan, Iran, is used as a case study. The capacity of this heater is 2500 SCMH. The Arya Petro Jam company made it in 2008. Inside the heater, there are eight ways in which coil passes through warm water heated by a fire tube burner. The shell is filled with a mixture of distilled water and an anti-freezing agent. The geometrical and physical properties of the heater and fluid flow through it are given in Table 1.

Real photograph of pressure reducing heater
3 Tube Insert Implementation
Figure 2(a) shows the real picture of the heater coil. In addition, a schematic view of tubes inside the heater and the place of tube insert is shown in Fig. 2(b).

Heater coil layouts and parameters. (a) A picture of the heater coil. (b) Schematic view of heater coil layout
To study and investigate classic helical inserts, it is firstly necessary that some of the important parameters and indexes should be identified briefly. Figure 3 shows the dimensions of the employed insert.

Twisted tape and tube geometry
In this study, for evaluating the effect of the pitch length on heat transfer rate, tube insert with three different pitches are fabricated. In all models, the insert length and width were 200 cm and 3.8 cm, respectively. However, the difference was in the length of each pitch. The inserts with the pitch length of 8 cm, 6 cm, and 4 cm were fabricated and used in the experiments. Moreover, the twist ratio is defined as the ratio of pitch to the inside diameter of tube \({\text{y}}=H/d\), where H is the twist pitch length and “d” is the inside diameter of the tube [12]. In Table 2, the three employed structures are listed.
3.1 Destruction Test
One of the concerns of using the abovementioned insert is the erosion of the heater tubes. The corrosion parameter is a necessary factor that should be measured during the process. As far as using an insert in a tube cause a rotational fluid motion on the lateral tube wall, it can cause erosion corrosion. For this purpose, before the test, the tube thickness is measured. Then, after installing the insert, the intended number is re-measured, which is considered the difference of the corrosion criterion. The device was Multigauge 5700 Datalogger model of the Trichtex Co, U.K., which works on ultrasonic waves. A transmitted ultrasound pulse travels through both the coating and the metal and reflects from the back wall. The returned echo then reverberates within the metal, with only a small portion of the echo traveling back through the coating each time. The timing between the small echoes gives us the timing of the echoes within the metal, which relates to the metal thickness. The test results for corrosion testing are shown in Table 3. The initial thicknesses of the different parts and their thicknesses after employing the insert are listed in this table. Moreover, the standard permitted thicknesses of each part are listed, which shows the thicknesses of all parts are acceptable after using this insert in the tube.
3.2 Test Procedure
In the first stage, a series of experiments were carried out in the plain tube without any insert. Then, the twisted tape insert was inserted in the tube to compare the temperature and pressure measurements with those of the plain one.
In experiments, the water temperature of the heater was changed as a variable in this study. The heater water temperature was adjusted to 55 °C, 45 °C, 40 °C, 35 °C, and 60 °C. The inlet and outlet temperatures and pressure were measured. In order to attain more exact and more accurate calculation results, all fluids properties, including viscosity, density, fluids thermal conductivity, and also specific heat of fluids at average temperature, were used.
3.3 Uncertainty Analysis
The temperature was measured by an Actaris model corrector (common in gas measuring systems) with a precision of ± 0.05 °C and by a glass thermometer with a precision of ± 0.1 °C. The pressure was also measured using a corrector (that can measure temperature and pressure simultaneously) with an accuracy of ± 0.04 psi and a weight barometer with an accuracy of ± 0.2.
3.4 Data Reduction
In order to use the experimental results in a more desirable way, the measured data are expressed as follows [13]:
In the first step, the heat transforming rate is calculated as below:
On the other hand, the amount of heat transfer rate from warm water in the shell to the tubes is calculated from the following relation:
where Ts indicates the pipes surface temperature, which with approximation due to limitation in temperature measuring of the heater tubes in real industrial heater was assumed to equal to shell water temperature, and Tb is the bulk water temperature inside the tubes, which is obtained from the following equation:
The equation to calculate the average heat transfer rate and Nu is as follows:
Furthermore, the Re number and average friction rate were found from the following equations [14]:
In order to show the advantage of using this insert in the studied industrial heater, the percentage of enhance in temperature difference across the heater tube has been calculated as follows:
4 Results and Discussion
Three geometries of the twisted tape insert were placed inside the heater coil, and the measurement results for them and the plain one without an insert were recorded. The results of temperature and pressure measurements and the calculated parameters according to the measurement results are listed in Table 4.
From Table 4, it can be concluded that the use of an insert inside the heater improves heat transfer. Hence, increasing the Nusselt parameters and the heat transfer coefficient represents this issue. Therefore, the recent issue can be admitted because the primary mechanism of increasing the temperature in a pipe with a twisted tape insert is creating a secondary flow due to a tangential component of velocity and increasing velocity near the tube wall. In other words, in the layout with insert, the fluid passing around it causes to move a part of the fluid flow perpendicular to the primary flow direction. This flow is known as the rotational flow. This flow increases the temperature gradient across the cross section and increases the heat transfer rate. In other words, the rotational flow generated by the strip, which leads to an increase in the heat transfer of the centrifugal displacement, plays an important role in the heat transfer of the rotational flow [15].
By investigating the abovementioned tables, it was observed that the highest heat transfer rate related to the third structure insert with y = 1.05 is about 16 % in water temperature of 35 °C. The reason for this is the difference in the driving force at this temperature compared to other temperatures.
Figure 4 illustrates the best judgment for heaters performance in conditions without an insert and using inserts with different twist ratio. In this figure, it can be noted that with the use of this insert, the Nusselt number is increased for all layouts. The reason is the increase in irregularities in the flow and the formation of the vortex flow. This figure shows that decreasing the twist pitch to tube diameter ratio leads to increasing the heat transfer rate values.

