
Abstract
Direct production of the platform chemical 5-hydroxymethylfurfural (5-HMF) from cellulose is challenging due to the rigid structure of cellulose. Herein, 5-HMF was effectively obtained from cellulose with high loading concentrations (> 20 wt.%) via an Al2(SO4)3-assisted mechanochemical method. The Al2(SO4)3 not only acted as catalyst for its Lewis and Brønsted acidity, but also assisted the disruption of the hydrogen bonds among cellulose molecules during ball milling pretreatment. The particle size and crystallinity of the cellulose greatly decreased after Al2(SO4)3-assisted ball milling pretreatment. The effects of various factors, including the organic solvent, reaction temperature and time, catalyst dose, and substrate concentration, on the yield of 5-HMF from cellulose were studied. A yield of 5-HMF up to 43.5% was obtained from cellulose via the developed mechanochemical-assisted method. A 36.1% yield of 5-HMF was retained when the initial cellulose loading concentration was as high as 21.6 wt.%. The green and efficient mechanochemical-assisted method was applicable to the efficient coproduction of 5-HMF and furfural from several waste biomass feedstocks.
Graphic abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the gradual depletion of fossil energy resources, attention has increasingly focused on sustainable production of chemicals and fuels from renewable biomass (Saha and Abu-Omar 2014). Among the variety of biomass-derived chemicals, 5-hydroxymethylfurfural (5-HMF) has attracted much attention because of its importance as a platform chemical and listing as a top ten bio-based chemical by the U.S. Department of Energy (Werpy et al. 2004). For instance, 5-HMF can be converted to 2,5-furandicarboxylic acid, 2,5-diformylfuran, ethoxymethyl furfural, furfuryl alcohol, and dimethylfuran (Kubota and Choi 2018; Li et al. 2016; Wang and Chen 2016; Zhu et al. 2018), which are substitutes for petroleum-based chemicals (Yu and Tsang 2017).
To date, considerable efforts have been devoted to the production of 5-HMF from biomass. An excellent 5-HMF yield can be obtained using fructose and glucose as the feedstock (Elsayed et al. 2018; Ma et al. 2017; Martínez et al. 2017; Qi et al. 2009, 2012b). For example, up to 88.1% yield of 5-HMF was produced from fructose with carbonaceous microspheres in our previous study (Qi et al. 2015). However, the cost is high because of the low abundances of fructose and glucose in nature (Yan et al. 2019). Moreover, the use of edible sugars creates competition with food production. Compared with glucose and fructose, cellulose is more readily available and is the most abundant and renewable biomass resource on the earth (Qiu and Hu 2013). Cellulose is a biopolymer composed of β-(1-4)-linked glucose units. Cellulose can be translated into various kinds of valuable chemicals including 5-HMF. Undoubtedly, cellulose is an ideal feedstock for sustainable production of 5-HMF. However, the high crystallinity and three-dimensional hydrogen-bonding network of cellulose make it difficult to convert (Hu et al. 2016; Huang et al. 2018). Therefore, direct production of 5-HMF from cellulose is still challenging.
Pretreatment is considered as an efficient way to gain higher product yield from cellulose by disrupting the highly crystalline structure of cellulose so that catalyst can easily access the cellulose (Parveen Kumar et al. 2009). Currently, numerous strategies, including physical, chemical, and biological methods, have been developed to pretreat cellulosic biomass (Hendriks and Zeeman 2009). Each method has its advantages but still suffers from some problems. For instance, strong acids (H2SO4) or bases (KOH) used for biomass pretreatment are equipment corrosion. They need to be removed from the biomass before the next step (Chimentão et al. 2014). Biological pretreatment of cellulose is efficient, but they are expensive, thermal instable and lengthy. Ionic liquids showed excellent performance for cellulose pretreatment under mild conditions (Endo et al. 2017). Unfortunately, high cost of ionic liquids hinders its industry application.
Mechanical techniques including ball milling are green, simple, and efficient methods that have been applied in many fields such as extractive metallurgy and materials engineering medicine (Howard et al. 2018; James et al. 2012; Lin et al. 2017). Mechanical ball milling also showed great potential for the pretreatment of cellulosic biomass (Jiang et al. 2019; Ling et al. 2019; Mattonai et al. 2018; Zhang et al. 2019).The crystallinity of cellulose could be reduced after ball milling treatment and thus improving the accessibility for catalysts to reach reactive sites in the cellulose (Qi et al. 2019; Qiu et al. 2018; Su et al. 2017). No chemicals or harsh conditions are required for ball milling process. More importantly, ball milling pretreated cellulose could be directly used for the subsequent reactions. However, the drawback of ball milling pretreatment is its high energy consumption, which hinders scaling of this method to industrial requirements. To solve this problem, researchers have tried to combine techniques such as acid (Boissou et al. 2015), liquid nitrogen (Shen et al. 2019), or microwave irradiation treatments with ball milling to pretreat cellulosic biomass. These methods halve the ball milling time and reduce the energy consumption. The pretreatment efficiency is also improved with coupled pretreatment strategies.
