
Abstract
Plasticizers depress the glass transition temperature (Tg) of polymers and produce a flowable material at lower temperatures. The use of plasticizers to depress Tg of lignin is important, since at high processing temperatures lignin crosslinks, making it intractable. The goal of this study was to assess plasticizers and polymer blends for the ability to retard a commercial softwood kraft lignin from crosslinking and also serve as thermal and rheological property modifiers during thermal processing in the attempt to produced moldable and spinnable lignin for lignin and carbon fiber products. The Tg of the lignin and the lignin mixed with various amounts of plasticizers and with different thermo-mechanical mixing were determined using differential scanning calorimetry. The Tg and the change in heat capacity at the glass transition (ΔCp) decreased and increased, respectively, about linearly within this plasticizers range with increased plasticizer weight percentage. Gel permeation chromatography results for extruded lignin as well as extruded lignin-plasticizer blends with glycerol, N-allyurea, citric acid with and without sodium hypophosphite, and oleic acid indicate that the presence of these materials reduced the rate of molecular weight increase at temperatures between 100 and 200 °C. Continuous, homogenous films and fibers could be produced by thermal processing with plasticized lignin samples and plasticized lignin-polymer blends, but not with lignin alone. These fibers could be carbonized, yielding up to about 50% of carbon. The present findings have shown the advantages of plasticizers in thermally processing a commercial softwood kraft lignin.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Lignin is the greatest natural source of aromatic and phenolic functional groups and is the second most abundant natural terrestrial polymer next to cellulose (Adler 1977). Regardless of the source and type, lignin is a complex polymer that exhibits numerous structures and bonding between the monolignol subunits. A structural model of softwood lignin proposed by Adler (1957) is presented in Fig. 1 and provides some perspective on the complexity of the polymer.

Structural softwood lignin model
Currently there are several sources of commercially available lignin that differ in the manner by which they are extracted and isolated from the biomass raw material (Lora and Glasser 2002). Since the methods by which these lignins are extracted and isolated utilize different chemicals and mechanisms, the resultant lignin can have drastically different functional and physical properties over a range of molecular masses and are therefore suitable for different applications. In recent years, additional incentives to exploit the more efficient use of the lignin-containing wastes from the chemical pulping and wood using industries have been established (Kadla et al. 2002; Lora and Glasser 2002).
The kraft process is the most common processing technology utilized to generate wood pulp that is ultimately converted to pulp and paper products (Adler 1977; Lora and Glasser 2002). The amount of lignin extracted from biomass via kraft pulping is on the order of magnitude 100 million tons per year in North America. As of 2010 the amount of kraft lignin precipitated from pulping liquor was approximately 100,000 tons per year, or approximately 0.1% of the total lignin extracted from biomass via kraft pulping. The remaining 99.9% of the extracted lignin is combusted at the kraft pulping site to generate heat and power for the process (Olsson et al. 2006). These figures indicate that there is an enormous potential resource for kraft lignin, but currently it is only used in a few niche applications due to technical limitations with downstream processing.
Lignin has also long been viewed as a potential carbon fiber source and biopolymer for engineering materials (Kadla et al. 2002). The behavior of kraft lignin during heat treatment is important for making new products that are processable and have suitable final properties. One of the key processing requirements of lignin is to be able to generate a softened or flowable lignin in a temperature window between the softening and decomposition/degradation temperatures. Lignin has been shown to crosslink with itself at considerable rates when subjected to temperatures in the range of 100 to 200 °C (Baker et al. 2012; Baker and Rials 2013). This rapid crosslinking makes processing pure lignin in an extruder challenging, as the material will begin to crosslink, making the material non-extrudable. Plasticizers or blended polymers can be used to decrease the softening temperature (decrease the glass transition temperature, (Tg)) of the lignin and increase the available window for processing. Several plasticizers have been reported for lignin (Sakata and Senju 1975; Bouajila et al. 2006).
Extensive crosslinking and strong intramolecular interactions of polymeric lignins constrain the utilization of polymeric lignin in solid material systems (Kadla and Kubo 2004), with softwood lignins being more recalcitrant to thermal processing than hardwood lignins (Norberg et al. 2013). Through polymer blending, these interactions can be disrupted, thus altering the lignin’s viscoelastic properties (Pucciariello et al. 2004). However, the observations of miscible polymer blends with lignin are rare (Ayoub et al. 2014). Blending with polymers and non-polymeric substances is a convenient method to develop products with desirable properties. The chemical physical properties of the polymer blends are dependent on monomer type(s), molecular weight and distribution and composition of the respective polymers. Most polymers, however, are immiscible due to the low entropy of mixing (Saito et al. 2012; Cao et al. 2013). Only through specific intermolecular interactions can favorable polymer blending occur, such that composite materials with desirable properties can be produced.
