
Abstract
A novel cyclic Si/P/N flame retardant namely tetra (cyclosiloxyl-trimethoxysilylpropyl spirocyclic pentaerythritol) phosphate (SPPTMS) was successfully synthesized and applied to the finishing of cotton fabrics. The chemical structure of SPPTMS was characterized by Fourier transform infrared spectra (FT–IR) and hydrogen nuclear magnetic resonance (1H NMR). The flame retardant performance of SPPTMS treated cotton fabric was tested by limiting oxygen index (LOI), vertical flammability test, cone calorimetry test (CONE) and thermogravimetric (TG) analysis. The surface structure and element composition of cotton fabric before and after treatment was analyzed by scanning electron microscopy (SEM) and energy dispersive spectrometer (EDS). When SPPTMS concentration is 350 g/L, the LOI of cotton fabric reaches 31.2%. The char residue length is 8.1 cm in the vertical flammability test. Cone calorimetry test results show that the peak heat release rate (pHRR) and total heat release (THR) of treated cotton fabric are reduced to 14.3 kW/m2 and 1.9 MJ/m2, respectively, compared with untreated cotton fabric. Thermogravimetric analysis coupled with Fourier transform infrared analysis (TG–FTIR) results show that the treated cotton fabric releases fewer combustible gases during thermal degradation than untreated cotton fabric. SEM, EDS and TG–FTIR showed that SPPTMS could promote the release of non-combustible gas and the formation of char layer to enhance the flame retardancy of cotton fabric, which indicates that SPPTMS has the flame retardant mechanism of condensed phase and gas phase.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cotton fabric is soft, hygroscopic and breathable, and has been widely used in decoration, industry, garment and other fields. But, the flammability of cotton fabric makes it difficult to expand its application, and also brings many safety risks to industrial production (Chen et al. 2019; Gong et al. 2019). The addition of flame retardant is of great significance to expand the application range of cotton fabric (Alongi et al. 2014; Zhang et al. 2021). Flame retardants which contain halogen, have been widely used because of their excellent flame retardant properties (Altarawneh et al. 2020). However, the toxic and corrosive gases produced by halogen-containing flame retardants in combustion process will cause great harm to the environment. People need a more safe and harmless flame retardant to replace halogen-containing flame retardant (Mayer-Gall et al. 2015).
Recently, silicon based, phosphorus based and nitrogen based flame retardants have been widely researched. Silicon based flame retardant has good thermal stability, low heat release rate and no toxic gas produced during burning (Hamdani et al. 2009). Phosphorus based flame retardants can stop heat and oxygen transfer by forming a char layer on the surface of the material (Wang et al. 2020a). Nitrogen based flame retardant can absorb a lot of heat and release non-flammable gas during burning, which has excellent performance in gas phase flame retardant (Wang et al. 2016). However, these flame retardants have their own defects. For example, silicon based flame retardants are difficult to modify; phosphorus based flame retardants have great damage to the mechanical properties of materials; nitrogen based flame retardants have poor dispersion, etc. Therefore, it is of great significance to synthesize a flame retardant with synergistic effect of Si/P/N. Recently, a variety of synergistic flame retardants based on cyclosiloxane were successfully synthesized, compared with the traditional flame retardants, the Si/P/N containing structure with cyclosiloxane as the framework has higher chemical stability and better synergistic effect (Liu et al. 2020a, b).
Potassium cis-tetramethylcyclotetrasiloxanolate (KCTSi) is a polysiloxane with great potential for development and has many structural advantages. For example, it has four active groups, which can connect multiple nitrogen or phosphorus groups to increase the content of two elements. Besides, its unique cyclic structure can quickly form Si–O–Si cross-linking structure at the beginning of combustion, preventing heat transfer and oxygen exchange (Zhu et al. 2018). Among many phosphorus-containing compounds, spirocyclic pentaerythritolbisphosphorate disphosphoryl chloride (SPDPC) is widely used as an intermediate for the synthesis of flame retardants due to its good reaction activity and high phosphorus content (Chen et al. 2017). Si–O–CH3 structure in aminoethyl trimethoxysilane (APTMS) can react with cotton fabric to form strong covalent bond and increase the dye uptake of flame retardant.