NU number value at various heater temperatures for tube insert twist ratio
The percentage of heat transfer rate enhancement at various twist ratios is illustrated in Fig. 5. The results show that there is a decreasing trend with the increase in the heater water temperatures. The heat transfer rate enhancement is higher for a smaller twist ratio. The results show that the highest amount of heat transfer rate enhancement, 16 %, was obtained for the insert with the twist ratio of 1.05 at the heater water temperature of 35 °C. It should be mentioned that this efficient twist ratio is just for this heater layout and may change for other heat exchanger structures.

Heat transfer enhancement at various twist ratios and heater water temperatures
4.1 Economical Study
After conducting the needed surveys regarding the technical points of using the insert in the heater structure and assuring thermal productivity, it is vital to calculate the amount of saving energy and finally the economical analysis of the proposed technology. As far as the heater needs a lot of fuel to heat the gas, this analysis plays an important role in conserving energy. The highest amount of heater combustion gas consumption was obtained in the highest thermal yield using the y = 1.05. Therefore, the analysis is carried out based on the results obtained for the third structure with the y = 1.05. In Table 5, the percentages of saving in consumed gas at various heater water temperatures in the heater equipped with a tube insert are listed. The gas saving values were found from the rate of gas consumption by the heater burner in cases without and with tube insert. The burner On/Off system works to keep the temperature at the desired value. Therefore, a more efficient heat transfer rate from tube to surrounding water causes more times the burner to be in off condition. The heating value of the consumed gas in the burner was 34,129 kJ/m3, and the burner efficiency was 0.4.
The other important economic factors are the capital return rate (CRR) and the time of return of capital (TRC). The CRR is a parameter show that in which rate the money spend on this change return back in one year. On the other hand, TRC shows how long (year) it takes to return all investment done for this change in the heater layout.
The value of CRR has been found, according to Eq. 9, as follows:
The cost of insert per year was calculated based on five years depreciation time. In other words, the whole insert manufacturing and installation costs were divided by five to find the annual insert cost. Moreover, the value of TRC is simply calculated by Eq. 10:
As an example, the gas saving of 6 %, as an intermediate value, is considered for calculating the economic parameters. The results of CRR and TRC in the heater water temperature of 40 °C for various industrial capacities of this type of heater are listed in Table 6.
It should be noted that technical calculation of cost for each heater capacity has not been discussed here as it is beyond the main objective of this work.
The results show that in the middle size of heaters, 10,000 to 50,000, using the inserts is more beneficial. It should be noted again that a more pressure drop by the insert in this type of heater is quite favoring as the duty of the whole unit is pressure reduction of gas pressure at the entrance of city pipeline. This is the main reason that for all heater sizes, the economical analysis is positive.
4.2 Exergy Analysis
Exergy is the most useful theoretical work that can be used so that the system goes from the initial state with temperature and pressure T and P during a process to the state with temperature and pressure TO and PO. In other words, exergy is defined by the second law of thermodynamics, which can determine the maximum work achievable by the system [16].
The general relationship of exergy balance for each control volume is as follows [17]:
In this regard, T represents the ambient temperature, \({\dot{Q}}_{K}\) is the rate of heat transfer at the source temperature, \(\dot{W}\) is the rate of work done, and \({\dot{E}}_{d}\) is the rate of exergy degradation. \({e}_{f}\) is also the sum of physical, chemical, potential and kinetic exergies, where the potential and kinetic parameters have been neglected because of their small values, and the physical exergy is achievable with the following relation:
In the above relation, h and s represent the enthalpy and entropy of the current temperature, respectively, and h0 and s0 are the enthalpy and entropy at the ambient temperature, respectively.
4.3 The Destroyed Exergy Rate in the Gas Pressure Reducing Station Heater
Exergy analysis covers both the first and second laws of thermodynamics and, at the same time, the quantity and quality of energy. It is necessary to explain that real processes are irreversible processes that produce entropy, and this entropy eventually leads to the destruction of exergy. One of the most important factors that cause irreversibility of processes and destruction of exergy is friction and heat transfer and mixing.
The rate of exergy degradation (\({\dot{\mathrm{E}}}_{\mathrm{d}}\)) is proportional to the entropy produced in the process and is defined from Gouy–Stodola theorem, according to Eq. 13:
where \({\mathrm{T}}_{0}\) is the ambient temperature, and \({\mathrm{S}}_{\mathrm{gen}}\) is the entropy produced in the system.
Figure 6 shows the control volume in the CGS station pressure reducing heater. The relation of exergy destruction according to the control volume of Fig. 6 is as follows:

