
Abstract
Nanocellulose is an interesting building block for functional materials and has gained considerable interest due to its mechanical robustness, large surface area and biodegradability. It can be formed into various structures such as solids, films and gels such as hydrogels and aerogels and combined with polymers or other materials to form composites. Mechanical, optical and barrier properties of nanofibrillated cellulose (NFC) and microfibrillated cellulose (MFC) films were studied in order to understand their potential for packaging and functional printing applications. Impact of raw material choice and nanocellulose production process on these properties was evaluated. MFC and NFC were produced following two different routes. NFC was produced using a chemical pretreatment followed by a high pressure homogenization, whereas MFC was produced using a mechanical treatment only. TEMPO-mediated oxidation followed by one step of high pressure (2,000 bar) homogenization seems to produce a similar type of NFC from both hardwood and softwood. NFC films showed superior mechanical and optical properties compared with MFC films; however, MFC films demonstrated better barrier properties against oxygen and water vapor. Both the MFC and NFC films were excellent barriers against mineral oil used in ordinary printing inks and dichlorobenzene, a common solvent used in functional printing inks. Barrier properties against vegetable oil were also found to be exceptionally good for both the NFC and MFC films.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nanocellulose has recently gained considerable interest for its unique properties. For example, it is an interesting building block for functional materials due to its mechanical robustness, large surface area and biodegradability. Researchers have given different names to nanocellulose either depending on the route utilized to produce it from native cellulose fibers or simply based on degree of fibrillation. A formal naming convention for this material is still in development. The terms microfibrillated cellulose (MFC) and nanofibrillated cellulose (NFC) are used to distinguish between the two different fibrillation techniques used in this study. These forms of nanocellulose are produced by mechanical methods and are quite different from the chemically produced material often called nanocrystalline cellulose (NCC). Nanocellulose can be formed into structurally different materials such as solids, films, gels (aerogel) or foams depending on the target application. Films made of nanocellulose can find applications in various areas such as barriers for packaging, substrates for printed electronics and sensor applications. Mechanical, optical and barrier properties play a major role for these films to be suitable for such applications. Therefore, it is essential to study these properties in detail, which further opens the gateway to any improvements needed in raw materials or production processes.
Mechanical properties of films made of nanocellulose have been investigated recently by numerous researchers with the focus on the impact of nanocellulose as reinforcement material in composites (Kurihara and Isogai 2014; Qing et al. 2012; Hansen et al. 2012; Lee et al. 2012; Aulin et al. 2012). Comprehensive literature reviews covering earlier work on the same have come up recently (Paunonen 2013; Eichhorn et al. 2009; Moon et al. 2011; Siro and Plackett 2010; Klemm et al. 2011). Studies focusing on mechanical properties of neat nanocellulose films are few. MFC and NFC films generally have excellent strength properties, which are affected by various factors that include, but are not limited to, cellulose raw material and its composition, production process for nanocellulose, film preparation technique and drying conditions. In one of the early works (Taniguchi and Okamura 1998), neat films made from MFC produced by super masscolloider grinding method were reported to have superior tensile strength compared to commercial print grade papers. Another early work reported a strong influence of moisture and pectin content on mechanical behavior of films cast from sugar beet cellulose microfibrils (Dufresne et al. 1997). Mechanical properties of nanocellulose films are also reported to be influenced by the pulp type (softwood or hardwood) (Fukuzumi et al. 2009; Stelte and Sanadi 2009; Syverud et al. 2011; Rodionova et al. 2012). Hemicellulose content (Iwamoto et al. 2008; Plackett et al. 2010) and lignin content (Spence et al. 2010a) of wood pulp also affect the fibrillation process and mechanical properties of nanocellulose films. Various chemical pretreatments and mechanical processing lead to different purification levels and disintegration states of nanocellulose, which contribute to mechanical properties of films prepared from them (Dufresne et al. 1997; Spence et al. 2011b; Siro et al. 2011; Fukuzumi et al. 2009; Qing et al. 2013). These properties can also be altered using plasticizers (Hansen et al. 2012). Syverud and Stenius (2009) recently compared the strength properties of neat MFC films prepared by filtration and dynamic sheet former, and found the former to create films with higher density and elastic modulus but comparable tensile strength. Sehaqui et al. (2010) developed a new method for a fast preparation of 200 mm diameter MFC films using a semiautomatic sheet former (Rapid-Kothen). These MFC films demonstrated better mechanical properties than those prepared using different techniques such as solvent casting, filtration combined with oven drying and filtration combined with hot pressing. Physical and mechanical properties of nanocellulose films depend also on drying conditions as material distortions occur during drying due to the development of moisture gradients within the fiber network (Baez et al. 2014).
Nanocellulose fibers have much smaller diameters compared to the wavelength of visible light, which allows them either to suppress light scattering due to dense packing (Nogi et al. 2009) or cause it in the forward direction (Hu et al. 2013) resulting in transparent films unlike conventional paper. High transparency of nanocellulose films make them an interesting choice for various functional applications and therefore light transmission through these films has been an area of interest in some recent studies (Zhu et al. 2013; Qing et al. 2013; Fang et al. 2014; Kurihara and Isogai 2014). Optical properties are affected by surface roughness or the presence of fiber aggregates (Nogi et al. 2009; Aulin et al. 2012). Additional homogenization steps increase the optical transparency of MFC films by reducing the number of fiber aggregates (Siro et al. 2011).