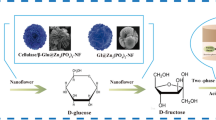
In this work, as shown in Scheme 1, a metal salt (Al2(SO4)3) was used to assist ball milling pretreatment of cellulose for efficient production of 5-HMF in a biphasic solvent system. Metal salts show potential for the pretreatment of cellulosic materials because they can disrupt hydrogen bonds of cellulose (Thulluri et al. 2013; Zhang et al. 2019). Compared with other chemicals, metal salts cause less equipment corrosion and are more environmentally friendly. In addition, the metal salt of Al2(SO4)3 can be used in situ as a catalyst to convert cellulose into 5-HMF because of its Lewis and Brønsted acidity. The conversion reaction was performed in a water/γ-valerolactone (GVL) biphasic solvent system, in which the formed 5-HMF in aqueous solution could be immediately extracted to GVL phase. Results show that high yields of 5-HMF could be obtained from high concentrations of cellulose (> 20 wt.%) and several lignocellulosic feedstocks via the developed Al2(SO4)3 based mechanochemical method.

Schematic for mechanochemical-assisted production of 5-HMF from cellulose
Experimental
Materials
Cellulose, Al2(SO4)3, γ-valerolactone (GVL), tetrahydrofuran (THF), toluene, methyl isobutyl ketone (MIBK), n-butyl alcohol (BA), and n-hexanol (HA) were purchased from Aladdin Chemistry Co., Ltd (Shanghai, China). 5-HMF standard was obtained from ANPEL Laboratory Technologies Inc. (Shanghai, China).
Corn straw (35.1% cellulose and 20.2% hemicellulose) and rice straw (33.7% cellulose and 18.1% hemicellulose) were collected from a farm (Xiangtan, China). Cow dung (27.2% cellulose and 17.2% hemicellulose) was collected from a local cattle farm (Tianjin, China). Poplar sawdust (26.0% cellulose and 22.1% hemicellulose) was provided by a local wood factory (Tianjin, China). The contents of cellulose and hemicellulose in the biomasses were determined by the NREL standard method (NREL 2004).
Mechanochemical-assisted production of 5-HMF from biomass
The procedures for 5-HMF production from cellulose were showed in Scheme 1. Cellulose was first pretreated by Al2(SO4)3-assisted ball milling (BM-Al pretreatment). Typically, 972 mg cellulose and 342 mg Al2(SO4)3 were added to a 50-mL stainless bowl and milled by a planetary ball mill (PM 100, Retsch) at 350 rpm for 4 h with a 10 min pause after every 30 min of milling. The mass (g) ratio of sample to stainless steel balls (ø 1 cm) was 1:100. The obtained mixtures were used directly for catalytic reactions. 131.4 mg of the mixture containing 97.2 mg cellulose and 34.2 mg Al2(SO4)3 was added to a 50-mL sealed Teflon vessel containing 389 mg of NaCl, 2 mL of water, and 8 mL of GVL. The homogeneous mixture of water and GVL turned into biphasic solvent after the addition of NaCl. The produced 5-HMF in aqueous phase can be continuously extracted into GVL phase (Pagán-Torres et al. 2012). The reactor was charged with 1 MPa He to prevent the evaporation of water. The catalytic reaction was performed at desired temperature for a given time. At the end of reaction, the reactor was cooled immediately with cold water. The obtained mixture was filtered and the filtrate was analysed by UPLC. The sole ball milling (BM) pretreated cellulose was used as control in this work. The process was the same as that described above but without the addition Al2(SO4)3.
Analysis of products
Products were analysed by a Waters UPLC apparatus with refractive index (RI) detector and a SHODEX SH1011 column. The eluent was 5 mM H2SO4 with a flowing rate of 0.5 mL min−1. The yields of 5-HMF was calculated as follows:
Characterization of the cellulose
The raw cellulose (untreated), BM-pretreated cellulose, and BM-Al-pretreated cellulose were characterized by X-ray powder diffraction (XRD, Bruker D8 advance, Germany), scanning electron microscopy (SEM, Hitachi SU-8010, Japan), gel permeation chromatography (GPC), and particle size distribution analysis. XRD patterns were recorded from 5° to 60°. Before characterization, the BM-Al-pretreated cellulose was washed with 50 mL distilled water for three times to remove the Al2(SO4)3 and then dried at 80 °C for 12 h. The crystallinity index (CrI) was calculated using the following formula (Segal et al. 1959; Azubuike et al. 2012):
where I002 is the maximum intensity of the peak (002) lattice diffraction (at 22.6° for cellulose I, and 21.6° for cellulose II), and Iam is the intensity of diffraction attributed to amorphous cellulose (at 16°).
