
Abstract
The adhesion of a metallic coating to a carbon tape after its treatment with cold plasma under various conditions is experimentally studied, and the optimum conditions are selected. Plasma treatment is found to increase the adhesion strength estimated by adhesive tape testing by several times. A metallic coating is deposited onto a carbon tape after plasma treatment by magnetron sputtering. A carbon tape with a metallic coating is used to fabricate carbon-fiber reinforced plastics (CFRPs) with an epoxy binder, and the plastics are molded using vacuum infusion. A metallic coating made of stainless steel on a carbon tape is found to increase the interlayer shear strength of CFRPs by 40%; a titanium coating, by 30%; and a copper coating, by 13%.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Modern carbon fiber reinforced plastics (CFRPs) are among the promising polymer composite materials and are widely used as structural materials in aircraft construction, automotive industry, and in rocket and space production for the manufacture of power elements, load-bearing panels, and many other parts, which must have a combination of a high strength, lightness and durability [1–3]. CFRPs surpass aluminum and titanium alloys in short-term tensile strength, compression strength, fatigue, and creep and corrosion resistance in the temperature range up to 250°C. Carbon fiber fillers have high biological and chemical resistance and good electrical and thermal properties. The areas of application of CFRPs are constantly expanding, which is associated with the development of new organic and inorganic binders and technological conditions of molding products on their basis [4–6].
A wide variety of carbon fiber fillers and the severe operating conditions of carbon plastics lead to the need to improve the performance characteristics of the existing materials, which requires their complex of properties to be expanded [7, 8]. To modify the properties of carbon fabrics, researchers use various technologies, namely, oxidation, finishing, galvanic treatment, and so on. One of the methods for controlling the properties of composites based on carbon fillers is metallization, in which a thin metal coating layer is applied onto the surface of carbon tapes [9–11], which makes it possible to form carbon plastics with a new set of functional properties.
The main purpose of metallization is to change the physicochemical properties of the surface of carbon fillers, which makes it possible to control their reactivity, biocompatibility, and thermophysical properties. In this work, for the deposition of metal coatings onto a carbon tape, we use magnetron sputtering, where the metal to be sputtered is initially transformed into a gaseous state and then transferred to the tape surface to form a thin metal coating.
To increase the adhesion strength between the carbon tape surface and the metal coating, various processing methods are used. The classic method for cleaning the surface of carbon materials is oxidative treatment, in which solutions of various acids are used as oxidants. Electrochemical and thermochemical processing methods have become widespread. They allow one to change the surface topology of carbon materials and their functionality, which makes it possible to increase the operational characteristics of materials, including their durability.
Various techniques are used to describe the behavior of polymer composite materials during their long-term operation [12, 13], and they can be used to develop predictive models of their durability. However, at present, there are no methods of theoretical and experimental estimation of the characteristics of composites to take into account the effect of thin metal coatings on the properties of reinforcing materials and the composites based on them.
The purpose of this work is to study the effect of the conditions of plasma treatment before applying metal coatings onto the surface of carbon tapes and to investigate the properties of elementary carbon fibers and the carbon plastics based on them.
EXPERIMENTAL
We studied a domestic LUP carbon tape [9]. In [10], the results of experimental studies of various methods of its pretreatment before the deposition of metal coatings are presented, and they showed that the best results are provided by an UPM-500 plasma activation unit, which was used in this work. All carbon tape samples were processed from two sides.
The following three indicators were used as criteria for the efficiency of the selected plasma treatment conditions:
(i) the strength of elementary carbon fiber,
(ii) the angle of contact,
(iii) the adhesion strength between a carbon tape and the metal coating.
The strength of elementary carbon fiber before and after plasma treatment was estimated on a Zwick/RoellZ010 tensile testing machine. To determine the average strength of an elementary carbon fiber, we tested 20 samples.
The adhesion strength between a carbon tape and the metal coating was estimated using adhesive tape testing (ASTMD3359). In carrying out these tests, one type of adhesive tape was used, the free end of which was removed at an angle of 180° to ensure separation at the same load. The test was carried out on a graphite plate, the surface of which was prepared in different ways before sputtering titanium on it, and also on a carbon tape.
The elementary carbon fiber diameter was measured using a MIN-8 polarizing microscope.
Metallic coatings were applied using a Mir-2 magnetron sputtering installation [10]. This installation has a magnetron device with a target diameter of 130 mm and a power of 7 kW, which allows reinforcing materials up to 210–290 mm in size to be treated. The targets were stainless steel (12Kh18N10T), copper (M1), and titanium (VT1-0).
In the fabrication of carbon plastics, a composition consisting of ED-20 epoxy resin, isomethyl tetrahydrophthalic anhydride, and diethylene glycol was used as a binder. The choice of this material was associated with its good technological and operational properties [14].
