
Abstract
Textile based sensors, an emerging class of wearable devices, are a potential platform for next generation, functionality and amenability for the human body incorporating sensing and control. The main purpose of this review is to provide an overview of textile based sensors, sensor substrates, and substrate pre-processing including surface modification of the base substrates. This review also summarizes various conducting polymers and inks, production methods of developing robust conductive fibres or textiles, and different factors affecting the durability and cleaning of conductive textiles. This manuscript also critically examines properties relating to acceptability and performance of textile based sensors which are subjected to wear and care during repeated use e.g. care, maintenance, and durability. This aspect (wear and care) of performance is often ignored during development. Wear and care effects on performance need to be understood and solutions found for extending the life cycle and performance of textile based sensors.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The term “sensor” refers to perception of something, a specific target stimulus. A device that detects a signal (stimulus) and converts that stimulus into a signal which can be measured electronically is called a sensor (Chun et al. 2018). For example, sensors respond to a physical impetus such as heat, light (Kolodziejczyk et al. 2018; Stragliotto et al. 2018), and pressure (Kim et al. 2019), and provide an output for either measurement of that physical quantity or operating a control. Smart textiles are concerned with sensors integrated mechanically and/or structurally into a textile (Gonçalves et al. 2018; Luo et al. 2018). This class of wearable electronic systems i.e. electronic textiles (e-textiles) is intended to meet new and advanced applications in the field of military, safety, healthcare, sports and fitness (Park and Jayaraman 2011). Allowing the textile to sense different stimuli (e.g. strain, pressure, temperature, and humidity), wearable e-textiles have embedded capacitive, resistive, and optical sensors (Gonçalves et al. 2018) and also act as carriers for independently developed sensors, (i.e. forming pockets or straps) or by supporting the sensor which is an integrated part of a textile (Tamura 2018) an example shown in Fig. 1. As the textile based sensor is a part of the textile, so the textile itself is also considered as part of the sensor. Sensors for ‘communicative’ wearable clothing garments are used to measure physical performance of a sports participants and/or the heath record and follow up in real time of patients and personal protective equipment including helmets, and gloves with full function against various mechanical or chemical hazardous (Aroganam et al. 2019; Metcalf et al. 2009). Electronic mechanisms have been integrated within textile structures for imparting smart functionalities such as sensing, monitoring, and information processing to conventional clothing (Seyedin et al. 2015).

The wearable textile sensing system for lower limb motion monitoring (Ozlem et al. 2019). Copyright (2019) Springer Nature Switzerland AG
Wearable sensors, worn on body by humans or other animals such (e.g. livestock or poultry) play a vital role in monitoring physiological parameters as the connections between sensor and bodies (Rebeccah 2018). Cui et al. (2019) has produced a wearable system for monitoring the basic physiological characteristics such as heart rate and skin temperature of the sheep based on IoT multi-sensor platform. Examples of biosensors are those that facilitate the measurement of calcium, lithium, lactate, cholesterol, urea, uric acid, oxalate, triglycerides, ascorbic acid, creatinine, oxygen saturation, blood pressure and pulse rate (Neethirajan 2017).
The sensors have drawn attention from the research community and industry as a means of measurement due to their high sensitivity, passive wireless operation, multitasking capability, low cost, and easy installation. To monitor complex human movement in an acceptable way to the user and for a wider range of applications, wearable sensors should be mounted on the human body (Du et al. 2016). Different versions of electronic textiles have been developed for various applications such as energy storage (He et al. 2019), device systems for monitoring the tiny movement of human body (Park et al. 2016b) and strain detection of angular displacements (Huang et al. 2019). Heart rate is one of the most important parameter can be measured using wearable sensors and this vital sign can easily be detected from various body parts shown in Fig. 2.

An overview of the different applications of wearable flexible sensors worn on various body parts (Koydemir and Ozcan 2018). Copyright (2018) Annual Review of Analytical Chemistry
There are so many wearable textile sensors in the market to monitor heartbeat rate during resting, walking, running from various parts of the body including finger, ear, chest, and wrist using optical sensor, accelerometers and pressure sensors. These wearable devices detect not only the heartbeat rate but also record the time based history to improve sports performance. Another vital sign named blood oxygen saturation level, a measure of breathing and circulation of blood in the vessels can also be measured by wearable textile sensors. Body temperature is one most important vital signs for a healthy person. It can be measured from the mouth, the skin, eardrum, under the arm, and rectum by temperature sensors and any increase in temperature indicates the disturbance in the immunological system of patients.
Textile substrates
Textiles represent a smart class of substrates for fabricating wearable chemical sensors (Yang et al. 2010). Textiles can serve as an information processing infrastructure supporting the sensing, feeling, and ‘thinking’/processing and acting based on the wearer’s stimuli and/or stimuli from the functioning environment. Generally fibres must be non-toxic, and able to be modified without any change in their intrinsic physical or chemical characteristics. Yarns and fabrics should be designed in such a way to fulfil the end use requirements, for example a hydrophobic surface with desirable morphology is required to print on this surface by different techniques (Chuang et al. 2010).
Fibres
Fibres present unique advantages with required durability and light weight properties for different practical applications (Yang et al. 2010). Fibre is the most basic unit of clothing to produce different patterns and styles of clothing by the knitting and weaving technology. It is essential to explore functional fibres in order to design flexible, elastic and stretchable smart clothing with health monitoring, energy collection, energy storage, colour tuning, and shape change (Shi et al. 2019). For centuries fibre based clothing systems have been known to be soft, deformable, durable, water and air permeable depending on the structure, finish and other manufacturing variables. Fibres or fibre assemblies (textile structures) present exciting possibilities for production of flexible circuits (Liu et al. 2013), skin-like pressure sensors (Li and Wang 2011), conformable radio-frequency identification tags (Simorangkir et al. 2018), and other devices which interact with the human body (Kaltenbrunner et al. 2013). Figure 3 illustrates a brief outline of the developments of manmade fibres.

A brief timeline of the developments of fibres for various applications (Shi et al. 2019). Copyright (2019) Advanced Fiber Materials
Different types of fibres including cellulose fibre, regenerated cellulose fibre (viscose), polyamide fibre, and manmade fibre (polyester) have various advantages such as wear resistance, mildew resistance, easy drying, and light resistance. Cotton fibre is a widely used textile fibre valued for wearing comfort, flexibility, water absorptivity (Trad et al. 2018; Xu et al. 2018) and air or water permeability (Jinno et al. 2017). Fibre selection is important because resulting fabric needs to be hydrophobic. For example, Zhang et al. (2018a) hypothesised that “The abundant hydroxyl groups on the surface of cotton fibres could serve as active sites for the adhesion of conductive materials”.
Here the functional fibre is also one of the import parts for producing conductive textile sensors due to their special functions such as high elasticity, antibacterial, antistatic property, flame retardant, thermal insulation, light-guide, ion exchange, and radiation protection (Azab et al. 2017; Park et al. 2017). Advanced functional fibres have drawn attention for producing smart textiles with sensing, shape deformable, and biometric characteristics. But there are some critical challenges to promote the commercialization of functional fibres such as application stability, integration process of the functional fibres with the traditional textiles, safety and scale up fabrication. So to achieve their functional versatility for the next coming smart textiles, fabrication procedures and application characteristics based on different functional fibres should be more realistic, intellectual and self-determining.
Yarns
Yarn is a product of substantial length and relatively small cross-section consisting of fibres and/or filament(s) with or without twist (Denton and Daniels 2018). Generally yarns are made by combining different types of fibres into a strand as the basic elements of forming fabrics and textiles. The combination of non-stretchable metallic fibres with polymeric yarns produces a metal-based yarn incorporated into the textile by weaving, knitting or embroidery (Gil et al. 2019) with good elongation and recovery properties (Guo et al. 2012). Afroj et al. (2019) developed highly scalable engineering graphene flakes via ultrafast yarn dyeing technique for next generation wearable electronics applications. Then the produced conductive yarn was integrated into knitted structure for monitoring the human body temperature. There are also many composite structures used including reduced graphene oxide/nylon yarn (Yun et al. 2013), graphene-ferroelectric hybrid electrode (Ni et al. 2012), functional coatings on yarn (Lima et al. 2011). The hybrid yarns are used for various applications such as antistatic filter bags, antistatic brushes and signalling the electrical conductivity (Guo et al. 2016). Selected conductive threads and yarns used in the development of sensors with resistance per unit length along with the advantages and disadvantages are shown in Table 1.
Using silver thread has advantage that is machine sewable but sensitivity to humidity is a drawback. Meyer et al. (2010) produced this silver thread based pressure sensor for measuring pressure distribution on the human body. The advantage of stainless steel and staple fibre is the corrosion resistance and biological inertness but it is difficult to attach to existing electronic components (Post et al. 2000). Souri and Bhattacharyya (2018) developed a strain sensor, by coating the yarns with graphene nano platelets (GNPs) and carbon black (CB) for sensing the tiny movement of human body.
Fabrics
Properties such as breathability and/or air permeability (Mukhopadhyay and Midha 2008), softness and comfort (Barker 2002) of cotton fabrics have made them a preferred choice to be applied with next to the skin (Dąbrowska et al. 2016). Poly (ethylene terephthalate) (PET), derived from the polyester family has chemical resistance, rapid drying properties, anti-wrinkle, and dimensional stability (Liu et al. 2016). Sensor applications using PET fibre deposition of metallic layers on flexible PET substrate has gradually increased for electrical conductivity, electromagnetic shielding effectiveness and health care (Liu et al. 2016). Fabric based sensors using polyester play a vital role in various fields/sectors. Table 2 illustrates the examples of sensors, made from 100% cotton fabrics and their applications. Both woven and knitted cotton fabric based sensors can be produced using different methods. These scalable production methods include coating (Zhang et al. 2018a), pad-dry technique (Karim et al. 2017b), in-situ polymerisation (Tunáková et al. 2018), dipping (Kim et al. 2018) and/or screen printing (Stephanie 2016). Those sensors are beneficial for the applications of UV-shielding materials for manufacturing sustainable and disposable e-textiles (Nechyporchuk et al. 2017), monitoring of human organism functions: breathing, control of the pulse, heart function and body temperature with improved comfort during use (Filipowska et al. 2016); and have also been used to measure pH of sweat for disease diagnosis and drug assumption monitoring (Caldara et al. 2016). Existing studies on other substrates adapt printing techniques to coat polypyrrole to large surface areas (Stempien et al. 2015).
The textile sensors produced from 100% polyester, 100% wool and blend substrates are shown in Table 3. Polyester based (woven and knitted) sensors have been produced by coating (Zhou et al. 2018), screen printing (Filipowska et al. 2016) and inkjet printing (Stempien et al. 2015) for military (tent, army uniform) uses and applied to monitor the pulse, breathing, heart function and body temperature. Polyester fabrics are widely used for tents, and as covers of warehouses or yards. 100% polyester has very low moisture content as compared to natural fibre such as cotton.
Wool fabric widely varies in gross morphology and has somewhat variable physio-chemical properties due to the genetic and nutritional influences on fibre growth (Campbell and Williams 2018). Wool is a member of a group of α-keratins due to the presence of proteins with a α-helical conformation. Wool fibre consists of approximately 170 different proteins and the basic structural units of proteins are amino acids. Wool fabric have been used for sensors to monitor human motions (Souri and Bhattacharyya 2018), sensing humidity (Hamouche et al. 2018) and detecting glyphosate (Wang et al. 2016) shown in Table 3. Gurarslan et al. (2019) produced silver nanowire coated knitted wool fabrics to monitor the movement of the joints and respiration from the abdomen. Wool fabric is a suitable substrate for sensor production despite its intrinsic variability.
Blending is routinely used to optimise the properties of textiles for specific applications, with the goal of remedying a deficiency of one fibre types by mixing it with another. From Table 3 it is seen that blend fabrics produced by blending of cotton/polyester (Ehrmann et al. 2014; Krykpayev et al. 2017; Stempien et al. 2015), cotton/polyurethane (Yang et al. 2018), cotton/wool (Stempien et al. 2015; Stephanie 2016; Yang et al. 2018), cotton/nylon (Stephanie 2016), nylon/elastin, nylon/polyurethane and/or nylon/spandex (Cai et al. 2017; Stephanie 2016; Virkki et al. 2015). These sensors are used mainly for motion sensing such as bending of a finger and rotation of wrist (Yang et al. 2018), heating application, producing a device for communication and accuracy for printed tracking devices on fabric with the blending used.
Outlines of others substrate based sensors e.g. those which are woven into a fabric glove, carbonised woven fabric based on Polyacrylonitrile nanofiber yarn (PNY) (Yan et al. 2018a), Polytetrafluoroethylene composite laminate with reinforced glass microfibers, PEDOT:PSS film, A4 Paper and Evolon™ nonwoven-Two polymeric fibres (30% polyamide and 70% polyester) and others are detailed in Table 4. Sensors, produced from these substrates are developed for use in health monitoring (Du et al. 2016; Fan et al. 2018; Tunáková et al. 2018; Yu et al. 2018; Zhang et al. 2018b), improving the acceptability during wear (durability, air permeability and flexibility) (Choi et al. 2017; Hasan et al. 2018; Liu et al. 2016; Malhotra et al. 2015; Schäl et al. 2018b), sensing strain and temperature of skin simultaneously (Tchafa and Huang 2018) and developing low-cost wearable energy-storage devices (Sundriyal and Bhattacharya 2018).