One of the goals of the research presented here is to identify the effects on thermal softening temperatures and viscoelastic properties of mixing plasticizing or viscosity modifying chemicals with kraft softwood lignin. Softwood lignin has been observed in previous studies to be more recalcitrant to thermal processing than hardwood lignin (Wang et al. 2016). This is important, since most kraft pulping mills utilize softwood, and more and more mills are converting their operations to make fluff pulp or market pulp almost exclusively from softwood. The incorporation of viscosity modifying materials should change the processability of softwood kraft lignin blends in a traditional extrusion process. In addition to modifying the viscoelastic properties of the lignin plasticizer blend, the plasticizer may also act to inhibit lignin crosslinking by dilution or interference of the reactive groups.
Lignin-based fibers for carbon fiber applications through thermal spinning of hardwood lignin–synthetic polymer blends have been produced (Kadla et al. 2002; Kadla and Kubo 2004). Through careful control of processing conditions, and polymer selection, continuous fibers were produced. In this study we attempt to extrude and spin fibers from a commercial kraft softwood lignin. In the present work an analysis of the effect of type and concentration of plasticizer on the processability of lignin and lignin blends is conducted. Moreover, we investigate using thermal analysis to quantify the blend properties of a softwood kraft lignin with several polymers; poly(ethylene oxide) (PEO), poly(vinyl alcohol) (PVA), polystyrene (PS) and starch alone and in the presence of plasticizers.
Experimental section
Materials
Kraft Lignin (Biochoice™) was provided by Domtar Company from North Carolina, USA. Specifications about BioChoice™ are as follow: Pure Lignin 98.3%; Arabinan 0.2%; Galactan 0.7%; Glucan 0.1%, Xylan 0.4%, Ash 0.73%; Molecular Weight 5500 g mol−1; pH 4.1; Glass transition temperature 148 °C; Methoxyl content 12.3% by mass; Carbon 64.4%; Hydrogen 6.24%; Oxygen 27.9%; Nitrogen 0.36%; Sulfur 1.36%; Molecular formula C9H9.08O2.48(OCH3)0.73S0.079; Inorganic Element [Na 1089 mg kg−1; K 105 mg kg−1; Ca 157 mg kg−1; Si 5313 mg kg−1]; Concentration of OH groups in lignin: Aliphatic phenol 2.11 mmol g−1; Condensed phenol 1.63 mmol g−1; Carboxylic acid groups 0.53 mmol g−1. The materials were stored in the refrigerator at 5 °C after washing with deionized water and centrifuged several times to obtain a final pH = 5.4. All chemicals and reagents used in this study were purchased from Sigma-Aldrich and Fisher Chemical companies and used as-received.
Mixing procedure utilizing a twin screw extruder
The mixtures were prepared initially by manually stirring lignin powder and the plasticizer or polymer (in liquid or powder form) for 2 min with spatula in a glass beaker. The ultimate mixing of the materials was then accomplished/evaluated in a twin screw extruder. The DSM micro-extruder (Xplore Instruments BV, The Netherlands) is a device designed for compounding and analyzing the rheological behavior of polymers on a 15 g-capacity. It consists of a sealed body containing two co-rotating conical screws. The system is fed in batch by loading a material using a piston at the beginning of the cycle. The system’s temperature is regulated by electric resistors and air flow. An integrated back flow channel allows the filled-in mix to be recirculated at specific flowrate and time before extrusion. The measurement of the motor torque and pressure from the sensors in the loop channel allow the monitoring of the sample’s rheological behavior. Extrusion of the sample proceeds through a 1 mm orifice.
Thermal analysis
The thermal transitions of the samples were studied using differential scanning calorimetry (DSC). The instrument used was a DSCQ100 (TA Inc., New Castle, DE) with a hermetic aluminum pan (T 090127) under nitrogen purge with an empty pan as reference. Approximately 5 mg of a sample was weighed directly into the sample pan with a pinhole created in the lid. Samples were subjected to 10 °C/min temperature ramp. The thermal history of the samples in the DSC was the following: (1) heated from 40 °C to 105 °C at a rate of 10 °C/min, (2) isothermally conditioned for 10 min, (3) jumped to 40 °C using liquid nitrogen and (4) ramped to 200 °C at a heating rate of 10 °C/min. The glass transition temperature (Tg) for each sample was determined as the midpoint of the change of the heat capacity associated with the glass transition. In some cases, the thermal history procedure was repeated to monitor changes in thermal behavior upon repeated cycling above the Tg. The heat capacity can be determined by dividing the heat flow by the heating rate and sample mass.
