
Abstract
The vacuum impregnation assisted sol–gel technique is a promising and environmentally-friendly method for the inorganic modification of wood by the formation of wood-inorganic composites. However, vacuum impregnation is relatively cumbersome and time-consuming. In this study, SiO2–wood composites were prepared by an ultrasonic-assisted sol–gel method, which is an innovative and simple method. Using this method, we found an increase in the degree of silicon incorporation into the cell walls of the wood. The impregnation of silica inside the cell walls were verified by Fourier-transform infrared spectra, X-ray diffraction, scanning electron microscopy and energy dispersive spectrometry. Leaching test proved that the internal cross-linking silica is stably bonded to the wood cell walls. This modified method significantly reduced the hygroscopicity of the wood and consequently improved the mechanical performance of the modified wood. Thermogravimetric and differential thermal analyses showed that the incorporation of silicon retards thermal decomposition and the complete combustion of the wood matrix and it enhances the thermal stability of wood.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Wood is ideal for indoor and outdoor construction and decoration because of its excellent material properties and desirable environmental characteristics such as sustainability and renewability. However, wood is greatly influenced by the environment and it has some natural drawbacks (Rowell 2012). Due to its organic components (cellulose, hemicellulose and lignin) which comprise abundant hydroxyl group, wood incline to uptake moisture when exposure to water, leading to swell, shrink, and rupture. Biological destruction such as rot, infestation, and mildew, caused by the invasion of microorganisms, fungi and insects, also easy occur in humid environments. Besides, flammability and poor mechanical properties (strength, hardness, etc.), particular for fast-growing wood, must be greatly improved.
Many techniques have been used to modify wood and overcome its disadvantages. These techniques include thermal treatment, acetylation, furfurylation, N-methylol (DMDHEU), water glass, resin and oil treatments, wax treatment, chitosan treatment, and treatments involving organic silicon compounds (silanes, siloxanes, and silicons etc.) (Hill 2007; Esteves and Pereira 2009; Ansell 2011, 2012; Maggini et al. 2012; Pries and Mai 2013; Cappelletto et al. 2013; Girardi et al. 2014). While these treatments have inherent advantages, they also have several limitations such as active principles, low effectiveness, expensive operation and optimization, and negative environmental and human health impacts.
Wood-inorganic composite with inorganic modification by the sol–gel method is a promising and environmentally-friendly method of enhancing the properties of wood (Mahltig et al. 2008; Donath et al. 2004; Mai and Militz 2004a, b). Saka and his research group (Saka et al. 1992; Saka and Ueno 1997; Miyafuji et al. 1998; Miyafuji and Saka 2001) first studied the sol–gel method and subsequently undertook several investigations in this area. Tetraethoxysilane (TEOS) was used as a primary precursor for pretreated wood via the vacuum-pressure impregnation technique. The wood-inorganic composites produced by the sol–gel method exhibit strong fire resistance and retain the porous characteristic structure of wood. The same authors then combined TEOS with other reagents as precursors for the preparation of P2O5–B2O3–SiO2 wood-inorganic composites and Na2O–SiO2 wood-inorganic composites. Their results showed that this method can significantly enhance the fire resistance of wood-inorganic composites. This research has been followed up by many other research groups. Recent studies have focused on inorganic-wood composites with silicon alkoxides and silicon alkoxide derivatives (Donath et al. 2006, 2007; Rosenthal and Bues 2010; Palanti et al. 2012; Mahr et al. 2012b; Unger et al. 2013), titanium alkoxides, and titanium alkoxide derivatives (Hübert et al. 2010; Qin and Zhang 2012; Wang et al. 2012; Mahr et al. 2012a, b, 2013) as basic precursors. Results have shown that the incorporation of inorganic components into the wood cell wall produces wood-inorganic composites that enhance the wood’s properties. These properties include fire resistance, dimensional stability, and mechanical properties; reduced moisture and water uptake; and noticeable efficacy against fungi (soft, white and brown rot) and termites.