In the present work, we synthesized a new Si/P/N synergistic flame retardant, tetra (cyclosiloxyl-trimethoxysilylpropyl spirocyclic pentaerythritol) phosphate (SPPTMS), which was based on the cyclosiloxane KCTSi, and connected the phosphorus intermediate SPDPC and nitrogen-containing siloxane APTMS by substitution reaction. Then, SPPTMS was used as finishing agent to prepare flame-retardant cotton fabric by two dips and two nips. The chemical structure of SPPTMS was characterized by Fourier transform infrared spectra (FT–IR). The surface morphology of treated and untreated cotton fabrics was characterized by scanning electron microscopy (SEM) and energy dispersive spectrometer (EDS). Burning properties about untreated and treated cotton fabrics were tested by limiting oxygen index (LOI), cone calorimetry test and vertical flammability test. Thermal degradation process about treated and untreated cotton fabrics was tested by thermogravimetric (TG) analysis. The pyrolysis products of treated and untreated cotton fabric were analyzed by thermogravimetric analysis coupled with Fourier transform infrared analysis (TG–FTIR).
Experiment
Materials
n-Hexane, ethanol, potassium hydroxide (KOH), pentaerythritol, phosphorus oxychloride triethylamine and N, N-dimethylformamide (DMF) were obtained from Sinopharm Chemical Reagent Co., Ltd, (Shanghai, China). The cotton fabric was purchased from Qirong Textiles Co., Ltd, (Weifang, China). 3-Aminopropy-ltrimethoxysilane (APTMS) and Methyltriethoxysilane was provided by Macklin Biochemical Technology Co., Ltd, (Shanghai, China). All reagents can be used directly without further purification.
Preparation of tetra (cyclosiloxyl-spirocyclic pentaerythritol) phosphoryl chloride (SPPC)
The spirocyclic pentaerythritolbisphosphorate disphosphoryl chloride (SPDPC) and potassium cis-tetramethylcyclotetrasiloxanolate (KCTSi) were synthesized by the reports on other researchers (Chen et al. 2017; Wei et al. 2019). First, SPDPC (9.50 g, 0.032 mol), KCTSi (3.17 g, 0.008 mol), Et3N (3.23 g, 0.032 mol) and 80 mL DMF were loaded into a 250 mL three-necked flask equipped with a nitrogen gas inlet, a thermometer under mechanical stir in an oil bath, a reflux condenser. After that, the reaction mixture was subsequently heated to 110 °C, stirred for 12 h under N2 protection. After the reaction, the product mixture is filtered by a vacuum pump to remove the filtrate liquid, obtain a white powder solid (SPPC). SPPC was dried to constant weight in a vacuum oven at 50 °C and the final yield is 77.1%. The synthetic route is shown in Scheme 1.

Synthetic process of SPPTMS
Preparation of tetra (cyclosiloxyl-trimethoxysilylpropyl spirocyclic pentaerythritol) phosphate (SPPTMS)
SPPC (7.33 g, 0.006 mol), Et3N (2.43 g, 0.024 mol) and 80 mL DMF were added into the same experimental apparatus. APTMS (5.31 g, 0.006 mol) dissolved in 20 mL DMF was slowly added into the mixture by a constant pressure dropping funnel. After that, the mixture was stirred for 8 h at 40 °C under N2 protection, a white powder solid (SPPTMS) was obtained after filtering the mixture. The synthetic route is shown in Scheme 1.
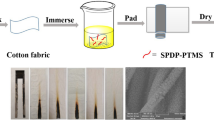
Fabrics treatment
SPPTMS was dissolved in ethanol/water (1:1, v/v) with different concentrations (150 g/L, 250 g/L, 350 g/L) to prepare treating solutions. After that, the cotton fabrics were soaked into the different treating solutions for 30 min by two dips and two nips to obtain wet pickup of 80%. Finally, the treated cotton fabric was dried at 90 °C for 20 min and cured at 120 °C for 10 min. The weight gain (WG) of treated cotton fabrics with SPPTMS can be calculated as follows:
where, WG (%) represents the weight gain of cotton fabrics after treatment by SPPTMS, W1 represents the weight of untreated cotton fabrics and W2 represents the weight of treated cotton fabrics.
Characterization
Fourier transform infrared (FT–IR) was recorded by the Nicolet iS50 FTIR instrument (Thermo Fisher Scientific, USA) using the ATR technique, and the spectral range was 500–4000 cm−1.
The surface morphology of SPPTMS treated and untreated cotton fabrics and their burn residue were investigated by a TESCAN VEGA3 scanning electron microscope (SEM, TESCAN, Czech) equipped with an energy dispersive spectrometer (EDS). The accelerating voltage was 10 kV and before the test, the samples were coated with gold in order to improve their conductivity.
LOI measurements of SPPTMS treated and untreated cotton fabrics were tested by an LFY–606B digital limiting oxygen index tester (Shandong Textile Science Research Institute, China) according to GB/T 5454–1997. Vertical flammability test was carried out by the LFY–601A vertical burning instrument (Shandong Textile Science Research Institute, China) according to GB/T 5455–2014.
