
Using magnetron sputtering technology, two types of metal coatings, stainless steel and titanium, are applied to the surface of unidirectional carbon tape. Prior to the deposition of metal coatings, the surface of the carbon tape was pretreated in a low-temperature plasma in air. The results of the adhesion strength of the metal coatings to the carbon surface and the structural analysis of elementary carbon fibers with metal coatings are presented, and their thicknesses are determined. It was found that the adhesion strength of the metal coating to the carbon tape after its activation by low-temperature plasma increases. Samples of carbon plastics were made using vacuum infusion technology and it was found that their strength at interlayer shear, when using metallized carbon tape, increases by 10-40%.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Carbon fibers are traditionally used as reinforcing materials, since, in comparison with glass and organic fibers, they have a unique set of properties: high strength and elastic characteristics, low density values, low coefficient of friction and coefficient of linear thermal expansion, high resistance to climatic factors and chemical reagents, etc. [1,2,3]. Various types of composites (carbon-carbon, carbon-ceramic, and carbon-fiber reinforced plastics (CFRPs)) have been created based on carbon fibers. Compared with other structural materials, CFRPs have one of the highest values of specific strength and tensile stiffness, which made it possible to use them in the manufacture of structural elements requiring combination of high strength, rigidity, durability and minimum weight [4].
Over the years, one of the constraints to the wider adoption of CFRPs in various industries has been the lack of cost-effective molding technologies. Traditionally, products made of carbon plastics and other composite materials based on thermosetting binders were obtained by manual laying of prepregs on the surface of the tooling followed by autoclave curing. The prime cost of such structures is so high that their use was possible only in the rocket and space industry. As the cost decreased, they began to be used on an industrial scale in the aircraft industry, including in the manufacture of unmanned aerial vehicles, the automotive industry, shipbuilding, etc. A significant cost reduction was achieved from the development of direct molding technologies, of which the vacuum infusion technology was the most widespread [ 5-7].
Progress in the field of technology for the production of structures from carbon fiber reinforced plastics is associated with the search for new methods of directed regulation of their properties [8,9,10]. One of the promising methods is the application of metal coatings to the surface of carbon reinforcing materials. Electroplating methods were used to apply metal coatings to technical fabrics, but with this technology it is possible to obtain coatings of relatively large thickness (> 300 nm) and, which is especially important, such technologies involve the need to dispose of a large amount of waste, which leads to the need to solve environmental problems. The authors of [11, 12] propose to use the magnetron sputtering technology, which ensures high-quality deposition of any metal coatings to a thickness of tens of nanometers or more. By adjusting the chemical nature and thickness of the metal coating, it is possible to vary widely the thermophysical characteristics of reinforcing materials and composites based on them. It has been established [11] that titanium, copper and stainless steel are expedient for use as the metal coating material.
As the substrate for the deposition of metal coatings, the authors chose a unidirectional rare-weft carbon tape LUP and experimentally proved the possibility of a high-quality formation of a uniform metal coating not only on the outer surface of the tape (directed towards the target), but also in the interfilament space. This is due to the fact that the metal coating is formed as a result of multistage condensation from the gas phase, the deposited material (target), the dimensions of which are many times smaller than the distance between the elementary fibers from which the complex filaments used in the manufacture of the carbon tape are formed.
The aim of this work is to study the properties and structures of unidirectional carbon tape differing in density, thickness and structure, which increase after the deposition of metal coatings of copper, titanium and stainless steel on their surface.
The objects of the study were unidirectional carbon tapes LU-P/0.1 and FibArmTape 230/300 (Table 1). In terms of their structure, they differed significantly, including the frequency of stitching with the weft thread and its chemical nature. For the LU-P/0.1 tape, the weft thread was made of carbon fiber, for the FibArmTape 230/300 tape, it was made of polyester. The filaments comprising the FibArmTape 230/300 tape were dressed in a size of unknown composition, while no size was used in the production of the LU-P/0.1 tape.