Previous studies into vacuum-impregnated sol–gel wood-inorganic composites have been undertaken to improve the amount of impregnation during the reaction. This method efficiently improves the precursors that are impregnated in the wood. However, vacuum impregnation is relatively cumbersome and time consuming. To date, no other impregnation technique has been reported for wood sol–gel modification. Ultrasonic irradiation can create extraordinary physical and chemical conditions (Doktycz and Suslick 1990; Suslick and Price 1999; Gedanken 2004; Yunus et al. 2010; Katepetch et al. 2013) and it has been widely used in wood industry (Bucur 2005; Keunecke et al. 2007; Katz et al. 2008; Sinn et al. 2005; Luo et al. 2014). However, there are only a few work about the usage of ultrasonic irradiation to treat wood (Chen et al. 2013; Yunus et al. 2010; Bussemaker et al. 2013; Dhyani and Kamdem 2012; He et al. 2013) and seldom reports concerning the combination of ultrasonic irradiation with sol–gel technique for the inorganic modification of wood materials. We expected that, when used to assist the sol–gel method, ultrasonic irradiation would shorten the reaction time and promote hydrolysis and condensation (Yi et al. 2006; Paulusse et al. 2007; Neppolian et al. 2008; Prasad et al. 2010; Yuan et al. 2012). It would increase the efficiency of wood impregnation by inorganic precursor through cavitation, microagitation, microstreaming, shock waves, and radiation pressure. As ultrasonication may be a simple, time-saving method of impregnation during the sol–gel modification of wood, our work focused on increasing the degree of silicon incorporation into the cell walls of wood.
In this study, we applied the ultrasonic-assisted sol–gel method to prepare wood–SiO2 composites and we evaluated their moisture absorption behavior as well as their thermal and mechanical performances.
Experimental
Materials
Wood specimens of 20 mm (radial) ×20 mm (tangential) ×5 mm (longitudinal) in size were obtained from the sapwood portions of fast-growing Chinese fir (Cunninghamia, a softwood from Jiangsu, China), which is one of the most popular types of timber in China. All specimens were oven-dried (18 h, 103 °C) to obtain initial masses before impregnation to enable a calculation of the weight percentage gain (WPG).
Preparation of precursor solutions and wood treatment
The precursor solutions were produced using TEOS in ethanol by acid-catalyzed hydrolysis and condensation at a molar ratio of H2O/TEOS = 2 using the following reagents: ≥98.5 % TEOS (Shanghai Sinopharm Chemical Reagent Co., Ltd., China), ≥98.5 % ethanol (Shanghai Sinopharm Chemical Reagent Co., Ltd., China), 38 % HCl for catalysis (Hengyang Kaixin Chemical Reagent Co., Ltd., China), and deionized water from Milli-Q. A pH of 2–3 was maintained by the addition of concentrated HCl and monitoring was by a pH meter.
To increase the degree of solution impregnation into the wood, all oven-dried specimens were impregnated with precursor solutions under ultrasonic oscillation for different irradiation times at a power of 50 W using an ultrasonic container (80 kHz, KQ-100TDE, Kunshan Ultrasonic Instrument Co., Ltd., China). After impregnation, the specimens were stored in a climate box at approximately 20 °C under normal pressure and a relative humidity (RH) of approximately 99 %. The specimens were then dried for 3–5 days and cured at 103 °C for 18 h. The process of drying and curing were carried out to ensure that the precursor solutions were hydrolyzed and condensed completely and incorporated into the wood specimens to form stable composite structures.
Characterization
The WPG value of each wood specimen was calculated from the oven-dried masses obtained before and after treatment divided by the initial mass of the impregnated specimen. Moisture sorption was measured to determine the water uptake of the wood specimens. To evaluate moisture sorption, wood specimens were stored at 25 °C and under atmospheric pressure in closed glass desiccators for several months, and the RH was maintained at 99 % using saturated solutions of KNO3. The relative mass gain during the storage period was calculated for time t, as shown in following equation, by measuring the oven-dried mass of the impregnated cured specimen at the beginning of storage (m 0) and the oven-dried mass of the specimen at time t (m t ) (Hübert et al. 2010; Unger et al. 2013).
Leaching test was carried out to evaluate the structural stability of the SiO2–wood composite system. The oven-dried ultrasonic sol–gel treated samples were weighed (M 0) and divided into three groups. The first group was soaked in cool water (room temperature) for 50 h, the second group was soaked in hot water (90 °C) for 8 h, the third group was washed in running water for 50 h, then all treated samples of the three groups were oven-dried at 103 °C for 18 h and measured their oven-dried masses respectively (M 1, M 2, M 3). The WPG value of the treated samples during the leaching test was calculated according to the following equation.