Barrier properties of polymers, in our case cellulose, are largely determined by the crystallinity and the network structure formed by fibers in a dry film as it is difficult for other molecules to penetrate the crystalline parts or the very dense network (Lagaron et al. 2004; Syverud and Stenius 2009; Aulin et al. 2010). Lavoine et al. (2012) present a comprehensive review of studies which have investigated the barrier properties of MFC films. MFC and NFC films and coatings have been reported to have good barrier properties against oxygen (Chinga-Carrasco and Syverud 2012; Minelli et al. 2010; Li et al. 2013; Österberg et al. 2013); however, they have a poor water vapor barrier due to the hydrophilic nature of the cellulose molecule. The water vapor barrier function of these films is affected by various parameters. The impact of type and chemical composition of wood sources on the Water Vapor Transfer Rate (WVTR) has been studied in detail by Spence et al. (2010b). They found the WVTR to decrease with refining pretreatment and homogenization; however, samples containing more lignin showed a higher WVTR. Use of glycerol as plasticizer seems to increase the water uptake by MFC films (Minelli et al. 2010). Post treatments such as acetylation and solvent exchange also improve the water vapor barrier of MFC films (Rodionova et al. 2012). The coating of MFC films with cooked starch, beeswax and paraffin reduces the WVTR values significantly (Spence et al. 2011b). Gas phase esterification of MFC films using various combinations of trifluoroacetic acid anhydride, acetic acid and acetic anhydride imparts hydrophobicity and hence, an improved barrier against water vapor (Rodionova et al. 2013). Hydrophobization of MFC films has also been achieved by treatment with alkylketenedimer (Fukuzumi et al. 2009). Crystalline nanocellulose films have been reported to have the same water vapor barrier as MFC films (Belbekhouche et al. 2011). In many food packaging applications, a barrier to oxygen is of high importance. Syverud and Stenius (2009) reported 21–30 μm thick MFC films having oxygen transmittance rate (OTR) values of \(17.0\)–\(17.8\,\rm{m\,Lm^{-2}\,day^{-1}}\) satisfying the OTR requirement (\(<\)10–20\(\rm{m\,Lm^{-2}\,day^{-1}}\)) for modified atmosphere packaging. Aulin et al. (2010) improved the oxygen barrier for MFC through use of carboxymethylation. Plasticizing and swelling of the nanofibers by water molecules can cause a dramatic drop in oxygen barrier properties at high relative humidity (Minelli et al. 2010; Aulin et al. 2010). The degree of homogenization does not seem to have a significant impact on oxygen permeability (Siro et al. 2011); however, acetylated MFC films show a higher OTR value (Syverud and Stenius 2009). Even a very thin (0.4–1 μm) coating layer of MFC on PLA or PET films has been reported to decrease OTR significantly (Fukuzumi et al. 2009; Fujisawa et al. 2011; Rodionova et al. 2013). MFC coated papers have been reported to have superior oil barrier properties due to reduced surface porosity induced by fibers (Aulin et al. 2010). Österberg et al. (2013) recently reported strong NFC films with good grease barrier and resistance to solvents such as methanol, toluene and dimethylacetamide.
Studies on the evaluation of various physical properties of neat MFC and NFC films are not only few but they also seem to provide differing opinions on the impact of the raw material and nanocellulose production route on these properties. Therefore, the need for re-evaluation and confirmation of these results arises. Investigation of barrier properties of these films against liquids has also been scarce, especially against oils and solvents used in functional printing inks. For example, the barrier against dichlorobenzene and mineral oil is important because the former is a commonly used solvent in various functional inks for printed electronics applications and the latter is mainly used in ordinary offset printing inks. The study of water vapor and oxygen transport through films is important in order to confirm their suitability for food packaging applications. Therefore, the objectives of this work were (1) to evaluate the impact of raw material and nanocellulose production process on mechanical and optical properties of nanocellulose films, and (2) to understand the barrier properties of the films not only against oxygen and water vapor, but also against oils and solvents used in functional printing inks.
Materials and methods
MFC and NFC production
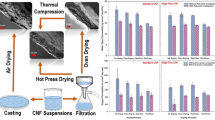
MFC and NFC were produced following two different routes. NFC was produced by chemical pretreatment and high pressure homogenization at South China University of Technology, China. Hardwood bleached eucalyptus Kraft pulp (Votorantim Celulose e Papel, Brazil) and softwood conifer bleached Kraft pulp (Celgar, Canada) were used to produce four types of NFCs. 2 g (dry weight) wood pulp was dispersed at 1 % (w/v) concentration into 200 ml distilled water, in which 2,2,6,6-tetramethylpiperidine-1-oxyl radical (TEMPO) and sodium bromide (NaBr) were dissolved in advance (0.1 and 1 mmol/g based on oven-dry pulp, respectively). This suspension was stirred at 700 rpm using a Turrax mixer (IKA, RW20 digital) for 5 min to disintegrate the agglomerated wood fibers. A 10 wt% sodium hypochlorite (NaClO) solution was then titrated into the above suspension (12 mmol/g dry weight pulp) keeping the pH of the system at 10–11. After 3 h of TEMPO-oxidation reaction, the wood pulp was rinsed three times with distilled water. The obtained TEMPO-treated wood pulp was diluted to 0.5 wt% and was then passed one or two times through a homogenizer (D8 nozzle, Nano DeBEE, BEE International) at a pressure of 2,000 bar. Softwood and hardwood NFCs obtained after a single pass or double pass homogenization were named SW 1H, SW 2H and HW 1H, HW 2H respectively. MFC was produced using mechanical treatment only at the Process Development Center of the University of Maine. A bleached softwood Kraft pulp was dispersed with a beater at 2.5 % solids and sent to a refiner equipped with specialized plates. The pulp was circulated through the refiner until the fines content reached over 90 % as measured with a standard fiber size analyzer (Morfi, Techpap). The refiner was operated with low clearance and careful gap control. This material is called refiner made material and designated as MFC Refined (MFC R). MFC R was further fed to a lab scale ultra-fine friction grinder (Supermasscolloider, Masuko) also at 2.5 % solids. The gap was set to \(-\)19 on the scale where zero is set when the stones are moving, and a “rubbing” sound is heard for first time as the stones are brought progressively into contact. Around 12 L of the suspension was circulated through the grinder for 2 h. From past experience, this amount of time is enough to allow the rheology of the suspension to reach a new steady state: the yield stress of the material decreases with the grinding. The material thus obtained is called MFC Ground (MFC G).