Appropriate base substrate plays a vital role for the production of conductive textiles. Researchers have used different fabrics as base substrates such as 100% cotton (woven and knit), 100% polyester and blend substrates (polyester/cotton, cotton/wool, nylon/spandex and woo/nylon) and non-woven for sensors production. Depending on the type of sensor, many researchers used 100% cotton woven (plain and twill) fabrics rather than knit fabrics due to extensibility characteristics and more porosity of knit fabric. Lower porosity of woven fabric is more suitable for control of the ink during inkjet printing. Moreover, woven fabrics have greater dimensional stability than knit fabrics. Woven fabrics are less easily deformed by the laundering process depending on the fibre content, weaving structure and washing cycle.to improve stretching performance of e-textiles and improving the robustness of bending (Krykpayev et al. 2017).
Factors affecting the substrates pre-processing
Pre-processing of substrates is an important consideration for the success of sensor fabrication. The surface structure of base substrates determines the quality of deposited films and interfacial characteristics. There are various pre-treatment and post-treatment processes, such as plasma/electron irradiation, wet cleaning, and annealing which influence the surface condition of the substrate (Zhang and Gan 2013).
Pre-treatment of substrates
Textile substrates such as woven, knitted, and non-woven must be thoroughly cleaned prior to lamination of the electrode. Before sensors production, fabrics and/or substrates should be properly pre-treated. Pre-treatment of substrates plays a vital role during printing as well as coating. Souri and Bhattacharyya (2019) produced a wool yarn based strain sensor by stirring in a highly conductive graphene nanoparticles (GNPs) and carbon black (CB) hybrid ink without pre-treating the wool yarn. Zhang et al.(2018a) also produced a sensor based on 100% cotton plain weave by nickel (Ni) coating for monitoring human motions without pre-treating the base fabric. But there are various processes such as pre-treatment of fabric by using the specific chemicals e.g. NaOH/KOH (Manna et al. 2017), and plasma treatment (Salem et al. 2017) of which will depend on the fabric substrates and sensor design. Low temperature plasmas (LTPs) are also suitable for the surface modification of heat-sensitive polymeric and textile materials (Jelil 2015). However, the same procedures and chemicals which are used for cleaning inorganic substrates such as alumina, glass and silicon may not be suitable for application to polyimide or other substrate materials because of the low surface energy of the polymeric substrates. Generally wet and dry cleaning methods are applied for cleaning these substrates. Plasma-based processing may provide the textile industry with an attractive means of the surface treatment.
Wet cleaning methods using chemicals may include application of dilute hydrochloric acid, sulphuric acid, acetone, alcohol (i.e. ethanol, methanol, and propanol) and deionized water to remove the metallic and organic impurities. Methods differ depending on the substrates (Zhang and Gan 2013) e.g. for removing organic impurities, a UV cleaner which has a UV light fixed in a stainless steel chamber with a closing lid is most often used. Plasma dry etching can be employed to remove metal particles where some metal-coated polyimide substrates, metal particles such as nickel are strongly adhered to the polyimide surface (Salem et al. 2017). Plasma dry cleaning involves a radio-frequency plasma is being generated at a pressure below 0.01 Pa by ionizing inert gases such as argon gas, trifluoromethane which will strike the surface of the substrate with a very high kinetic energy thus removes any particles present on the surface (Petasch et al. 1997). Researchers pre-treated the 100% PLA (poly lactic acid) single jersey knit pique fabric before producing the UV curable inks based heat sensitive biodegradable PLA fabric by inkjet print (Karim et al. 2015; Karim et al. 2014).
Wettability
Wettability and/or hydrophilic nature of the solid surface is one of the most common interface phenomena especially for polymeric substrates used for direct write printing (Wan et al. 2013). Hydrophobic surfaces have a contact angle greater than 90° but less than 150° and these surfaces become super hydrophobic when the contact angle is greater than 150° (Nosonovsky and Bhushan 2009). Now a days researchers are focusing on super hydrophobic and super hydrophilic materials. When a contact angle of tight droplets form on surfaces is more than 160°, the surface is considered super hydrophobic. If the contact angle of nearly flat droplets is less than about 20 degrees, the surface is super hydrophilic. Mahdieh et al. (2018) achieved super hydrophobic (167 °C) and super hydrophilic (0 °C) properties based on blend polyester/cellulose (74/26) fabrics by air corona discharge treatment with any extra modification. Cheng et al. (2019) produced a methyltrichlorosilane (MTCS) and enzyme-etched super hydrophobic silk fabric surface with contact angle of 156.7 °C via a simple thermal chemical vapour deposition. This fluorine free coating and environmental friendly super hydrophobic silk fabric also showed good abrasion and laundering durability with no adverse effect on textile physical properties. The chemical composition and micro geometric structure of the substrate play a vital role for the wettability of a substrate surface. The contact angle of the droplet, the physical parameter which describes the wettability of the substrate. If the wettability is higher, contact angle of the substrates will be lower. Wettability, contact angle (ca.) and the surface energy of ink drops also have a major effect on their adhesion (Karim et al. 2017a).
Fabric surface roughness
Fabric surface roughness is the most important key factor for printing (Alena et al. 2016). Generally a woven fabric structure is relatively rough because of the interlacing of warp and weft yarns which creates ridges and hollow in the structure. Proper contact between ink and fabric doesn’t occur and high conductivity is not achieved, as ink is not put evenly across the rough fabric surface (Krykpayev et al. 2017). Therefore such a rough surface is less suitable for direct printing. Limited information about surface modification process is available. Evaluation of surface roughness attributes is important for all fabric types and it also has a greater importance during sensor development (Aminayi et al. 2017). Generally surface roughness affects the minimum thickness of conductor depth layer that may be produced while maintaining electrical functionality. A drop spreads out into a pancake shape when it impacts a solid surface. Surface modification of fabric is necessary to reduce and minimise the adverse effect of roughness.
The substrate surface roughness has a great effect on the adhesion mechanism between the substrate and the deposited layer (Wan et al. 2013). To minimise this problem, a thin chemical coating can be applied on the surfaces of the substrates (Karim et al. 2017a). For creating a more uniform surface for subsequent printing processes, fabrics were pre-treated with an intermediate screen printed interface layer (Willium et al. 2014). Fabink-UV-IF-1004 (Smart Fabric Inks Ltd., www.fabinks.com), a polyurethane-based screen-printable interface paste was applied directly on the three woven fabrics to facilitate subsequent inkjet-printed conductive layers. The screen printed interface layer was applied only in the required printing area to maintain fabric flexibility, permeability to vapour and air compared to commercial laminated or transfer coated fabrics. Applying a thin chemical coating layer on the polymer substrate may improve thermal stability, dimensional stability, the barrier properties for moisture, air and gases and also solvent resistance. Surface roughness needs to be reduced to ensure continuous conductivity. This is one of the gaps where attention should be given to reduce the roughness of the substrates.
Conducting polymers and inks
Generally conducting polymers (cp.) (e.g. polypyrrole, polyaniline, PEDOT) have great potential for producing cost-efficient, lightweight, and flexible sensors (Nguyen and Yoon 2016). Conducting polymer also have advantages such as biocompatibility, easier surface modification, and large surface area (Park et al. 2014). As a consequence of their behaviour conducting polymers have contributed novel synthesis and characterisation developments (Su et al. 2012). Applications of conducting polymers include use as impedance type gas sensors (Zan et al. 2012), and selective room temperature sensors (Zhang and Cui 2019). Applying inherently conducting polymers is an effective technique for modifying fabric surfaces and developing smart fabric sensors due to their high sensitivity to the physio chemical conditions of the surrounding environment. The conductive sensors have flexibility and elasticity which are well-suited for use with textile structures particularly close to skin.
Polypyrrole (PPy)
Polypyrrole (PPy) has been a topic of wide analysis since 1970 due to good electric properties (Deepa and Ahmad 2008). PPy is more easily deposited than neutral pH aqueous solutions of pyrrole monomers (Ramanavičius et al. 2006). Due to the ease of chemical or electrochemical synthesis and high electrical conductivity, PPy has been applied to create chemical sensors (Tokonami et al. 2012), photovoltaic cells, actuators, electrochemical cells (Zhang et al. 2017), as immobilising substrates for bio-molecules (Stumpf et al. 2016) and as efficient electro-catalysts (Yuan et al. 2007). PPy is being applied in technical and biomedical applications due to its stability under a wide variety of environmental conditions (Asta et al. 2011), thermal stability (Ali et al. 2012), biocompatibility (Ferraz et al. 2012), and biodegradation in composition with biodegradable polymers (Liu et al. 2012). PPy can also be applied in biosensors for immobilised enzyme, antibodies or single stranded DNA, actuators, robot manipulators, machine insects, artificial limbs and muscles, molecular motors, cell clinics and scaffolds, electrodes, field-effect transistors, batteries, and antistatic coatings.
One of the key factors related to production of polypyrrole-integrated fabric is the poor adhesion of PPy coating to the fabric substrates. Some attempts have been made to address this poor adhesion. For example, Mosnáčková et al. (2013) developed a specially synthesised pyrrole functionalised silane to improve the wash stability of polypyrrole on polyamide fabrics and improved the wash fastness of the PPy layers. Stempien et al. (2015) developed a reactive inkjet printing method to overcome the low conductivity issues associated with earlier versions of the solutions and developed polypyrrole coated cotton fabrics using ammonium peroxydisulfate as the oxidant. Another development to overcome the poor adhesion of polypyrrole to fabric was surface modification of the polyester substrate using plasma pre-treatment (Mehmood et al. 2012). To improve the functionality of polypyrrole, it can be easily adjusted by covalently attached redox groups (Li et al. 2012) and proteins (Chen et al. 2010; Mazeiko et al. 2013) or molecular imprinted by low (Ramanavicius et al. 2012) and high (Pernites et al. 2011) molecular weight molecular imprints. PPy is also sensitive to moisture as it deteriorates over time due to moisture exposure (Saxena et al. 2009). This limitation can be reduced by applying required hydrophobic or polymeric counter-ions such as camphor sulphonic acid or poly styrene sulfonic acid (Hena et al. 2016). In a nutshell, it can be started that PPy is one of the most extensively used conducting polymers for textile sensors production considering the electrical, mechanical, electrochemical and morphological properties of PPy films.
Polyaniline (PANI)
Polyaniline is a conducting polymer that has been widely studied for electronic and optical applications. Polyaniline (PANI) is the most commonly applied organic conducting polymer (Kim et al. 2010). The popularity of polyaniline reflects its good electrical properties including environmental stability (Ansari and Keivani 2006), ease of preparation (Debnath and Ahmad 2017), and ease of handling (Fernandes et al. 2003). The applications of polyaniline are in corrosion protection (Kalendová et al. 2008), as catalysis of organic reactions (Drelinkiewicz et al. 2009), and as fuel cells (Sapurina et al. 2009), super capacitors (Snook et al. 2011), and/ or analytical electrodes (Shishkanova et al. 2005). The electrical properties of PANI were only realised during the 1960s (Mohilner et al. 1962).
By applying chemical or electrochemical oxidative polymerisation methods, PANI can also be integrated into textiles. Generally conductivity of PANI depends on the pH of the polymerisation atmosphere, rather than the chemical structure or type of the dopant used. Polyaniline can be doped by sulfuric acid (H2SO4), perchloric acid (HClO4) and hydrochloric acid (HCl). Considering the conductivity, PANI is being broadly used in printed textile sensor manufacturing and corrosion protection (Wessling 2010). Electrical conductivity of polyaniline ranges from 10 to 100 S/cm (Yi and Abidian 2016). Conductivity of polyaniline depends on the pH of the processing environment, the pH of the working medium, the redox state of the polymerand the type of dopant anion applied. Thermal degradation of PANI doped with different counter-ions always occurs when the temperature is more than 200 ºC. On the other hand, the use of PANI in biological applications is limited due to their non-biodegradability, low processability, and the lack of flexibility (Park et al. 2016a). Conductivity of polyaniline varies with the type of protonic acid and oxidant. Compared to other conjugated polymers, polyaniline has a simple and reversible acid/base doping/dedoping chemistry enabling control over properties such as electrical conductivity, optical activity and solubility.
Poly (3,4-ethylenedioxythiophene)-polystyrene sulfonate (PEDOT:PSS)
Poly (3,4-ethylenedioxythiophene) (PEDOT) is a conjugated polymer that can be applied to study different electronic properties such as semiconducting, insulating, metallic, semi-metallic characteristics. In 2000, PEDOT was considered the most stable conducting polymer available (Groenendaal et al. 2000). Compared to polypyrrole, PEDOT has also better conductivity and thermal stability (Peramo et al. 2008). When PEDOT is doped with a polyanion such as poly-styrenesulfonate (PSS), poly (3,4 ethylenedioxy-thiophene)-polystyrene sulfonate (PEDOT:PSS) is formed. PEDOT is being used in bio-sensing and bioengineering applications including heart muscle patches, neural electrodes, and nerve grafting (Subramanian et al. 2012), humidity, temperature and strain sensors and as piezoelectric sensors (Åkerfeldt et al. 2015). Numerous mechanisms have been applied to improve the conductivity of PEDOT:PSS; one among them is the addition of a high boiling point polar solvent (co-solvent) which makes PEDOT:PSS more conductive (Kim et al. 2013). The amorphous nature of the PSS ion added to the PEDOT:PSS dispersion makes carrier transport within the polymer system difficult thereby reducing conductivity (Liu et al. 2015). Addition of high boiling point solvents remove the excess PSS ions and improve the crystal order and conductivity (Kim et al. 2011).