Thermal gravimetric analysis (TGA) was performed with a Q500 instrument (TA Inc., New Castle, DE) on 10 mg of samples in a nitrogen atmosphere. Samples were heated at 10 °C/min to 105 °C, maintained for 10 min, and then heated at 10 °C/min to 600 °C. Each sample was tested three times and the average of the results reported.
Scanning electron microscopy
The morphological characterization of blends was performed on images acquired using a scanning electron microscope (SEM), Hitachi S-3200N, as described in our previous work (Pucciariello et al. 2004).
Fourier transform infrared spectroscopy (FT-IR)
The FTIR spectra were recorded on a NEXUS 670 FTIR spectrophotometer (Thermo Electron Corp., Madison, WI) using a KBr disk containing 2% (mg/mg KBr) finely ground sample particles. All the spectra were obtained by accumulation of 256 scans, with resolution of 4 cm−1, at 400–4000 cm−1.
Thermostabilization and carbonization
Thermostabilization and carbonization of samples were performed in open ceramic containers and processed in an OTF 1200X tube furnace (MTI Corporation, Richmond CA). The tube was purged of oxygen by subjecting it to 3 L/min of N2 gas for 10 min. The samples were then heated from 40 to 700 °C at 3 °C/min under a N2 flow of 0.2 L/min. When the furnace reached 700 °C, the furnace heater was shut off with the insulating hood opened, allowing the sample to cool slowly inside the tube. The samples were allowed several hours to cool to room temperature before removal and then weighed. Yields were calculated from the weights of the dried (100 °C) carbonized material divided by the weight of the initial materials including lignin, plasticizer and polymer if present.
Rheological measurements
Studies were performed on a TA AR 2000 rheometer using 25 mm smooth parallel plates. The Environmental Test Chamber (ETC) accessory was used to maintain a constant temperature using radiant heat from electric coils while maintaining a nitrogen purge of 1 L/min. An aluminum melt ring was used during sample loading/melting and was removed prior to analysis. After the lignin blends melted, the sample was subjected to a pre-shear for 1 min at a shear rate of 15 s−1. Dynamic oscillation analysis was carried out over a frequency range of 0.25–200 rad/s and an oscillating stress of 10 Pa. All measurements were performed at a gap of 1 mm.
Gel permeation chromatography
The molecular weight of the lignin and derivatives were determined by gel permeation chromatography (GPC). The acetobrominated samples were dissolved in THF at a concentration of 0.1%, and a 200 μl sample in solution was injected (Leskinen et al. 2015). GPC measurements for molecular weight calculation were carried out with a Waters GPC 510 pump equipped with UV (270 nm) and RI detectors using THF as the eluent at a flow rate of 0.6 ml/min at room temperature (Waters Corp., Milford MA). Two Ultrastyragel linear columns linked in series (Styragel HR 1 and Styragel HR 5E, Waters Corp., Milford MA) were used for the measurements. Standard mono-disperse polystyrenes with molecular weight ranges from 0.82 to 1860 kg/mol were used for the calibration. The number- and weight-average molecular weights were calculated using Waters Millenium software.
NanoTA AFM measurements
Lignin and lignin blended with polymers/monomers/plasticizers pressed into a pellet were analyzed using Nanothermal analysis (NanoTA) with AFM + system (Anasys, Santa Barbara, CA). The measurement is based on bringing a probe that can be heated into contact with a sample surface. Then both nanoscale imaging and thermal analysis can be performed. Prior to measurements the thermal probe was calibrated with melting point standards of poly(caprolactone), poly(ethylene), and poly(ethyleneterepthalate). The measurements were performed as follows. First the ThermaLever cantilever (APN-200) was used for capturing an AFM surface image. Then, using the AFM image, the probe was targeted on an area of interest and a thermal ramp with heating rate between 15 to 25 °C/s was performed. When applicable, after the thermal ramp the film was again imaged to observe the thermal patterns on the films.