Dog-bone shaped specimen from MFC film for mechanical tests
Preparation of films
NFC and MFC films were prepared by casting and evaporation under controlled air conditions of 23 \(^{\circ }\)C and 50 % relative humidity (RH). The fiber suspension was stirred at 700 rpm for 30 min using a magnetic stirrer (RCT Basic from IKA) before casting into polystyrene petri dishes (dia. 8.5 cm). The petri dishes were placed on a leveled surface to ensure a uniform thickness of dry films. The amount of suspension used varied from 30 to 36 ml for different NFCs and MFCs to achieve the same dry film thickness of approximately 25 μm. Films were ready in 5 days and afterward they were kept under the same conditions until further testing. NFC films in the present work were very brittle and therefore some films were also prepared with glycerol as plasticizer and its impact on the mechanical properties was studied. Glycerol, SigmaUltra, 99 % (GC) with a molecular weight (M\(_{w}\) = 92.09) was supplied by Sigma-Aldrich. The amounts of glycerol added were 5, 10 and 20 % by weight of dry MFC/NFC.
Density and moisture content measurements
Basis weight of the film was determined by weighing fixed size samples (2.5 \(\times\) 2.5 cm\(^{2}\)) from different areas of the film. Thickness of the films was determined using a Lorentzen and Wettre Micrometer. Three parallel measurements were carried out both for thickness and basis weight and the average is reported. Apparent density was calculated using the basis weight and thickness data. Moisture content was determined by measuring the change in weight of a film after oven drying at 80 \(^{\circ }\)C for 48 h. Three parallel measurements were carried out for moisture content determination.
Measurement of mechanical properties
Mechanical properties of the films were characterized using an Instron 8872 equipped with a 10 kN load cell. For testing, dog-bone shaped specimens of 30 mm gauge length and 4 mm width were cut from each film as shown in Fig. 1. Stress–strain data were produced using a cross-head speed of 1 mm/min under controlled air conditions of 23 \(^{\circ }\)C and 50 % RH. Results with standard deviations are reported from five parallel measurements.
Transmittance measurements
The light transmittance of films was measured by a Perkin Elmer Lambda 900 UV/VIS/NIR Spectrometer in the wavelength range of 200–900 nm. Three parallel measurements were carried out for each NFC and MFC film at ambient conditions.
Measurement of barrier properties
Liquid (water, mineral oil, vegetable oil and dichlorobenzene) and gas (oxygen and water vapor) barrier properties of films were studied under controlled conditions of 50 % RH and 23 \(^{\circ }\)C. The prism method illustrated in Fig. 2 developed by Bollström et al. (2012) was used for measurement of barrier properties against liquids. The method monitors the penetration of liquid through film by utilizing the change in refractive index of the backside of the sample as air is replaced by the penetrating liquid. ASTM Standard (E96/E96M-05) method was followed for water vapor transmission rate (WVTR) measurements. Anhydrous calcium chloride (CaCl\(_{2}\)) salt was used in the cup, which was then sealed with NFC/MFC film using wax. The change in weight of the cup over course of 24 h was used to calculate WVTR and the results are reported as the mean value from three parallel measurements. Oxygen barrier measurements were performed at Tampere University of Technology, Finland, using standard oxygen transmission rate testing system (MOCON OX-TRAN 2/21 MH) following the ASTM D3985-05 test standard. The mean value is reported from two measurements made for each film type.

Prism method setup for liquid barrier measurements (Bollström et al. 2012)
Determination of carboxylate content
The carboxylate content of NFC and MFC suspensions was determined using conductometric titration described by Araki et al. (2001); 50 mg of NFC/MFC was diluted to 0.1 % (w/v) and 2.0 ml of 0.1 M HCl was added to exchange the sodium ions bound to the carboxyl groups by protons. Then, 1.0 ml of 1.0 mM NaCl was added to promote the dynamic distribution equilibrium of the ions and the slurry was sufficiently stirred for 90 min before titration. When a stable suspension was obtained, the mixture was titrated with 0.1 M NaOH at the rate of 0.1 ml/min and the carboxylate content of the sample was calculated from the conductivity and pH curves, from where the strong acid corresponding to the excess added HCl and weak acid assumed to be the carboxyl group can be observed. Carboxylate content for NFCs (1.44–1.49 mmol/g) was found almost 5 times higher than that for MFCs (0.31–0.34 mmol/g) due to the chemical pretreatment used during NFC production.
SEM and TEM
Scanning electron microscope Leo (Zeiss) 1530 Gemini was used to obtain images for the MFC samples. TEM images of MFCs and NFCs were acquired by JEM-1400 Plus electron microscope.