Gas pressure reducing station heater control volume
In the above equation, \(\Delta {\dot{E}}_{NG}\) is the exergy equilibrium for the natural gas passing through the heater, \(\Delta {\dot{E}}_{f-t}\) is the exergy equilibrium of the fired tubes, and \({\dot{E}}_{d}\) is the destroyed exergy.
Exergy change for natural gas flow can be calculated from the following equation:
where hin, hout and Sin, Sout are the enthalpies and entropies of natural gas to the input and output of the control volume, respectively.
Since the enthalpy for a real gas is a function of temperature and pressure, the above relation will be calculated using the thermodynamic relationship:
In the desired system, “To” is the ambient temperature and “Po” is the ambient pressure. The exergy change associated with fire tube tubes is calculated from the following equation [18]:
In the above equation, the indices of \({\dot{E}}_{fuel}\), \({\dot{E}}_{air},\) and \({\dot{E}}_{exh}\), respectively, represent the fuel used by the air entering the system as the air required for combustion and the hot gases from the combustion of the exhaust are defined, each of which is described in detail below. The basic relation for calculating fuel exergy is as follows:
In this equation, \({e}^{ch}\) represents the chemical exergy of each of the fuel constituent elements, \(\left(\overline{S}-\overline{{S}_{0}}\right)\) the molar entropy difference with respect to the base condition, and \(\left(\overline{h}-\overline{{h}_{0}}\right)\) is the molar enthalpy difference of each compound with respect to the base state. Since the fuel enters the heater at the base temperature, these two components will be zero. In this relation, \(\dot{n}\) represents the number of moles of fuel input and is equal to
In the above equation, \({\eta }_{th}\) is the efficiency of the heater, \(LH{V}_{f}\) is the low calorific value of the fuel, M is the molecular mass of the fuel, and \(\dot{m}\) is the consumed fuel mass flow rate [18, 19].
According to the analysis of natural gas in the mentioned area, methane gas can be visualized as a fuel with a slight deviation. On the other hand, considering that the inlet air enters the combustion chamber in the base condition, the air exergy in Eq. 17 can be considered zero.
For calculating the exergy of combustion products in the heater exhaust, the following equation can be used:
where yi and ni are the molar ratios and the number of moles of each component in the combustion products.
The chemical exergy of hydrocarbon fuels is calculated as follows [20]. The control volume to obtain chemical exergy is shown in Fig. 7.

The control volume to calculate chemical exergy
\({c}_{a{H}_{b}}\)) + a + \(\frac{b}{4}\))\({o}_{2}\)→a \({co}_{2}\)+\(\frac{b}{2}\) \({H}_{2}O,\) (21).
\({e}_{{x}_{fuel}}^{ch}\)) + a + \(\frac{b}{4}\))\({e}_{{x}_{o2}}^{ch}={w}_{{sh}_{max}}\)+a \({e}_{{x}_{c02}}^{ch}+\frac{b}{2}\) \({e}_{{x}_{H2o}}^{ch}.\) (22).
And to calculate the exergy of i components
\({e}_{{x}_{i}}^{ch}\)=-RT.ln \({y}_{i}^{e}\) (23).
and according to Gibbs free energy
Finally, the fuel exergy equation is obtained as follows:
The results related to the destroyed exergy in terms of heater water temperature are shown in Fig. 8.