Results and discussion
Effect of plasticizers on the thermal processability of kraft softwood lignin
In order to develop windows of temperatures in which lignin-based material is processable and does not crosslink significantly, plasticizers can be used to produce a flowable material with thermoplastic behavior. In this study, we analyzed a commercial softwood kraft lignin that is expected to be difficult for the spinning of fibers. The Tg of the lignin and the lignin mixed with various amounts of different plasticizers and with different thermo-mechanical mixing were determined using DSC. Plasticizers included glycerol, amyl acetate, N-allyurea, and citric acid, for which the structures are shown in Fig. 2. Some materials were processed using a twin-screw extruder at either 130 °C or 160 °C for 10 s of residence time at 120 RPM. Other samples at low plasticizer levels (< 20% based on lignin) could not be mixed in the extruder, with the torque on the extruder shafts exceeding the maximum for the extruder equipment (about 6000 Newtons). For these samples the plasticizer was mixed manually at room temperature for 5 min then heated in a DSC pan to 110 °C at 10 °C/min and held for 10 min, then cooled to 40 °C at 10 °C/min then heated to 220 °C at 10 °C/min then jumped to 40 °C and then heated at 10 °C/min to 220 °C. Properties reported are for the final heating ramp.

Plasticizers used to assist in the thermal processing of softwood kraft lignin
Table 1 summarizes the results for all of the lignin-plasticizer samples between 0 and 40% by weight plasticizer. The Tg decreased and ΔCp increased about linearly within this range versus plasticizer weight%. Note that for the extruded samples with less than 20% plasticizer the materials would not exit the extruder barrel, as the torque exceeded the maximum. These materials were vitrified and non-flowable; the samples were manually removed from the extruder and analyzed.
Results for glycerol are plotted in Fig. 3. The Tg of the blend decreased with increasing weight percent glycerol in a linear fashion (R2 values of 0.967) for 0–40% glycerol. Moreover, the Tg measured depended on the extruding temperature, with higher extruding temperature resulting in a higher Tg of the mixture. These increases in Tg are reflective of the thermally induced reactions of lignin (primarily the phenolic hydroxyl groups) that cause increased molecular weight and crosslinking (Baker and Rials 2013; Culebras et al. 2018).

The effect of glycerol on the thermal behavior of lignin processed at room temperature (Tg1) and in the extruder at a maximum temperature of 130 °C (Tg2) and 160 °C (Tg3)
The change in heat capacity at the glass transition is known to decrease for crosslinking polymers with increased crosslinks (Pucciariello et al. 2004) due to decreased mobility in the liquid/rubbery state. Note that the ΔCp of the lignin materials processed at higher temperatures were lower than those processed at room temperature, in agreement with more crosslinks and higher molecular weight. Note that this difference between samples processed at high versus low temperature is much more pronounced at low or zero levels of plasticizer than at higher levels of plasticizer.
N-allyl urea showed lower Tg for the blend than glycerol (5% for example) at the same low concentrations of plasticizer (Table 1). Also note that the ΔCp was much higher for the N-allylurea and became significantly greater than for glycerol as the % plasticizer increased. This and the Tg results indicate a decreased amount of crosslinking occurring with the allyl urea system relative to glycerol and other plasticizers. The allyl urea lignin material was qualitatively observed to be of much lower viscosity and easier to extrude compared to other plasticizers studied herein.
The results obtained above have been further investigated using Nano-TA Atomic Force Microscopy (AFM +). With the AFM + system the thermal response of nano-regions of the material is measured as the cantilever (holding the probe) deflection as a function of temperature. When the temperature of the probe is increased it will heat the region of the sample at the contact point. An increasing deflection reflects thermal expansion of the material. A drop in deflection indicates penetration of the probe into the material revealing a softening or melting point. This change typically happens at the glass or melt transition of the sample.
Representative thermal ramps are presented in Fig. 4. For example, the extruded lignin/citric acid (30%) system, the thermal analysis with the nano-TA of the sample appeared to have a softening/melting point around 132 °C (Fig. 4) which is near the DSC measured value of 139 °C. The lignin mixed with 30% of glycerol had a melting/softening point around 145 °C for nano TA and for DSC it was 141 °C. The nano-TA softening for lignin alone was 149 °C and from the DSC was 148 °C, both higher than those with the lignin/citric acid system. It is not expected that the softening points from nano-TA and DSC are the same since the heating rate and other experimental conditions are different. However, the trends of the softening points for the two techniques track for different materials. For each material, three separate regions were probed, and the average data for the different regions are shown in Fig. 4. However, analysis of the distribution of results from nano-regions showed that the material is homogeneous for lignin/citric acid, lignin/N-allyurea and lignin. The standard deviation of the softening points was 3, 7, and 4 °C, respectively. The lignin N-allyl urea showed two softening/melting points around 130 and 155 °C (Fig. 4) which were repeatable, but it is unclear why they exist.