Particle size distribution analysis was performed with a Mastersizer 2000 laser granulometer (Malvern Panalytical, UK). GPC was performed on chromatography system (Waters 2414) using RI detector and Agilent PLGEL 5-μm MIXED-C column. DMF was used as mobile phase with a flowing rate of 1 mL min−1. The polystyrene was used as a standard. Py-FTIR was performed on Thermo Nicolet 380 FT-IR spectrometer. The Al2(SO4)3 sample was evacuated at 350 °C for 60 min. Then, the sample was exposed to pyridine vapour at room temperature for another 60 min. After that, the sample was outgassed at 150 and 350 °C. The concentrations of Lewis acid and Brønsted sites were calculated from the area of the absorption band at 1544 and 1450 cm−1, respectively.
Results and discussion
Characterization of the cellulose samples
The morphologies of the cellulose samples before and after pretreatment were observed by SEM at different magnifications (Fig. 1). The untreated raw cellulose had a smooth and dense surface with an intact structure (Fig. 1a). However, the surface became rough after BM pretreatment and cracks were observed (Fig. 1c). Compared with BM pretreatment, the BM-Al pretreatment caused greater destruction of cellulose and more cracks appeared in the surface of the cellulose (Fig. 1e). At lower magnification (Fig. 1b, d, and f), it is obvious that the cellulose particle size greatly decreased after both BM and BM-Al pretreatments.

SEM images of cellulose samples pretreated by different methods: a and b no treatment, c and d BM pretreatment, and e and f BM-Al pretreatment
The particle size distributions of the three cellulose samples were further analyzed using a Mastersizer 2000 laser granulometer (Fig. 2). The untreated cellulose showed a broad peak with an average particle size of 56.4 μm. This peak became narrower after both BM and BM-Al pretreatment, which indicated that the mechanical ball milling process made the cellulose particles more uniform. The observed remarkable decrease in the average particle size of the cellulose after pretreatment (Fig. 2) was in accordance with that observed from the SEM images (Fig. 1). The average particle size of BM-Al-pretreated cellulose (22.4 μm) was smaller than that of BM-pretreated cellulose (28.3 μm). Therefore, the Al2(SO4)3 enhanced the efficiency of mechanical ball milling for destroying the rigid structure of cellulose. This is useful because cellulose with a smaller particle size will have better contact with catalysts.

Particle size distributions of cellulose pretreated by different methods
Crystallinity and molecular weight [MW] are considered as two important factors influencing cellulose conversion efficiency (Lee et al. 2017; Liu et al. 2018). Therefore, XRD and MW of cellulose samples were investigated in this work. The untreated cellulose showed peaks at 2θ = 14.8°, 16.2°, 22.6°, and 34.9° (Fig. 3a), corresponding to the 1-10, 110, 002, and 004 planes of cellulose I (French 2014), respectively. After BM pretreatment, the sample had the same XRD pattern of cellulose I as the untreated cellulose, but the peaks showed lower intensities. Interestingly, the XRD pattern of cellulose changed after BM-Al pretreatment, and new peaks were observed at 2θ = 20.1° and 21.6° attirbuting to cellulose II (French 2014). The CrI values for the untreated cellulose, the BM treated cellulose, and the BM-Al treated cellulose were 77.1%, 48.1%, and 43.4%, respectively. Therefore, mechanical ball milling could significantly decrease the crystallinity of cellulose, especially in the presence of Al2(SO4)3. During pretreatment of cellulose by BM-Al, the Al2(SO4)3 entered into the crystalline region of the cellulose and could break the cellulose hydrogen bonds, which enhanced the destruction of the cellulose crystal structure (Sen et al. 2013).

XRD spectra (a) and molecular weights (b) of cellulose samples pretreated by different methods
The MW value of the untreated cellulose was measured to be 33537 by GPC (Fig. 3b), and this value greatly decreased to 26825 after BM pretreatment. The MW of BM-Al-pretreated cellulose (26578) was almost the same as that of BM-pretreated cellulose. Therefore, the presence of Al2(SO4)3 during the BM process did not facilitate the decrease in the molecular weight of cellulose, but promoted the reduction of particle size and crystallinity of cellulose.
