
Abstract
The effect of temperature during cellulose compression has been studied using mechanical testing, particle size analysis, density and pressure–volume–temperature (PVT) measurements, crystallinity index, scanning electron microscope photographs and water sorption isotherms. Commercial cellulose powder samples with different crystallinity levels were compacted at high pressure (177 MPa) for 10 min at two different temperatures: 25 and 160 °C. Three point bending test results for compressed samples are discussed. When pressure was applied directly to powders at room temperature, the cellulose sample with the highest level of crystallinity showed an increase in its crystallinity index of about 5 %, while this was about 22 % for the sample with the lowest level. These increases were even higher at 160 °C attaining 8 and 33 % respectively. Using density measurements, a densification phase related to this crystallinization was observed, and the PVT diagrams from different cellulose samples showed that this was associated with high temperatures. Water sorption isotherms were made on cellulose samples before and after compression. They showed a diminution of cellulose sorption capacity after compression at 160 °C, revealing the effect of temperature on high-pressure cellulose compression, reducing specific surface area. Events of this nature suggest a sintering mechanism, when temperature is associated with high pressure during cellulose compression.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cellulose is a high molecular weight linear polymer composed of several hundred to over ten thousand d-glucopyranose units linked by β-1,4-glycosidic bonds. This macromolecule is the most abundant renewable polymer resource on earth (Dufresne 2006), and its use as a raw material has been widely developed over several decades, especially for reinforcing plastic materials to produce biocomposites particularly in the automotive, packaging and building industries (Mohanty et al. 2005). Traditional biocomposites are molded by conventional processes such as injection molding, extrusion or compression molding, using thermoplastics and thermosetting resins, which are often petroleum based products. Thus, in order to create biocomposites using only renewable resources, all-cellulose composites are coming under increased scrutiny. As cellulose itself is well known to be infusible and shows thermal degradation at relatively low temperatures, these composites are usually manufactured by processes that do not require a rubber-like state, e.g. compression molding of pulps, or processes that involve solvents to generate a homogeneous phase (Huber et al. 2011; Nishino et al. 2004).
In the pharmaceutical field, cellulose compression has been widely studied. Most of this work concerns purified samples to evaluate their use as a tablet preparation excipient, and they focus on changes in crystallinity and compaction properties under high pressures. For example, Kumar and Kothari (1999) demonstrated increased crystallinity by direct compression of cellulose excipients. In addition, Nakai et al. (1977) demonstrated that celluloses with low crystallinity produce weaker tablets, however, no direct relationship has been found between crystallinity and compression properties. Although another study has revealed that the crystallinity of compressed microcrystalline cellulose particles initially increased slightly, and then decreased as the compaction pressure was increased (Ek et al. 1995). Nevertheless, these kinds of studies only use high pressure to compress cellulose, the effect of temperature has never been evaluated for purified cellulose compression.
Studies concerning biopolymers or cellulose-based composites have shown that better mechanical properties are obtained when pressure is combined with high temperatures (Rampinelli et al. 2010), although in these processes, additives are used to increase plasticization or mixing. New studies show that materials can be formed from cellulose by compression at an appropriate temperature, without any binder (Miki et al. 2007; Nilsson et al. 2010; Zhang et al. 2012). However, the pressures applied here are relatively low (under 100 MPa) and protocols may involve several steps, leading to high energy consumption.
The aim of this work is to observe the effect of temperature during high pressure, direct compression of cellulose, and attempt to elucidate the mechanism using mechanical testing, PVT measurements, crystallinity index and dynamic vapor sorption analyses. Commercial cellulose powder samples with different crystallinity levels were thus compressed at high pressure (177 MPa) and at two different temperatures (25 and 160 °C) before being characterized. Room temperature was 25 and 160 °C was chosen as high temperature after Rouilly et al. (2012) works. They have obtained solid materials with high cohesion and mechanical properties, by high pressure molding of lignocellulosic material at temperatures around 150 and 160 °C.
Experimental
Cellulose samples
Three celluloses were used in this study: α-Cellulose, which was obtained by washing, bleaching, purifying and drying aspen trees (96 % purity according to the supplier, with 4 % insoluble hemicelluloses), Vitacel L600/30 obtained by mechanical micropulverizing of purified cellulose and Avicel PH101 obtained by partial hydrolyzing of purified cellulose with mineral acid. All of them commercially available: Avicel PH101 and α-Cellulose purchased from Sigma-Aldrich (Saint Quentin Fallavier, France), and Vitacel L600/30 graciously provided by JRS Pharma GmbH (Rosenberg, Germany).