Thermogravimetric (TG) analysis was tested by a STA6000 thermogravimetric analyzer (PerkinElmer, USA) with a heating rate of 10 °C/min under N2 and air atmosphere from 35 °C to 750 °C with a gas flow rate of 50 ml/min. 5–10 mg each fabric samples was used for test.
The burning behaviours of SPPTMS treated and untreated cotton fabrics were performed via a FTT0007 cone calorimeter (Fire Testing Technology, UK) according to ISSO 5660 standard. The size of fabrics be used for tested was cut to the dimensions of 10 cm × 10 cm.
Thermogravimetric analysis infrared (TG–IR) was measured on a STA6000 thermogravimetric analyzer (PerkinElmer, USA), equipped with a Frontier FTIR spectrometer (PerkinElmer, USA). The sample was tested at a heating rate of 10 °C/min from 25 °C to 800 °C under N2 atmosphere with a flow rate of 50 mL/min.
Results and discussions
Characterization of SPPTMS
The FT-IR spectra of KCTSi, SPPC and SPPTM are characterized, and the results are shown in Fig. 1. The absorption peaks at 962 and 735 cm−1 were assigned to Si–O–Si and Si–C, this clearly confirms that the KCTSi has been successfully synthesized. In SPDPC, the absorption peaks at 1270, 1100 and 843 cm−1 were assigned to P = O, P–O–C and P–O, additionally, 545 cm−1 was assigned to P–Cl. In SPPTMS, the clearly absorption peak of P–Cl was disappeared, which due to the substitution of APTMS. Furthermore, the absorption bond of P-N group for SPPTMS at 1219 cm−1 was because of the reaction between SPPC and APTMS (Shau et al. 2006). Therefore, the FT–IR analysis indicated that the SPPTMS has been successfully synthesized.

FT–IR spectra of KCTSi, SPPC, SPPTMS
The structure of SPPTMS was further verified by the 1H NMR spectrum, as shown in Fig. 2. The signals appearing at δ 0.55–0.78 ppm belonged to the SiCH3 of the cycle siloxane groups. The peaks at δ 1.58–1.80 ppm (Si–CH2), δ 2.53–2.62 ppm (Si–CH2CH2), δ 2.75 ppm (Si–CH2CH2CH2), δ 2.81–3.03 ppm (Si–OCH3) and δ 3.25 ppm (N–H) were assigned to the APTMS, that meant APTMS was successfully linked to SPPC. The peak at δ 3.97–4.21 ppm (O–CH2) were assigned to the –CH2– groups of SPDPC. This result shows that SPPTMS has been synthesized successfully.

1H NMR spectra of SPPTMS
The FT–IR spectra of treated and untreated cotton fabrics are characterized, and the results are shown in Fig. 3. The absorption bands at 3335, 2890, 1640, 1368, 1313 and 1019 cm−1 were attributed to –OHstr, –CH2str, –OHbend, –CHbend, –OHbend and C–Cstr, respectively, which are typical FT–IR absorption peaks of cellulose. For treated cotton fabric, the peaks at 1270, 1108 and 767 cm−1 were assigned to the P = O, P–N and Si–C bands, respectively. Compared with untreated cotton fabrics, the treated cotton fabrics have P = O, P–N, Si–C absorption peaks, and the –OH absorption peaks are significantly smaller, indicating that SPPTMS may be connected to cotton fabrics by reacting with cotton fabrics.

FT–IR spectra of treated and untreated cotton fabrics
Surface morphology and elemental analysis
The surface structure and element distribution of cotton fabric in different states are analyzed, and the results are shown in Fig. 4. As can be seen from Fig. 4a, b, compared with the untreated cotton fabric, the surface of the treated cotton fabric obviously has a layer of material attached, which indicates that SPPTMS has been successfully finished on the cotton fabric. Figure 4c, d shows the surface morphology of cotton fabric after burning, fibers of the untreated cotton fabric have been completely damaged, and fibers structure of the treated cotton fabric remains unchanged after burning. And the cross-linking structure of silicon char layer is formed on the surface of treated cotton fabric, which indicates that SPPTMS is mainly a condensed phase flame retardant mechanism.

SEM images of treated and untreated cotton fabrics: a–d, and EDS images: e–g
To assist the above assertions, the surface element distribution of cotton fabric was tested. As shown in Fig. 4e, f, the treated cotton fabric has new elements of Si, P and N, indicating that SPPTMS has been finished on the cotton fabric. Figure 4d shows the element distribution of the treated cotton fabric after burning. The content of Si and P is significantly higher than before burning, which indicates that SPPTMS can generate silicate matrix and phosphoric acid and promote the formation of char layer during burning (Zhai et al. 2020).