Mechanochemical-assisted production of 5-HMF from cellulose
After pretreatment of cellulose with BM-Al, the samples containing cellulose and Al2(SO4)3 was directly hydrolyzed by Al2(SO4)3 in situ without a washing process. As a control, untreated cellulose and BM-treated cellulose were also used to produce 5-HMF in the same way, except that Al2(SO4)3 was added afterwards. The yields of 5-HMF from cellulose were determined for the different pretreatment methods (Fig. 4). It was obvious that both BM and BM-Al pretreatment increased the yield of 5-HMF. For the untreated cellulose, the yield of 5-HMF was very low when the reaction time was below 40 min. The maximum yield of 5-HMF (33.4%) was obtained at 70 min. After sole BM pretreatment, the maximum yield of 5-HMF increased to 39.8% within 70 min. The maximum 5-HMF yield further increased to 44.6% at 50 min after BM-Al pretreatment. Therefore, BM-Al-pretreated cellulose was more readily converted into 5-HMF than sole BM-pretreated cellulose. This can be explained by the changes in the cellulose structure after the different pretreatment methods. As discussed above, mechanical milling greatly decreased the particle size and CrI of cellulose. Compared with BM treatment, BM-Al pretreatment could more effectively destroy the rigid structure of cellulose, thus leading to high yield of 5-HMF.

Yields of 5-HMF from cellulose after different pretreatment methods. Conditions: cellulose, 97.2 mg; Al2(SO4)3, 34.2 mg; NaCl, 389.6 mg; water, 2 mL; GVL, 8 mL; and temperature, 165 °C
Optimization of reaction conditions
Solvent plays an important role in the catalytic production of 5-HMF from lignocellulosic biomass (Saha and Abu-Omar 2014). Generally, 5-HMF was unstable in aqueous solution. Nowadays, 5-HMF is usually produced in biphasic reaction systems containing both aqueous solution and organic solvent. Water is used as reaction phase for catalytic conversion of biomass to 5-HMF. Organic solvent is used as an extracting phase for continuous extraction of 5-HMF from water to the organic phase, thus reducing the decomposition of 5-HMF in aqueous solution. NaCl is normally added into the aqueous solution to promote the in situ extraction of 5-HMF from aqueous to organic phase by salting-out effect (Chen et al. 2016). Another advantage of biphasic system is easy recycling of aqueous phase containing catalysts. In this work, extraction efficiency of different organic solvents (i.e., GVL, THF, n-butyl alcohol (BA), toluene, n-hexanol (HA), and methyl isobutyl ketone (MIBK)) for 5-HMF from aqueous solution was studied. A 10 mg sample of 5-HMF was dissolved in 1 mL of water containing 200 mg of NaCl. Then, 4 mL of one of the above organic solvents was added. After stirring vigorously for 1 h, the concentrations of 5-HMF in both the aqueous and organic layers were measured. As shown in Fig. 5a, among these solvents, GVL gave the highest extraction efficiency, and 96.6% of the 5-HMF was extracted from the water. Although THF also had a high extraction efficiency for 5-HMF (95.3%), it is poisonous and harmful. By comparison, GVL is a green solvent that has low toxicity, is readily available, and is produced from biomass (Molleti et al. 2017). Thus, a mixture of GVL and water was selected as a green biphasic solvent system to produce 5-HMF from cellulose.

a Influence of the organic solvent on the extraction of 5-HMF from water. Conditions: 5-HMF standard, 10 mg; NaCl, 200 mg; water, 1 mL; organic solvent, 4 mL. b Effect of the GVL/H2O ratio on the yield of 5-HMF from BM-Al treated cellulose. Conditions: cellulose, 97.2 mg; Al2(SO4)3, 34.2 mg; NaCl, 389.6 mg; temperature,165 °C; and reaction time, 50 min
Next, the effect of GVL/H2O ratio on the yield of 5-HMF was investigated. In sole water solution, the 5-HMF yield was only 13.2% (Fig. 5b). It was because 5-HMF is unstable in water and easily decomposes to form by-products such as levulinic acid (Xu et al. 2018). Herein, 12.1% yield of levulinic acid was detected in pure water system. When GVL was added to the aqueous phase and its content gradually increased, the total yield of 5-HMF increased accordingly. A biphasic solvent formed after introduction of GVL, and the 5-HMF in the aqueous phase could be immediately in situ extracted into the GVL. Because 5-HMF is stable in GVL, its decomposition was suppressed. Continuous extraction of 5-HMF to GVL shifts the equilibrium to the product side thus improving the conversion efficiency. Maximum yield of 5-HMF (44.9%) was obtained when ratio of GVL/H2O was 8:2 (Fig. 5b). In pure GVL phase, the 5-HMF yield was only 5.8%. In this case, the limited solubility of Al2(SO4)3 in GVL may prevent it from well contacting with the solid cellulose. GVL/H2O (8:2) was used as reaction solvent in the following experiments and the yield of 5-HMF was calculated from the GVL phase.