Particle size analysis
Dry measurements of particle size distribution in the powder cellulose samples, were made with a Mastersizer 2000 laser diffraction granulometer equipped with a Scirocco dry disperser from Malvern Instruments Ldt (Malvern, UK), at a dispersion pressure of 2 bar.
High pressure compression
High-pressure compression experiments were carried out using a hydraulic press. 12 g of cellulose powder preconditioned at 60 % RH was placed inside a steel mold located between the two aluminium plates of a MAPA 50 hydraulic press from Pinette Emidecau Industries (Chalon sur Saone, France). A pressure of 177 MPa was maintained for 10 min and then the compressed samples—50 mm × 50 mm squares—were removed directly after compression from the mold. The mold was preheated for experiments that were performed at 160 °C.
Mechanical bending properties
A 5-kN H5K-T universal tensile test machine from Tinius Olsen Ltd. (Surrey, England), was used to assess the flexural properties of compressed cellulose sample strips, 50 mm long and 10 mm wide cut from the compressed cellulose squares. The exact dimensions of each sample were measured with a digital micrometer IDC-112B from Mitutoya Corp. (Tokyo, Japan), to calculate their volume and section. The force applied to the test sample was then used to measure flexural properties for bending the material, including stress at break (σf) and bending modulus (Ef),
where F is the force at the fracture point, L the length of the support span, b the width of the sample, d the thickness of the sample and m the slope of the initial straight-line portion of the load deflection curve.
The test speed was 6 mm/min and the span length was 40 mm. Samples to be tested were cut, and equilibrated in an environmental chamber at 60 % RH and 25 °C for 2 weeks before being tested.
PVT measurement
Pressure–volume–temperature diagrams were obtained in a piston die PVT 100 apparatus from Haake Thermo Electron Corporation (Karlsruhe, Germany). Cellulose powder samples were introduced into a floating measurement cylinder of 7.77 mm diameter between two PTFE disc seals. A hydraulic pressure was applied to the piston at the top of the cell. An identical piston and sealing system was located at the bottom of the cell. Measurements were carried out using the isobaric heating mode procedure from 25 to 160 °C at 177 MPa of pressure. The heating rate was 5 °C/min.
Specific gravity measurement
The density of compressed samples was measured using the Density Determination Kit from Sartorius AG (Goettingen, Germany). This device applies the Archimedean principle for determining the density of a solid. A solid immersed in a liquid is exposed to the force of buoyancy. The value of this force is the same as that of the weight of the liquid displaced by the volume of the solid:
where ρ is the density of the solid, W(a) the weight of the solid in air, W(fl) the weight of the solid in liquid, and ρ(fl) the density of the liquid. Densities and weights are expressed in g/cm3 and g respectively. For all measurements, Cyclohexane was used as the immersion liquid at room temperature.
Dynamic vapor sorption analyses
Water sorption isotherms were obtained using a Dynamic Vapor Sorption (DVS) Advantage System from Surface Measurement Systems (Alperton, UK). This technique uses an ultrasensitive balance capable of measuring changes in the sample mass as low as 0.1 μg. The sample was equilibrated at a constant temperature and at different relative humidities. The changes in relative humidity were made using mixtures of dry and moisture-saturated nitrogen flowing over the samples. The sample mass used was around 10 mg, and the relative humidities programmed were from 0 to 95 %, divided into 5 % increments (20 steps). The temperature was set at 25 °C. A sample was considered to be at equilibrium when changes in its mass were lower than 5 × 10−3 %/min. Samples were dried for 300 min inside the DVS under a stream of dry nitrogen (0 % RH) at 103 °C, to obtain the dry weight. X-ray diffraction (XRD) spectra showed that drying cellulose at 103 °C does not modify the structure of the polymer. Surface areas and sorption constants were calculated from the water sorption isotherm, using the Brunauer Emmet and Teller (BET) model with the SMS Isotherm Analysis software.
SEM
Electron micrographs of different samples were performed with a LEO 435 VP scanning electron microscope (SEM) from Carl Zeiss SMT GmbH (Oberkochen, Germany). Observations were made on broken samples recovered from mechanical bending tests to see the core of samples. Before observation, samples were coated with silver using a direct current sputter technique.