Flame retardancy and flammability
For evaluating the fire-resistant properties of treated cotton fabrics, limiting oxygen index (LOI) and vertical flammability test were carried out on different concentrations of SPPTMS treated cotton fabrics, and the results are shown in Fig. 5 and Table 1. As can be seen from Fig. 5, the untreated cotton fabric has no flame retardancy, and the treated cotton fabric has different degrees of fire-resistant properties. Detailed data on the fire-resistant properties of different cotton fabrics are shown in Table 1. The LOI of untreated cotton fabric is 18%. In the vertical flammability test, the afterflame time is 6.9 s, afterglow time is 44.6 s. Compared with untreated cotton fabric, the LOI of SPPTMS treated cotton fabric is significantly improved, and with the increase of SPPTMS concentration, the LOI of treated cotton fabric increased gradually. When the concentration of SPPPTMS was 350 g/L, the LOI value was 31.2%, which was much higher than that of untreated cotton fabric. Furthermore, when the concentration of SPPTMS was more than 250 g/L, the afterflame time and afterglow time of all treated cotton fabrics were 0 s and the char length was less than 11 cm, which indicates that the treated cotton fabric can pass the vertical flammability test.

Vertical flammability test of the untreated cotton fabric (a) and the cotton fabrics treated with 150 g/L (b), 250 g/L (c) and 350 g/L (d) SPPTMS
Thermal degradation behaviors
In order to explore thermal degradation gases/solids products and thermal degradation mechanism of the SPPTMS treated cotton fabric, cone calorimetry test, TG analysis and TG–FTIR analysis were detected on 350 g/L SPPTMS treated cotton fabric, furthermore, the char residues of treated cotton fabrics are analyzed by employing FT–IR experiments.
Cone calorimetry test
For evaluating the fire-resistant properties of treated cotton fabric, the heat release rate (HRR), total heat release (THR), smoke production rate (SPR), total smoke production (TSP) data of untreated cotton fabric, SPPTMS (150 g/L, 250 g/L, 350 g/L) treated cotton fabrics were tested by cone calorimeter and the results were shown in Fig. 6, respectively, the specific data were shown in Table 2. All test results are the average of three tests. As is shown in Fig. 6a, the cotton fabric burns violently and reaches the peak of HRR (pHRR) 236.3 kW/m2 rapidly. With the increase of SPPTMS concentration, the pHRR decreased gradually. 350 g/L SPPTMS treated cotton fabric couldn’t burn in the test, and the pHRR was only 14.3 kW/m2. The pHRR of 250 g/L SPPTMS treated cotton fabric was 134.8 kW/m2, much lower than that of untreated cotton fabric. The THR curves of cotton fabrics also show similar results, as shown in Fig. 6b. The THR of 350 g/L treated cotton fabric (without burning) was only 1.9 MJ/m2, the THR of 250 g/L SPPTMS treated cotton fabric was 4.3 MJ/m2, which was much lower than 6.1 MJ/m2 of untreated cotton fabric. These results were related to the fact that the char layer formed during burning prevents the heat transfer and oxygen exchange, indicating that SPPTMS may be a condensed phase flame retardant (Riddell et al. 2017).

HRR curves (a), THR curves (b), SPR curves (c) and TSP curves (d) of untreated cotton fabrics, 150 g/L treated cotton fabrics, 250 g/L treated cotton fabrics and 350 g/L treated cotton fabrics
SPR and TSP are also important indexes to test the combustion characteristics of materials. Figure 6c, d shows the SPR and TSP curves of untreated and treated cotton fabrics. The unburned 350 g/L SPPTMS treated cotton fabric releases a lot of smoke, which is mainly related to carbon particles and CO produced by incomplete decomposition of cellulose. The TSP and SPR of 250 g/L SPPTMS treated cotton fabrics (0.021 m2/s and 0.093 m2) were slightly higher than those of untreated cotton fabric (0.005 m2/s and 0.086 m2), which may be due to the decomposition of SPPTMS to produce non combustible volatiles (Paosawatyanyong et al. 2012).