Nano-thermal analysis ramp of lignin without and with 30% plasticizer. Inset: An AFM topography surface of the Lignin/N-Allyl-urea
It was hypothesized that N-allylurea not only decreases the Tg of the lignin and dilutes the reactive lignin but may also react with the lignin to consume the free radicals of phenol and therefore form a covalent bond functionalizing the lignin, retarding the crosslinking reactions between lignin molecules. In addition, the citric acid plasticizer has the potential to form an anhydride and may have some reactivity with the lignin. Evidence of reactions was determined using FT-IR on purified lignin materials using membrane dialysis to remove the unreacted plasticizer. New FT-IR peaks were observed for lignin citric acid (40% w/w, 10 min with 20% sodium hypophosphite SHP based on citric acid, a catalyst for the anhydride production) at 1712 cm−1 and for lignin and N-allylurea (40% w/w, 10 min) at 1665 cm−1 (amide). The sample with citric acid but no SHP did not show new peaks, indicating that the SHP promoted the reactions.
Table 2 summarizes the qualitative spinnability of several of the lignin-plasticizer blends (40% plasticizer w/w) by twin screw extrusion through an orifice of diameter of 1 mm for extrusion conditions of 5 s of mixing, 120 RPM, and 130 or 160 °C. The glycerol and citric acid lignin blends at 40% flowed with a low viscosity similar to water and thus could not be spun into fibers, exiting the extruder as discrete droplets. Samples that formed irregular closed pore foamed materials were oleic acid and amyl acetate and thus are designated as non-fiber spinning materials. N-Allylurea and citric acid with SHP lignin blends were the only materials that were able to be spun into homogeneous filament that could be extended for several meters when directly coming out of the extruder, a significant improvement over the other materials.
Note that the lignin-plasticizer blends had moderately high molecular weight and low torque values. Citric acid alone (water like behavior) behaved much differently than citric acid and SHP, probably due to the SHP catalyzing the formation of anhydride in the CA which is more reactive with the lignin. On cooling all of these samples were brittle.
Film forming was enhanced with the use of plasticizers, Fig. 5. These lignin-plasticizer blends were mixed in the extruder and then the product immediately pressed at 900 psi at 130 °C between two Teflon sheets for about 3 min (Carver Heated Press). Note from the images that heating the lignin with 30% plasticizer at 130 °C is sufficient to form a continuous film from this process but not with the lignin alone (Fig. 5). All the samples after cooling to room temperature were very brittle.

Film structure as observed using SEM for lignin and plasticized lignin after blending in a twin-screw extruder (5 s, 130 °C) and then pressing at 900 psi at 130 °C for 3 min
Molecular weight and torque changes during extrusion
Figure 6 shows that the glycerol blended with lignin retards the viscosity increase associated with the unstable thermal behavior of lignin at 130 °C and that this viscosity increase decreases with increased glycerol addition. The lignin is expected to crosslink by radical reactions due to radical formation in phenol groups (Sivonen et al. 2002). The plasticizer slows this process by diluting the reactive lignin and thus reducing the collisions of reactive groups. A significantly decreased rate of viscosity increases occurs at plasticizer levels of over 20%. Note that at less than 20% plasticizer, the material would not exit the extruder, presenting itself as solidified material on the surface of the screws. This reduction in viscosity buildup was very similar for glycerol, vanillin, and amyl acetate (data not shown), suggesting that the phenomena is due to dilution of the reactive lignin species and not dominated by a chemical reaction with the lignin reactive groups.

Effect of glycerol wt% on the extruder torque at an extruder residence time of 1 min and 130 °C
Lignin molecular weights after extrusion, as determined by GPC, and extruder torque for kraft lignin and blends of kraft lignin and five different plasticizers at 30 weight percent are presented in Table 3. The conditions of extrusion for these materials were 160 °C, 120 RPM and a residence time of 5 min. Following extrusion, the plasticizer was removed from the extrusion product by washing with water in a membrane dialysis process. The data of the purified lignin after extrusion indicates that incorporation of glycerol, N-allylurea, citric acid with and without SHP, or oleic acid in the raw material mixture reduced the extent to which lignin molecular weight increased during extrusion. The torque exerted by the extruder motor to maintain constant flow conditions is reduced in the presence of plasticizers relative to lignin alone. However, this experiment was not sensitive enough to distinguish a good correlation between lignin molecular weight exiting the extruder for the plasticized materials only and extruder torque measurements.