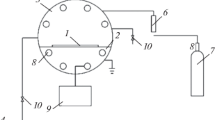
The application of metal coatings made of 12Kh18N10T stainless steel and VT1-0 titanium onto the surface of carbon tapes was carried out on a Mir-2 laboratory magnetron sputtering unit [12]. The coating was applied to the tape from both sides under the following conditions: discharge current 3 A, plasma-forming gas pressure 1.5·10–3 torr, spraying duration 3 min, plasma-forming gas – argon. In this mode, the plasma temperature near the magnetron was 400-600 °C, and the temperature on the surface of the carbon tape did not exceed 100 °C.
Before the deposition of metal coatings, the carbon tapes were processed on a low-temperature plasma unit, a feature of which is the non-directional plasma effect, which made it possible to process the tape from either side. The treatment mode was as follows: the plasma-forming gas pressure was 75 Pa, the current was 0.45 A, the processing time was 3 min, the plasma-forming gas was air.
Plasma-chemical etching of the carbon fiber surface takes place during plasma treatment. In air plasma, oxygen and nitrogen molecules decompose into ions, which interact with carbon atoms to form carbon monoxide, which leads to a decrease in the diameter of an elementary carbon fiber and, as a consequence, to a decrease in strength. The temperature on the carbon fiber surface during such plasma treatment does not exceed 25-35 °C.
Evaluation of the strength of elemental carbon fiber before and after plasma chemical treatment, as well as after the deposition of metal coatings, was carried out on a Zwick/RoellZ010 tensile testing machine. For each type of coatings, the average strength values were determined when testing at least 20 samples.
A TescanVega IILMY scanning electron microscope was used to study the structure of carbon tape with different types of metal coatings.
Metallization of the surface of the carbon tape was carried out in order to impart additional functional properties to parts made of carbon plastics, for example, to increase electrical conductivity or adhesive strength. Samples of carbon plastics were made using vacuum infusion technology. The binder used was a composition of ED-20 epoxy resin, isomethyltetrahydrophthalic anhydride (hardener), and diethylene glycol (active solvent). The choice of this material was associated with its good technological and operational properties [13].
The interlaminar shear strength was determined by the “short beam” method according to ASTM D 2344, as an average for 5 samples.
After plasma treatment of the surface of carbon tapes and after deposition of metal coatings on them, the strength of the elementary fiber was determined (Table 2). All tests were carried out no more than 2 weeks after the application of the metal coatings.
Analysis of the obtained results shows that the strength of the elementary fibers of the FibArmTape 230/300 carbon tape is 1.9 times higher than that of the fibers of the LU-P/0.1 tape, which is associated with their significantly larger diameter (8.94 and 5.98 μm for the elementary fibers of the FibArmTape 230/300 and LU-P/0.1 carbon tapes, respectively). The root-mean-square deviation of the strength values of the elementary fiber is 2-3 times higher, which is probably due to the influence of the size, which was unevenly removed from the surface of the elementary fiber during processing in low-temperature plasma. As a result of this treatment, a slight decrease in strength was noted – by 5.7 and 4.9% for FibArmTape 230/300 and LU-P/0.1 carbon tapes, respectively.
After applying a metal coating, the strength of the elementary fiber of the LU-P/0.1 carbon tape decreased (by 13.5 and 2% for titanium and steel coatings, respectively), while for the FibArmTape 230/300 tape, on the contrary, it increased by 14 and 10% for coatings from titanium and steel. Such an increase in strength can be associated with the coating technology: with the magnetron method, the target material is atomically sputtered and deposited, which leads to the filling of microdefects on the carbon fiber surface and its strengthening. The different influence of titanium and stainless steel is probably due to their acid-base interaction [14]. The authors of the works measured acidity parameters for different materials, including titanium and copper, and found that the adhesion strength of the titanium coating to carbon should be higher than the strength of the stainless-steel coating, which corresponds to the results obtained (see Table 2). Accurate determination of the contribution of one factor or another to the value of adhesive interaction is a difficult and not completely solved problem, and therefore most researchers use indirect methods [15, 16].