PEDOT:PSS has become the standard for conducting polymers for applications in printing, coatings, spinning, organic electrodes, solar cells, and light-emitting diodes (Kayser and Lipomi 2019). Flexible electrically conductive threads based on PEDOT:PSS have attracted researchers due to its high conductivity, high stability in the p-doped form, and good film forming properties for several decades (Romyen et al. 2013). PEDOT:PSS based fibres have many advantages, such as low cost processes, flexibility, and lightweight compared to other conducting fibres (Cheng et al. 2013; Kim et al. 2014). PEDOT:PSS have been used to produce the highly conductive and stretchable sensors for various applications such as garments, carpets, blankets and automotive seats (Moraes et al. 2017); knee sleeve prototype (personal training and rehabilitation following injury) (Seyedin et al. 2015).
Conducting inks
Direct write printing technique has equipped with the electron devices on any substrate involving generally nanostructured inks. The conductive print quality of conductive textiles depends on the availability of nanotechnology-based functional nanoparticle inks such as copper (Cu), silver (Ag) and gold (Au). The application of copper ink causes some difficulties such as thermodynamically unstable in atmospheric conditions due to oxidation. Moreover gold ink is very expensive compared to other inks. So silver based ink is the best option for applying on textile substrates. If the silver ink is compared with copper and gold, it has more electric conductivity and a lower affinity for oxygen and also relatively cheaper than gold (Rajan et al. 2016). The conductive ink which is applied in screen printing contains a dispersion of metal particles and suitable resins in any solvent (organic or inorganic). Silver (Ag) nanoparticle ink is a widely used ink in direct write printing and is considered one of the most promising inks for creation of printable electronics. The ink is relatively low cost, and it exhibits anti-oxidant properties, high electrical conductivity per unit volume in ambient conditions. Conductive silver ink contains conductive fillers i.e. silver particles, a polymer matrix, additives and solvents (Merilampi et al. 2009). The properties of silver such as being corrosion resistance, malleable, and not affected by moisture have made it an important material in the field of flexible printed electronics.
Table 5 illustrates the examples of different inks and their applications in sensor production. Chauraya et al. (2013) applied silver ink (U5714) on CVC (65/35 polyester/cotton) to produce antenna for wearable communication. Aminayi et al. (2017) used InkTec-IJ-010 on polyethylene terephthalate (PET) to produce insulator for using in aqueous low voltage/conductive biosensor systems Willium et al. (2014) also used silver ink (U5714) on CVC (65/35 polyester/cotton) to improve the robustness to bending of conductive textile Silver based inks are mainly applied in the field of printed electronics to produce unique products.
Textile sensor fabrication
The development of conductive textiles has drawn attention in relation to life styles and interactions with the environment. There are many methods to produce conductive textiles. Approaches of producing conductive textiles can be summarised as follows:
-
Adding conductive carbon or materials in different forms such as fibres, yarns or threads.
-
Coating with conductive substances/polymers.
-
Printing for applying inherently conductive materials/polymers/inks.
.
Fibre spinning
Conducting fibres and yarns have drawn attention in the field of the future generation of wearable electronics, as they allow integration of electronic function seamlessly into one of the most widely used form of materials: textiles. For producing filament/yarn, and/or fibre spinning, a method which involves three steps (1) preparation of a spinnable liquid, (2) extruding the liquid to form a jet, and (3) jet hardening. This liquid may be in the form of polymer melt or a solution. When spun from solution, the jet hardening can take place in hot air (dry-spinning) or in a coagulant bath (wet spinning), or in a combination of air-gap spinning and gel spinning. Melt spinning, the process by which the continuous filament or fibre is produced from melted polymer chips by extruding. It is the most economic choice for producing conductive fibres/threads based on conjugated polymers, conducting carbon materials such as graphene and carbon nanotube (Lund et al. 2018). Generally these conductive fibres are normally produced using thermoplastic polymers such as polypropylene (PP), polylactic acid (PLA), polycaprolactone (PCL), polyamide, polyurethane (PU) and polyester. The electrical and mechanical properties of a conducting fibres depend on the materials as well as methods used to produce them. Jain et al. (2010) grafted poly (ether ketone) (PEK) onto few walled carbon nanotube (FWNT) applying in-situ-polymerisation of 4-phenoxybenzoic acid (4-PBA) in poly (phosphoric acid) (PPA), and fibres were produced using dry-jet wet-spinning. Applying 20% and 10% FWNT, electrical conductivity (S/cm) was 2.4 and 0.25 respectively. Seyedin et al. (2016) produced polyurethane (PU) fibres based on various conducting fillers such as carbon black (CB, 17%), single-walled carbon nanotubes (SWCNTs, 5%), and graphene (12.5%) by wet-spinning. Strååt et al. (2011) developed conducting polymeric composite containing carbonaceous filler such as multi-walled carbon nanotube (MWCNT, 4%) with polyethylene (PE) using melt spinning and gained conductivity was only 0.1 S/cm.
In case of the thermoplastic polymer, melt spinning is the automatic choice for higher conductive fibre production available in current technology. Using melt spinning, it is possible to produce any shaped fibres such as circular, triangular, and hollow fibres. Filaments of blends of polypropylene (PP) with polyaniline (PANI) (20 wt%) and multi-walled carbon nanotubes (7.5 wt%) were prepared by melt spinning and showed maximum conductivity about 0.16 S/cm (Soroudi and Skrifvars 2010). Gordeyev et al. (2001) produced conductive fibres based on blends of polypropylene and carbon fibres (15 wt% and 10 wt%) and achieved electrical conductivity 0.45 S/cm and 0.015 S/cm respectively.
Coating
To achieve different properties and surface appearances, textiles are frequently coated by various conducting substances. By coating the fibre surfaces with thin layers of conducting polymers, a novel and technically interesting textile material with electrical properties can be produced with environmental issues (Dall’Acqua et al. 2006; Varesano et al. 2016). Various coating techniques are available depending on the type of fibre or textile substrates being treated. There are different methods applied in chemical polymerisation such as in-situ polymerisation (Kincal et al. 1998), two-step polymerisation (Ferrero et al. 2006), dip coating (Sadi et al. 2019a), emulsion polymerisation (Lekpittaya et al. 2004), and vapour phase polymerisation (Dall’Acqua et al. 2006). Coatings have drawn attention in the area of smart textiles (Schwarz et al. 2016), and the measurement of vital signs such as ECG or pulse (Aumann et al. 2014; Silva et al. 2009), pressure (Meyer et al. 2010) and/or elongation (Atalay et al. 2017; Schäl et al. 2018a). Table 6 shows different coating materials on various substrates and the technique of application. Polypyrrole (PPy), Polyaniline, PEDOT, PEDOT:PSS coated conductive fabrics have shown various properties related to the chemical structure of the polymer, such as flame resistance, antibacterial activity (Varesano et al. 2015), hydrophobicity (Varesano et al. 2013). Many different fibres such as cotton (Zhu et al. 2014), viscose and Lyocell (Bashir et al. 2011), wool (Varesano and Tonin 2008), silk (Hosseni and Peyrovi 2005), polyamides (Mosnáčková et al. 2013; Varesano et al. 2010), poly-acrylonitrile (Oroumei et al. 2012), and polyester (Yildiz et al. 2012) have been coated with polypyrrole. PEDOT and PPy were applied on a polyester textile by chemical and electrochemical oxidation (Kim et al. 2003). Sahito et al. (2015) developed graphene oxide (GO) coated cotton fabric by dipping method and chemical reduction process was conducted to achieve electric conductive textiles for using in dye-sensitized solar cells as counter electrodes. Houshyar et al. (2019) developed a detonated nanodiamond coated plain woven cotton fabric via dip coating and improved the functionalities such as strength, elongation, thermal stability and surface energy of nanodiamond. Xiang et al. (2011) developed conductive graphene nanoribbon and carbon nanotube coated Kevlar fibres applying spray coating and used in battery-heated armors and wearable electronics with 60 S/cm conductivity. Shateri and Yazdanshenas (2013) coated cotton fabric by GO using the dip-pad-dry method to develop super hydrophobic lotus-like structure and conductive textile structures. Kim et al. (2018) developed highly durable and water proof rGO/SWCNT cotton fabric based multifunctional textile sensors for tiny human motion detection. Textile coatings typically suffer from low washing and abrasion resistance, so these sensors should be made robust enough to sustain in daily use.
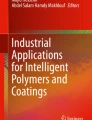
Karim et al. (2017b) developed graphene-based stable wearable E-textiles via pad-dry technique which can act both as strain sensor to monitor the human activities and flexible heating element is shown in Fig. 4. This graphene based sensor is wash durable, scalable, cost-effective, robust, flexible, and bendable. This sensor also exhibits a significant increase in the fabric tensile strength and strain% which is suitable for actual real world applications.

Schematic illustration of the fabrication process of graphene-based wearable e-textiles (Karim et al. 2017b). Copyright (2017) ACS Nano, American Chemical Society
Printing
Printing, a versatile fabrication method that is enhancing and revolutionising the field of flexible electronics sensors by supplying cost-effective routes for processing (Yang et al. 2013). Screen-printing and stencil printing are the widely used means for printing conductive materials to different substrates including textiles (Gordon et al. 2014). Screen printing is a low cost, high efficiency method of depositing thick ink film (Virkki et al. 2015). Lightweight conductive coated textiles can be integrated into smart textiles and also on glass, paper, ceramics, metal, polyethylene, polypropylene, and wood by the screen printing. For textile applications, this screen printing technique is appropriate for the production of lightweight component, ground planes and different flexible patch antennas (Ilda et al. 2012). Conductive silver based inks can be applied using screen printing onto different woven and nonwoven fabric substrates to monitor various vital signs (Yang et al. 2010).
Sadi et al. (2019b) developed multifunctional wearable weft knitted cotton fabrics via screen printing of carbon nanotube (CNT) ink for wearable electronic devices, smart displays and cold weather conditioners. There are some challenges and limitations of screen-printed conductive textiles such as poor abrasion resistance, and dry out of the ink on the mask that damages the designs of the screen (Yang et al. 2013). This printing technique is not suitable for one-off production compared to direct write printing technique (Torah et al. 2015).
Digital or direct printing technology is a method for developing the conductive materials at low cost and high quantity (Fukuda and Someya 2017). Ink-jet printing is a means of direct writing patterns onto substrates. Inkjet printing is a simple term which can be defined as drops of colorant as ink jetted into specific positions to form printed design on textile substrate with a defined resolution (Aleksander et al. 2017). Low fabrication cost, no masking, feasibility of non-contact, less materials consumption, low temperature and simple processing steps of inkjet printing have drawn attention for the cost-effective manufacturing (Søndergaard et al. 2013). Advantages and challenges of screen printing and inkjet printing techniques are outlined in Table 7. Screen printing is capable of laying down any kind of ink on any type of substrate. But inkjet printing has less ink consumption, lower material wastage, and specific droplet ejection. Inkjet printing technique offers a wide range of advantages over different conventional production techniques including simple patterning techniques, reduced material wastage, simplified processing steps, and low fabrication costs (Alena et al. 2016). As the technique of inkjet printing requires no mask and minimal material consumption, the printing design can be changed easily (Singh et al. 2010). The major benefit of inkjet printing over other techniques (coating) is the ability to deposit ink on the surface of the substrates only where required (Karim et al. 2017a; Scidà et al. 2018).
Factors affecting the development of textile sensors
The wearable e-textile production is a research effort and also an industrial production challenge (Gonçalves et al. 2018). It is important to develop new ones that are able to scale up production, ensuring the behaviour and performance of produced sensor. But there are some critical factors that affect the performance of textile based sensors such as durability, and washability. The main challenges of conductive textiles are abrasion, bending, stretching, confidentiality security, gap between laboratory and practical life.
Durability
Sensors with superior sensitivity, sufficient robustness and high durability to harsh environments are important parameters for industrial processes. But still now the practical application of textile sensors is still limited in wearable devices due to their poor cyclic stability and long term durability. Due to the mechanical properties of the textile sensors, it is a great challenge to fabricate a durable, washable, flexible, air and/or water permeable sensor. The challenges for printed textile sensors are wash durability, bending, and stretching (Yang et al. 2013). Stretchability which enables the sensor to stretch and flex or bend during the movements of the body without any damage, is a crucial property of the textile based wearable sensors. Textile based sensors are prone to damage due to washing, heat cycling over time, dust, and sweat (Hasan et al. 2018). It is very essential to seek an economical method to produce high conductive and long term durable conductive sensor which is the most critical element for the commercialization of wearable devices and electronics. Karaguzel et al. (2009) discussed the degradation in conductivity when washing screen-printed textile transmission lines were applied a breathable coating in order to make textile electronics more durable. It is still challenging to obtain a sensor with superior sensitivity and durability that can work well in a harsh condition at high humidity (Park and Gong 2017) and high temperature (Zhuang et al. 2017). The base substrates, the conductive layer material, the printed pattern geometry, and the protective layer have a great effect on the durability of the conductive textile based sensor (Kazani et al. 2013). The fabric should have a flat and smooth surface. An interface layer is highly recommended for getting the high printing quality. This layer acts as a barrier to protect the conducting paste/ink by preventing water penetration into the paste during washing. The conducting material such as paste must have high stability and flexibility which generally offers high durability with regard to bending and washing (Zhong et al. 2018). Kim et al. (2018) produced high durable and waterproof rGO/SWCNT fabric based multifunctional human motion sensor and the device showed particularly high mechanical stability and flexibility during 100,000 bending tests. Wu et al. (2016) has developed highly stretchable and wash durable strain sensor with good reproducibility over 10,000 cycles. Luo et al. (2017) also fabricated a novel multifunctional spider silk-like single-walled carbon nanotubes (SSL-SWNTs) strain and temperature sensor which can withstand against over 10,000 cycles. Yin et al. (2017) developed a highly durable strain sensor based on polydimethylsiloxane (PDMS), carbon black (CB) and multi-walled carbon nanotubes (MWCNTs) for health monitoring and it showed excellent durability over 100,000 stretching releasing cycles under tensile tests.