Destroyed exergy in terms of water heater temperatures
From Fig. 8, it can be observed that by using the insert, firstly, the destroyed exergy in the system will be reduced, and secondly, the lower the twist ratio, the less the destroyed exergy losses.
4.4 Exergy Efficiency
For demonstrating the ability of the system to improve its performance, exergy efficiency is defined as the exergy efficiency obtained from the system divided by the exergy distribution system given to the system, and the exergy given to the system in the analysis of the gas pressure reducing station heater is the same as the exergy of the heater fuel. According to Fig. 6, the exergy efficiency is obtained [18], according to Eq. 26:
The results related to the exergy efficiency are shown in Fig. 9. From Fig. 9, it can be understood that the use of inserts will improve the exergy efficiency and also increase the exergy efficiency of the system by reducing the twist ratio in the respective inserts. On the other hand, the exergy efficiency of the system will increase with increasing water heater temperature.

Exergy efficiency changes with water heater temperatures
5 Conclusions
In the present work, the classic type of twisted tape tube insert has been used in an industrial heater with the duty of warming the natural gas in a CGS unit. Tube inserts usually have the disadvantage of imposing a high pressure drop, which is not beneficial in many cases of using them for enhancing the heat transfer rate. However, the case study in this study is an exceptional case that pressure drop in the employed heater is quite demanding because the duty of this unit is reducing the natural gas pressure. The main point here is that the studied insert was used in a plant whose main duty is to heat the natural gas and reduce its pressure. A part of this pressure reduction was done by the insert besides its main role in heat transfer rate enhancement. Therefore, there are two benefits of using this insert, including increasing the heat transfer rate and reducing the gas pressure. This is the key issue in this industrial case study. In this study, after analysis of heat transfer enhancement in the employed heater, an economical study for proving the advantage of the proposed improvement has been presented. The highest obtained heat transfer enhancement of 16 % is obtained in the heater water temperature of 35 °C for the y = 1.05. However, the lowest enhancement related to y = 2.1 in heater water temperature of 60 °C was 3.82 %. The results illustrated that the greater the energy savings obtained at lower twist ratio. Moreover, in this study, two economic parameters of capital return rate and investment returning time were calculated on various sizes of this heater. Also, using exergy analysis, it was found that the use of inserts reduced destroyed exergy and improved exergy efficiency. The results also showed that by using the exergy analysis, the highest exergy efficiency occurs at the heater water temperature of 60 ˚C and the twist ratio y = 1.05. It should be emphasized that this is just valid for this heater layout and is not a general conclusion and may be not valid for other heater structures. The results of this work confirm the reliability of the employed technique on this type of heaters.
Abbreviations
- A:
-
area, m2
- Cp:
-
specific heat KJ·(Kg °k)−1
- Dh:
-
hydraulic diameter of tube, (m)
- Eair :
-
Air exergy , (kW)
- Efuel :
-
Fuel exergy , (kW)
- Ed :
-
exergy destruction rate, (kW)
- Eexh :
-
the outlet exergy from the heater exhaust, (kW)
- ENG IN :
-
Natural gas exergy inlet, (kW)
- ENG OUT :
-
Natural gas exergy outlet, (kW)
- ech :
-
chemical exergy, (kJ)
- ep fh :
-
physical exergy , (kJ)
- f:
-
friction factor
- H:
-
convection heat transfer coefficient, W·(m2 °k)−1
- h:
-