The effect of the reaction temperature and catalyst dose on the yield of 5-HMF from BM-Al pretreated cellulose were also investigated (Fig. 6). The yield of 5-HMF increased gradually when the temperature was increased from 145 °C to 165 °C (Fig. 6a). The maximum yield of 5-HMF (44.1%) was obtained at 165 °C. However, when the reaction temperature was increased further to 175 °C, the yield of 5-HMF decreased to 38.1%. The drop in the yield can be attributed to the occurrence of undesired side reactions such as polymerization of 5-HMF with glucose or fructose to form humins (Chen et al. 2016), which can be confirmed by the deep black color observed after reaction at higher temperature (inset in Fig. 6a).

a Effect of the reaction temperature on the yield of 5-HMF. Conditions: cellulose, 97.2 mg; Al2(SO4)3, 34.2 mg; NaCl, 389.6 mg; water, 2 mL; GVL, 8 mL; and time, 50 min. b Effect of the catalyst dose on the yield of 5-HMF. Conditions: cellulose, 97.2 mg; NaCl, 389.6 mg; water, 2 mL; GVL, 8 mL; temperature, 165 °C; and time, 50 min
Influence of the catalyst dosage on the yield of 5-HMF was evaluated. The initial amount of cellulose was fixed at 97.2 mg. It can be seen from Fig. 6b that 5-HMF was not detected in the absence of Al2(SO4)3. With the addition of Al2(SO4)3, the yield of 5-HMF increased remarkably, demonstrating good catalytic activity of Al2(SO4)3. Previous studies showed that after dissolution in aqueous solution, the metal salt undergoes hydrolysis to provide H+ as Brønsted acidic sites (Choudhary et al. 2013; Wrigstedt et al. 2015). The complex of [Al(OH)2(aq)]+ serving as Lewis acid promoted the isomerization of glucose to fructose (Tang et al. 2016). The amounts of Brønsted acid sites and Lewis acid sites of Al2(SO4)3 calculated from Py-FTIR measurement at 150 °C were 94.5 μmol/g and 44.4 μmol/g, respectively. It is known that catalysts containing both Brønsted acid and Lewis acid sites facilitate production of 5-HMF from cellulose, where glucose isomerization to fructose was catalysed by Lewis acid and cellulose hydrolysis to glucose and fructose dehydration to 5-HMF were favorable by Brønsted acid. Therefore, the high catalytic efficiency of Al2(SO4)3 could be attributed to its Brønsted acidic and Lewis acidic sites.
A maximum yield of 5-HMF (42.7%) was obtained when the catalyst/cellulose ratio was 8:24. When the catalyst/cellulose ratio was increased to 16:24, the yield of 5-HMF decreased. The reason for the yield decrease caused by more catalyst addition can be attributed to excess active sites provided by Al2(SO4)3 in the system, which would also accelerate side reactions (Elsayed et al. 2018).
It is necessary to evaluate the tolerance of a catalytic system to high feedstock concentrations since it is important for its practical applications. Generally, the product yield greatly decreases with increases in the cellulose concentration because higher feedstock concentration may not only result in the insufficient of the catalytic sites, but also promote the occurrence of undesired side reactions, especially the formation of humins by polymerization (Qi et al. 2012a; Xu et al. 2018). In this work, the effect of the cellulose concentration on mechanochemical-assisted production of 5-HMF was investigated. A high yield of 5-HMF (43.5%) was obtained when the initial concentration of cellulose was 4.9 wt.% (Table 1). With increases in the cellulose concentration, the maximum yield of 5-HMF decreased slightly. However, a 36.1% yield of 5-HMF could still be obtained when the initial cellulose concentration was up to 21.6 wt.%. Mechanical milling could effectively decrease the particle size and CrI of cellulose. Besides, with the assistance of ball milling, the catalyst has better contact with cellulose ensuring high efficiency of the catalyst even with high loading of substrate. This result is outstanding, especially considering the insolubility of cellulose in water.