Information about the microstructural morphologies of the tested wood and the distribution of the impregnated sol–gel-based inorganic particles were obtained by scanning electron microscopy (SEM, Supra55, Zeiss, Germany) and energy dispersive spectrometry (EDS, Supra55, Zeiss, Germany). The crystal structures of the wood samples were characterized using X-ray diffraction (XRD, D/max-UItima III, Rigaku, Japan). The bonding force between the silica and the tested wood was analyzed by Fourier-transform infrared spectroscopy (FTIR, Nicolet 5700, USA). The thermal properties of the control wood samples and the tested composites were studied using a thermal analyzer (TG–DTA, SDT Q600, TA, USA) under air flow. The temperature was increased from 25 to 800 °C at a constant heating rate of 10 °C/min. Thermal gravimetric analysis (TGA) and differential thermal analysis (DTA) were simultaneously recorded by a thermal analyzer. Wood specimens of 20 mm (radial) × 20 mm (tangential) × 30 mm (longitudinal) in size were used for mechanical characterization, and their hardness was analyzed using a Brinell hardness analyzer (HB-3000B-I, Jinan Times Test Instrument Co., Ltd., China). The mechanical compression behavior of the wood samples was determined in the longitudinal direction under specified load conditions using a Universal Material Testing Machine (Instron 1185, UK) at a constant speed of 10 mm/min.
Results and discussion
WPG and FTIR analysis
Figure 1 shows the WPG values of the control and treated samples (the data are averages from 10 specimens). The WPG values of the SiO2–wood composites obtained under ultrasonic sol–gel treatment at different ultrasonic irradiation times are shown in this figure. The WPG values increase and then stabilize with an increase in ultrasonic irradiation time. The mass of the SiO2–wood composites increased from 12.6 to 30.3 % after curing. The maximum WPG value was 30.3 % after 1 h. Scattering of the data was caused by the different densities of the wood samples, as a naturally grown product.

WPG values of the control and treated samples obtained under ultrasonic sol–gel treatment at different ultrasonic irradiation times
Figure 2 shows typical FTIR spectra of the control and treated wood samples. Figure 2a shows a broad band at 3,353 cm−1 (–OH stretching), 2,902 cm−1 (–C–H asymmetric stretching vibrations), and 1,605 cm−1 (–OH bending). The fingerprint region is dominated by bands at approximately 1,059 cm−1 attributed to various polysaccharide vibrations (Devi and Maji 2011). The characteristic peaks of the treated and untreated wood are shown in Fig. 2a, b, respectively. The bands at 2,916 cm−1 (–C–H stretching) and 1,062 cm−1 (various polysaccharide vibrations) were almost unchanged. The peak intensities of the bands at 3,388 cm−1 (–OH stretching) and 1,652 cm−1 (–OH bending) were slightly lower and they shifted to higher wavenumbers (Fig. 2b). The wood–OH reaction groups may have combined with silica nanoparticles to form Si–O–Si or Si–O–C covalent bonds. The Si–O–Si bonds gave three characteristic FTIR absorption bands: a rocking mode at around 459 cm−1, a bending mode at around 806 cm−1, and an asymmetrical stretching mode at around 1,062 cm−1 (Najafi et al. 2011). The Si–O–Si symmetric stretching vibration absorption bands at 1,100–1,000 cm−1 overlapped with the Si–O–C bonds (C–O bonds in wood) (Liu et al. 2011).

FTIR spectra of (a) the control wood sample and (b) the treated wood sample (60 min)
XRD analysis
The crystalline structures of the SiO2–wood composites and the control wood samples were analyzed by XRD (Fig. 3). For all the samples, the XRD patterns gave very similar results, with three peaks located at 2θ values of 14.8°, 16.8° and 22.9°, corresponding to the (1–10), (110) and (200) diffraction plane of crystalline Iβ form of native cellulose (French 2014). Ultrasonic sol–gel treatment does not destroy or even change the crystalline structure of wood samples. The diffraction peak intensities and the relative crystallinity decreased with an increase in WPG values. This reduction can be attributed to the amorphous SiO2 present in the composites decreasing the degree of crystallinity with an increase in WPG values.

XRD patterns of the wood specimens [control (a), ultrasonic sol–gel treatment 30 min (b), 60 min (c)]
SEM–EDX analysis
SEM investigations with EDS allowed us to determine the morphology of the microstructure and the distribution of silicon (Fig. 4). The SEM images shown in Fig. 4a, c show the anatomical characteristics of both the transverse and radial sections of the treated wood. The cell lumens were empty, and SiO2 gel was not observed. In terms of morphology (Fig. 4a, c), the ultrasonic sol–gel method did not affect the porous structure of the wood. Compared with the inorganic gel that formed in the cell lumens, the gel in the cell walls was more effective in enhancing the properties of the wood (Unger et al. 2013). SEM–EDS images (Fig. 4a–d) of the transverse and radial sections of the treated wood clearly reveal the presence of abundant silicon with an even distribution in the cell walls of the SiO2–wood composites. Combining the SEM/EDS data with FTIR and XRD data, we can infer that the silica gel is linked and fills the microvoids within the cell wall. The linked silica gel may interact with cell wall components via weak hydrogen bonding or other physical interactions. The silica gel may even be chemically bonded to the wood components by establishing covalent bonds with the hydroxyl groups of the cell wall polymers and because of cross-linking between several hydroxyl groups. The Si–O–Si units thus connect to each other inside the cell walls. Considering the presence of SiO2 gel in the cell walls, we can expect that various aspects of the properties of the SiO2–wood composites will be changed to varying degrees compared to the control wood.