The interlayer shear strength was determined by the “short beam” method according to ASTMD2344 at a gage portion of 30 mm and an active grip speed of 0.5 mm/min. The average strength of CFRPs was determined using the results of five tests. The tests were carried out on a Zwick/Roell Z010 tensile testing machine.
RESULTS AND DISCUSSION
To perform preliminary treatment of the surface of the carbon tape, we used a UPM-500 plasma activation unit, the schematic diagram of which is shown in Fig. 1. Carbon tape LUP sample (1) is placed on table (2) of working chamber (3), in which vacuum is created by 2NVR-5DM roughing-down pump (4). The pressure in the chamber is controlled by vacuum gauge (5) and a rotameter (6). A plasma-forming gas comes from cylinder (7) and the installation is depressurized through valve (10) after plasma-chemical treatment. Plasma is generated in the gap between electrodes (8) energized from power supply (9).

Schematic diagram of a UPM-500 installation: (1) sample, (2) table, (3) vacuum chamber, (4) roughing-down pump, (5) vacuum gauge, (6) rotameter, (7) cylinder, (8) electrodes, (9) power supply, and (10) valves.
The treatment time in air plasma was changed from 0.5 to 10 min.
In processing a carbon tape on the UPM-500 plasma activation unit, the fiber surface was etched as a result of the action of a low-temperature glow discharge plasma in low-pressure air. The plasma-forming gas pressures were chosen experimentally in the range from 30 to 100 Pa according to the criterion of the minimum contact angle with water. A polyester film was used as a substrate (in assessing the contact angles), which is due to the lack of equipment to determine the equilibrium contact angles directly on a carbon tape. The current was varied in the range from 0.1 to 0.5 A. The surface temperature of carbon tape samples during activation differed slightly from room temperature.
The results of testing the mechanical strength of elementary carbon fibers after the treatment of a carbon tape in the plasma activation unit (before the deposition of metal coatings on them) are given in Table 1.
An analysis of these results showed that the longest plasma treatment time should not exceed 3 min. To estimate the negative effect of excess plasma treatment time, the mass of carbon fibers was estimated by weighing them on an analytical balance. The mass was found to decrease by 3–5% already 4 min after the beginning of plasma treatment, which is caused by the ablation of carbon atoms. A further increase in the plasma treatment time leads to a sharp increase in the rate of destruction processes, and the strength of the fibrous material decreases severalfold after treatment for 10 min.
As a result of the studies, we found that the following plasma activation conditions are optimal: the current is 0.45 A, the plasma-forming gas (air) pressure is 75 Pa, and the treatment time is 3 min.
A metal coating was applied onto the prepared (under selected conditions) carbon tape surface. When applying metal coatings made of stainless steel, copper, and titanium, the following conditions were used: the sample–target distance was 240 mm, the discharge current 2–4 A, the plasma-forming gas pressure was (1.4–1.8) × 10–3 Torr, and the sputtering time was 1.5–3 min. The metallic coatings thickness was ≈100 nm (for the used deposition conditions).
The quality of the applied coatings was estimated by adhesive tape testing (Table 2).
An analysis of the results obtained shows that the adhesion strength of all types of metal coatings under study increases after plasma treatment.
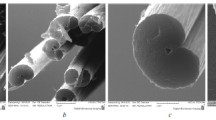
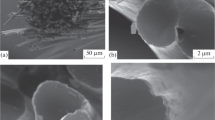
Treatment in air plasma is likely to affect the surface morphology of elementary carbon fibers. Simultaneously with a change in the morphology, the carbon ribbon surface is activated with the formation of active centers in the form of free radicals and active functional groups. This effect is achieved only when air is used as a plasma-forming gas, which is likely to cause the formation of polar oxygen-containing groups –OH, –OOH, and –C=O on the surface of elementary carbon fibers. Thus, the surface energy and the polarity of a carbon fiber increase during plasma treatment, which leads to an increase in the adhesion strength of the carbon tape–metal coating system.
For convenience of analyzing the results given in Tables 1 and 2, they are shown in Fig. 2, which made it possible to determine the optimum plasma activation time (3 min). For a longer time, the strength of elementary carbon fibers decreases substantially; for a shorter time, the adhesion strength between a metallic coating and the carbon tape decreases.

(1) Strength σ of elementary carbon fiber and (2) metallic coating area S retained after adhesion tests on a carbon tape vs. treatment time t in a UPM-500 plasma activation installation.
The results of evaluating the adhesion strength of a metallic coating to the carbon tape by adhesive tape testing showed that the coating materials can be arranged in the following order of decreasing strength: stainless steel–titanium–copper.
The algorithm for selecting technological conditions for applying a metal coating onto a carbon tape, taking into account its plasma activation, is shown in Fig. 3. Here, number 1 indicates unsatisfactory results, which require a repeated selection of technological conditions, and number 2 indicates satisfactory conditions, which are further used as optimum ones.

Algorithm of choosing the conditions of deposition of metallic coatings on a carbon tape.