Washing stability
From the launching of wearable sensor technology embedded circuits into clothing, one enquiry that consistently asked to designers and researchers is Can I wash it? (Zeagler et al. 2013). Textiles with electro-conductive characteristics for clothing need to be robust against laundering or dry cleaning. Lamination can be applied to prevent the substrates from creasing during laundering (Singha 2012). Many researchers have tried to prove the wash stability by cleaning sensors. The washing stability of textile sensors might be improved by polyurethane (PU) sealing (Cho et al. 2007), pre-treatment with Bovine Serum Albumin (BSA) (Yun et al. 2017) and post-treatment with polydimethylsiloxane (PDMS) (Liu et al. 2017), a screen printed polyurethane (PU) interface layer (Willium et al. 2014) onto the textile surfaces. The wash durability of graphene-based e-textiles was improved by a thin layer of a microcircuit encapsulant PE773 applying a simple hand screen printing method (Afroj et al. 2020). Varesano et al. (2015) developed silver and polypyrrole coated cotton fabric to enhance the antibacterial property on Gram-positive bacteria and washed five times according to ISO 105-C01 (domestic laundering) and ISO 105-X05 (dry-cleaning). Polypyrrole and silver coated fabrics attained an excellent bacterial reduction of 98% and 99% or higher respectively. Cleaning of conductive textiles is shown in Table 8. Schäl et al. (2018a) produced as sensor by graphite/polyurethane coating and adhesive tape glued onto 100% cotton plain fabric and washed this sensor 10 times at 40 °C with 1400 RPM. After 10 wash cycles, no graphite flakes were visible anymore. The surface of cotton fabric was smoother than before wash but some fine defects were visible due to collisions with rough materials during washing. The electric resistance was also increased. Li et al. (2018) made a conductive textile of 100% polyester fabric which was loaded with TiO2 nanoparticles (TiO2 NPs) by a high temperature pressure exhaustion process and washed this sensor according to ISO 105-C10:2006 and found improved self-cleaning performance. Filipowska et al. (2016) produced a sensor by screen printing with metallic silver on 100% cotton and 100% polyester plain fabric and washed five times according to the PN-EN ISO 6330:2012 at 40 °C using a standard detergent without an optical brightener to evaluate the durability of printed sensor. With consecutive washes, the resistance increased by 56% (approximately) on the cotton woven fabric and 40% (approximately) on polyester-cotton woven fabric.
Ryan et al. (2017) submerged the PEDOT:PSS dyed silk yarns in water for up to 4 days and PEDOT:PSS did not detach. Then the dyed yarns were washed in a standard household washing machine and fount that no change in electrical conductivity after four washing cycles. Dry cleaning was also carried out without loss of conductivity. Yang et al. (2018) has produced a strain motion sensor by treating elastic knitted cotton fabric in a CNT suspension applying the dip and dry process and washed this strain sensor by AATCC Test Method: 61-2006 to evaluate the durability to water washing. After washing it was found that the electrical resistance increased slightly from 1.55 to 1.81 kΩ/sq after three cycles. The electrical resistance remained lower than 2.1 kΩ/sq even after eight washing cycles. So it can be indicated that the number of washing cycles did not influence the conductivity of the sensor. Choi et al. (2017) produced highly durable electronic textiles simply coating the surface of Kevlar thread with conductive PEDOT: PSS via dip-coating and washed using detergent solution according to AATCC Test Method 61-2006. The resistance of the PEDOT:PSS-coated Kevlar thread increased by about 14% after 4 wash cycles. Zhu et al. 2014) produced the polypyrrole coated cotton fabric using a mist polymerisation technique which exhibited good wash resistance after washing ten cycles in a home laundering machine operating an accelerated wash cycle. The resistivity of all the samples increased by 10–15% after first two washing cycles and was increased by less than 5% during remaining washing cycles. So it is confirmed that washing has a great impact on the conductivity of textile sensors.
Cetiner (2014) washed PPy coated conductive 100% cotton interlock composites at 40 ºC × 30′ in washing machine by soap solution. After washing the electrical conductivity, dielectric constant, dielectric loss and dissipation factor decreased significantly. Hasan et al. (2018) washed the screen printed micro-strip patch antennas according to ASTM C1120/ C1120M-98 for 15 cycles washing and drying. After 15 washes, it was found that there was no change in resistance after the harsh mechanical washing process and subsequent drying as the polyurethane (PU) encapsulate protected the silver conductor from abrasion. Yan et al. 2018a) removed the sizing materials from the plain woven fabric by desizing process before stabilization and carbonization as stabilization and carbonization may improve the conductivity of fabrics significantly. Then the produced flexible strain sensors showed excellent sensitivity over a high sensing range (within 12% strain) and high durability and stability more than 1000 stretching cycles at 5% strain.
Ageing/storage effect
Ageing has a great impact on the shelf-life of conductive textiles. The durability, performance, and storage effect on the conductivity of conductive textiles should be analysed and compared. Till now information about the storage effect on electric conductivity is unavailable. The conductive textiles should be stored for some weeks at different atmospheric conditions and conductivity of these sensors should be measured and also compared with each temperature. The loss of electrical conductivity on ageing should be measured in every week. By measuring this electrical conductivity, the effect of atmospheric ageing can be assessed. Knowing the extent of variation of conductivity of sensors is very important to determine the shelf-life of the developed conductive textile sensors.
Microencapsulation of the conductive textiles
Microencapsulation, a technology consists of a core encircled by a physical barrier of uniform or non-uniform thickness for protecting the core compound and the other components of the product. Encapsulation can be applied on any textile substrates to protect the conductive printed arrays by vapour polymerisation, spray chilling or drying, spray cooling, extrusion coating, fluidized bed coating, padding, impregnation, bath exhaustion, and during the rinse cycle of a washing machine. Microencapsulation can be used for conductive textile connection, not always with the sensing element of a sensor. In particular for chemical sensors, in which the sensing element has to be in contact with the body or skin. But there is no much information about microencapsulation for protecting the sensors during usage and cleaning repeatedly. Researchers have overlooked this encapsulation which could increase the longevity of the sensors. Conductive tracks which have not been encapsulated cannot survive machine washing (Yang et al. 2017). This is likely due to the combined effects of mechanical stresses, detergent and water which affect both the substrate and the conductive polymer applied to the surface.
A few researchers have used lamination instead of encapsulation after printing. The lamination process requires much raw materials for laminating the whole substrate. The laminated substrate needs to be cut into pieces before using it depending on the lamination process. As whole substrates are laminated during lamination which is the limitation of laminating process. Moreover, lamination makes the fabric surface stiff and the hard outer layer makes the fabric uncomfortable and difficult to fit a curved shape (Liu et al. 2014). So to overcome the limitations of lamination, encapsulation can be applied after sensor production instead of lamination. Microcapsule releases the core material under proper conditions of pressure, temperature and radiation (Sánchez-Silva et al. 2012). In case of microencapsulation, only the printed and/or conductive area should be encapsulated. This encapsulation technique reduces not only the use of raw materials (such as conducting polymer/ink) but also protects the conductive textiles during washing. For example, the uncapsulated and encapsulated of graphene coated e-textiles showed ≈ 10 times higher electric resistance and only 3.5 times higher resistance after 10 washing cycles respectively (Afroj et al. 2020). After 10 washing cycles, the uncapsulated fibres were prone and lost more electric conductivity due to aggressive mechanical agitation compare to encapsulated fibres. From SEM images of encapsulated fibres, it is seen that microencapsulation created an insulating layer on the cotton fibre surface which protected this graphene coated cotton fibre after 10 washing cycles. So it is confirm that encapsulation has a great impact on the wash stability of wearable sensors.
Flexibility of the textile sensors
Flexibility and stretchability are the most essential requirements of wearable textile sensors for applying in healthcare applications, daily activity monitoring, robot interaction control, and intelligent control (Chen et al. 2019; Zhang et al. 2020). Textile sensors should exhibit high flexibility, compressibility and bendability after repeated washing cycles. Researchers are trying to develop ultra-flexible and stretchable skin-mounted strain sensors to monitor the tiny movement of human motions (Büscher et al. 2015; Zhang et al. 2020). Büscher et al. (2015) developed a flexible and stretchable fabric based dataglove tactile senor (Fig. 5.) which is capable to cover the curved body parts of human and robot.

Grasping an apple using the right hand tactile dataglove (Büscher et al. 2015). Copyright (2015) Robotics and Autonomous Systems, ELSEVIER
This tactile senor is very robust and can withstand against applied forces. Wang et al. (2018) fabricated a flexible strain sensor for monitoring the human motion and this sensor showed good durability and stability (stretch/release test of 6000 cycles). Afroj et al. (2020) has demonstrated a multifunctional, highly conductive, ultra-flexible, scalable and washable graphene based e-textiles for wearable electronic applications such as supercapacitor and strain sensing including human motion, finger joint and wrist joint detection. This graphene based wearable textiles showed excellent mechanical capability and stability even after 100 times bending-unbending cycle movement. So all textile sensors should be flexible and stretchable for the multifunction of wearable medical equipment, human prosthesis and the next-generation robot.
Future perspective
The wearable textile sensors have great potential applications in various fields including real-time health monitoring, prosthetics, automotive, mobile devices and robotics due to their sensing properties, flexibility, self-healable, stretchability and environmental friendliness. Smart textiles and/or intelligent textiles are capable to integrate new sensing functionalities into convention textiles applying various methods including spinning, weaving, knitting, embroidery, digital printing and stitching. Smart textiles can be powered by rechargeable batteries to develop alternative lightweight storage devices. Textile sensors can be used in the fashion industries for producing lightening effects to provide visual components to garments for event wear and light treatment. Automotive smart textiles is also a promising source of providing heating in car seats to increase wearer’s comfort. Smart textile switches can be integrated into dashboard lighting and car steering wheel. Considering the advantages of wearable smart textiles, commercial textile sensors will be novel solutions for generating new ideas and integrating electronics into conventional textiles for unusual environment.
Conclusion
The growth and application of wearable textile based sensors in particular e-textiles require a new way of thinking. There is a growing demand of flexible smart textiles to meet the special functionalities with new opportunities in various areas such as sports and healthcare. This review paper has presented information about textile based sensors, textile substrates such as 100% cotton, 100% polyester, 100% wool and blend substrates, and various ways of substrates processing for surface modification before producing the conductive textiles. Application of different conducting polymers and inks with benefits and limitations have been summarized. It has also indicated the different factors affecting the durability and cleaning performance of conductive textiles. The latter is an essential area of study for future work, in order to improve the properties, performance and the extension of wearable e-textile lifetime.