Furthermore, the CO2/CO ratio of the treated cotton fabric is significantly lower than that of the untreated cotton fabric, as shown in Table 2. This may be due to the fact that the char layer formed by the burning of the treated cotton fabric prevents the exchange of oxygen, thus inhibiting the further oxidation of CO. The char residue of treated cotton fabric was higher than that of untreated cotton fabric, and with the increase of SPPTMS content, the char residue increased gradually, which indicated that SPPTMS can accelerate the formation of char residue. On the other hand, the TTI and the time to peak of heat release rate (tPHRR) of 150 g/L and 250 g/L SPPTMS treated cotton fabrics were slightly lower than those of untreated cotton fabrics, which may be due to the early degradation of cotton fabrics promoted by SPPTMS.
TG analysis
Figure 7 shows the TG and DTG results of treated and untreated cotton fabrics under nitrogen/air atmospheres. As can be seen from Fig. 7a, b, there are two major weight loss stages for cotton fabric, one-step weight decreases at 35–200 °C is related to water evaporation, the weight loss was 4.2%. The sharp one-step weight decreases at 315–400 °C is related to the thermal degradation of untreated cotton fabric, this was mainly due to the thermal degradation of cellulose into aliphatic char and volatile gases (Kang et al. 2019). After 400 °C, the weight gradually decreased and leaving very little charred residues about 12.7% at 750 °C. There are three major weight loss stages for treated cotton fabric, the first step of weight decreases at 35–200 °C is related to water evaporation, the weight loss was 3.3%. The second step of weight decrease appearing at 230–262 °C, the maximum weight losses were at 247 °C, the weight loss was 9.3%. This may be due to the breakage of P–O bond to produce phosphoric acid, accelerating the dehydration and char formation of cotton fabric, which inhibits further degradation of cotton fabric (Vothi et al. 2010). The third step of weight decrease appearing at 262–358 °C, the maximum weight losses were at 299 °C, and the weight loss was 29.8%. This was mainly due to the further thermal degradation of SPPTMS treated cotton fabric at higher temperatures. The thermal degradation of SPPTMS could form Si–O–Si layer to prevent the release of flammable gas and reinforce the char layer (Aksit et al. 2016). After 358 °C, the weight gradually decreased and leaving about 40.9% charred residues at 750 °C. This result shows that SPPTMS can improve the char residue rate and reduce pyrolysis temperature of cotton fabric. The chemical structure of SPPTMS containing Si/P/N elements can improve the fire resistance of cotton fabric.

TG and DTG curves of untreated and 350 g/L treated cotton fabrics in nitrogen (a, b) and air (c, d) atmosphere
Figure 7c, d shows the TG and DTG curves of treated and untreated cotton fabrics under air atmosphere. When the temperature is lower than 200 °C, the little weight loss (3.9% for untreated cotton, 2.2% for treated cotton) of cotton fabrics were mainly due to water evaporation. The first pyrolysis of untreated cotton fabric arises at 285–405 °C, the maximum weight losses was at 338 °C, the weight loss was 70.3%. This is due to the degradation of cellulose into aliphatic hydrocarbons and volatile gases (Ahamad and Alshehri 2012). The second pyrolysis of untreated cotton fabric arises at 405–523 °C, the maximum weight losses was at 487 °C, the weight loss was 25.1%. This is due to the residual aliphatic hydrocarbons be oxidation to CO and CO2. After 523 °C, the cotton fabric was further decomposed and leaving charred residues about 0.7% at 750 °C. For the treated cotton fabric, the first degradation appearing at 220–258 °C, the maximum weight losses were at 245 °C, the weight loss was 8.5%, this may be due to the formation of hydrogen phosphide (or phosphonic acid) which accelerates the dehydration and charring of cotton fabrics (Braun, 2006). The second pyrolysis arises at 258–342 °C, the maximum weight losses was at 289 °C, the weight loss was 32.2%, which is due to the further thermal degradation of SPPTMS and cotton fabric at higher temperatures. After 342 °C, the cotton fabric was further decomposed and leaving charred residues about 15.1% at 750 °C. This result show that the SPPTMS can improve the fire resistance of cotton fabrics.