Table 3 gives the results of interlayer shear tests of CFRPs.
An analysis of these results showed that the highest interlayer shear strengths were obtained using 3-min pretreatment of carbon tapes before applying a metallic coating on them. An increase in the treatment time up to 5 min leads to a decrease in the strength, and treatment of LUP carbon tape for 7 min gives causes its strong damage, which makes it impossible to manufacture CFRP.
Among the three types of metal coatings, the greatest increase in the strength during interlayer shear was reached for the stainless steel coating (by 39%), and the smallest increase, for the copper coating (by 13%).
CONCLUSIONS
The treatment of a carbon tape on a UPM-500 plasma activation unit was found to be effective, since it increased both the adhesion of a metal coating to the carbon tape and the strength of CFRPs during interlayer shear.
Treatment in a low-temperature air plasma is likely to affect the surface morphology of elementary carbon fibers and their functionality. The surface is assumed to be activated during exposure to low-temperature plasma with the formation of active centers in the form of free radicals and new chemically active functional groups, which leads to an increase in the adhesion strength.
The longest plasma treatment time should not exceed 3 min: when this time increases, the diameter of the elementary carbon fibers decreases and their strength decreases.
Based on our results, we determined the optimum technological plasma treatment conditions and the conditions of magnetron sputtering of metal coatings onto a carbon tape.
Three types of metal coatings were investigated, and the largest increase in the strength during interlayer shear was reached for the coating made of stainless steel (by 39%), and the smallest increase, for the copper coating (by 13%).
REFERENCES
S. L. Bazhenov, A. A. Berlin, A. A. Kul’kov, and V. G. Oshmyan, Polymer Composite Materials (Izd. Dom Intellekt, Dolgoprudnyi, 2010).
N. I. Baurova and V. A. Zorin, Use of Polymer Composite Materials in the Production and Repair of Machines: A Tutorial (MADI, Moscow, 2016).
E. N. Kablov, “Key problem is materials,” in Trends and Guidelines for Innovative Development in Russia (VIAM, Moscow, 2015), pp. 458–464.
Y. Y. Shimina and G. V. Malysheva, “Determination of failure-free operation probability in adhesive joints at high temperatures,” Polym. Sci. D 8 (3), 207–210 (2015).
M. A. Gorodetskii, V. A. Nelyub, G. V. Malysheva, et al., “Technology of forming and the properties of reinforced composites based on an inorganic binder,” Russ. Metall. (Metally), No. 13, 1195–1198 (2018).
P. P. Maung and G. V. Malysheva, “Elaboration of the technology of producing space antenna reflector,” Polym. Sci. D 10 (4), 364–367 (2017).
V. A. Kalinchev and D. A. Yagodnikov, Technology for the Production of Solid Propellant Rocket Engines: A Tutorial (Izd. MGTU, Moscow, 2011).
I. F. Kobylkin and V. V. Selivanov, Materials and Structures of Light Armor Protection: A Tutorial (Izd. MGTU, Moscow, 2014).
Y. Chen, M. A. Gorodetskii, V. A. Nelyub, and G. V. Malysheva, “Algorithm for optimization of technological conditions for molding composites based on an epoxy matrix,” Tekhn. Met., No. 2, 18–22 (2019).
V. A. Nelyub, “Technology of applying metal coatings onto the surface of carbon tapes,” Khim. Prom. Segodnya, No. 5, 15–21 (2018).
P’e Phu Maung, V. A. Nelyub, and G. V. Malysheva, “Determination of permeability coefficients for carbon fabrics with metal coatings,” Vestn. Tekhn. Univ. 22 (1), 70–73 (2019).
N. I. Baurova, V. A. Zorin, and V. M. Prikhoko, “Description of scenarios of transition of material from an operable to inoperable state using an equation of fold catastrophe theory,” Polym. Sci. D 8 (1), 1–5 (2015).
N. I. Baurova, V. A. Zorin, and V. M. Prikhoko, “Taking into account the factors of technological heredity by technological mechanics,” Polym. Sci. D 9 (4), 402–406 (2016).
A. P. Petrova and G. V. Malysheva, Adhesives, Adhesive Binders, and Adhesive Prepregs, Ed. by E. N. Kablov (VIAM, Moscow, 2017).
Funding
This work was supported in part by the Russian Foundation for Basic Research, project no. 18-29-19034/18 Development of Theoretical and Technological Foundations for the Manufacture of High-Strength Carbon Fiber Reinforced Plastics with a Set of New Functional Properties Based on Metallized Fibers.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by K. Shakhlevich
Rights and permissions
About this article

Cite this article
Nelyub, V.A. Effect of Plasma Treatment of a Carbon Tape before the Deposition of a Metallic Coating onto It. Russ. Metall. 2020, 1502–1506 (2020). https://doi.org/10.1134/S0036029520130285
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036029520130285