Application for 5-HMF production from real waste biomass
The move from cellulose to real waste biomass is considered as a promising trend for the application of a catalytic systems (Yang et al. 2017). In this work, the developed method was applied to the production of 5-HMF and furfural from several lignocellulosic biomasses such as corn straw, rice straw, poplar sawdust, and cow dung. High furfural yields (> 50%) were produced from all four kinds of biomasses (Fig. 7). Furfural is an important platform chemical that is produced by the hydrolysis and dehydration of the hemicellulose fraction in lignocellulosic biomass. In addition to furfural, 5-HMF was also obtained from the corn straw, rice straw, poplar powder, and cow dung biomasses with yields of 29.8, 34.7, 65.7, and 35.3%, respectively. From the above results, it can be concluded that the developed green BM-Al pretreatment method was applicable to the efficient coproduction of 5-HMF and furfural from biomass feedstocks.

Yields of 5-HMF and furfural from different waste biomasses in the developed catalytic system. Condition: biomass substrate, 97.2 mg; Al2(SO4)3, 34.2 mg (0.1 mmol); NaCl, 389.6 mg; water, 2 mL; GVL, 8 mL; temperature, 165 °C; and time, 50 min
Conclusions
High value-added chemical 5-HMF was produced directly from cellulose and agricultural wastes in a high yield via a mechanochemical-assisted process in the presence of Al2(SO4)3. The Al2(SO4)3 not only acted as a catalyst for degradation of cellulose but also assisted disruption of the hydrogen bonds in cellulose during BM pretreatment. A 36.1% yield of 5-HMF was obtained when the initial cellulose loading concentration was as high as 21.6%. The particle size and crystallinity of cellulose decreased with BM-Al pretreatment, and the Lewis and Brønsted acidity of Al2(SO4)3 contributed to the excellent performance for 5-HMF production in the reaction system. This green and efficient mechanochemical method shows great potential for coproduction of 5-HMF and furfural from biomass.
References
Azubuike CP, Rodríguez H, Okhamafe AO, Rogers RD (2012) Physicochemical properties of maize cob cellulose powders reconstituted from ionic liquid solution. Cellulose 19(2):425–433
Boissou F, Sayoud N, De Oliveira Vigier K, Barakat A, Marinkovic S, Estrine B, Jerome F (2015) Acid-assisted ball milling of cellulose as an efficient pretreatment process for the production of butyl glycosides. Chemsuschem 8(19):3263–3269
Chen D, Liang F, Feng D, Xian M, Zhang H, Liu H, Du F (2016) An efficient route from reproducible glucose to 5-hydroxymethylfurfural catalyzed by porous coordination polymer heterogeneous catalysts. Chem Eng J 300:177–184
Chimentão RJ, Lorente E, Gispert-Guirado F, Medina F, López F (2014) Hydrolysis of dilute acid-pretreated cellulose under mild hydrothermal conditions. Carbohydr Polym 111(20):116–124
Choudhary V, Mushrif SH, Ho C, Anderko A, Vlachos DG (2013) Insights into the interplay of lewis and bronsted acid catalysts in glucose and fructose conversion to 5-(hydroxymethyl)furfural and levulinic acid in aqueous media. J Am Chem Soc 135(10):3997–4006
Elsayed I, Mashaly M, Eltaweel F, Jackson MA, Hassan EB (2018) Dehydration of glucose to 5-hydroxymethylfurfural by a core-shell Fe3O4 @SiO2-SO3H magnetic nanoparticle catalyst. Fuel 221:407–416
Endo T, Aung EM, Fujii S, Hosomi S, Kimizu M, Ninomiya K, Takahashi K (2017) Investigation of accessibility and reactivity of cellulose pretreated by ionic liquid at high loading. Carbohydr Polym 176:365–373
French AD (2014) Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 21:885–896
Hendriks AT, Zeeman G (2009) Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour Technol 100(1):10–18
Howard JL, Cao Q, Browne DL (2018) Mechanochemistry as an emerging tool for molecular synthesis: what can it offer? Chem Sci 9(12):3080–3094
Hu L, Li Z, Wu Z, Lin L, Zhou S (2016) Catalytic hydrolysis of microcrystalline and rice straw-derived cellulose over a chlorine-doped magnetic carbonaceous solid acid. Ind Crops Prod 84:408–417