SEM micrographs and silicon X-ray maps taken in the same areas of the treated wood: a, b transverse section of the treated wood; c, d radial section of the treated wood
Possible processes and mechanism of ultrasonic sol–gel treatment
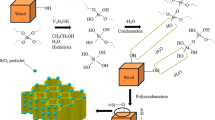
Figure 5 shows a schematic of the possible processes of ultrasonic sol–gel treatment on the SiO2–wood composites. The wood specimens were impregnated with precursor solutions by ultrasonic oscillation. Under ultrasonic oscillation, the impregnating solutions can flow through wood cells and wet the cell wall to some extent. The sol–gel reaction begins immediately, and the water in the cell wall initiates the hydrolysis of alkoxysilanes and the sol–gel process occurs within the cell wall. The silicon alkoxide groups are hydrolyzed by water molecules to siloxanes and this process is catalyzed by acids (Fig. 5a). The hydrolysis and condensation processes are very complex (Fig. 5a, b), and different degrees of hydrolysis and cross-linking occur (Fig. 5c). Ultrasonic radiation has an important function in these processes. Ultrasonication can increase the wood impregnation efficiency of the silica precursor through cavitation, microagitation, microstreaming, shock waves, and radiation pressure. Microstreaming and shock waves contribute external forces and energies. With large kinetic energies and speeds accelerated by shock waves and microstreaming, the silica precursor and nanosol molecules can impregnate the cell wall of the wood quickly, easily, and uniformly. Acoustic streaming increases the amount of reactive surface area collisions and mass transfer between the silica precursor solution and the cell walls of the wood during sonication. Therefore, sonication is beneficial for the promotion of chemical reactions between the OH groups of the silica species in the impregnation solution and also between the OH groups of the silica species in the impregnation solution and the OH groups of the cell wall components. The main reaction sites are the OH groups of the cell wall polymers, which include cellulose, hemicelluloses, and lignin (Fig. 5e).

Schematic of SiO2–wood composite formation by ultrasonic sol–gel treatment
The acoustic cavitation produced by ultrasonic waves decreases the average particle size of the SiO2 sols produced by the reaction with prolonged ultrasonic irradiation time. The average particle size of the SiO2 sols decrease, which indicates that the SiO2 sols sufficiently migrate into the pores of the wood cell walls. With prolonged ultrasonic sol–gel treatment, the gels are formed at the same time. In a subsequent step, siloxanes condense into polysiloxanes (Fig. 5c, d). Some of the wood–OH groups can react with the OH groups of ≡ Si–OH and can react with ≡ Si–OC2H5 to form ≡ Si–O–wood (Fig. 5e, f). The sol–gel reaction can also be carried out in the lumen of the wood. However, the aperture of the lumen is considerably larger than the size of the cell wall pores. The deposited SiO2 gel is not stable in the cell lumens because of the acoustic cavitation effects of ultrasound.
After ultrasonic sol–gel treatment, the samples were stored in a climate box for drying, and the final samples were transferred into a drying oven for final curing to ensure complete hydrolysis and condensation. SiO2 gels and the Si–O–Si cross-linking framework in wood cell walls are obtained by a gel-formation reaction (Fig. 5g), and some ≡ Si–O–wood bonds may be established (Fig. 5h).
Moisture sorption and leaching resistance
Water uptake data are presented in Fig. 6a as a function of time. Both the control and the treated wood samples clearly absorb water quickly within the first 10 days of storage. In most cases, equilibrium values were reached after 15–20 days, and the sample masses remained nearly constant upon further storage in air. The gains in mass during storage in humid air (RH 99 %, room temperature, and atmospheric pressure) of the control samples corresponded to a saturation of approximately 22 % after 2 months. In contrast, moisture sorption by the ultrasonic sol–gel treated SiO2–wood composites was considerably less. The saturation levels of the mass gain were approximately 12.5 % (ultrasonic sol–gel treatment for 30 min) and 9.5 % (ultrasonic sol–gel treatment for 1 h), respectively, after 2 months. The hygroscopicity of the treated wood clearly increased with an increase in WPG. Only SiO2 particles that were incorporated into the cell wall were expected to influence the moisture uptake of the wood (Donath et al. 2004; Unger et al. 2013; Wang et al. 2012). As confirmed by our SEM–EDS, FTIR, and XRD analyses, SiO2 gels can flow into microvoids within the cell wall as fillers and reduce the pore size. Therefore, a limited amount of space was available within the cell wall for water adsorption. An effective blockage of the OH groups of the cell wall polymers may also occur by the formation of covalent bonds with the OH groups of the silica species to avoid the sorption of water during the hydrolysis and polycondensation of the TEOS precursor. Additionally, internal cross-linking occurred in the cell walls between the OH groups of the silica species during the ultrasonic sol–gel treatment process, as described above. This means that a high and stable degree of mineralization was obtained and the hydroxyl groups of the wood were blocked by Si–O–Si cross-linking, which prevented water uptake by the wood. Based on these reasons, some water can still attack these OH groups. Therefore, the reduced availability of OH groups reduces the adsorption of water molecules and increases the wood’s hydrophobic nature.