Results and discussion
Characterization of MFC and NFC
One obtains different morphologies of NFC or MFC due to different chemical treatment, shear mechanisms and intensity used in their production. Figure 3 shows SEM images of refined and ground MFC fibers. NFC fibers could not be seen in the SEM images even after several attempts. This could have been caused either by a low resolution of the equipment or by heat damage to NFC fibers during sputtering. TEM images of the MFCs are shown in Fig. 4. Grinding of MFC leads to slightly more fibrillated fibers. The fiber diameter of MFC G in the TEM images varies approximately between 15 and 500 nm while the same for MFC R is approximately 20–500 nm. One can also observe that there are slightly more small sized fibers in MFC G than MFC R.

SEM images of MFC R (left) and MFC G (right)

TEM images of MFC R (left) and MFC G (right)

TEM images of NFC HW 1H (left) and NFC SW 1H (right)
TEM images of the different types of NFCs in Figs. 5 and 6 show that there is little difference between the fiber morphologies. The fiber diameters of all the NFC samples appear to vary between 4 and 10 nm. The length of individual fibers is difficult to determine due to fibers crossing over each other; however, the straight crystalline parts appear to be around 200 nm. The softwood NFC fibers are slightly longer than hardwood NFC fibers. The 2nd step homogenization of NFC does not influence the fiber morphology much, only a slight reduction in length of fibers can be seen.
The morphological difference between MFC and NFC fibers is clear. NFC fibers are much smaller in size and appear straight, rod-like, while MFC fibers are larger and appear more flexible and irregular in shape. Fibrillated portions visible on the MFC fibers almost reach the diameter of NFC fibers. Aspect ratio of MFC fibers is higher than that of NFC fibers. These basic differences in the morphology and size play an important role in the packing of fibers during film formation, and consequently contribute to the final film properties. TEMPO oxidation pretreatment is known to generate very fine scale nanocellulose. Therefore, the key difference in the methods to produce these fibers is from chemical pretreatment, not from the method to impose mechanical energy.
Density, moisture content and mechanical properties of films
Density of films is a good indicator of the packing of fibers. The density, moisture content and mechanical properties data for MFC and NFC films are in Table 1. Density of NFC films is higher than that of MFC films because of the lower aspect ratio of NFCs. Similar density differences between films of cellulose nanofibers obtained by different treatments have been reported by Qing et al. (2013). Syverud and Stenius (2009) also reported comparable values for density of MFC films. Grinding and the 2nd step homogenization further reduce the aspect ratio and broaden the fiber size distribution leading to denser packing during film formation. The density of films from two times homogenized NFCs almost approaches the density of pure cellulose I crystallite, i.e. 1.63 g/cm\(^{3}\) (Nishiyama et al. 2002), confirming a very close packed structure. The density data is in agreement with what has been reported earlier in literature.
The moisture content data for NFC films also agrees with the data from literature; however, the moisture content of MFC films is on the lower side. Density does not seem to have much impact on the moisture content of NFC films. NFC films have almost double the moisture content of MFC films presumably due to high carboxylate content of NFCs. Adding up to 10 % glycerol does not affect the moisture content of NFC films much as can be seen from Fig. 7. However, 20 % glycerol increases the moisture uptake in NFC films by more than 30 %. An increase in moisture content of Xylan/NFC composite films with increasing glycerol amount has also been reported by Hansen et al. (2012). The moisture content of softwood and hardwood NFC films is affected slightly differently as glycerol amount increases. Softwood NFC films seem to afford more glycerol without much increase in moisture content. Moisture content of the films plays a crucial role in mechanical performance of films due to its plasticizing effect. Mechanical properties of approximately 25 μm thick NFC and MFC films are in shown Table 1. The NFC films have a higher tensile strength and Young’s modulus compared to MFC films but the strain at break is almost double for the MFC films. The difference in mechanical properties of MFC and NFC films arises from the difference in their microstructures. As can be observed from Figs. 8 and 9, grinding in the case of MFC improves the strength properties of films and the 2nd step homogenization does the same for NFC films. Siro et al. (2011) also report a similar impact of grinding and degree of homogenization on mechanical properties of nanocellulose films. This is due to the higher surface area of fibers obtained after the additional grinding or homogenization step, which enhances hydrogen bonding between fibers during film formation.

TEM image of NFC SW 2H

Moisture content of NFC films with varying glycerol content
It can be observed from Figs. 8 and 9 that there is no significant difference between the mechanical properties of softwood and hardwood NFC films, which is in agreement with results from Fukuzumi et al. (2009). However, they reported a higher tensile strength (\(\sim\)230 MPa) and strain at break (\(\sim\)7 %) but a lower Young’s modulus (\(\sim\)6.5 GPa) for their films. The difference in results could be due to the different mechanical treatment (Ultrasonic homogenizer) utilized by them. In the present study, the pressure used during homogenization was very high (2,000 bar) which breaks cellulose chains to a large extent resulting in similar type/size of nanofibers for softwood and hardwood cellulose. Also, the TEMPO-mediated oxidation is quite harsh under alkaline conditions (Syverud et al. 2011). Aulin et al. (2012) reported a pure NFC film with tensile strength of 256 MPa, modulus of 14.2 Gpa and 6.6 % strain at break. The higher strength and flexibility in their film could be a result of carboxymethylation pretreatment contrary to the TEMPO-mediated oxidation treatment used herein. They also used a different homogenizing technique. Lee et al. (2012) reported tensile strength and strain at break of ground NFC films in a similar range as that for MFC G but they had a higher Young’s modulus. The difference could be either because of excessive grinding (7 times) or due to a different NFC film making technique used by them. Plackett et al. (2009) reported MFCs with same mechanical properties as MFC G and MFC R in the present work even though they had used different pretreatments (enzymatic and carboxymethylation) for production of MFCs. The differences in mechanical properties of MFC and NFC films are similar to the difference between refined cellulose nanofibers and TEMPO-mediated oxidized cellulose nanofibers reported by Qing et al. (2013). Generally, the values for tensile strength and Young’s modulus for MFC and NFC films reported here lie well within the range reported in literature. The slight differences between mechanical properties of softwood and hardwood NFC films also agree with the results from Syverud et al. (2011). Stelte and Sanadi (2009) reported nanocellulose films from softwood to have much better mechanical properties compared to those from hardwood. Since they had used only mechanical treatments for production of hardwood and softwood cellulose nanofibers, the results from this study cannot directly be compared to their results.