The adhesion strength between the metal coating and the carbon tape was determined using an adhesive tape test (ASTM D 3359). In these tests, one type of adhesive tape was used, the free end of which was removed at an angle of 180°, which made it possible to ensure separation at the same load. Table 3 shows the average values of the area of the coating (in %), which was removed when testing 5 samples by the scotch-test method.
Comparison of the adhesion strength of metal coatings of the two studied carbon tapes showed that the adhesion strength of these coatings on the LU-P/0.1 tape is higher than the strength of adhesion on the FibArmTape 230/300 tape, which is probably due to the absence of a dressing on the LU-P/0.1 tape surface. The scotch-test method is not very accurate, but it gives an idea of the qualitative situation: pretreatment prior to deposition of coatings on the carbon tape in low-temperature plasma leads to a significant increase in the adhesion strength of all types of metal coatings and carbon tapes studied.
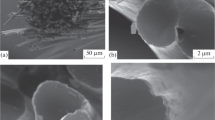
Next, the structure of carbon tapes with metal coatings was investigated. The micrographs show carbon fibers coated with titanium (Figs. 1 and 3) and stainless steel (Figs. 2 and 4). A bundle of fibers was randomly removed from the carbon tapes with metal coatings, and the structure of individual elementary fibers was then investigated.

Photo of elementary carbon fibers removed from the LU-P/0.1 tape coated in titanium. Magnification: 100× (a), 1000× (b), 3000× (c) and 5000× (d).

Photo of elementary carbon fibers removed from the LU-P/0.1 tape coated with stainless steel. Magnification: 100× (a), 1000× (b), 3000× (c) and 5000× (d).
Analysis of the micrographs also indicates that metal coatings are not only on the elementary fibers of the upper layer of the carbon tape, but are also located in different parts of the interfilament space. The technology of magnetron sputtering is that high-energy ions of an inert gas from a plasma (in this case, argon) hit a target, which is included as a cathode, and due to a shock pulse, the material is sputtered, bypassing the intermediate liquid phase. The distance between individual elementary carbon fibers (see Figs. 2b and 3b) is many times greater than the size of the atoms (molecules) of the vapor of the target substance, which allows them to easily penetrate into the interfilament space, adsorb and firmly fix on the surfaces of elementary fibers with the formation of homogeneous coatings.

Photo of elementary carbon fibers removed from the FibArmTape 230/300 tape coated with titanium. Magnification: 100× (a), 1000× (b), 3000× (c) and 5000× (d).
The metal coating repeats the topology of the elementary fiber surface (see Fig. 1d). Along the perimeter of the elementary fibers, the coating does not have the same thickness, which is clearly seen in Fig. 2d, where the thickness varies from 146 to 290 nm, or in Fig. 4d, where the thickness of the steel coating varies along the perimeter of the elementary carbon fiber from 109 to 155 nm.

Photo of elementary carbon fibers removed from the FibArmTape 230/300 coated with stainless steel. Magnification: 100× (a), 1000× (b), 3000× (c) and 5000× (d).
In Figs. 2c, 3c, and 4c, small fragments of the peeled coating are visible. This is probably due to the attachment of elementary carbon fibers in the device. The fact that the area of the peeled coating for the LU-P/0.1 carbon tape is much smaller than that for the FibArmTape 230/300 is evidence of different adhesive strengths (see Table 3).
It is impossible to analyze the quality of the coating only based on several micrographs; nevertheless, based on the obtained results, it can be argued that by the method of magnetron sputtering it is possible to obtain a metal coating of satisfactory quality on each elementary fiber when coating the surface of a unidirectional carbon tape, but the adhesion strength of metal coatings composed of stainless steel and titanium is higher when applied to the LU-P/0.1 tape.