Presented in Fig. 7 are the lignin molecular weights measured after various extruder residence times for the lignin-glycerol (30 wt ) blend. The data show a linear increase in lignin molecular weight up to 300 s of extruder residence time. These data are interesting from a practical perspective because they suggest that extruder residence time can be used as a handle to control the final molecular weight of extruded lignin – plasticizer blends. However, additional processing or heat/shear exposure will likely cause additional crosslinking and molecular weight increases. This phenomenon is one of the major issues of why lignin is a challenging raw material to use for bio-based materials production.

Lignin molecular weight (GPC) of softwood kraft lignin versus extruder processing time when processed in an extruder with 30 wt% glycerol
Dynamic rheological evaluations of lignin-plasticizers were performed in a parallel plate temperature-controlled rheometer at 125 °C. Frequency sweeps were collected at 10 Pa oscillating stress and took approximately 4 min to complete. Presented in Fig. 8 for a lignin-glycerol blend (30 wt%) are the first two and sixth frequency sweeps collected after a conditioning step of steady flow shear at 15 s−1 for one minute. These data suggest that the lignin-glycerol blend forms a gel and goes beyond the gel-point sometime between the first and second frequency sweep.

Lignin/glycerol (30%) frequency sweeps (1st, 2nd, and 6th sweeps) from 0.25 to 200 rad/s, 10 Pa, 125 °C, 4 min intervals (Red: G′ Storage Modulus and Blue: G″ Loss Modulus)
Prior to the conditioning step the sample exhibited gel-like behavior; however the data suggests that the steady flow shear was able to disrupt the gel, suggesting the presence of a physical gel that can be broken down with shear. The molecular weight of the lignin is increasing with exposure to heat (as shown above), but the fact that the gel can be broken and reformed suggests that the gelation behavior is likely a result of both chemical crosslinking and other weaker interactions that can be broken with shear. Similar data and behavior were seen with other plasticizers (data not shown).
Effect of polymer blends on the thermal processability of kraft softwood lignin
As stated before, the melt spinning of softwood lignin is extremely difficult. The main desirable processing requirement of lignin is to be able to generate a stable softened or flowable lignin in a temperature window between the softening and decomposition/degradation temperatures. It was observed qualitatively that low molecular weight plasticizer blended with the lignin does not result in material suitable for fiber production with good mechanical properties; for the most part the plasticized lignin materials are too brittle. Blending lignin with polymers has been shown to overcome these issues, particularly for hardwoods (Kadla et al. 2002; Saito et al. 2012). In this research we investigate some polymer blends and the effects of plasticizers on the commercial softwood kraft lignin spinnability.
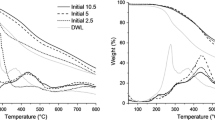
Thermal blending of lignin with PVA (Mw = 92,000) at 5, 20, 50 and 80% was performed at T = 220 °C, 120 rpm in the twin screw extruder. A summary of the results appears in Table 4. During a TGA ramp at 10 °C/min 3% mass loss of PVA is observed at 220 °C. The thermal blending temperatures used are significantly lower than the 5% weight-loss temperature (270 °C) of PVA as measured by thermogravimetry. At a blend level of 80% Lignin/20% PVA the materials in the twin screw extruders caused the torque to increase rapidly in much less than 6 s. The materials were not softened during this process. Also, the lignin/PVA with low level of PVA (1–5%) did not extrude at all. At a 50/50 or 20/80 blend the lignin/PVA materials could be mixed and extruded and the material spun into coarse fibers with irregular surface features.
However, by adding 20% of citric acid as plasticizer (based on lignin) to the lower PVA levels (5% or less) the resulting material was easily extruded with low torque. The citric acid enabled the continuous spinning of fine fibers with smooth surface for 5% or less PVA levels, much better than any of the blends without citric acid. Visually, the two polymers in the presence of citric acid appear to be mixed within the lignin/PVA fibers. By increasing the lignin content in the presence of citric acid, the PVA component appears to be more continuously dispersed.
DSC has been extensively used to investigate miscibility in polymer blends. A single composition-dependent glass transition temperature is indicative of blend miscibility. Melting peaks can indicate crystalline regions of non-mixed materials. Figure 9 show the DSC results of the lignin, PVA, citric acid and blends of various compositions. The higher temperature Tg is assigned to lignin, 148 °C. The PVA sample used herein showed a Tg of 92 °C. The DSC data show that the Tg can be reduced with increased PVA. The inclusion of about 20% citric acid decreases the Tg of an 80/20 lignin/PVA sample to 102 °C and further assists in the spinnability. Note that a 76/1/23% mixture of lignin/PVA/citric acid could be processed and extruded.