References
Abdelkader AM, Karim N, Vallés C, Afroj S, Novoselov KS, Yeates SG (2017) Ultraflexible and robust graphene supercapacitors printed on textiles for wearable electronics applications 2. D Mater 4:035016–035024. https://doi.org/10.1088/2053-1583/aa7d71
Afroj S et al (2019) Engineering graphene flakes for wearable textile sensors via highly scalable and ultrafast yarn dyeing technique. ACS Nano 13:3847–3857. doi:https://doi.org/10.1021/acsnano.9b00319
Afroj S, Tan S, Abdelkader AM, Novoselov KS, Karim N (2020) Highly conductive, scalable, and machine washable graphene-based e-textiles for multifunctional wearable electronic applications. Adv Func Mater 0:1–10. doi:https://doi.org/10.1002/adfm.202000293
Åkerfeldt M, Lund A, Walkenström P (2015) Textile sensing glove with piezoelectric PVDF fibers and printed electrodes of PEDOT:PSS. Text Res J 85:1789–1799. https://doi.org/10.1177/0040517515578333
Alamer FA (2017) A simple method for fabricating highly electrically conductive cotton fabric without metals or nanoparticles, using PEDOT. PSS J Alloys Compd 702:266–273. https://doi.org/10.1016/j.jallcom.2017.01.001
Aleksander M, Bobnar V, Malič B (2017) Tailoring ink substrate interactions via thin polymeric layers for high resolution printing . Langmuir 33:11893–11900. https://doi.org/10.1021/acs.langmuir.7b02181
Alena P et al (2016) Surface analysis of polymeric substrates used for inkjet printing technology. Circuit World 42:9–16. https://doi.org/10.1108/CW-10-2015-0047
Ali M, Bashour F, Roohi F, Ali A (2012) A strategy to enhance the thermal stability of a nanostructured polypyrrole based coating for solid phase microextraction. Microchim Acta 177:301–308. https://doi.org/10.1007/s00604-012-0771-z
Aminayi P, Young B, Young T, Sprowl L, Joyce M (2017) Inkjet printing and surface treatment of an optimized polyurethane based ink formulation as a suitable insulator over silver for contact with aqueous based fluids in low voltage applications. J Coat Technol Res 14:641–649. https://doi.org/10.1007/s11998-016-9882-5
Ansari R, Keivani M (2006) Polyaniline conducting electroactive polymers thermal and environmental stability studies. J Chem 3:202–217
Aroganam G, Manivannan N, Harrison D (2019) Review on wearable technology sensors used in consumer sport applications . Sensors 19:1–26. https://doi.org/10.3390/s19091983
Asta KM, Viktor M, Almira R, Arunas R (2011) Evaluation of amperometric glucose biosensors based on glucose oxidase encapsulated within enzymatically synthesized polyaniline and polypyrrole. Sens Actuators B 158:278–285. https://doi.org/10.1016/j.snb.2011.06.019
Atalay O, Atalay A, Gafford J, Wang H, Wood R, Walsh C (2017) A highly stretchable capacitive based strain sensor based on metal deposition and laser rastering. Adv Mater Technol 2:1–8. https://doi.org/10.1002/admt.201700081
Aumann S, Trummer S, Brücken A, Ehrmann A, Büsgen A (2014) Conceptual design of a sensory shirt for fire fighters. Text Res J 84:1661–1665. https://doi.org/10.1177/0040517514525882
Azab MY, Hameed MFO, Obayya S (2017) Multi-functional optical sensor based on plasmonic photonic liquid crystal fibers . Opt Quantum Electron 49:1–17. https://doi.org/10.1007/s11082-016-0849-7
Barker RL (2002) From fabric hand to thermal comfort: the evolving role of objective measurements in explaining human comfort response to textiles. Int J Cloth Sci Technol 14:181–200. https://doi.org/10.1108/09556220210437158
Bashir T, Skrifvars M, Persson N (2011) Production of highly conductive textile viscose yarns by chemical vapor deposition technique: a route to continuous process. Polym Adv Technol 22:2214–2221. https://doi.org/10.1002/pat.1748
Bucella SG, Nava G, Vishunubhatla KC, Caironi M (2013) High resolution direct writing of metallic electrodes on flexible substrates for high performance organic field effect transistors. Org Electron 14:2249–2256. https://doi.org/10.1016/j.orgel.2013.05.002
Büscher GH, Kõiva R, Schürmann C, Haschke R, Ritter HJ (2015) Flexible and stretchable fabric-based tactile sensor. Robot Autono Syst 63:244–252. https://doi.org/10.1016/j.robot.2014.09.007
Cai G, Yang M, Xu Z, Liu J, Tang B, Wang X (2017) Flexible and wearable strain sensing fabrics. Chem Eng J 325:396–403. https://doi.org/10.1016/j.cej.2017.05.091
Caldara M, Colleoni C, Guido E, Re V, Rosace G (2016) Optical monitoring of sweat pH by a textile fabric wearable sensor based on covalently bonded litmus-3-glycidoxypropyltrimethoxysilane coating. Sens Actuators B 222:213–220. https://doi.org/10.1016/j.snb.2015.08.073
Campbell TE, Munro BJ, Wallace GG, Steele JR (2007) Can fabric sensors monitor breast motion? J Biomech 40:3056–3059. https://doi.org/10.1016/j.jbiomech.2007.01.020
Campbell RG, Williams IH (2018) Nutritional principles, integration, modelling and research management to practical applications: an overview of John Langtree Black’s contribution to animal science. Anim Prod Sci 58:601–612. https://doi.org/10.1071/AN15787
Cetiner S (2014) Dielectric and morphological studies of nanostructured polypyrrole coated cotton fabrics. Text Res J 84:1463–1475. https://doi.org/10.1177/0040517514523180
Chauraya A et al (2013) Inkjet printed dipole antennas on textiles for wearable communications. IET Microw Antennas Propag 7:760–767. https://doi.org/10.1049/iet-map.2013.0076
Chen X et al (2019) Environmentally friendly flexible strain sensor from waste cotton fabrics and natural rubber latex . Polym (Basel) 11:1–13. https://doi.org/10.3390/polym11030404
Chen W, Lei Y, Li CM (2010) Regenerable leptin immunosensor based on protein G immobilized Au-pyrrole propylic acid‐polypyrrole nanocomposite . Electroanalysis 22:1078–1083. https://doi.org/10.1002/elan.200900536
Cheng H et al (2013) Textile electrodes woven by carbon nanotube–graphene hybrid fibers for flexible electrochemical capacitors . Nanoscale 5:3428–3434. https://doi.org/10.1039/c3nr00320e
Cheng Y et al (2019) A novel strategy for fabricating robust superhydrophobic fabrics by environmentally-friendly enzyme etching. Chem Eng J 355:290–298. https://doi.org/10.1016/j.cej.2018.08.113
Cho J, Moon J, Jeong K, Cho G (2007) Application of PU-sealing into Cu/Ni electroless plated polyester fabrics for e-textiles. Fibers Polym 8:330–334. https://doi.org/10.1007/BF02877279
Choi CM, Kwon SN, Na SI (2017) Conductive PEDOT:PSS coated poly-paraphenylene terephthalamide thread for highly durable electronic textiles. J Ind Eng Chem 50:155–161. https://doi.org/10.1016/j.jiec.2017.02.009
Chuang MC, Windmiller JR, Santhosh P, Ramírez GV, Galik M, Chou TY, Wang J (2010) Textile-based electrochemical sensing: effect of fabric substrate and detection of nitroaromatic explosives . Electroanalysis 22:2511–2518
Chun KY, Son YJ, Jeon ES, Lee S, Han CS (2018) A self powered sensor mimicking slow and fast adapting cutaneous mechanoreceptors. Adv Mater 30:1–8. https://doi.org/10.1002/adma.201706299
Cottet D, Grzyb J, Kirstein T, Troster G (2003) Electrical characterization of textile transmission lines. IEEE Trans Adv Packag 26:182–190. https://doi.org/10.1109/TADVP.2003.817329
Cui Y, Zhang M, Li J, Luo H, Zhang X, Fu Z (2019) WSMS: wearable stress monitoring system based on IoT multi-sensor platform for living sheep transportation . Electronics 8:441–459. https://doi.org/10.3390/electronics8040441
Dall’Acqua L, Tonin C, Varesano A, Canetti M, Porzio W, Catellani M (2006) Vapour phase polymerisation of pyrrole on cellulose-based textile substrates. Synth Met 156:379–386. https://doi.org/10.1016/j.synthmet.2005.12.021
Debnath M, Ahmad H (2017) An industry friendly approach for the preparation of magnetic and electro conductive polyaniline composite particles. J Sci Res 9:403–411. https://doi.org/10.3329/jsr.v9i4.32724
Deepa M, Ahmad S (2008) Polypyrrole films electropolymerized from ionic liquids and in a traditional liquid electrolyte: a comparison of morphology and electro optical properties. Eur Polym J 44:3288–3299. https://doi.org/10.1016/j.eurpolymj.2008.07.045
Denton MJ, Daniels PN (2018) Textile terms and definitions, vol 11, 11th edn. The Textile Institute, Manchester, pp 1–406
Ding Y, Invernale MA, Sotzing GA (2010) Conductivity trends of PEDOT:PSS impregnated fabric and the effect of conductivity on electrochromic textile. ACS Appl Mater Interfaces 2:1588–1593. https://doi.org/10.1021/am100036n
Drelinkiewicz A, Zięba A, Sobczak J, Bonarowska M, Karpiński Z, Waksmundzka G, Stejskal A (2009) Polyaniline stabilized highly dispersed Pt nanoparticles: preparation, characterization and catalytic properties. React Funct Polym 69:630–642. https://doi.org/10.1016/j.reactfunctpolym.2009.04.007
Du D, Li P, Ouyang J (2016) Graphene coated nonwoven fabrics as wearable sensors. J Mater Chem C 4:3224–3230
Dąbrowska A et al (2016) Materials used to simulate physical properties of human skin Skin. Res Technol 22:3–14. https://doi.org/10.1111/srt.12235
Ehrmann A, Heimlich F, Brücken A, Weber M, Haug R (2014) Suitability of knitted fabrics as elongation sensors subject to structure, stitch dimension and elongation direction. Text Res J 84:2006–2012. https://doi.org/10.1177/0040517514548812
Fan Q, Zhang X, Qin Z (2012) Preparation of polyaniline/polyurethane fibers and their piezoresistive property. J Macromol Sci B 51:736–746. https://doi.org/10.1080/00222348.2011.609795
Fan X, Wang N, Wang J, Xu B, Yan F (2018) Highly sensitive, durable and stretchable plastic strain sensors using sandwich structures of PEDOT:PSS and an elastomer. Mater Chem Front 2:355–361. https://doi.org/10.1039/c7qm00497d
Fernandes K, Lima C, Pinho H, Collins C (2003) Immobilization of horseradish peroxidase onto polyaniline polymers. Process Biochem 38:1379–1384. https://doi.org/10.1016/S0032-9592(03)00021-9
Ferraz N, Strømme M, Fellström B, Pradhan S, Nyholm L, Mihranyan A (2012) In vitro and in vivo toxicity of rinsed and aged nanocellulose–polypyrrole composites. J Biomed Mater Res A 100:2128–2138. https://doi.org/10.1002/jbm.a.34070
Ferrero F, Napoli L, Tonin C, Varesano A (2006) Pyrrole chemical polymerization on textiles: kinetics and operating conditions. J Appl Polym Sci 102:4121–4126. https://doi.org/10.1002/app.24149
Filipowska B, Wiśniewski B, Zawadzka Michalak L (2016) Creation of electro conductive paths and patterns by screen printing on textile bases. Text Res J 88:261–274. https://doi.org/10.1177/0040517516679146
Fukuda K, Someya T (2017) Recent progress in the development of printed thin film transistors and circuits with high resolution printing technology. Adv Mater 29:1602736. https://doi.org/10.1002/adma.201602736-58
Gil I, Fernández García R, Tornero JA (2019) Embroidery manufacturing techniques for textile dipole antenna applied to wireless body area network. Text Res J 89:1573–1581. https://doi.org/10.1177/0040517518770682
Gonçalves C, Ferreira da Silva A, Gomes J, Simoes R (2018) Wearable E-textile technologies: a review on sensors actuators control elements . Inventions 3:1–13. https://doi.org/10.3390/inventions3010014
Gordeyev S, Ferreira J, Bernardo C, Ward I (2001) A promising conductive material: highly oriented polypropylene filled with short vapour-grown carbon fibres. Mater Lett 51:32–36. https://doi.org/10.1016/S0167-577X(01)00260-9
Gordon P, Russel T, Kai Y, Steve B, John T (2014) An investigation into the durability of screen printed conductive tracks on textiles. Meas Sci Technol 25:1–12. https://doi.org/10.1088/0957-0233/25/2/025006
Groenendaal L, Jonas F, Freitag D, Pielartzik H, Reynolds JR (2000) Poly (3,4-ethylenedioxythiophene) and its derivatives: past, present, and future. Adv Mater 12:481–494
Guo L, Berglin L, Mattila H (2012) Improvement of electro mechanical properties of strain sensors made of elastic conductive hybrid yarns. Text Res J 82:1937–1947. https://doi.org/10.1177/0040517512452931
Guo L, Bashir T, Bresky E, Persson NK (2016) Electroconductive textiles and textile based electromechanical sensors integration in as an approach for smart textiles. In: Vladan K (ed) Smart textiles and their applications. Elsevier, Amsterdam, pp 657–693. https://doi.org/10.1016/B978-0-08-100574-3.00028-X
Gurarslan A, Özdemir B, Bayat İH, Yelten MB, Karabulut Kurt G (2019) Silver nanowire coated knitted wool fabrics for wearable electronic applications. J Eng Fibers Fabr 14:1–8. https://doi.org/10.1177/1558925019856222