Using the technology of vacuum infusion, carbon plastics samples were prepared from carbon tapes with metal coatings and an epoxy binder and tested for interlayer shear.
From the data in Table 4 it follows that metallization of the surface of carbon tape leads to an increase in the strength of carbon fiber reinforced plastic at interlayer shear. Strength increases to the greatest extent by 30 and 38% when titanium coatings are applied to carbon tapes LU-P/0.1 and FibArmTape 230/300, respectively. When applying stainless steel coatings, the interlayer shear strength of the FibArmTape 230/300 carbon tape increases by only 10%, while when the same coating is applied to the LU-P/0.1 carbon tape, its strength increases by almost 40%.
The research results were partially obtained within the framework of the RFBR grant No. 18-29-19034/18 “Development of theoretical and technological foundations for the manufacture of high-strength carbon-fiber reinforced plastics with a complex of new functional properties based on metallized fibers.”
References
S. L. Bazhenov, A. A. Berlin, et al., Polymer Composite Materials [in Russian], Publishing House “Intellekt”, Dolgoprudny (2010) 352 p.
G. V. Malysheva, M. V. Shablygin, and T. A. Guzeva, Fibre Chem., 47, No. 2, 85-88 (2015).
A. S. Borodulin, A. N. Marysheva, and G. V. Malysheva, Glass Phys. a Chem., 41, No. 6, 660-664 (2015).
N. I. Baurova and B. A. Zorin, The Use of Polymer Composite Materials in the Manufacture and Repair of Machines [in Russian], textbook, MADI, Moscow (2016) 264 p.
Ì. À. Gorodetskii, V. A. Nelyub, et al., Russ. Metall., No. 13, 1195-1198 (2018).
P. P. Maung, G. V. Malysheva, and S. A. Gusev, Polymer Sci. Ser. D, 9(4), 407-410 (2016).
S. V. Kondrashov, K. A. Shashnev, O. V. Popkov, et al., Trudy VIAM, No. 3 (39), p. 7 (2016).
N. I. Baurova, V. A. Zorin, ad V. M. Prikhod’ko, Fibre Chem., 48, No. 6, 504-506 (2017).
N. I. Baurova, V. A. Zorin, and V. M. Prikhodko, Fibre Chem., 46, No. 5, 283-287 (2015).
N. I. Baurova, V. A. Zorin, and V. M. Prikhod’ko, Theor. Found. Chem. Eng., 50, No. 1, 119-125 (2016).
V. A. Nelyub, B. L. Gorberg, et al., Fibre Chem., 50, No. 6, 524-527 (2019).
V. A. Nelyub, A. A. Berlin, and B. L. Gorberg, A Method of Manufacturing a Composite Material [in Russian], Pat. on Fig. RF No. 2698809. May 31, 2018.
A. P. Petrova and G. V. Malysheva, Adhesives, Adhesive Binders and Adhesive Prepregs [in Russian], ed. E. N. Kablova, VIAM, Moscow (2017) 472 p.
I. A. Starostina and O. V. Stoyanov, Acid-Base Interaction and Adhesion in a Metal-Polymer System [in Russian], Publ. House of the Kazan National Research Technological University (2010) 200 p.
A. Yu. Konoplin and N. I. Baurova, “Hardness of the near-weld zone during contact spot welding of steels using an adhesive–weld technology,” Russ. Metall., No. 13, 1308-1311 (2016).
N. Baurova, A. Anoprienko, Y. Romanova, “Providing dismountable rivet bonded joints through the use of hotmelt adhesives,” ICMTMTE, 129 (2017).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskie Volokna, No. 4, pp. 30 – 35, July – August, 2021.
Rights and permissions
About this article

Cite this article
Nelyub, V.A., Fedorov, S.Y., Malysheva, G.V. et al. Properties of Carbon Fibers after Applying Metal Coatings on them by Magnetron Sputtering Technology. Fibre Chem 53, 252–257 (2021). https://doi.org/10.1007/s10692-022-10279-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10692-022-10279-5