a Hygroscopicity curves of different wood specimens (control, ultrasonic sol–gel treatment 30, 60 min). b Leaching resistance of SiO2–wood composites (ultrasonic sol–gel treatment 30, 60 min) obtained under different leaching condition
Figure 6b gives the results of leaching test for the SiO2–wood composites (ultrasonic sol–gel treatment 30 and 60 min) obtained under different leaching condition including cool water soaking, hot water soaking, and water washing. The two composites behave quite similarly. Their WPG barely change after soaking in cool or hot water, while, it only presents a slight decrease (around 3 %) after washing. This firmly approved the stable connection between impregnated SiO2 and the surrounding wood cell walls.
Mechanical properties
Figure 7 shows the mechanical properties of the fir wood samples (data is an average of 10 specimens) before and after ultrasonic-assisted sol–gel treatment at different ultrasonic irradiation times. Investigations show that ultrasonic sol–gel treatment with silica precursors can significantly increase both the Brinell hardness and the compressive strength parallel to the grain compared with the control wood. This result indicates that the wood stiffness and compression strength were improved by inorganic modification. Furthermore, the mechanical properties of the SiO2–wood composites increased with increasing WPG. The resistance of the wood samples to deformation, bending and collapse during compression was improved by incorporating a higher amount of SiO2 gel into the cell walls, which may improve the density and hardness of the cell walls by occupying their microvoids with the comparatively rigid SiO2 gel (Mahltig et al. 2008; Wang et al. 2012). The improved hardness and compressive strength may also be attributed to the stable incorporation of silicon components into the wood host because of internal cross-linking.

Brinell hardness and compressive strength of the different wood specimens [control (a), ultrasonic sol–gel treatment 30 min (b), 60 min (c)]
Thermal properties
The thermal stability of wood can be determined from TGA curves by determining the increase in the temperature of pyrolysis of the different wood components and the increase in the amount of residue. This phenomenon indirectly implies that the amounts of volatile combustion products are reduced (Pries and Mai 2013). Figure 8 shows the thermal degradation behavior of untreated and treated wood samples. According to the mass loss regimes observed in the TG curve of the control wood, the TG curve was divided into three different temperature ranges (1, 2, and 3). A slight mass loss was observed from room temperature to 215 °C (region 1). This was owing to the evaporation of adsorbed moisture during the measurement and the partial oxidative decomposition of the minimally steady cell wall component hemicelluloses (Miyafuji and Saka 2001; Mahr et al. 2012a, b; Pries and Mai 2013). An abrupt weight loss (region 2) occurred at 215–325 °C, followed by another remarkable weight loss (region 3) at 325–460 °C. The mass loss in region 2 was related to the initial oxidative decomposition of the wood components, in which hemicellulose was the most thermally unstable, followed by cellulose and lignin. The mass loss in region 3 is attributed to char oxidation. After 460 °C, the control wood was completely thermo-oxidized.