One important observation from Fig. 8 is that the strain at break for NFC films is relatively low compared to what has been reported in literature (Iwamoto et al. 2008; Syverud and Stenius 2009; Fukuzumi et al. 2009; Sehaqui et al. 2010; Aulin et al. 2012; Qing et al. 2012; Kurihara and Isogai 2014). In cellulose microfibers/nanofibers, crystalline parts are responsible for providing stiffness and the plastic behavior comes from the amorphous regions. Due to harsh reaction conditions and the high pressure homogenization used in the present work, the amorphous regions in NFCs might have almost disappeared. This could be the reason for such low values for strain at break as there might be significantly lower amounts of the plasticity providing part. Film distortions during free drying also affect the mechanical properties negatively and restrained drying conditions help improve these properties (Baez et al. 2014). A high number of localized stress concentrations developed during drying might be another reason for NFC films having such low values for strain at break. NFC films appeared much more brittle compared to MFC films. Neat cellulose nanofiber films with a very high strain at break (12.6 %) but relatively low elastic modulus (4.79 GPa) have been reported by Qing et al. (2012). Here, the films were prepared by a filtration technique followed by controlled drying, which might have helped lower the localized stress concentrations in the films and increase the strain at break.

Young’s modulus (GPa) and strain at break (%) for MFC and NFC films. Error bars indicate standard deviation of five measurements

Tensile strength (MPa) of MFC and NFC films. Error bars indicate standard deviation of five measurements
Impact of glycerol on mechanical properties was also studied. Glycerol acts as a plasticizer and the strain at break increases for HW 1H as is shown in Fig. 10; however, the tensile strength and Young’s modulus deteriorate with increasing amount of glycerol. Hansen et al. (2012) also noticed the similar effect of glycerol amount on the mechanical properties of xylan/NFC composite films. The plasticizing effect of glycerol can be attributed to its ability to occupy the space between cellulose fiber joints in dry film and thus making a weaker but softer and more flexible film. Due to its hygroscopic nature, a higher amount of glycerol also promotes more moisture uptake thus leading to further plasticizing of the film.

Impact of glycerol content on mechanical properties of NFC (HW 1H)
Light transmittance
Figure 11 demonstrates NFC and MFC suspensions at same solids content. Visual observation for turbidity indicates that MFC suspensions are almost opaque while the NFC suspensions are transparent. This is attributed to smaller and more homogeneous fiber size in NFC suspension. Transparency is a function of light scattering elements and MFC still has micron size fragments of fibers that scatter light. As the fiber size decreases, the suspension becomes more and more transparent at constant solid concentration (Saito et al. 2006). Another reason could be 4–5 times lower carboxylate content of MFC suspension. Besbes et al. (2011) report higher transparency degree of suspensions at high carboxylate content as it leads to more efficient homogenization.

MFC G (opaque) and NFC (SW 1H) (transparent) suspensions at 0.5 % solids
One can observe from Fig. 12 that NFC films are slightly more transparent than MFC films of similar thickness. However, there is no significant difference in transparency among MFC R and MFC G films. Thickness of the NFC films has a minimal impact on light transmittance as shown in Fig. 12. However, thickness had slightly more pronounced impact on light transmittance in MFC films. Light transmittance through MFC and NFC films was measured in the 200–900 nm wavelength range. Figure 13 shows the UV–Visible light transmittance spectra (300–800 nm) of approximately 25 μm thick NFC and MFC films. The transmittance in the UV region drops significantly as it depends on wavelength and decreases due to higher light scattering as the wavelength of light approaches the diameter of fibers (Saito et al. 2006). NFC films show a very high visible light transmittance of more than 90 % compared to MFC films where it is 80–85 %. The lower light transmittance in MFC films is due to presence of large fiber fragments or fiber aggregates. The packing density also decreases for large fibers as is the case for MFC films reported here. Large fibers and large pores significantly increase back scattering of light (Hu et al. 2012). The MFC and NFC films reported here show higher light transmittance in visible region than those reported by Sehaqui et al. (2010), Plackett et al. (2010) and Qing et al. (2013). This could be due to difference in raw material; MFC/NFC production method or a different film preparation technique utilized in these studies.