X-ray diffraction pattern
The crystallinity index (CI) of cellulose samples was measured using XRD before and after compression treatment. XRD was performed using a Rigaku MiniFlex II Desktop X-ray Diffractometer with Cu Kα radiation (Tokyo, Japan). Cellulose samples were placed inside the diffractometer. For powdered samples a quartz-lead sampler was used, whereas compressed samples were placed directly inside the equipment. Scans were obtained from 5 to 50 degrees 2θ in 0.05 degree steps, with 15 s per step.
crystallinity index of cellulose samples were calculated from a method developed by Segal et al. (1959) and adopted by others (Revol et al. 1987; Parikh et al. 2007) using the ratio between the height of the crystalline peak intensity and that of the total intensity.
Results
Characterization of powdered celluloses
Three different commercial celluloses were used in order to have samples with different crystallinity indexes: one cellulose with a high degree of crystallinity (Avicel PH101), and two celluloses with a lower degree of crystallinity (Vitacel L600/30 and α-Cellulose). Powdered cellulose samples were characterized by particle analysis and crystallinity index (Table 1).
Powdered cellulose CI values, obtained from X-ray diffraction, confirm higher amounts of amorphous regions for Vitacel and α-Cellulose, with low CI’s (48 and 62 % respectively), whereas for Avicel, the high degree of crystallinity means it reaches a higher CI value (75 %). Some differences can also be observed in the particle size analysis results. Distribution of α-Cellulose particle size is more polydisperse than Vitacel and Avicel. Thus, α-Cellulose has a particle population including: small particles (10 % of them are smaller than 17.8 μm), a mode size of 62.6 μm (very similar to Avicel) and large particles with sizes greater than 500 μm; even though the volume moment mean diameter is about 99.8 μm. On the other hand, distributions for Avicel and Vitacel are less dispersed. The Avicel particle size population is greater than Vitacel with volume moment mean diameters of 70.3 and 31.5 μm respectively. Furthermore, a very small second peak appeared for Vitacel and α-Cellulose (figure not included) corresponding to smaller particles.
Before high pressure compression, cellulose powder samples were equilibrated in an environmental chamber at 60 % RH and 25 °C for 2 weeks. Following this, the cellulose samples’ moisture contents were those given in Table 1. A decrease in moisture content is observed as CI increases, due to the difficulty for water molecules to be adsorbed, because of the arrangement adopted by cellulose chains in the crystalline zones associated with hydrogen bonds.
High pressure compression of powdered cellulose
High pressure compression experiments were carried out for 10 min at 177 MPa at two different temperatures—25 and 160 °C—for each cellulose sample. This pressure is within the range usually used for tablet preparation (Sebhatu et al. 1997), but is relatively high compared to those employed in cellulose thermo-molding (Miki et al. 2007; Nilsson et al. 2010; Zhang et al. 2012). Solid compressed cellulose samples were obtained at both temperatures without adding any binder. Samples compressed at room temperature retained the same color as the powder, while samples formed at 160 °C became browner. All samples compressed at 160 °C had a slightly plasticized surface appearance.
Mechanical properties for bending
Mechanical behavior of compressed cellulose was evaluated by the flexural stress at break (σf) and the bending modulus (Ef) normalized by their density. Figure 1 shows how σf increases simultaneously with compression temperature for all cellulose samples. These changes in flexural stress at break become higher with increasing cellulose crystallinity index. Thus, Vitacel normalized σf increases 44 %, whereas α-Cellulose and Avicel increase 62 and 69 % respectively.

Stress at break normalized by their density in m²/s² of compressed celluloses at two temperatures: 25 and 160 °C. Standard deviation is obtained with n = 5
Figure 2 shows the bending Modulus normalized by their density of compressed celluloses at two different temperatures: 25 and 160 °C. As expected, the highest values are obtained for the cellulose with the highest CI at both compression temperatures (1.6 × 106 m²/s² at 25 °C and 2.2 × 106 m²/s² at 160 °C). However, although the bending modulus is higher for cellulose samples formed at 160 °C, the actual increases are smaller than the standard deviations for Vitacel and α-Cellulose. Therefore a major difference for bending modulus related to temperature cannot be established.