TG–FTIR analysis
For research the gas products and degradation mechanism of treated/untreated cotton fabric during thermal degradation, TG-IR was detected on 350 g/L SPPTMS treated cotton fabric and untreated cotton fabric. Figure 8a, b shows the 3D FT–IR spectra of treated and untreated cotton fabrics, the position of the absorption peaks of the treated cotton fabric is similar to that of the untreated cotton fabric. The different absorption bonds were selected by the literature of other researchers (Ahamad and Alshehri 2012; Zhou et al. 2006), such as 1100 cm−1 (C–O–C), 1700 cm−1 (C = O for carbonyl components), 2185 cm−1 (CO), 2358 cm−1 (CO2), 2817 cm−1 (C–H for hydrocarbons), 3735 cm−1 (H2O). As shown in Fig. 8c–h, the absorption bonds of treated cotton fabric have different changes compared with untreated cotton fabric. The C = O and C–H absorption peaks of treated cotton fabric are lower than those of untreated cotton fabric. This result indicated that the treated cotton fabric produced less hydrocarbons and carbonyl components during pyrolysis process, which leads to its lower flammability. The lower absorption bonds of C–O–C and CO of the treated cotton fabrics indicate that fewer volatile products were produced during pyrolysis process. This shows that the treated cotton fabric will dehydrate and form char residues instead of flammable volatiles during burning. The absorption bonds of CO2 and H2O of the treated cotton fabrics is lower, which indicates that the release of smoke was inhibited. In conclusion, the cotton fabric treated by SPPTMS produces fewer flammable volatiles and lower flammable gases concentration during pyrolysis, which achieves the purpose of flame retardant.

3D TG-IR spectra of untreated and 350 g/ L treated cotton fabrics (a, b), and the FT–IR spectra of different groups (c–h) in the pyrolysis process of cotton fabrics
FT–IR of char residue of treated cotton fabric
The FT–IR spectra of char residues of SPPTMS treated cotton fabrics at different temperatures are shown in Fig. 9. The absorption peaks corresponding to the C = C bond (1643 cm−1, attributed to char layer) appear at 400 °C, which is related to the thermal degradation of cellulose (Jin et al. 2016). The adsorption peaks at 1270 cm−1 which attributed to P = O band was disappeared at 500 °C. At the same time, the peak at 895 cm−1 attributable to P–O–P. This indicated that the phosphorus-containing structure in the treated cotton fabric gradually pyrolysis with the increase of temperature, producing phosphinic (or phosphonic) acids and forming a network structure by cross-linking of P–O–P. The adsorption peak at 1113 cm−1 (P–N) disappeared at 300 °C, indicating that the P–N bond breaks to form NH3 at 300 °C. Besides, the adsorption peaks corresponding to Si–C bond (779 cm−1) and C–O–C bond (1020 cm−1) change differently with the increase of temperature. With the increase of temperature, the absorption peak of C–O–C bond increases and that of Si–C bond weakens, indicating that the S–C bond breaks to form the silicate and char layer (Kang et al. 2019). In conclusion, the cotton fabric treated by SPPTMS produces char layer, silicate and cross-linking structure of P–O–P, which could prevent the transfer of oxygen and heat, improving the flame retardancy of cotton fabric.

FT–IR spectra of treated cotton fabrics at different temperatures
Flame retardant mechanism
Based on SEM, EDS, CONE test, TG–FTIR and the FT–IR analyses of char residues, the possible flame retardant mechanisms of SPPTMS are proposed, which are divided into gas phase and condensed phase as shown in Fig. 10. For gas phase, on the one hand, phosphorus component of SPPTMS can form active radicals (PO, PO2·and HPO·) to scavenge H·or OH· radicals to interrupt combustion process (Laoutid et al. 2009); on the other hand, NH3 generated from SPPTMS can also dilute the flammable gas. For the condensed phase, firstly, at high temperature, phosphorus component of SPPTMS can form phosphoric acid or polyphosphate, which can promote the dehydration of cotton fabric to form a char layer to stop heat and oxygen transfer; secondly, the dense char layer can sequester the volatilization of combustibles and prevent the generation of new free radicals; thirdly, the silicon component of SPPTM migrates to the surface of the char layer to form SiO2 (white char) during the combustion process (Wang et al. 2020b), which increases the compactness of the char layer. Under the synergistic effect of Si/P/N, the treated cotton fabric has better flame retardancy.

Schematic diagram of possible flame retardant mechanism
Tensile strength
The tensile strength of treated and untreated cotton fabrics was tested by Instron 3000 electronic universal material testing machine and the results are shown in Fig. 11. The sample size was 10 mm × 20 mm. The average value was obtained after repeated measurement for 5 times. As can be seen from Fig. 11, with the increase of SPPTMS concentration, the tensile force at break of cotton fabric decreases gradually. When the concentration reaches 350 g/ L, the tensile force at break is 80.1 N. The results show that the weight gain of flame retardant has a certain effect on the tensile strength of cotton fabric.

Tensile strength of untreated cotton fabric (a) and 150 g/L (b), 250 g/L (c) and 350 g/L (d) treated cotton fabrics
Washing durability
The LOI values of cotton fabric treated by SPPTMS after washing are shown in Table 3. Along with the washing times increasing, the LOI value of the samples decreased gradually. After 20 washing times, the LOI value decreased from 31.5 to 26.1%, which still reached the flame retardant standard of cotton fabric. This may be due to the fact that SPPTMS combined with cotton fabric through covalent bond, which enabled the SPPTMS treated cotton fabric to have good water washing resistance.