Photographs of MFC R, MFC G and different thickness NFC (HW 1H) films
It is apparent from Fig. 13 that softwood and hardwood NFC films do not show any significant difference in light transmittance in the visible region. This contradicts to the difference reported by Fukuzumi et al. (2009) where a hardwood NFC film showed a lower transmittance (78 % at 600 nm) compared to a softwood NFC film (90 % at 600 nm). Rodionova et al. (2012) and Syverud et al. (2011) also reported a lower transmittance for hardwood NFC films compared to softwood NFC films. These papers ascribed this to the presence of non-oxidized xylans in hardwood, which scatter light and hence result into lower transmittance in hardwood NFC films. In the present study, a higher amount of oxidizing agent NaClO (12 mmol/g) was used compared to these earlier studies. This seems to have oxidized most of the xylans in hardwood resulting into a similar transmittance for hardwood and softwood NFC films. Grinding seems to improve the light transmittance in the visible region for MFC film but the extra step of homogenization does not have such an impact on NFC film. Aulin et al. (2010) reported an increase in light transmittance (at 600 nm) from 25 to 90 % for 5.1 μm thick MFC film as the number of homogenization steps was increased from 1 to 10. Siro et al. (2011) also observed an improvement in transmittance with increasing degree of homogenization. The difference could again be explained by the high amount of oxidizing agent and the high pressure (2,000 bar) homogenization used in the present study. One step of homogenization seems to achieve high enough degree of fiber separation required for optimal light transparency (90 %) in the visible region.

UV–Visible transmittance spectra of MFC and NFC films
In the shorter UV wavelength region, softwood NFC films show a pronounced absorption band shoulder (at around 250–260 nm) compared to hardwood NFC films as shown in Fig. 13. This absorption is caused by C6 aldehyde groups formed as intermediate structures during TEMPO-mediated oxidation of C6 primary hydroxyls (Fukuzumi et al. 2009). The overall number of C6 primary hydroxyls available for TEMPO-mediated oxidation is more in softwood due to the presence of glucomannan compared to hardwood which contains xylan. Therefore, more C6 aldehyde groups present in softwood NFC films could result in an absorption band shoulder at 250 nm. Light absorption at 250–260 nm further increases with homogenization for both hardwood and softwood NFC films which could be because of increased exposure of C6 aldehyde groups due to further opening of the fiber structure. Adding glycerol to NFC or MFC films did not have a noticeable impact on light transmittance through these films.
Barrier properties
Barrier properties of the MFC and NFC films were measured against mineral oil, vegetable oil, water and dichlorobenzene. WVTR and OTR were also determined. Multiple layers of MFC coating on greaseproof paper and unbleached paper have been reported to reduce air permeability and thus improve the barrier against turpentine oil and castor oil (Aulin et al. 2010). In the present work, stand-alone MFC and NFC films have been studied for their oil barrier properties using the method described by Bollström et al. (2012). The films were found to be perfect barriers against mineral oil and vegetable oil as these oils did not pass through any of the films over a period upto 4 weeks. Both MFC and NFC films were also found to be exceptionally good barriers against dichlorobenzene as no penetration could be detected within the 2 h measurement time. Mineral oil, vegetable oil and dichlorobenzene could not penetrate into the MFC or NFC films either due to their non polar nature or because their molecule size was larger than the pores. Neither type of film had any barrier against water due to their inherent hydrophilic nature.
Table 2 shows the WVTR and OTR data for MFC and NFC films. The WVTR values for NFC films are in the same range as it has been reported in literature previously, but MFC films have values that are 25 % of the NFC films. This result was not expected based on the lower density of the MFC films compared to the NFC films. WVTR is controlled by microstructure as well as surface chemistry of the film. Based on the observation from TEM images, NFC fibers seem very straight and rod-like while MFC fibers are more flexible and have hairy protuberances. It appears that while the NFC fibers can pack tightly as evidenced by the high density of the NFC films, the rod-like fiber geometry leads to a higher permeability when compared to films made from more flexible MFC fibers. The combination of low density and low permeability of the MFC films suggests an existence of unconnected pores in the film. The permeability of the boundary layer of the films created against the smooth petri dish can be of importance for barrier properties of the whole film. The lower WVTR of the MFC films when compared to NFC films might be related to the lower equilibrium moisture content of the former (see Table 1). Furthermore, it has also been observed earlier that the surface of film rather than the core controls the diffusion of water, probably because of a barrier effect related to the presence of water at the surface during the sorption kinetics (Belbekhouche et al. 2011). As water molecules directly adsorb onto the hydroxyl groups of external surface (Belbekhouche et al. 2011), carboxylate content here also might play a role allowing NFC films to adsorb more water. The 2nd step homogenization seems to improve the WVTR while grinding does not have a similar impact.
NFC films are an excellent barrier against oxygen simply due to a very densely packed structure. These films have OTR values in the same range as has been reported in literature (Aulin et al. 2010, 2012). These values meet the oxygen barrier requirements of modified atmosphere packaging. MFC films had a lower OTR than NFC films by a factor of two, again not a result that was expected based on film density. As with the WVTR, this result may again be explained on the basis of non-connecting pores in MFC films. Improved OTR with the 2nd step homogenization and grinding can be related to denser structure formed due to lower aspect ratio and wider size distribution of fibers.
Conclusions
Softwood and hardwood NFCs did not differ much in mechanical properties. Degree of homogenization and grinding clearly seems to improve the tensile strength and Young’s modulus. Glycerol addition improves the strain at break due to its plasticizing effect but at the same time causes a reduction in Young’s modulus and tensile strength. NFCs show superior tensile strength and Young’s modulus but a lower strain at break compared to MFCs.
NFC films have a higher light transparency than MFC films. TEMPO-mediated oxidation followed by one step of high pressure (2,000 bar) homogenization seems enough for achieving maximal light transmittance (90 %) for both softwood and hardwood NFC films in the visible region. Grinding slightly improves the light transmittance of MFC films in the visible region.