Thermal behavior (a TG curve; b DTA curve) of the control wood and the SiO2–wood composites obtained at different ultrasonic irradiation times (60, 30 min)
Compared with the control wood, the SiO2–wood composites have a similar TG curve in region 1. However, the mass loss in region 2 occurred from 235 °C to 350 °C and the mass loss in region 3 occurred at temperatures above 350 °C and was complete at 550 °C. Both regions 2 and 3 of the SiO2–wood composites shifted toward higher temperatures after which a lower rate of weight loss was observed. Eventually, a higher amount of residue was obtained. The complete combustion of the organic components of the gel was deduced from this result, and the residue is believed to be silica. The SiO2–wood composites yielded residual masses that were dependent on the WPG of the tested composites. Compared with the WPG shown in Fig. 1, the residual amounts presented the same law with the WPGs, but were slightly smaller than the WPGs. This result implies that the WPG contains small amounts of organic residue (un-hydrolyzed alkoxides). Figure 8b shows the heat flow signals as a function of temperature. Two characteristic exothermic peaks were observed in the DTA thermograms of the control wood. The first exothermic peak occurred at 280–350 °C, and the second peak appeared at 410–460 °C. The first characteristic peak is large and distinct because of the oxidative decomposition of the wood components (cellulose, hemicellulose and lignin); the second exothermic peak is ascribed to char oxidation (Mark and Kroschwitz 1989, Mahr et al. 2012a, b). The intensities of the two characteristic exothermic peaks of the SiO2–wood composites weakened with an increase in WPG of several degrees. Additionally, the second characteristic peak shifted a little toward higher temperatures, which indicates a delay in char oxidation. These results indicate that the thermal stability of wood was enhanced by ultrasonic sol–gel treatment. A higher degree of incorporation of fire-resistant SiO2 gels into the cell wall likely shielded the cell wall components. This phenomenon may hinder the cell wall components from continuously escaping as combustible volatiles and gases and, therefore, oxygen does not have complete access to the cell wall components, thus delaying their complete combustion, which improves the thermal properties of the SiO2–wood composites.
Conclusion
In summary, SiO2–wood composites were quickly and successfully produced by ultrasonic radiation-assisted sol–gel treatment. The WPGs and the incorporation of silicon into the cell wall increased with ultrasonic radiation after impregnation with TEOS. Ultrasonic sol–gel treatment resulted in increases in the degree and uniformity of silicon incorporation into the cell wall while the porous characteristic of the wood was retained. Ultrasonic radiation stimulated Si–O–Si cross-linking and the SiO2 gel was stably connected inside the cell walls. The hygroscopicity of the wood was significantly reduced. The mechanical performance and thermal stability of the modified wood consequently improved.
Our results show that ultrasonic irradiation can considerably influence the sol–gel modification of wood. The treatment of wood by the ultrasonic-assisted sol–gel method is an innovative, simple, and time-saving technology that presents an interesting approach for the development of functional wood composites with remarkably enhanced properties. The technology proposed in this work is promising for an improvement in the performance and applications of fast-growing wood with the aim of easing the resource crisis.
References
Ansell MP (2011) Wood: a 45th anniversary review of JMS papers part 1: the wood cell wall and mechanical properties. J Mater Sci 46(23):7357–7368. doi:10.1007/s10853-011-5856-2
Ansell MP (2012) Wood: a 45th anniversary review of JMS papers part 2: wood modification, fire resistance, carbonization, wood–cement and wood–polymer composites. J Mater Sci 47(2):583–598. doi:10.1007/s10853-011-5995-5
Bucur V (2005) Ultrasonic techniques for nondestructive testing of standing trees. Ultrasonics 43(4):237–239. doi:10.1016/j.ultras.2004.06.008
Bussemaker MJ, Xu F, Zhang DK (2013) Manipulation of ultrasonic effects on lignocellulose by varying the frequency, particle size, loading and stirring. Bioresour Technol 148:15–23. doi:10.1016/j.biortech.2013.08.106