Hamouche H, Makhlouf S, Chaouchi A, Laghrouche M (2018) Humidity sensor based on keratin bio polymer film. Sens Actuators A Phys 282:132–141. https://doi.org/10.1016/j.sna.2018.09.025
Hasan S, Henry S, Clifford AM, Jacob JA, Jesse SJ (2018) Porous textile antenna designs for improved wearability . Smart Mater Struct 27:045008–045019. https://doi.org/10.1088/1361-665X/aaaf91
He X, Song P, Shen X, Sun Y, Ji Z, Zhou H, Li B (2019) Chitosan-assisted synthesis of wearable textile electrodes for high-performance electrochemical energy storage . Cellulose 26:9349–9359. https://doi.org/10.1007/s10570-019-02727-z
Hena S, Fatihah N, Tabassum S, Lalung J, Jing S (2016) Magnetophoretic harvesting of freshwater microalgae using polypyrrole/Fe3O4 nanocomposite and its reusability. J Appl Phycol 28:1597–1609. https://doi.org/10.1007/s10811-015-0719-x
Hosseni S, Peyrovi A (2005) Preparation of conducting fibres from cellulose and silk by polypyrrole coating. Iran Polym J 14:934–940
Houshyar S, Nayak R, Padhye R, Shanks RA (2019) Fabrication and characterization of nanodiamond coated cotton fabric for improved functionality . Cellulose 26:5797–5806. https://doi.org/10.1007/s10570-019-02479-w
Huang J, Li D, Zhao M, Lv P, Lucia L, Wei Q (2019) Highly stretchable and bio-based sensors for sensitive strain detection of angular displacements . Cellulose 26:3401–3413. https://doi.org/10.1007/s10570-019-02313-3
Ilda K, Carla H, Mey GD, Schwarz A, Guxho G, Langenhove LV (2012) Electrical conductive textiles obtained by screen printing . Fibres Text East Eur 20:57–63
Jain R, Choi YH, Liu Y, Minus ML, Chae HG, Kumar S, Baek J-B (2010) Processing, structure and properties of poly (ether ketone) grafted few wall carbon nanotube composite fibers . Polymer 51:3940–3947. https://doi.org/10.1016/j.polymer.2010.06.034
Jayasinghe SN, Townsend NA (2006) Bio-electrosprays: the next generation of electrified jets. Biotechnol J Healthc Nutr Technol 1:1018–1022. https://doi.org/10.1002/biot.200600128
Jelil RA (2015) A review of low-temperature plasma treatment of textile materials. J Mate Sci 50:5913–5943. https://doi.org/10.1007/s10853-015-9152-4
Jinno H et al (2017) Stretchable and waterproof elastomer coated organic photovoltaics for washable electronic textile applications. Nat Energy 2:780–785. https://doi.org/10.1038/s41560-017-0001-3
Kalendová A, Veselý D, Sapurina I, Stejskal J (2008) Anticorrosion efficiency of organic coatings depending on the pigment volume concentration of polyaniline phosphate. Prog Organ Coat 63:228–237. https://doi.org/10.1016/j.porgcoat.2008.06.005
Kaltenbrunner M et al (2013) An ultra lightweight design for imperceptible plastic electronics. Nature 499:458–465. https://doi.org/10.1038/nature12314
Kang W, Kitamura M, Arakawa Y (2013) High performance inkjet printed C60 fullerene thin-film transistors: toward a low-cost and reproducible solution process. Org Electron 14:644–648. https://doi.org/10.1016/j.orgel.2012.11.009
Karaguzel B, Merritt C, Kang T, Wilson J, Nagle H, Grant E, Pourdeyhimi B (2009) Flexible, durable printed electrical circuits. J Text Inst 100:1–9. https://doi.org/10.1080/00405000802390147
Karim MN, Rigout M, Yeates SG, Carr C (2014) Surface chemical analysis of the effect of curing conditions on the properties of thermally-cured pigment printed poly (lactic acid) fabrics. Dyes Pigm 103:168–174. https://doi.org/10.1016/j.dyepig.2013.12.010
Karim MN, Afroj S, Rigout M, Yeates SG, Carr C (2015) Towards UV-curable inkjet printing of biodegradable poly (lactic acid) fabrics. J Mater Sci 50:4576–4585. https://doi.org/10.1007/s10853-015-9006-0
Karim N et al (2017a) All inkjet-printed graphene based conductive patterns for wearable e-textile applications. J Mater Chem C 5:11640–11648. https://doi.org/10.1039/c7tc03669h
Karim N, Afroj S, Tan S, He P, Fernando A, Carr C, Novoselov KS (2017b) Scalable production of graphene based wearable e-textiles. ACS Nano 11:12266–12275. https://doi.org/10.1021/acsnano.7b05921
Karim N, Afroj S, Tan S, Novoselov KS, Yeates SG (2019) All inkjet-printed graphene-silver composite ink on textiles for highly conductive wearable electronics applications. Sci Rep 9:1–10. https://doi.org/10.1038/s41598-019-44420-y
Kayser LV, Lipomi DJ (2019) Stretchable conductive polymers and composites based on PEDOT and PEDOT. PSS Adv Mater 31:1–13. https://doi.org/10.1002/adma.201806133
Kazani I, Hertleer C, De Mey G, Guxho G, Van Langenhove L (2013) Dry cleaning of electroconductive layers screen printed on flexible substrates. Text Res J 83:1541–1548. https://doi.org/10.1177/0040517512449050
Khan S, Doh YH, Choi KH, Khan A, Malik NM, Ali AG (2012) Development of electrostatic inkjet head by integrating metallic and silica capillaries for stable meniscus. Mater Manuf Processes 27:1239–1244. https://doi.org/10.1080/10426914.2012.675537
Kim HK et al (2003) Characteristics of electrically conducting polymer-coated textiles. Mol Cryst Liq Cryst 405:161–169. https://doi.org/10.1080/15421400390263550
Kim Y, Kim H, Yoo HJ (2010) Electrical characterization of screen printed circuits on the fabric. IEEE Trans Adv Packag 33:196–205. https://doi.org/10.1109/TADVP.2009.2034536
Kim YH, Sachse C, Machala ML, May C, Müller Meskamp L, Leo K (2011) Highly conductive PEDOT:PSS electrode with optimized solvent and thermal post-treatment for ITO‐free organic solar cells. Adv Func Mater 21:1076–1081
Kim GH, Shao L, Zhang K, Pipe KP (2013) Engineered doping of organic semiconductors for enhanced thermoelectric efficiency. Nat Mater 12:719. https://doi.org/10.1038/NMAT3635
Kim N et al (2014) Highly conductive PEDOT:PSS nanofibrils induced by solution-processed crystallization. Adv Mater 26:2268–2272. https://doi.org/10.1002/adma.201304611
Kim SJ, Song W, Yi Y, Min BK, Mondal S, An KS, Choi CG (2018) High durability and waterproofing rGO/SWCNTs fabric based multifunctional sensors for human motion detection. ACS Appl Mater Interfaces 10:3921–3928. https://doi.org/10.1021/acsami.7b15386
Kim K, Jung M, Jeon S, Bae J (2019) Robust and scalable three-dimensional spacer textile pressure sensor for human motion detection. Smart Mater Struct 28:65019–65027. https://doi.org/10.1088/1361-665X/ab1adf
Kincal D, Kumar A, Child AD, Reynolds JR (1998) Conductivity switching in polypyrrole-coated textile fabrics as gas sensors. Synth Met 92:53–56. https://doi.org/10.1016/S0379-6779(98)80022-2
Kolodziejczyk B, Ng CH, Strakosas X, Malliaras GG, Winther-Jensen B (2018) Light sensors and opto logic gates based on organic electrochemical transistors. Mater Horiz 5:93–98. https://doi.org/10.1039/c7mh00818j
Koydemir HC, Ozcan A (2018) Wearable and implantable sensors for biomedical applications. Annu Rev Anal Chem 11:127–146. https://doi.org/10.1146/annurev-anchem-061417-125956
Krebs FC et al (2009) A complete process for production of flexible large area polymer solar cells entirely using screen printing-first public demonstration. Sol Energy Mater Sol Cells 93:422–441. https://doi.org/10.1016/j.solmat.2008.12.001
Krykpayev B, Farooqui MF, Bilal RM, Vaseem M, Shamim A (2017) A wearable tracking device inkjet printed on textile. Microelectron J 65:40–48. https://doi.org/10.1016/j.mejo.2017.05.010
Lekpittaya P, Yanumet N, Grady BP, O’Rear EA (2004) Resistivity of conductive polymer coated fabric. J Appl Polym Sci 92:2629–2636. https://doi.org/10.1002/app.20270
Li Z, Wang ZL (2011) Air/liquid pressure and heartbeat driven flexible fiber nanogenerators as a micro/nan power source or diagnostic sensor. Adv Mater 23:84–89. https://doi.org/10.1002/adma.201003161
Li H, Zhou Q, Audebert P, Miomandre F, Allain C, Yang F, Tang J (2012) New conducting polymers functionalized with redox active tetrazines. J Electroanal Chem 668:26–29. https://doi.org/10.1016/j.jelechem.2011.12.001
Li Z, Dong Y, Li B, Wang P, Chen Z, Bian L (2018) Creation of self-cleaning polyester fabric with TiO2 nanoparticles via a simple exhaustion process: conditions optimization and stain decomposition pathway. Mater Des 140:366–375. https://doi.org/10.1016/j.matdes.2017.12.014
Lima MD et al (2011) Biscrolling nanotube sheets and functional guests into yarns . Science 331:51–55. https://doi.org/10.1126/science.1195912
Liu N et al (2013) Cable type supercapacitors of three-dimensional cotton thread based multi‐grade nanostructures for wearable energy storage. Adv Mater 25:4925–4931. https://doi.org/10.1002/adma.201301311
Liu N, Fang G, Wan J, Zhou H, Long H, Zhao X (2011) Electrospun PEDOT:PSS-PVA nanofiber based ultrahigh-strain sensors with controllable electrical conductivity. J Mater Chem 21:18962–18966. https://doi.org/10.1039/c1jm14491j
Liu Y, Hu J, Zhuang X, Zhang P, Wei Y, Wang X, Chen X (2012) Synthesis and characterization of novel biodegradable and electroactive hydrogel based on aniline oligomer and gelatin. Macromol Biosci 12:241–250. https://doi.org/10.1002/mabi.201100227
Liu Y, Hu H, Au WM (2014) Protective properties of warp knitted spacer fabrics under impact in hemispherical form. Part II: effects of structural parameters and lamination. Text Res J 84:312–322. https://doi.org/10.1177/0040517513495942
Liu J, Wang X, Li D, Coates NE, Segalman RA, Cahill DG (2015) Thermal conductivity and elastic constants of PEDOT:PSS with high electrical conductivity. Macromolecules 48:585–591. https://doi.org/10.1021/ma502099t
Liu X, Guo R, Shi Y, Deng L, Li Y (2016) Durable, washable, and flexible conductive PET fabrics designed by fiber interfacial molecular engineering . Macromol Mater Eng 301:1383–1389. https://doi.org/10.1002/mame.201600234
Liu Y et al (2017) Flexible, wearable, and functional graphene-textile composites. Appl Phys Lett 110:261903–261908. https://doi.org/10.1063/1.4990530
Lund A, van der Velden NM, Persson N-K, Hamedi MM, Müller C (2018) Electrically conducting fibres for e-textiles: an open playground for conjugated polymers and carbon nanomaterials. Mater Sci Eng R Rep 126:1–29. https://doi.org/10.1016/j.mser.2018.03.001
Luo C, Jia J, Gong Y, Wang Z, Fu Q, Pan C (2017) Highly sensitive, durable, and multifunctional sensor inspired by a spider. ACS Appl Mater Interfaces 9:19955–19962. https://doi.org/10.1021/acsami.7b02988
Luo N et al (2018) Textile enabled highly reproducible flexible pressure sensors for cardiovascular monitoring. Adv Mater Technol 3:1–8. https://doi.org/10.1002/admt.201700222
Mahdieh ZM, Shekarriz S, Taromi FA, Montazer M (2018) Obtention of 74:26 polyester/cellulose fabric blend with super-hydrophobic and super-hydrophilic properties by air corona discharge treatment their characterization . Carbohydr Polym 198:17–25. https://doi.org/10.1016/j.carbpol.2018.06.007
Malhotra U, Maity S, Chatterjee A (2015) Polypyrrole silk electro conductive composite fabric by in situ chemical polymerization. J Appl Polym Sci 132:1–10. https://doi.org/10.1002/app.41336
Manna S, Saha P, Chowdhury S, Thomas S, Sharma V (2017) Alkali treatment to improve physical, mechanical and chemical properties of lignocellulosic natural fibers for use in various applications. Lignocellul Biomass Prod Ind Appl. https://doi.org/10.1002/9781119323686.ch3
Mazeiko V, Kausaite Minkstimiene A, Ramanaviciene A, Balevicius Z, Ramanavicius A (2013) Gold nanoparticle and conducting polymer polyaniline based nanocomposites for glucose biosensor design. Sens Actuators B 189:187–193. https://doi.org/10.1016/j.snb.2013.03.140
Mehmood T, Kaynak A, Mahmood A, Kouzani A (2012) Optimization of polymerization conditions and thermal degradation of conducting polypyrrole coated polyester fabrics. Fibers Polym 13:153–158. https://doi.org/10.1007/s12221-012-0153-5
Merilampi S, Ma LT, Ruuskanen P (2009) The characterization of electrically conductive silver ink patterns on flexible substrates. Microelectron Reliab 49:782–790. https://doi.org/10.1016/j.microrel.2009.04.004
Metcalf CD et al (2009) Fabric-based strain sensors for measuring movement in wearable telemonitoring applications. In: IET Conference on assisted living 2009, London, UK, pp 1–4. https://doi.org/10.1049/ic.2009.0042
Meyer J, Arnrich B, Schumm J, Troster G (2010) Design and modeling of a textile pressure sensor for sitting posture classification. IEEE Sens J 10:1391–1398. https://doi.org/10.1109/JSEN.2009.2037330