Conclusions
A novel cyclic Si/P/N flame retardant (SPPTMS) was synthesized and characterized by FT–IR. The synergistic effect of Si/P/N greatly improved the flame retardancy of treated cotton fabric, and the LOI reached 31.2%. The minimum char residue length of the treated cotton fabric is 8.1 cm, which had passed the vertical flammability test. The results of CONE test showed that the pHRR and THR of the treated cotton fabric decreased, and the maximum char residue was 26.1%, which indicated that SPPTMS could promote the formation of stable char layer, and stop heat and oxygen transfer. This flame retardant provides a new way to improve the flame retardancy of cotton fabrics, which may be of great benefit for designing flame retardant cotton fabric.
References
Ahamad T, Alshehri SM (2012) TG-FTIR-MS (Evolved Gas Analysis) of bidi tobacco powder during combustion and pyrolysis. J Hazard Mater 199–200:200–208. https://doi.org/10.1016/j.jhazmat.2011.10.090
Aksit A, Merih Sarıışık D, Onar N, Kutlu B, Sergin E, Yakin I (2016) Synergistic effect of phosphorus, nitrogen and silicon on flame retardancy properties of cotton fabric treated by sol-gel process. Int J Cloth Sci Technol 28:319–327. https://doi.org/10.1108/ijcst-03-2016-0029
Alongi J, Carosio F, Malucelli G (2014) Current emerging techniques to impart flame retardancy to fabrics: an overview. Polym Degrad Stab 106:138–149. https://doi.org/10.1016/j.polymdegradstab.2013.07.012
Altarawneh M, Saeed A, Siddique K, Jansson S, Dlugogorski BZ (2020) Formation of polybrominated dibenzofurans (PBDFs) and polybrominated diphenyl ethers (PBDEs) from oxidation of brominated flame retardants (BFRs). J Hazard Mater 400:123166. https://doi.org/10.1016/j.jhazmat.2020.123166
Braun U et al (2006) Influence of the oxidation state of phosphorus on the decomposition and fire behaviour of flame-retarded epoxy resin composites. Polymer 47:8495–8508. https://doi.org/10.1016/j.polymer.2006.10.022
Chen Z, Dong C, Li Q, Bai Y, Lu Z (2017) Preparation of linear piperazine/phosphorous/polysiloxane copolymer and its application on cotton fabrics. J Therm Anal Calorim 130:1997–2005. https://doi.org/10.1007/s10973-017-6541-8
Chen X, Afreen S, Yu X, Dong C, Kong Q (2019) Modified melamine-formaldehyde resins improve tensile strength along with antifouling and flame retardancy in impregnation of cellulose paper RSC. Advances 9:36788–36795. https://doi.org/10.1039/c9ra07743j
Gong Y, Ma N, Yin Y, Xue J, Dong C, Guo P (2019) Synthesis of PdCu nanowire assembly and their catalytic activity toward ethanol oxidation. Coll Surf A: physicochem Eng Asp. https://doi.org/10.1016/j.colsurfa.2019.123909
Hamdani S, Longuet C, Perrin D, Lopez-cuesta J-M, Ganachaud F (2009) Flame retardancy of silicone-based materials. Polym Degrad Stab 94:465–495. https://doi.org/10.1016/j.polymdegradstab.2008.11.019
Jin W, Shen D, Liu Q, Xiao R (2016) Evaluation of the co-pyrolysis of lignin with plastic polymers by TG-FTIR and Py-GC/MS. Polym Degrad Stab 133:65–74. https://doi.org/10.1016/j.polymdegradstab.2016.08.001
Kang FR, Deng J, Jiao DS, He LQ, Wang WF, Liu ZC (2019) Microfluidic fabrication of polysiloxane/dimethyl methylphosphonate flame-retardant microcapsule and its application in silicone foams. Polym Adv Technol 30:1269–1278. https://doi.org/10.1002/pat.4560
Laoutid F, Bonnaud L, Alexandre M, Lopez-Cuesta JM, Dubois P (2009) New prospects in flame retardant polymer materials: from fundamentals to nanocomposites. Mater Sci Eng R Rep 63:100–125. https://doi.org/10.1016/j.mser.2008.09.002
Liu J, Dong C, Zhang Z, Kong D, Sun H, Lu Z (2020a) Multifunctional flame-retarded and hydrophobic cotton fabrics modified with a cyclic phosphorus/polysiloxane copolymer. Cellulose 27:3531–3549. https://doi.org/10.1007/s10570-020-03016-w