Cappelletto E, Maggini S, Girardi F, Bochicchio G, Tessadri B, Di Maggio R (2013) Wood surface protection with different alkoxysilanes: a hydrophobic barrier. Cellulose 20(6):3131–3141. doi:10.1007/s10570-013-0038-9
Chen P, Yu HP, Liu YX, Chen WS, Wang XQ, Ouyang M (2013) Concentration effects on the isolation and dynamic rheological behavior of cellulose nanofibers via ultrasonic processing. Cellulose 20(1):149–157. doi:10.1007/s10570-012-9829-7
Devi RR, Maji TK (2011) Chemical modification of simul wood with styreneacrylonitrile copolymer and organically modified nanoclay. Wood Sci Technol 46(1–3):299–315. doi:10.1007/s00226-011-0406-2
Dhyani S, Kamdem DP (2012) Bioavailability and form of copper in wood treated with copper-based preservative. Wood Sci Technol 46(6):1203–1213. doi:10.1007/s00226-012-0475-x
Doktycz SJ, Suslick KS (1990) Interparticle collisions driven by ultrasound. Science 247(4946):1067–1069. doi:10.1126/science.2309118
Donath S, Militz H, Mai C (2004) Wood modification with alkoxysilanes. Wood Sci Technol 38(12):555–566. doi:10.1007/s00226-004-0257-1
Donath S, Militz H, Mai C (2006) Treatment of wood with aminofunctional silanes for protection against wood destroying fungi. Holzforschung 60(2):210–216. doi:10.1515/HF.2006.035
Donath S, Militz H, Mai C (2007) Weathering of silane treated wood. Holz Roh Werkst 65(1):35–42. doi:10.1007/s00107-006-0131-y
Esteves B, Pereira H (2009) Wood modification by heat treatment: a review. BioResources 4:370–404
French AD (2014) Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 21(2):885–896. doi:10.1007/s10570-013-0030-4
Gedanken A (2004) Using sonochemistry for the fabrication of nanomaterials. Ultrason Sonochem 11(2):47–55. doi:10.1016/j.ultsonch.2004.01.037
Girardi F, Cappelletto E, Sandak J, Bochicchio G, Tessadri B, Palanti S, Feci E, Di Maggio R (2014) Hybrid organic-inorganic materials as coatings for protecting wood. Prog Org Coat 77(2):449–457. doi:10.1016/j.porgcoat.2013.11.010
He Z, Fei Y, Peng Y, Yi S (2013) Ultrasound-assisted vacuum drying of wood: effects on drying time and product quality. BioResources 8(1):855–863
Hill CAS (2007) Wood modification: chemical, thermal and other processes. Wiley, West Sussex
Hübert T, Unger B, Bücker M (2010) Sol–gel derived TiO2 wood composites. J Sol–gel Sci Technol 53(2):384–389. doi:10.1007/s10971-009-2107-y
Katepetch C, Rujiravanit R, Tamura H (2013) Formation of nanocrystalline ZnO particles into bacterial cellulose pellicle by ultrasonic-assisted in situ synthesis. Cellulose 20(3):1275–1292. doi:10.1007/s10570-013-9892-8
Katz JL, Spencer P, Wang Y, Misra A, Marangos O, Friis L (2008) On the anisotropic elastic properties of woods. J Mater Sci 43(1):139–145. doi:10.1007/s10853-007-2121-9
Keunecke D, Sonderegger W, Pereteanu K, Lüthi T, Niemz P (2007) Determination of young’s and shear moduli of common yew and Norway spruce by means of ultrasonic waves. Wood Sci Technol 41(4):309–327. doi:10.1007/s00226-006-0107-4
Liu CY, Wang SL, Shi JY, Wang CY (2011) Fabrication of superhydrophobic wood surfaces via a solution-immersion process. Appl Surf Sci 258(2):761–765. doi:10.1016/j.apsusc.2011.08.077
Luo J, Fang Z, Smith RL Jr (2014) Ultrasound-enhanced conversion of biomass to biofuels. Prog Energy Combust 41:56–93. doi:10.1016/j.pecs.2013.11.001
Maggini S, Feci E, Cappelletto E, Girardi F, Palanti S, Di Maggio R (2012) (I/O) hybrid alkoxysilane/zirconium-oxocluster copolymers as coatings for wood protection. ACS Appl Mater Int 4(9):4871–4881. doi:10.1021/am301206t
Mahltig B, Swaboda C, Roessler A, BÖttcher H (2008) Functionalising wood by nanosol application. J Mater Chem 27:3180–3192. doi:10.1039/b718903f
Mahr MS, Hübert T, Sabel M, Schartel B, Bahr H, Militz H (2012a) Fire retardancy of sol–gel derived titania wood–inorganic composites. J Mater Sci 47(19):6849–6861. doi:10.1007/s10853-012-6628-3
Mahr MS, Hübert T, Schartel B, Bahr H, Sabel M, Militz H (2012b) Fire retardancy effects in single and double layered sol–gel derived TiO2 and SiO2–wood composites. J Sol–Gel Sci Technol 64(2):452–464. doi:10.1007/s10971-012-2877-5
Mahr MS, Hübert T, Stephan I, Militz H (2013) Decay protection of wood against brown-rot fungi by titanium alkoxide impregnations. Int Biodeter Biodegr 77:56–62. doi:10.1016/j.ibiod.2012.04.026
Mai C, Militz H (2004a) Modification of wood with silicon compounds: inorganic silicon compounds and sol–gel systems: a review. Wood Sci Technol 37(5):339–348. doi:10.1007/s00226-003-0205-5