Differential scanning calorimetry profiles of mixture of PVA, lignin and citric acid
Some smaller PVA crystalline melting peaks in the PVA/lignin blends show that there is not complete mixing of the PVA and lignin. Similar crystalline melting peaks assigned to citric acid around 150 °C show incomplete miscibility of the CA with the lignin and PVA. However, the CA seems to decrease the existence of PVA crystalline regions as shown in the DSC traces, indicating better miscibility of the lignin and PVA.
Attempts to blend and spin polystyrene (PS), polypropylene (PP), starch and polyethylene oxide (PEO) with lignin with and without citric acid were also attempted. PS, PP and PEO blends with lignin could not be extruded or formed into fibers at polymer levels lower than 20% of polymer to lignin. However, adding plasticizer (22% citric acid) allowed the PEO, PP and PS to be extruded and formed into fibers at weight percents of polymer of lower than 5% (1 and 5% levels tested). PVA and PP lignin-based materials with citric acid were less brittle than the other blends.
Starch could not be extruded with lignin. However, with the addition of either citric acid or glycerol at levels of 20% the mixture formed a thermoplastic material that could be extruded from the machine. The resulting materials were flexible and not brittle.
Thermostabilization and carbonization
This study provides baseline information useful for the use of softwood kraft lignin as a precursor for producing fibers including carbonized fibers. The purpose of carbonization under is to produce glassy carbon layer planes with a high carbon content. An important aspect of carbon fiber production is yield. The production cost will depend directly on the yield. This is accompanied by an increase in molecular weight, the result of condensation and dehydration of the lignin macromolecules. Commercial lignins, with elemental carbon contents of only 59–61% (Cao et al. 2013), would be expected to have substantial weight loss, while pitch, > 80% carbon, should have higher yields (Ishimaru et al. 2007). Yield herein is defined as the weight of carbonized material relative to the total starting material (lignin and plasticizer/polymer). Yields of material after carbonization (heating rate of 3.3 °C/min from 40 to 700 °C) appear in Table 5. The lignin alone had a 45% yield, approximately 10% higher than those previously reported for the carbonization of organosolv lignins and comparable to those from phenolated steam-exploded lignins (Baker and Rials 2013). The materials were brittle.
The type of plasticizer has a significant effect on the resulting yield. For this thermal history, samples with plasticizer foamed considerably, except for the allyl urea and for the citric acid SHP samples which did not; both of these samples also resulted in a high yield around 52%.
Table 6 shows the yield after carbonization decreasing approximately linearly with polymer content. The polymers alone were observed to have very small pyrolysis yields ranging from (5–15%). The lignin/polymer blends did not swell and foam, retaining their structure, but porosity was observed within the materials. The resulting materials were also very brittle.
Conclusions
Several compounds were shown in this research to depress the glass transition temperature and increase the change in heat capacity at the glass transition of a softwood kraft lignin. The blending of these plasticizers enabled the plasticized lignin to be processed in a twin-screw extruder at temperatures in the range of 130–160 °C, in contrast to the lignin alone, which would vitrify within the extruder in this temperature range. The presence of the plasticizers also interfered with thermally induced chemical reactions of the lignin at higher temperatures. This was evidenced by the plasticized lignin samples having a significantly lower molecular weight than lignin alone after thermal processing at 160 °C in the extruder. It was also evidenced by decreased viscosity increases after thermal processing at 160 °C in the extruder, as measured by extruder motor torque required to recirculate the material. Continuous, homogenous films could be produced by thermal forming with plasticized lignin samples but not with lignin alone. Plasticizers were also shown to allow lignin-synthetic polymers and lignin-starch blends to be spun into fibers at low weight percent polymer. These fibers could be carbonized, yielding up to about 50% carbon. More research needs to be done to address the brittleness of all of the thermally processed lignin materials, but this research has shown the advantages of plasticizers in thermally processing a commercial softwood kraft lignin.
Availability of data and material
Not applicable.
Code availability
Not applicable.