MFC and NFC films have excellent barrier properties against dichlorobenzene, mineral oil, vegetable oil and oxygen. In this study, MFC films had exceptionally good barrier against water vapor and oxygen.
TEMPO-mediated oxidation followed by homogenization at high pressure (2,000 bar) produces a very similar kind of NFC from both softwood and hardwood. Single and double pass through the homogenizer had quite similar properties. The key findings of this work indicate a promising future for NFC and MFC films in various applications requiring transparent and strong barrier films. In future, it might be of interest to investigate the physical properties of such films at different ambient conditions, since it is well-known that e.g. the barrier properties of nanocellulose films deteriorate at high RH. It will also be interesting to evaluate the performance of NFC/MFC films at elevated temperatures as it is sometimes required of the substrate to survive sintering during functional printing.
References
Araki J, Wada M, Kuga S (2001) Steric stabilisation of a cellulose microcrystal suspension by poly(ethylene glycol) grafting. Langmuir 17:21–27
Aulin C, Gallstedt M, Lindstrom T (2010) Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 17:559–574
Aulin C, Salazar-Alvarez G, Lindstrom T (2012) High strength, flexible and transparent nanofibrillated cellulose-nanoclay biohybrid films with tunable oxygen and water vapor permeability. Nanoscale 4:6622–6628
Baez C, Considine J, Rowlands R (2014) Influence of drying restraint on physical and mechanical properties of nanofibrillated cellulose films. Cellulose 21:347–356
Belbekhouche S, Bras J, Siqueira G, Chappey C, Lebrun L, Khelifi B, Marais S, Dufresne A (2011) Water sorption behavior and gas barrier properties of cellulose whiskers and microfibrils films. Carbohydr Polym 83:1740–1748
Besbes I, Alila S, Boufi S (2011) Nanofibrillated cellulose from TEMPO-oxidized eucalyptus fibres: effect of the carboxyl content. Carbohydr Polym 84:975–983
Bollström R, Saarinen JJ, Raty J, Toivakka M (2012) Measuring solvent barrier properties of paper. Meas Sci Technol 23:015601
Chinga-Carrasco G, Syverud K (2012) On the structure and oxygen transmission rate of biodegradable cellulose nanobarriers. Nanoscale Res Lett 7:192
Dufresne A, Cavaille J-Y, Vignon MR (1997) Mechanical behavior of sheets prepared from sugar beet cellulose microfibrils. J Appl Polym Sci 64:1185–1194
Eichhorn SJ, Dufresne A, Aranguren M, Marcovich NE, Capadona JR, Rowan SJ, Weder C, Thielemans W, Roman M, Rennecker S, Gindl W, Veigel S, Keckes J, Yano H, Abe K, Nogi M, Nakagaito AN, Mangalam A, Simonsen J, Benight AS, Bismarck A, Berglund LA, Peijs T (2009) Review: current international research into cellulose nanofibers and nanocomposites. J Mater Sci 45:1–33
Fang Z, Zhu H, Yuan Y, Ha D, Zhu S, Preston C, Chen Q, Li Y, Han X, Lee S, Chen G, Li T, Munday J, Huang J, Hu L (2014) Novel nanostructured paper with ultrahigh transparency and ultrahigh haze for solar cells. Nano Lett 14:765–773
Fukuzumi H, Saito T, Wata T, Kumamoto Y, Isogai A (2009) Transparent and high gas barrier films of cellulose nanofibers prepared by TEMPO-mediated oxidation. Biomacromolecules 10:162–165
Hansen NML, Blomfeldt TOJ, Hedenqvist MS, Plackett DV (2012) Properties of plasticized composite films prepared from nanofibrillated cellulose and birch wood xylan. Cellulose 19:2015–2031
Hu L, Zheng G, Yao J, Liu N, Weil B, Eskilsson M, Karabulut E, Ruan Z, Fan S, Bloking JT, McGehee MD, Wagberg L, Cui Y (2013) Transparent and conductive paper from nanocellulose fibers. Energy Environ Sci 6:513–518
Iwamoto S, Abe K, Yano H (2008) The effect of hemicelluloses on wood pulp nanofibrillation and nanofiber network characteristics. Biomacromolecules 9:1022–1026
Klemm D, Kramer F, Moritz S, Lindstrom T, Ankerfors M, Gray D, Dorris A (2011) Nanocelluloses: a new family of nature-based materials. Angew Chem Int Ed 50:5438–5466
Kurihara T, Isogai A (2014) Properties of poly(acrylamide)/TEMPO-oxidized cellulose nanofibril composite films. Cellulose 21:291–299
Lagaron JM, Catala R, Gavara R (2004) Structural characteristics defining high barrier properties in polymeric materials. Mater Sci Technol 20:1–7
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose—its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90:735–764
Lee K-Y, Tammelin T, Schulfter K, Kiiskinen H, Samela J, Bismarck A (2012) High performance cellulose nanocomposites: comparing the reinforcing ability of bacterial cellulose and nanofibrillated cellulose. Appl Mater Interfaces 4:4078–4086
Li F, Biagioni P, Bollani M, Maccagnan A, Piergiovanni L (2013) Multi-functional coating of cellulose nanocrystals for flexible packaging applications. Cellulose 20:2491–2504
Minelli M, Baschetti MG, Doghieri F, Ankerfors M, Lindstrom T, Siro I, Plackett D (2010) Investigation of mass transport properties of microfibrillated cellulose (MFC) films. J Membr Sci 358:67–75
Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and nanocomposites. Chem Soc Rev 40:3941–3994