Huang Y-B, Yang T, Lin YT, Zhu YZ, Li LC, Pan H (2018) Facile and high-yield synthesis of methyl levulinate from cellulose. Green Chem 20(6):1323–1334
James SL, Adams CJ, Bolm C, Braga D, Collier P, Friscic T, Grepioni F, Harris KD, Hyett G, Jones W, Krebs A, Mack J, Maini L, Orpen AG, Parkin IP, Shearouse WC, Steed JW, Waddell DC (2012) Mechanochemistry: opportunities for new and cleaner synthesis. Chem Soc Rev 41(1):413–417
Jiang LQ, Zheng AQ, Meng JG, Wang XB, Zhao ZL, Li HB (2019) A comparative investigation of fast pyrolysis with enzymatic hydrolysis for fermentable sugars production from cellulose. Bioresour Technol 274:281–286
Kubota SR, Choi KS (2018) Electrochemical oxidation of 5-hydroxymethylfurfural to 2,5-furandicarboxylic acid (FDCA) in acidic media enabling spontaneous FDCA separation. Chemsuschem 11(13):2138–2145
Lee JH, Kwon JH, Kim TH, Choi WI (2017) Impact of planetary ball mills on corn stover characteristics and enzymatic digestibility depending on grinding ball properties. Bioresour Technol 241:1094–1100
Li G, Sun Z, Yan Y, Zhang Y, Tang Y (2016) Direct transformation of HMF into 2,5-diformylfuran and 2,5-dihydroxymethylfuran without an external oxidant or reductant. Chemsuschem 10(3):494–498
Lin X, Liang Y, Lu Z, Lou H, Zhang X, Liu S, Zheng B, Liu R, Fu R, Wu D (2017) Mechanochemistry: a green, activation-free and top-down strategy to high-surface-area carbon materials. ACS Sustain Chem Eng 5(10):8535–8540
Ling Z, Wang T, Makarem M, Santiago Cintrón M, Cheng HN, Kang X, Bacher M, Potthast A, Rosenau T, King H, Delhom CD, Nam S, Vincent Edwards J, Kim SH, Xu F, French AD (2019) Effects of ball milling on the structure of cotton cellulose. Cellulose 26(1):305–328
Liu H, Zhang Y, Hou T, Chen X, Gao C, Han L, Xiao W (2018) Mechanical deconstruction of corn stover as an entry process to facilitate the microwave-assisted production of ethyl levulinate. Fuel Process Technol 174:53–60
Ma Z, Hu H, Sun Z, Fang W, Zhang J, Yang L, Zhang Y, Wang L (2017) Acidic zeolite L as a highly efficient catalyst for dehydration of fructose to 5-Hydroxymethylfurfural in ionic liquid. Chemsuschem 10(8):1669–1674
Martínez JJ, Silva DF, Aguilera EX, Rojas HA, Brijaldo MH, Passos FB, Romanelli GP (2017) Dehydration of glucose to 5-hydroxymethylfurfural using LaOCl/Nb2O5 catalysts in hot compressed water conditions. Catal Lett 147(7):1765–1774
Mattonai M, Pawcenis D, del Seppia S, Łojewska J, Ribechini E (2018) Effect of ball-milling on crystallinity index, degree of polymerization and thermal stability of cellulose. Bioresour Technol 270:270–277
Molleti J, Tiwari MS, Yadav GD (2017) Novel synthesis of Ru/OMS catalyst by solvent-free method: selective hydrogenation of levulinic acid to γ-valerolactone in aqueous medium and kinetic modelling. Chem Eng J 334:2488–2499
NREL (2004) Determination of structural carbohydrates and lignin in biomass. National Renewable Energy Laboratory, Golden, CO, LAP02
Pagán-Torres YJ, Wang T, Gallo JMR, Shanks BH, Dumesic JA (2012) Production of 5-Hydroxymethylfurfural from glucose using a combination of lewis and brønsted acid catalysts in water in a biphasic reactor with an alkylphenol solvent. ACS Catal 2(6):930–934
Parveen Kumar DMB, Delwiche Michael J, Stroeve Pieter (2009) Methods for pretreatment of lignocellulosic biomass for efficient hydrolysis and biofuel production. Ind Eng Chem Res 48:3713–3729
Qi X, Watanabe M, Aida TM (2009) Sulfated zirconia as a solid acid catalyst for the dehydration of fructose to 5-hydroxymethylfurfural. Catal Commun 10(13):1771–1775
Qi X, Guo H, Li L, Smith RL Jr (2012a) Acid-catalyzed dehydration of fructose into 5-hydroxymethylfurfural by cellulose-derived amorphous carbon. Chemsuschem 5(11):2215–2220
Qi X, Watanabe M, Aida TM, Smith RL (2012b) Synergistic conversion of glucose into 5-hydroxymethylfurfural in ionic liquid–water mixtures. Bioresour Technol 109(2):224–228
Qi X, Liu N, Lian Y (2015) Carbonaceous microspheres prepared by hydrothermal carbonization of glucose for direct use in catalytic dehydration of fructose. RSC Adv 5(23):17526–17531
Qi X, Yan L, Shen F, Qiu M (2019) Mechanochemical-assisted hydrolysis of pretreated rice straw into glucose and xylose in water by weakly acidic solid catalyst. Bioresour Technol 273:687–691