References
Adler E (1957) Structural elements of lignin. Ind Eng Chem 49:1377–1383. https://doi.org/10.1021/ie50573a031
Adler E (1977) Lignin chemistry—past, present and future. Wood Sci Technol 11:169–218. https://doi.org/10.1007/BF00365615
Ayoub A, Venditti RA, Jameel H, Chang HM (2014) Effect of irradiation on the composition and thermal properties of softwood kraft lignin and styrene grafted lignin. J Appl Polym Sci 131:1–10. https://doi.org/10.1002/app.39743
Baker DA, Rials TG (2013) Recent advances in low-cost carbon fiber manufacture from lignin. J Appl Polym Sci 130:713–728. https://doi.org/10.1002/app.39273
Baker DA, Gallego NC, Baker FS (2012) On the characterization and spinning of an organic-purified lignin toward the manufacture of low-cost carbon fiber. J Appl Polym Sci 124:227–234. https://doi.org/10.1002/app.33596
Bouajila J, Dole P, Joly C, Limare A (2006) Some laws of a lignin plasticization. J Appl Polym Sci 102:1445–1451. https://doi.org/10.1002/app.24299
Cao J, Xiao G, Xu X, Shen D, Jin B (2013) Study on carbonization of lignin by TG-FTIR and high-temperature carbonization reactor. Fuel Process Technol 106:41–47. https://doi.org/10.1016/j.fuproc.2012.06.016
Culebras M, Sanchis MJ, Beaucamp A, Carsí M, Kandola BK, Horrocks AR, Panzetti G, Birkinshaw C, Collins MN (2018) Understanding the thermal and dielectric response of organosolv and modified kraft lignin as a carbon fibre precursor. Green Chem 20:4461–4472. https://doi.org/10.1039/c8gc01577e
Ishimaru K, Hata T, Bronsveld P, Meier D, Imamura Y (2007) Spectroscopic analysis of carbonization behavior of wood, cellulose and lignin. J Mater Sci 42:122–129. https://doi.org/10.1007/s10853-006-1042-3
Kadla JF, Kubo S (2004) Lignin-based polymer blends: analysis of intermolecular interactions in lignin-synthetic polymer blends. Compos Part A Appl Sci Manuf 35:395–400. https://doi.org/10.1016/j.compositesa.2003.09.019
Kadla JF, Kubo S, Venditti RA, Gilbert RD, Compere AL, Griffith W (2002) Lignin-based carbon fibers for composite fiber applications. Carbon N Y 40:2913–2920. https://doi.org/10.1016/S0008-6223(02)00248-8
Leskinen T, Kelley SS, Argyropoulos DS (2015) Determination of molecular weight distributions in native and pretreated wood. Carbohydr Polym 119:44–52. https://doi.org/10.1016/j.carbpol.2014.11.026
Lora JH, Glasser WG (2002) Recent industrial applications of lignin: a sustainable alternative to nonrenewable materials. J Polym Environ 10:39–48. https://doi.org/10.1023/A:1021070006895
Norberg I, Nordström Y, Drougge R, Gellerstedt G, Sjöholm E (2013) A new method for stabilizing softwood kraft lignin fibers for carbon fiber production. J Appl Polym Sci 128:3824–3830. https://doi.org/10.1002/app.38588
Olsson MR, Axelsson E, Berntsson T (2006) Exporting lignin or power from heat-integrated kraft pulp mills: a techno-economic comparison using model mills. Nord Pulp Pap Res J 21:476–484. https://doi.org/10.3183/npprj-2006-21-04-p476-484
Pucciariello R, Villani V, Bonini C, D’Auria M, Vetere T (2004) Physical properties of straw lignin-based polymer blends. Polymer 45:4159–4169. https://doi.org/10.1016/j.polymer.2004.03.098
Saito T, Brown RH, Hunt MA, Pickel DL, Pickel JM, Messman JM, Baker FS, Keller M, Naskar AK (2012) Turning renewable resources into value-added polymer: development of lignin-based thermoplastic. Green Chem 14:3295–3303. https://doi.org/10.1039/c2gc35933b
Sakata I, Senju R (1975) Thermoplastic behavior of lignin with various synthetic plasticizers. J Appl Polym Sci 19:2799–2810. https://doi.org/10.1002/app.1975.070191015
Sivonen H, Maunu SL, Sundholm F, Jämsä S, Viitaniemi P (2002) Magnetic resonance studies of thermally modified wood. Holzforschung 56:648–654. https://doi.org/10.1515/HF.2002.098
Wang C, Kelley SS, Venditti RA (2016) Lignin-based thermoplastic materials. ChemSusChem 9:770–783. https://doi.org/10.1002/cssc.201501531
Funding
None applicable.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ayoub, A., Treasure, T., Hansen, L. et al. Effect of plasticizers and polymer blends for processing softwood kraft lignin as carbon fiber precursors. Cellulose 28, 1039–1053 (2021). https://doi.org/10.1007/s10570-020-03571-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-020-03571-2