Nishiyama Y, Langan P, Chanzy H (2002) Crystal structure and hydrogen-bonding system in cellulose I from synchrotron X-ray and neutron fiber diffraction. J Am Chem Soc 124(31):9074–9082
Nogi M, Iwamoto S, Nakagaito AN, Yano H (2009) Optically transparent nanofiber paper. Adv Mater 21:1595–1598
Paunonen S (2013) Strength and barrier enhancements of composites and packaging boards by nanocelluloses—a literature review. Nord Pulp Pap Res J 28(2):165–181
Plackett D, Anturi H, Hedenqvist M, Ankerfors M, Gallstedt M, Lindstrom T, Siro I (2010) Physical properties and morphology of films prepared from microfibrillated cellulose and microfibrillated cellulose in combination with amylopectin. J Appl Polym Sci 117:3601–3609
Qing Y, Sabo R, Wu Y, Cai Z (2012) High-performance cellulose nanofibril composite films. Bioresources 7(3):3064–3075
Qing Y, Sabo R, Zhu JY, Agarwal U, Cai Z, Wu Y (2013) A comparative study of cellulose nanofibrils disintegrated via multiple processing approaches. Carbohydr Polym 97:226–234
Rodionova G, Hoff B, Lenes M, Eriksen O, Gregersen O (2013) Gas-phase esterification of microfibrillated cellulose (MFC) films. Cellulose 20:1167–1174
Rodionova G, Lenes M, Eriksen O, Gregersen O (2011) Surface chemical modification of microfibrillated cellulose: improvement of barrier properties for packaging applications. Cellulose 18(1):127–134
Rodionova G, Saito T, Lenes M, Eriksen O, Gregersen O, Fukuzumi H, Isogai A (2012) Mechanical and oxygen barrier properties of films prepared from fibrillated dispersions of TEMPO-oxidized Norway spruce and Eucalyptus pulps. Cellulose 19(3):705–711
Saito T, Nishiyama Y, Putaux JL, Vignon M, Isogai A (2006) Homogeneous suspensions of individualized microfibrils from tempo-catalyzed oxidation of native cellulose. Biomacromolecules 7:1687–1691
Sehaqui H, Liu AD, Zhou Q, Berglund LA (2010) Fast preparation procedure for large, flat cellulose and cellulose/inorganic nanopaper structures. Biomacromolecules 11:2195–2198
Siro I, Plackett D (2010) Microfibrillated cellulose and new nanocomposite materials: a review. Cellulose 17:459–494
Siro I, Plackett D, Hedenqvist M, Ankerfors M, Lindstrom T (2011) Highly transparent films from carboxymethylated cellulose: the effect of multiple homozenization steps on key properties. J Appl Polym Sci 119:2652–2660
Spence KL, Venditti RA, Habibi Y, Rojas OJ, Pawlak JJ (2010a) The effect of chemical composition on microfibrillar cellulose films from wood pulps: mechanical processing and physical properties. Bioresour Technol 101:5961–5968
Spence KL, Venditti RA, Rojas OJ, Habibi Y, Pawlak JJ (2010b) The effect of chemical composition on microfibrillar cellulose films from wood pulps: water interactions and physical properties for packaging applications. Cellulose 17(4):835–848
Spence KL, Venditti RA, Rojas OJ, Habibi Y, Pawlak JJ (2011a) A comparative study of energy consumption and physical properties of microfibrillated cellulose produced by different processing methods. Cellulose 18(4):1097–1111
Spence KL, Venditti RA, Rojas OJ, Pawlak JJ, Hubbe MA (2011b) Water vapor barrier properties of coated and filled microfibrillated cellulose composite films. Bioresources 6(4):4370–4388
Stelte W, Sanadi AR (2009) Preparation and characterization of cellulose nanofibers from two commercial hardwood and softwood pulps. Ind Eng Chem Res 48:11211–11219
Syverud K, Chinga-Carrasco G, Toledo J, Toledo P (2011) A comparative study of Eucalyptus and Pinus radiata pulp fibres as raw materials for production of cellulose nanofibrils. Carbohydr Polym 84:1033–1038
Syverud K, Stenius P (2009) Strength and barrier properties of MFC films. Cellulose 16:75–85
Taniguchi T, Okamura K (1998) New films produced from microfibrillated natural fibres. Polym Int 47:291–294
Zhu H, Xiao Z, Liu D, Li Y, Weadock NJ, Fang Z, Huang J, Hu L (2013) Biodegradable transparent substrates for flexible organic-light-emitting diodes. Energy Environ Sci 6:2105–2111
Österberg M, Vartiainen J, Lucenius J, Hippi U, Seppala J, Serimaa R, Laine J (2013) A fast method to produce strong NFC films as a platform for barrier and functional materials. Appl Mater Interfaces 5:4640–4647
Acknowledgments
The authors express their gratitude to all those who have helped during this work. We especially acknowledge Sanna Auvinen from Tampere University of Technology for carrying out the Oxygen barrier measurements. We are also very thankful to Dr. Chunlin Xu from Laboratory of Wood and Paper Chemistry at Åbo Akademi for carboxyl content determinations. We express our thanks to Björn Törngren from Laboratory of Physical Chemistry at Åbo Akademi for helping out with the transmittance measurements.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kumar, V., Bollström, R., Yang, A. et al. Comparison of nano- and microfibrillated cellulose films. Cellulose 21, 3443–3456 (2014). https://doi.org/10.1007/s10570-014-0357-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-014-0357-5