specific enthalpy in a specific temperature, (kJ·kg2)
- ho :
-
specific enthalpy in ambient temperature, (kJ·kg2)
- k:
-
thermal conductivity, W·(m °k)−1
- L:
-
length of tube , (m)
- M:
-
molecular weight , (kg·kmol−1)
- mNG :
-
mass flow rate of the natural gas , (kg·s−1)
- m:
-
mass flow rate , (kg·s−1)
- n:
-
molar flow rate , (mol·s−1)
- Qk :
-
rate of heat transfer at the source temperature, (kJ·s−1)
- Qh :
-
heat transfer rate produced by the heater, (kW)
- p:
-
Pressure , (bar)
- po :
-
ambient pressure , (bar)
- R:
-
universal gas constant, (psi/(m3·K−1)
- S:
-
specific entropy in a specific temperature, (kJ·kg−1)
- so :
-
specific entropy in ambient temperature, (kJ·kg−1)
- T:
-
temperature (°C or °k )
- Tb :
-
the bulk water temperature, (°k)
- To :
-
ambient temperature, (°k)
- Ts :
-
surface temperature, (°k)
- Tw :
-
heater water temperature (°C)
- u:
-
mean flow velocity, (m·s−1)
- W:
-
rate of work done , (kJ)
- y:
-
twist ratio
- yt :
-
molar ratio
- Z:
-
compressibility factor
- C.G.S:
-
City Gas station
- CRR:
-
Capital Return Rate (year−1)
- LHVf :
-
low calorific value of the fuel
- Num :
-
average Nusselt number
- Re:
-
Reynolds number
- SCMH:
-
Standard Cubic Meters per Hour
- Sgen :
-
entropy produced in the system.
- TRC:
-
Time of Return of Capital, (year)
- wsh max :
-
Maximum work of chemical reaction
- ρ:
-
density, (kg·m−3)
- μ :
-
dynamic viscosity, kg·(ms)−1
- ∆E ̇_(f-t):
-
fire tube exergy balance, (kW)
- ∆E ̇_NG:
-
Natural gas exergy balance, (kW)
- ΔG:
-
Gibbs free energy, (kj)
- η:
-
Exergy efficiency
- η_th:
-
heater thermal efficiency
- ΔP:
-
pressure drop, (bar)
- ∆T_e:
-
Enhanced temperature difference (°C)
References
B. Ranjbar, E. Jafarbeigi, M. Kazemi, J. Int, Advanced Biotechnology and Research. 7, 1030–1036 (2016)
M. Farzaneh-Gord, S. Hashemi, M. Sadi, J. Energy Exploration & Exploitation. 25, 393–406 (2007)
Mageshbabu D, Kabeel A, J. Heat Transfer Research. l50, 851–863 (2019).
N. Zozulya, I.Y. Shkuratov, J. Heat Transfer-Sov Res. 6, 98–100 (1974)
A. Kumar, B. Prasad, J. Renewable energy. 19, 379–398 (2000)
P.K. Sarma, P.S. Kishore, V.D. Rao, T. Subrahmanyam, Int. J. Thermal Sciences. 44, 393–398 (2005)
Eiamsa-Ard S, Promvonge P, Int. J. Communications in Heat and Mass Transfer. 34, 176–185 (2007) .
A.R.S. Suri, A. Kumar, R. Maithani, J. Chemical Engineering and Processing. 116, 76–96 (2017)
C. Thianpong, P. Eiamsa-Ard, S. Eiamsa-Ard, J. Heat and Mass Transfer. 48, 881–892 (2012)
Ranjith, Shaji K, J. Procedia. Technol. 24, 436–443 (2016).
M. Rahimi, S.R. Shabanian, A.A. Alsairafi, J. Chemical Engineering and Processing. 48, 762–770 (2009)
A. Dewan, P. Mahanta, K.S. Raju, P.S. Kumar, J. Power and Energy. 218, 509–527 (2004)
Shabanian S, Rahimi M, Shahhosseini M, Alsairafi A, Int. J. Communications in Heat and Mass Transfer. 38, 383–390 (2011) .
A. Feizabadi, M. Khoshvaght-Aliabadi, A.B. Rahimi, Int. J. Thermal Sciences. 145, 106051 (2019)
A.M. Jacobi, R.K. Shah, J. Experimental Thermal and Fluid Science. 11, 295–309 (1995)
A. Geete, J. Exergy, Heat Transfer Research. 48, 1625–1636 (2017)
Bejan A , Advanced engineering thermodynamics. John Wiley & Sons. (2016) .
M. Farzaneh-Gord, A. Arabkoohsar, M.D. Dasht-bayaz, L. Machado, R. Koury, J. Renewable Energy. 72, 258–270 (2014)
M. Farzaneh-Gord, R. Ghezelbash, A. Arabkoohsar, L. Pilevari, L. Machado, R. Koury, J. Energy. 83, 1–13 (2015)
T.J. Kotas, The Exergy Method of Thermal Plant Analysis (Florida, Krieger Publishing Company, Malabar, 1995).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ranjbar, B., Rahimi, M. & Mohammadi, F. Exergy Analysis and Economical Study on Using Twisted Tape Inserts in CGS Gas Heaters. Int J Thermophys 42, 99 (2021). https://doi.org/10.1007/s10765-021-02848-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10765-021-02848-3