Mohilner DM, Adams RN, Argersinger WJ (1962) Investigation of the kinetics and mechanism of the anodic oxidation of aniline in aqueous sulfuric acid solution at a platinum electrode. J Am Chem Soc 84:3618–3622
Moonen PF, Yakimets I, Huskens J (2012) Fabrication of transistors on flexible substrates: from mass printing to high resolution alternative lithography strategies. Adv Mater 24:5526–5541. https://doi.org/10.1002/adma.201202949
Moraes MR et al (2017) Glycerol/PEDOT:PSS coated woven fabric as a flexible heating element on textiles. J Mater Chem C 5:3807–3822. https://doi.org/10.1039/c7tc00486a
Mosnáčková K, Chehimi MM, Fedorko P, Omastová M (2013) Polyamide grafted with polypyrrole: formation, properties, and stability. Chem Pap 67:979–994. https://doi.org/10.2478/s11696-012-0305-5
Mukhopadhyay A, Midha VK (2008) A review on designing the waterproof breathable fabrics part I: fundamental principles and designing aspects of breathable fabrics. J Ind Text 37:225–262. https://doi.org/10.1177/1528083707082164
Nechyporchuk O, Yu J, Nierstrasz VA, Bordes R (2017) Cellulose nanofibril based coatings of woven cotton fabrics for improved inkjet printing with a potential in e-textile manufacturing. ACS Sustain Chem Eng 5:4793–4801. https://doi.org/10.1021/acssuschemeng.7b00200
Neethirajan S (2017) Recent advances in wearable sensors for animal health management. Sens Bio Sens Res 12:15–29. https://doi.org/10.1016/j.sbsr.2016.11.004
Nguyen DN, Yoon H (2016) Recent advances in nanostructured conducting polymers: from synthesis to practical applications . Polymers 8:118
Ni GX et al (2012) Graphene-ferroelectric hybrid structure for flexible transparent electrodes. ACS Nano 6:3935–3942. https://doi.org/10.1021/nn3010137
Nosonovsky M, Bhushan B (2009) Superhydrophobic surfaces and emerging applications: Non-adhesion, energy, green engineering . Curr Opin Colloid Interface Sci 14:270–280. https://doi.org/10.1016/j.cocis.2009.05.004
Oroumei A, Tavanai H, Morshed M (2012) Electrical resistance and heat generation of polypyrrole-coated polyacrylonitrile nanofibrous and regular fibrous mats. Polym Adv Technol 23:1302–1310. https://doi.org/10.1002/pat.2049
Ozlem K, Atalay O, Atalay A, Ince G (2019) Textile based sensing system for lower limb motion monitoring. In: International conference on neuro rehabilitation (ICNR 2018), Cham, Switzerland, 2019. Converging Clinical and Engineering Research on Neurorehabilitation III. Springer, Berlin, pp 395–399. https://doi.org/10.1007/978-3-030-01845-0_79
Park KJ, Gong MS (2017) A water durable resistive humidity sensor based on rigid sulfonated polybenzimidazole and their properties. Sens Actuators B 246:53–60. https://doi.org/10.1016/j.snb.2017.02.074
Park S, Jayaraman S (2011) Smart textiles: wearable electronic systems MRS. Bulletin 28:585–591. https://doi.org/10.1557/mrs2003.170
Park JU et al (2007) High resolution electrohydrodynamic jet printing. Nat Mater 6:782–789. https://doi.org/10.1038/nmat1974
Park SJ, Kwon OS, Lee JE, Jang J, Yoon H (2014) Conducting polymer based nanohybrid transducers: a potential route to high sensitivity and selectivity sensors. Sensors (Basel) 14:3604–3630. https://doi.org/10.3390/s140203604
Park C, Lee C, Kwon O (2016a) Conducting polymer based nanobiosensors. Polymers 8:1–18. https://doi.org/10.3390/polym8070249
Park M et al (2016b) Environment friendly, transparent nanofiber textiles consolidated with high efficiency PLEDs for wearable electronics. Org Electron 36:89–96. https://doi.org/10.1016/j.orgel.2016.05.030
Park S et al (2017) One step optogenetics with multifunctional flexible polymer fibers. Nat Neurosci 20:612–621. https://doi.org/10.1038/nn.4510
Peramo A, Urbanchek MG, Spanninga SA, Povlich LK, Cederna P, Martin DC (2008) In situ polymerization of a conductive polymer in acellular muscle tissue constructs. Tissue Eng A 14:423–432. https://doi.org/10.1089/tea.2007.0123
Pernites R, Ponnapati R, Felipe MJ, Advincula R (2011) Electropolymerization molecularly imprinted polymer (E-MIP) SPR sensing of drug molecules: pre-polymerization complexed terthiophene and carbazole electroactive monomers. Biosens Bioelectron 26:2766–2771. https://doi.org/10.1016/j.bios.2010.10.02
Petasch W, Kegel B, Schmid H, Lendenmann K, Keller H (1997) Low pressure plasma cleaning: a process for precision cleaning applications. Surf Coat Technol 97:176–181
Post ER, Orth M, Russo PR, Gershenfeld N (2000) E-broidery: design and fabrication of textile based computing. IBM Syst J 39:840–860
Rajan K, Roppolo I, Chiappone A, Bocchini S, Perrone D, Chiolerio A (2016) Silver nanoparticle ink technology: state of the art Nanotechnology. Sci Appl 9:1–13. https://doi.org/10.2147/NSA.S68080
Ramanavičius A, Ramanavičienė A, Malinauskas A (2006) Electrochemical sensors based on conducting polymer-polypyrrole. Electrochim Acta 51:6025–6037
Ramanavicius A et al (2012) Conducting and electrochemically generated polymers in sensor design (mini review). Proc Eng 47:825–828. https://doi.org/10.1016/j.proeng.2012.09.274
Rebeccah PF (2018) Electronics and fabrics: the development of garment based wearables. Adv Mater Technol 3:1–6. https://doi.org/10.1002/admt.201700307
Romyen N, Thongyai S, Praserthdam P, Sotzing GA (2013) Enhancement of poly(3,4-ethylenedioxy thiophene)/poly(styrene sulfonate) properties by poly(vinyl alcohol) and doping agent as conductive nano-thin film for electronic application. J Mater Sci Mater Electron 24:2897–2905. https://doi.org/10.1007/s10854-013-1188-0
Ryan JD, Mengistie DA, Gabrielsson R, Lund A, Müller C (2017) Machine washable PEDOT:PSS dyed silk yarns for electronic textiles. ACS Appl Mater Interfaces 9:9045–9050. https://doi.org/10.1021/acsami.7b00530
Sadi MS, Pan J, Xu A, Cheng D, Cai G, Wang X (2019a) Direct dip-coating of carbon nanotubes onto polydopamine-templated cotton fabrics for wearable applications . Cellulose 26:7569–7579. https://doi.org/10.1007/s10570-019-02628-1
Sadi MS, Yang M, Luo L, Cheng D, Cai G, Wang X (2019b) Direct screen printing of single-faced conductive cotton fabrics for strain sensing electrical heating color changing . Cellulose 26:6179–6188. https://doi.org/10.1007/s10570-019-02526-6
Sahito IA, Sun KC, Arbab AA, Qadir MB, Jeong SH (2015) Graphene coated cotton fabric as textile structured counter electrode for DSSC . Electrochimica Acta 173:164–171. https://doi.org/10.1016/j.electacta.2015.05.035
Salem T, Simon F, El-Sayed AA, Salama M (2017) Plasma assisted surface modification of polyester fabric for developing halochromic properties. Fibers Polym 18:731–740. https://doi.org/10.1007/s12221-017-6858-8
Samad YA, Li Y, Schiffer A, Alhassan SM, Liao K (2015) Graphene foam developed with a novel two step technique for low and high strains and pressure sensing applications . Mater Views 11:2380–2385. https://doi.org/10.1002/smll.201403532
Sapurina IY, Kompan M, Malyshkin V, Rosanov V, Stejskal J (2009) Properties of proton conducting Nafion type membranes with nanometer thick polyaniline surface layers. Russ J Electrochem 45:697–706. https://doi.org/10.1134/S1023193509060123
Saxena R, Sharma K, Saxena N, Sharma T (2009) Effect of annealing on structural and optical properties of polypyrrole doped with different acids. Polym Compos 30:820–826
Schwarz PA, Obermann M, Weber M, Ehrmann A (2016) Smarten up garments through knitting. In: 48th Conference of the international federation of knitting technologists (IFKT), 8–11 June 2016, Moenchengladbach, Germany, 2016. vol 1. IOP Publishing, pp 1–8. https://doi.org/10.1088/1757-899X/141/1/012008
Schäl P, Juhász Junger I, Grimmelsmann N, Ehrmann A (2018a) Development of graphite based conductive textile coatings. J Coat Technol Res 15:875–883. https://doi.org/10.1007/s11998-017-0024-5
Schäl P, Junger IJ, Grimmelsmann N, Meissner H, Ehrmann A (2018b) Washing and abrasion resistance of conductive coatings for vital sensors. In: Kyosev Y (ed) Narrow and smart textiles, vol PART III. Springer, Germany, pp 241–250
Scidà A et al (2018) Application of graphene based flexible antennas in consumer electronic devices. Mater Today 21:223–230. https://doi.org/10.1016/j.mattod.2018.01.007
Seyedin S, Razal JM, Innis PC, Jeiranikhameneh A, Beirne S, Wallace GG (2015) Knitted strain sensor textiles of highly conductive all polymeric fibers. ACS Appl Mater Interfaces 7:21150–21158. https://doi.org/10.1021/acsami.5b04892
Seyedin S, Razal JM, Innis PC, Wallace GG (2016) A facile approach to spinning multifunctional conductive elastomer fibres with nanocarbon fillers. Smart Mater Struct 25:1–9. https://doi.org/10.1088/0964-1726/25/3/035015
Shateri KM, Yazdanshenas ME (2013) Preparation of superhydrophobic electroconductive graphene-coated cotton cellulose. Cellulose 20:963–972. https://doi.org/10.1007/s10570-013-9873-y
Shi C, Shan X, Tarapata G, Jachowicz R, Weremczuk J, Hui H (2011) Fabrication of wireless sensors on flexible film using screen printing and via filling. Microsyst Technol 17:661–667. https://doi.org/10.1007/s00542-010-1161-2
Shi Q, Sun J, Hou C, Li Y, Zhang Q, Wang H (2019) Advanced functional fiber and smart textile. Adv Fiber Mater 1:3–31. https://doi.org/10.1007/s42765-019-0002-z
Shishkanova T, Sapurina I, Stejskal J, Král V, Volf R (2005) Ion-selective electrodes: polyaniline modification and anion recognition. Anal Chim Acta 553:160–168. https://doi.org/10.1016/j.aca.2005.08.018
Siden J, Nilsson HE (2007) Line width limitations of flexographic-screen-and inkjet printed RFID antennas. In: Antennas and propagation society international symposium, Honolulu, USA. IEEE, pp 1745–1748. https://doi.org/10.1109/APS.2007.4395852
Silva M, Catarino AP, Carvalho H, Rocha A, Monteiro JL, Montagna G (2009) Textile sensors for ECG and respiratory frequency on swimsuits intelligent textiles and mass customisation international conference (ITMC 2009), Casablanca, Morocco, pp 301–310
Simorangkir RB, Yang Y, Esselle KP, Zeb BA (2018) A method to realize robust flexible electronically tunable antennas using polymer embedded conductive fabric. IEEE Trans Antennas Propag 66:50–58. https://doi.org/10.1109/TAP.2017.2772036
Singh M, Haverinen HM, Dhagat P, Jabbour GE (2010) Inkjet printing: process and its applications. Adv Mater 22:673–685. https://doi.org/10.1002/adma.200901141
Singha K (2012) A review on coating and lamination in textiles: processes and applications. Am J Polym Sci 2:39–49. https://doi.org/10.5923/j.ajps.20120203.04
Smaal W et al (2012) Complementary integrated circuits on plastic foil using inkjet printed n and p-type organic semiconductors: fabrication, characterization, and circuit analysis. Org Electron 13:1686–1692. https://doi.org/10.1016/j.orgel.2012.05.022
Smita DC, Patil AJ (2014) Development of conductive cotton fabric by in situ chemical polymerization of pyrrole using ammonium peroxidisulphate as oxidant. Indian J Fibre Text Res 39:135–138
Snook GA, Kao P, Best AS (2011) Conducting-polymer based supercapacitor devices and electrodes. J Power Sourc 196:1–12. https://doi.org/10.1016/j.jpowsour.2010.06.084
Soroudi A, Skrifvars M (2010) Melt blending of carbon nanotubes/polyaniline/polypropylene compounds and their melt spinning to conductive fibres. Synth Met 160:1143–1147. https://doi.org/10.1016/j.synthmet.2010.02.038
Soukup R, Hamáček A, Řeboun J (2012) Organic based sensors: novel screen printing technique for sensing layers deposition. In: 35th international spring seminar on electronics technology (ISSE), Bad Aussee, Austria. IEEE, pp 19–24. https://doi.org/10.1109/ISSE.2012.6273101
Souri H, Bhattacharyya D (2018) Highly stretchable multifunctional wearable devices based on conductive cotton and wool fabrics. ACS Appl Mater Interfaces 10:20845–20853. https://doi.org/10.1021/acsami.8b04775
Souri H, Bhattacharyya D (2019) Highly stretchable and wearable strain sensors using conductive wool yarns with controllable sensitivity. Sens Actuators A Phys 285:142–148. https://doi.org/10.1016/j.sna.2018.11.008
Stempien Z, Rybicki T, Rybicki E, Kozanecki M, Szynkowska MI (2015) In-situ deposition of polyaniline and polypyrrole electroconductive layers on textile surfaces by the reactive inkjet printing technique. Synth Met 202:49–62. https://doi.org/10.1016/j.synthmet.2015.01.027