Mai C, Militz H (2004b) Modification of wood with silicon compounds: treatment systems based on organic silicon compounds—a review. Wood Sci Technol 37(6):453–461. doi:10.1007/s00226-004-0225-9
Mark HF, Kroschwitz JI (1989) Encyclopedia of polymer science and engineering. Wiley, New York
Miyafuji H, Saka S (2001) Na2O–SiO2 wood-inorganic composites prepared by the sol–gel process and their fire-resistant properties. J Wood Sci 47(6):483–489
Miyafuji H, Saka S, Yamamoto A (1998) SiO2–P2O5–B2O3 wood–inorganic composites prepared by metal alkoxide oligomers and their fire-resisting properties. Holzforschung 52:410–416. doi:10.1515/hfsg.1998.52.4.410
Najafi A, Golestani-Fard F, Rezaie HR (2011) A study on sol–gel synthesis and characterization of SiC nano powder. J Sol–Gel Sci Technol 59(2):205–214
Neppolian B, Wang Q, Jung H, Choi H (2008) Ultrasonic-assisted sol–gel method of preparation of TiO2 nano-particles: characterization, properties and 4-chlorophenol removal application. Ultrason Sonochem 15(4):649–658. doi:10.1016/j.ultsonch.2007.09.014
Palanti S, Feci E, Predieri G, Vignali F (2012) A wood treatment based on siloxanes and boric acid against fungal decay and coleopter Hylotrupes bajulus. Int Biodeter Biodegr 75:49–54. doi:10.1016/j.ibiod.2012.07.019
Paulusse JMJ, Van Beek DJM, Sijbesma RP (2007) Reversible switching of the sol–gel transition with ultrasound in rhodium(I) and iridium(I) coordination networks. J Am Chem Soc 129(8):2392–2397. doi:10.1021/ja067523c
Prasad K, Pinjari DV, Mhaske ST (2010) Synthesis of titanium dioxide by ultrasound assisted sol–gel technique: effect of amplitude (power density) variation. Ultrason Sonochem 17(4):697–703. doi:10.1016/j.ultsonch.2010.01.005
Pries M, Mai C (2013) Fire resistance of wood treated with a cationic silica sol. Eur J Wood Prod 71(2):237–244. doi:10.1007/s00107-013-0674-7
Qin C, Zhang WB (2012) Antibacterial property of titanium alkoxide/poplar wood composite prepared by sol–gel process. Mater Lett 89:101–103. doi:10.1016/j.matlet.2012.08.089
Rosenthal M, Bues CT (2010) Longitudinal infiltration of silicon dioxide nanosols in wood of Pinus sylvestris. Eur J Wood Prod 68(3):363–366. doi:10.1007/s00107-010-0455-5
Rowell RM (2012) Handbook of wood chemistry and wood composites. Taylor and Francis Group, CRC Press, Madison
Saka S, Ueno T (1997) Several SiO2 wood–inorganic composites and their fire-resisting properties. Wood Sci Technol 31(6):457–466
Saka S, Sasaki M, Tanahashi M (1992) Wood-inorganic composites prepared by sol–gel processing I. wood inorganic composites with porous structure. Mokuzai Gakkaishi 38:1043–1049
Sinn G, Mayer H, Stanzl-Tschegg S (2005) Surface properties of wood and MDF after ultrasonic-assisted cutting. J Mater Sci 40(16):4325–4332. doi:10.1007/s10853-005-1995-7
Suslick KS, Price GJ (1999) Applications of ultrasound to materials chemistry. Annu Rev Mater Sci 29:295–326. doi:10.1146/annurev.matsci.29.1.295
Unger B, Bücker M, Reinsch S, Hübert T (2013) Chemical aspects of wood modification by sol–gel-derived silica. Wood Sci Technol 47(1):83–104. doi:10.1007/s00226-012-0486-7
Wang XQ, Liu JL, Chai YB (2012) Thermal, mechanical, and moisture absorption properties of wood–TiO2 composites prepared by a sol–gel process. BioResources 7:893–901
Yi TF, Hu XG, Gao K (2006) Synthesis and physicochemical properties of LiAl0.05Mn1.95O4 cathode material by the ultrasonic-assisted sol–gel method. J Power Sources 162(1):636–643
Yuan W, Yan J, Tang ZY, Ma L (2012) Synthesis of high performance Li3V2(PO4)3/C cathode material by ultrasonic-assisted sol–gel method. Ionics 18(3):329–335. doi:10.1007/s11581-011-0652-1
Yunus R, Salleh SF, Abdullah N, Biak DRA (2010) Effect of ultrasonic pretreatment on low temperature acid hydrolysis of oil palm empty fruit bunch. Bioresour Technol 101(24):9792–9796. doi:10.1016/j.biortech.2010.07.074
Acknowledgments
This work was supported by the National Natural Science Foundation of China (51172045), Research Fund for the Doctoral Program of Higher Education of China (20113514120006) and Natural Science Foundation of Fujian Province (2012J0511).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lu, Y., Feng, M. & Zhan, H. Preparation of SiO2–wood composites by an ultrasonic-assisted sol–gel technique. Cellulose 21, 4393–4403 (2014). https://doi.org/10.1007/s10570-014-0437-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-014-0437-6