Qiu X, Hu S (2013) “Smart” materials based on cellulose: a review of the preparations, properties, and applications. Materials 6(3):738–781
Qiu M, Bai C, Yan L, Shen F, Qi X (2018) Efficient mechanochemical-assisted production of glucose from cellulose in aqueous solutions by carbonaceous solid acid catalysts. ACS Sustain Chem Eng 6(11):13826–13833
Saha B, Abu-Omar MM (2014) Advances in 5-hydroxymethylfurfural production from biomass in biphasic solvents. Green Chem 16(1):24–38
Segal L, Creely JJ, Martin AE Jr, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. J Text Res 29:786–794
Sen S, Martin JD, Argyropoulos DS (2013) Review of cellulose non-derivatizing solvent interactions with emphasis on activity in inorganic molten salt hydrates. ACS Sustain Chem Eng 1(8):858–870
Shen F, Sun S, Yang J, Qiu M, Qi X (2019) Coupled pretreatment with liquid nitrogen and ball milling for enhanced cellulose hydrolysis in water. ACS Omega 4(7):11756–11759
Su J, Qiu M, Shen F, Qi X (2017) Efficient hydrolysis of cellulose to glucose in water by agricultural residue-derived solid acid catalyst. Cellulose 25(1):17–22
Tang J, Zhu L, Fu X, Dai J, Guo X, Hu C (2016) Insights into the kinetics and reaction network of aluminum chloride-catalyzed conversion of glucose in NaCl–H2O/THF biphasic system. ACS Catal 7(1):256–266
Thulluri C, Goluguri BR, Konakalla R, Shetty PR, Addepally U (2013) The effect of assorted pretreatments on cellulose of selected vegetable waste and enzymatic hydrolysis. Biomass Bioenergy 49(2):205–213
Wang Z, Chen Q (2016) Conversion of 5-hydroxymethylfurfural into 5-ethoxymethylfurfural and ethyl levulinate catalyzed by MOF-based heteropolyacid materials. Green Chem 18(21):5884–5889
Werpy TA, Holladay JE, White JF (2004) Top value added chemicals from biomass: I. results of screening for potential candidates from sugars and synthesis gas. Synthetic Fuels
Wrigstedt P, Keskiväli J, Leskelä M, Repo T (2015) The role of salts and brønsted acids in lewis acid-catalyzed aqueous-phase glucose dehydration to 5-hydroxymethylfurfural. ChemCatChem 7(3):501–507
Xu S, Pan D, Li W, Shen P, Wu Y, Song X, Zhu Y, Xu N, Gao L, Xiao G (2018) Direct conversion of biomass-derived carbohydrates to 5-hydroxymethylfurfural using an efficient and inexpensive manganese phosphate catalyst. Fuel Process Technol 181:199–206
Yan L, Ma R, Wei H, Li L, Zou B, Xu Y (2019) Ruthenium trichloride catalyzed conversion of cellulose into 5-hydroxymethylfurfural in biphasic system. Bioresour Technol 279:84–91
Yang Tao, Zhou Yihan, Zhu Shengzhen, Pan Hui, Huang Y (2017) Insight into aluminum sulfate-catalyzed xylan conversion into furfural in a γ-valerolactone/water biphasic solvent under microwave conditions. Chemsuschem 10:4066–4079
Yu IKM, Tsang DCW (2017) Conversion of biomass to hydroxymethylfurfural: a review of catalytic systems and underlying mechanisms. Bioresour Technol 238:716–732
Zhang Y, Huang M, Su J, Hu H, Yang M, Huang Z, Chen D, Wu J, Feng Z (2019) Overcoming biomass recalcitrance by synergistic pretreatment of mechanical activation and metal salt for enhancing enzymatic conversion of lignocellulose. Biotechnol Biofuels 12:12–26
Zhu C, Liu Q, Dan L, Wang H, Zhang C, Cui C, Chen L, Cai C, Ma L (2018) Selective hydrodeoxygenation of 5-hydroxymethylfurfural to 2,5-dimethylfuran over Ni supported on zirconium phosphate catalysts. ACS Omega 3(7):7407–7417
Acknowledgments
This work was financially supported by the National Natural Science Foundation of China (NSFC, Nos. 21706139, 21577073, 51808181 and 21876091), the Natural Science Foundation of Tianjin (17JCQNJC05700), and the Natural Science Fund for Distinguished Young Scholars of Tianjin (No. 17JCJQJC45500).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Shen, F., Sun, S., Zhang, X. et al. Mechanochemical-assisted production of 5-hydroxymethylfurfural from high concentration of cellulose. Cellulose 27, 3013–3023 (2020). https://doi.org/10.1007/s10570-020-03008-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-020-03008-w