Stephanie MM (2016) Screen printed military textiles for wearable energy storage. J Eng Fibers Fabr 11:1–8
Stragliotto MF, Strumia MC, Gomez CG, Romero MR (2018) Optimization of an UV induced graft polymerization of acrylic acid on polypropylene films using cdS as a light sensor. Ind Eng Chem Res 57:1188–1196. https://doi.org/10.1021/acs.iecr.7b04526
Strååt M, Toll S, Boldizar A, Rigdahl M, Hagström B (2011) Melt spinning of conducting polymeric composites containing carbonaceous fillers. J Appl Polym Sci 119:3264–3272. https://doi.org/10.1002/app.32882
Stumpf TR, Yang X, Zhang J, Cao X (2016) In situ and ex situ modifications of bacterial cellulose for applications in tissue engineering . Mater Sci Eng C 82:372–383. https://doi.org/10.1016/j.msec.2016.11.121
Su N, Li H, Yuan S, Yi S, Yin E (2012) Synthesis and characterization of polypyrrole doped with anionic spherical polyelectrolyte brushes. Exp Polym Lett 6:697–705. https://doi.org/10.3144/expresspolymlett.2012.75
Subramanian A, Krishnan UM, Sethuraman S (2012) Axially aligned electrically conducting biodegradable nanofibers for neural regeneration. J Mater Sci Mater Med 23:1797–1809. https://doi.org/10.1007/s10856-012-4654-y
Sundriyal P, Bhattacharya S (2018) Inkjet printed sensors on flexible substrates. In: Bhattacharya S, Agarwal AK, Chanda N, Pandey A, Sen AK (eds) Environmental, chemical and medical sensors, Chapter 5. Springer, Singapore, pp 89–113. https://doi.org/10.1007/978-981-10-7751-7_5
Sánchez-Silva L, Gutiérrez N, Sánchez P, Romero A, Valverde JL (2012) Smart microcapsules containing nonpolar chemical compounds and carbon nanofibers. Chem Eng J 181–182:813–822. https://doi.org/10.1016/j.cej.2011.12.004
Søndergaard RR, Hösel M, Krebs FC (2013) Roll to roll fabrication of large area functional organic materials. J Polym Sci B Polym Phys 51:16–34. https://doi.org/10.1002/polb.23192
Tamura T (2018) Wearable units. In: Tamura T, Chen W (eds) Seamless healthcare monitoring. Springer, Berlin, pp 211–249
Tchafa FM, Huang H (2018) Microstrip patch antenna for simultaneous strain and temperature sensing. Smart Mater Struct 27:1–11. https://doi.org/10.1088/1361-665X/aabd47
Tobjörk D, Österbacka R (2011) Paper electronics . Adv Mater 23:1935–1961. https://doi.org/10.1002/adma.201004692
Tokonami S, Saimatsu K, Nakadoi Y, Furuta M, Shiigi H, Nagaoka T (2012) Vertical immobilization of viable bacilliform bacteria into polypyrrole films. Anal Sci 28:319–319
Torah R, Wei Y, Li Y, Yang K, Beeby S, Tudor J (2015) Printed textile based electronic devices. In: Tao X (ed) Handbook of smart textiles. Springer, Singapore, pp 653–687. https://doi.org/10.1007/978-981-4451-45-1_35
Trad M, Miled W, Benltoufa S, Boughattas A, Benslama R, Fayala F, Bakhrouf A (2018) Chitosan hydrogel coated cotton fabric: antibacterial, pH responsiveness, and physical properties. J Appl Polym Sci 135:46645–46654. https://doi.org/10.1002/app.46645
Tunáková V, Grégr J, Tunák M, Dohnal G (2018) Functional polyester fabric/polypyrrole polymer composites for electromagnetic shielding: optimization of process parameters. J Ind Text 47:686–711. https://doi.org/10.1177/1528083716667260
Varesano A et al (2016) A systematic study on the effects of doping agents on polypyrrole coating of fabrics. J Appl Polym Sci 133:42831–42840. https://doi.org/10.1002/app.42831
Varesano A, Antognozzi B, Tonin C (2010) Electrically conducting adhesive coating on polyamide fabrics. Synth Met 160:1683–1687. https://doi.org/10.1016/j.synthmet.2010.05.041
Varesano A, Rombaldoni F, Tonetti C (2013) Electrically conductive and hydrophobic cotton fabrics by polypyrrole oleic acid coating. Fibers Polym 14:703–709. https://doi.org/10.1007/s12221-013-0703-5
Varesano A, Tonin C (2008) Improving electrical performances of wool textiles: synthesis of conducting polypyrrole on the fiber surface. Text Res J 78:1110–1115. https://doi.org/10.1177/0040517507077488
Varesano A, Vineis C, Tonetti C, Mazzuchetti G, Bobba V (2015) Antibacterial property on gram positive bacteria of polypyrrole-coated fabrics. J Appl Polym Sci 132:41670–41675. https://doi.org/10.1002/APP.41670
Virkki J, Björninen T, Merilampi S, Sydänheimo L, Ukkonen L (2015) The effects of recurrent stretching on the performance of electro textile and screen printed ultra high frequency radio frequency identification tags. Text Res J 85:294–301. https://doi.org/10.1177/0040517514545261
Wan Y, Lou J, Xu J, Zhang X, Yu H (2013) Experimental study of surface roughness effects on wettability. In: 2013 International conference on manipulation, manufacturing and measurement on the nanoscale (3M-NANO), Suzhou, China. IEEE, pp 97–100
Wang L et al (2016) Facile, green and clean one step synthesis of carbon dots from wool: application as a sensor for glyphosate detection based on the inner filter effect. Talanta 160:268–275. https://doi.org/10.1016/j.talanta.2016.07.020
Wang Y, Hao J, Huang Z, Zheng G, Dai K, Liu C, Shen C (2018) Flexible electrically resistive-type strain sensors based on reduced graphene oxide-decorated electrospun polymer fibrous mats for human motion monitoring . Carbon 126:360–371. https://doi.org/10.1016/j.carbon.2017.10.034
Wessling B (2010) New insight into organic metal polyaniline morphology and structure. Polymers 2:786–798. https://doi.org/10.3390/polym2040786
Willium GW, Li Y, Torah R, Yang K, Beeby S, Tudor J (2014) Inkjet printed microstrip patch antennas realized on textile for wearable applications. IEEE Antennas Wirel Propag Lett 13:71–74. https://doi.org/10.1109/LAWP.2013.2295942
Wu X, Han Y, Zhang X, Lu C (2016) Highly sensitive, stretchable, and wash durable strain sensor based on ultrathin conductive layer@polyurethane yarn for tiny motion monitoring. ACS Appl Mater Interfaces 8:9936–9945. https://doi.org/10.1021/acsami.6b01174
Xiang C, Lu W, Zhu Y, Sun Z, Yan Z, Hwang CC, Tour JM (2011) Carbon nanotube and graphene nanoribbon-coated conductive kevlar fibers. ACS Appl Mater Interfaces 4:131–136. https://doi.org/10.1021/am201153b
Xu J et al (2015) Fabric electrodes coated with polypyrrole nanorods for flexible supercapacitor application prepared via a reactive self degraded template. Org Electron 26:292–299. https://doi.org/10.1016/j.orgel.2015.07.054
Xu Q, Ke X, Shen L, Ge N, Zhang Y, Fu F, Liu X (2018) Surface modification by carboxymethy chitosan via pad-dry cure method for binding Ag NPs onto cotton fabric International. J Biol Macromol 111:796–803. https://doi.org/10.1016/j.ijbiomac.2018.01.091
Yan T, Wang Z, Pan Z-J (2018a) A highly sensitive strain sensor based on a carbonized polyacrylonitrile nanofiber woven fabric. J Mater Sci 53:11917–11931. https://doi.org/10.1007/s10853-018-2432-z
Yan T, Wang Z, Wang Y-Q, Pan Z-J (2018b) Carbon/graphene composite nanofiber yarns for highly sensitive strain sensors. Mater Des 143:214–223. https://doi.org/10.1016/j.matdes.2018.02.006
Yang YL, Chuang MC, Lou SL, Wang J (2010) Thick-film textile-based amperometric sensors and biosensors. Analyst 135:1230–1234. https://doi.org/10.1039/b926339j
Yang K, Torah R, Wei Y, Beeby S, Tudor J (2013) Waterproof and durable screen printed silver conductive tracks on textiles. Text Res J 83:2023–2031. https://doi.org/10.1177/0040517513490063
Yang T, Xie D, Li Z, Zhu H (2017) Recent advances in wearable tactile sensors: materials, sensing mechanisms, and device performance. Mater Sci Eng R 115:1–37. https://doi.org/10.1016/j.mser.2017.02.001
Yang M et al (2018) Conductive cotton fabrics for motion sensing and heating applications. Polymers 10:1–12. https://doi.org/10.3390/polym10060568
Yi N, Abidian MR (2016) Conducting polymers and their biomedical applications. In: Poole-Warren Laura, Martens Penny, Green Rylie (eds) Biosynthetic polymers for medical applications. Elsevier, Amsterdam, pp 243–276. https://doi.org/10.1016/b978-1-78242-105-4.00010-9
Yildiz Z, Usta I, Gungor A (2012) Electrical properties and electromagnetic shielding effectiveness of polyester yarns with polypyrrole deposition. Text Res J 82:2137–2148. https://doi.org/10.1177/0040517512449046
Yin F, Ye D, Zhu C, Qiu L, Huang Y (2017) Stretchable, highly durable ternary nanocomposite strain sensor for structural health monitoring of flexible aircraft . Sensors 17:1–12. https://doi.org/10.3390/s17112677
Yu L, Yeo JC, Soon RH, Yeo T, Lee HH, Lim CT (2018) Highly stretchable, weavable and washable piezoresistive microfiber sensor. ACS Appl Mater Interfaces 10:12773–12780. https://doi.org/10.1021/acsami.7b19823
Yuan J, Han D, Zhang Y, Shen Y, Wang Z, Zhang Q, Niu L (2007) Electrostatic assembly of polyaniline and platinum poly (amidoamine) dendrimers hybrid nanocomposite multilayer, and its electrocatalysis towards CO and O2. J Electroanal Chem 599:127–135. https://doi.org/10.1016/j.jelechem.2006.09.025
Yun YJ, Hong WG, Kim WJ, Jun Y, Kim BH (2013) A novel method for applying reduced graphene oxide directly to electronic textiles from yarns to fabrics. Adv Mater 25:5701–5705. https://doi.org/10.1002/adma.201303225
Yun YJ, Hong WG, Kim HJ, Jun Y, Lee HK (2017) E-textile gas sensors composed of molybdenum disulfide and reduced graphene oxide for high response and reliability. Sens Actuators B 248:829–835. https://doi.org/10.1016/j.snb.2016.12.028
Zan HW, Li CH, Yu CK, Meng HF (2012) Sensitive gas sensor embedded in a vertical polymer space charge limited transistor. Appl Phys Lett 101:023301–023305. https://doi.org/10.1063/1.4734498
Zeagler C, Gilliland S, Audy S, Starner T (2013) Can i wash it? The effect of washing conductive materials used in making textile based wearable electronic interfaces. In: Proceedings of the 2013 international symposium on wearable computers, Zurich, Switzerland, ACM, pp 143–144. https://doi.org/10.1145/2493988.2494344
Zhang Y, Cui Y (2019) Development of flexible and wearable temperature sensors based on PEDOT:PSS. IEEE Trans Electron Dev 66:3129–3133. https://doi.org/10.1109/TED.2019.2914301
Zhang D, Gan Y (2013) Effects of plasma treatment on evolution of surface step terrace structure of critically cleaned c-plane sapphire substrates: an AFM study. Appl Surf Sci 285:211–214. https://doi.org/10.1016/j.apsusc.2013.08.038
Zhang J, Xu L, Wong WY (2017) Energy materials based on metal schiff base complexes. Coord Chem Rev 355:180–198. https://doi.org/10.1016/j.ccr.2017.08.007
Zhang C, Zhou G, Rao W, Fan L, Xu W, Xu J (2018a) A simple method of fabricating nickel-coated cotton fabrics for wearable strain sensor . Cellulose 25:4859–4870. https://doi.org/10.1007/s10570-018-1893-1
Zhang Y, Fan X, Wang Q (2018b) Polypyrrole coated conductive cotton prepared by laccase. J Nat Fibers 15:21–28. https://doi.org/10.1080/15440478.2017.1302387
Zhang Y, Lin Z, Huang X, You X, Ye J, Wu H (2020) A large-area, stretchable, textile based tactile sensor. Adv Mater Technol 5:1–10. https://doi.org/10.1002/admt.201901060
Zhong X, Hu H, Fu H (2018) Self cleaning, chemically stable, reshapeable, highly conductive nanocomposites for electrical circuits and flexible electronic devices. ACS Appl Mater Interfaces 10:25697–25705. https://doi.org/10.1021/acsami.8b07575
Zhou C, Li Y, Jin X, He Y, Xiao C, Wang W (2018) Highly hydrophobic conductive polyester fabric based on homogeneous coating surface treatment. Polym Plast Technol Eng 57:1–9. https://doi.org/10.1080/03602559.2018.1466178
Zhu L et al (2014) Conductive cotton fabrics for heat generation prepared by mist polymerization. Fibers Polym 15:1804–1809. https://doi.org/10.1007/s12221-014-1804-5
Zhuang Z, Li Y, Qi D, Zhao C, Na H (2017) Novel polymeric humidity sensors based on sulfonated poly (ether ether ketone) s: influence of sulfonation degree on sensing properties. Sens Actuators B 242:801–809. https://doi.org/10.1016/j.snb.2016.09.179
Acknowledgments
The authors would like to acknowledge for the financial support from Home Science Alumnae/Todhunter/Carpenter Scholarship, University of Otago, Dunedin, New Zealand.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Islam, G.M.N., Ali, A. & Collie, S. Textile sensors for wearable applications: a comprehensive review. Cellulose 27, 6103–6131 (2020). https://doi.org/10.1007/s10570-020-03215-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-020-03215-5