Liu J, Dong C, Zhang Z, Sun H, Kong D, Lu Z (2020) Durable flame retardant cotton fabrics modified with a novel silicon–phosphorus–nitrogen synergistic flame retardant. Cellulose 27:9027–9043. https://doi.org/10.1007/s10570-020-03370-9
Mayer-Gall T, Knittel D, Gutmann JS, Opwis K (2015) Permanent flame retardant finishing of textiles by allyl-functionalized polyphosphazenes. ACS Appl Mater Interfaces 7:9349–9363. https://doi.org/10.1021/acsami.5b02141
Paosawatyanyong B, Jermsutjarit P, Bhanthumnavin W (2012) Surface nanomodification of cotton fiber for flame retardant application. J Nanosci Nanotechnol 12:748–753. https://doi.org/10.1166/jnn.2012.5367
Riddell N, van Bavel B, Ericson Jogsten I, McCrindle R, McAlees A, Chittim B (2017) Examination of technical mixtures of halogen-free phosphorus based flame retardants using multiple analytical techniques. Chemosphere 176:333–341. https://doi.org/10.1016/j.chemosphere.2017.02.129
Shau M, Tsai P, Teng W, Hsu W (2006) Novel bismaleimide containing cyclic phosphine oxide and an epoxy unit: synthesis, characterization, thermal and flame properties. Eur Polym J 42:1899–1907. https://doi.org/10.1016/j.eurpolymj.2006.02.016
Vothi H, Nguyen C, Lee K, Kim J (2010) Thermal stability and flame retardancy of novel phloroglucinol based organo phosphorus compound. Polym Degrad Stab 95:1092–1098. https://doi.org/10.1016/j.polymdegradstab.2010.02.024
Wang S et al (2020) Novel eco-friendly maleopimaric acid based polysiloxane flame retardant and application in rigid polyurethane foam. Compos Sci Technol. https://doi.org/10.1016/j.compscitech.2020.108272
Wang C, Li J, Ding P (2016) Roles of supermolecule structure of melamine phosphomolybdate in intumescent flame retardant polypropylene composites. J Anal Appl Pyrol 119:139–146. https://doi.org/10.1016/j.jaap.2016.03.007
Wang S, Liu J, Sun L, Wang H, Zhu P, Dong C (2020) Preparation of flame-retardant/dyed cotton fabrics: flame retardancy, dyeing performance and flame retardant/dyed mechanism. Cellulose 27:10425–10440. https://doi.org/10.1007/s10570-020-03469-z
Wei D, Dong C, Chen Z, Liu J, Li Q, Lu Z (2019) A novel cyclic copolymer containing Si/P/N used as flame retardant and water repellent agent on cotton fabrics. J Appl Polym Sci. https://doi.org/10.1002/app.47280
Zhai C, Xin F, Cai L, Chen Y, Qian L (2020) Flame retardancy and pyrolysis behavior of an epoxy resin composite flame-retarded by diphenylphosphinyl-POSS. Polym Eng Sci 60:3024–3035. https://doi.org/10.1002/pen.25533
Zhang A-N, Zhao H-B, Cheng J-B, Li M-E, Li S-L, Cao M, Wang Y-Z (2021) Construction of durable eco-friendly biomass-based flame-retardant coating for cotton fabrics. Chem Eng J. https://doi.org/10.1016/j.cej.2020.128361
Zhou W, Yang H, Guo X, Lu J (2006) Thermal degradation behaviors of some branched and linear polysiloxanes. Polym Degrad Stab 91:1471–1475. https://doi.org/10.1016/j.polymdegradstab.2005.10.005
Zhu J, Lu X, Yang H, Xin Z (2018) Vinyl polysiloxane microencapsulated ammonium polyphosphate and its application in flame retardant polypropylene. J Polym Res. https://doi.org/10.1007/s10965-018-1505-7
Acknowledgments
This work was supported by the National Natural Science Foundation of China (22075158) and Natural Science Foundation of Shandong Province, China (ZR2020ME064).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper. All the authors listed have approved the manuscript enclosed.
Ethical approval
All authors state that they adhere to the Ethical Responsibilities of Authors. In addition, the work is compliance with ethical standards.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kong, D., Liu, J., Zhang, Z. et al. Preparation of synergistic silicon, phosphorus and nitrogen flame retardant based on cyclosiloxane and its application to cotton fabric. Cellulose 28, 8115–8128 (2021). https://doi.org/10.1007/s10570-021-04019-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-021-04019-x