Bending Modulus normalized by their density in m²/s² of compressed celluloses at two temperatures: 25 °C and 160 °C. Standard deviation is obtained with n = 5
Nor is it easy to compare the mechanical bending properties of these cellulose samples, with tensile properties reported in the literature for tablet preparation. However, in the composite materials field, flexural properties are of interest, and for our compressed cellulose materials these are weaker than those found by Huda and co-workers, or Takagi and Asano, for “green” composites (Huda et al. 2005; Takagi and Asano 2008).
Even if the standard deviations for the mechanical behavior results pose a problem, the trend is clear enough to be able to draw conclusions. The scattering of the results can be attributed to fissures that are created during the cutting process or decompression. A complete study concerning the weakness of this protocol has been developed in our laboratory, by testing a new dog-bone tensile specimen mold, producing mechanical test samples without cutting. And this work also elucidates the effect that different parameters of a high pressure compression-molding process, have on the mechanical properties of α-Cellulose (Pintiaux et al. 2013). Thus, α-Cellulose test samples, with a density of 1.5 g/cm3, can attain bending stress at break values around 40 MPa and a bending modulus of 6.2 GPa with an appropriate protocol. Therefore, even though the values presented here could be improved, they serve their purpose as a comparative means to observe differences between cellulose samples and compression temperatures.
Specific gravity determinations of compressed cellulose samples are shown in Table 2. An increase in specific gravity as the high-pressure compression temperature rises from 25 to 160 °C is observed, but also a rise in the cellulose crystallinity index (Table 3). Thus, Avicel samples had the highest density at 160 °C (1.492) which is close to the true density literature value for microcrystalline cellulose of 1.512 g/cm3 (Kibbe 2000), confirming that a better arrangement of cellulose chains gives a higher crystallinity index. And as expected, increases observed in the mechanical properties of compressed cellulose samples follow density and CI increases. No good correlation was identified between mechanical properties, density or CI measurements. Other parameters, as molar mass, would have to be studied to find better correlations.
Pressure–volume–temperature diagrams
In order to evaluate the effect of temperature on cellulose compression, PVT measurements with the different cellulose samples were carried out. Figure 3 shows the isobaric curves obtained from these measurements with the cellulose volumes normalized with the volume recorded at 25 °C (Vo). These isobaric curves can be divided into three zones:

PVT diagrams for different cellulose samples obtained at 177 MPa pressure from 25 to 160 °C. Isobaric curves are normalized (V/Vo)
In the first, V/Vo decreases for all cellulose samples between 25 and 60 °C. This is due to a densification process associated with an inflection point at a transition temperature. It can be seen that Avicel PH101, which is the cellulose with the highest crystallinity index, has the lowest densification. α-Cellulose has the highest densification rate, and this could be explained by its particle size distribution. A polydisperse particle population can contain larger free spaces, which are easier to compact.
The second zone corresponds to the V/Vo plateau where cellulose has the lowest specific volume, and the third zone begins when an increase of cellulose volume is noticed (around 120 °C). This thermal expansion seems to be related to water content as it was not observed for dry cellulose PVT measurements (results are not shown). This expansion could be explained by a higher mobility of cellulose amorphous regions in presence of water. Amorphous polymers classically present thermal expansion in these kinds of measurements (Sato et al. 2000).
A complete study concerning α-Cellulose PVT measurements has been performed. This work includes modeling of experimental data using the Tait equation and a study of the effect of pressure on the transition temperature, and will be published soon (Jallabert et al. 2013).
Discussion
To investigate structural changes in cellulose during compression at two different temperatures, DVS analyses, SEM photographs and X-ray diffraction patterns were made for cellulose samples.
Table 3 shows surface areas and sorption constants calculated from water sorption isotherms using the BET model. Surface area values seemed to stay in the same range when only pressure was applied, while decreasing drastically when temperature was associated with this compression. Sorption constants decreased with pressure and temperature. However, an exception to this pattern was observed with Avicel, which gave unexpected values for compressed samples at 25 °C. Here the BET model did not fit as well as for the other samples, maybe because of Avicel’s high crystallinity index.
Regarding crystallinity index values when pressure was applied at room temperature, the cellulose sample with the highest level of crystallinity showed an increase of 5 %, whereas this was around 22 % for the cellulose sample with the lowest level. This increase can be explained by a transformation of strained structures in cellulose particles into more ordered forms, as a result of the compression (Kumar and Kothari 1999). The CI of compressed cellulose at 160 °C was higher than the CI of cellulose compressed at 25 °C. And these increases in CI were higher for cellulose samples with a lower CI (33 % for Vitacel), whereas Avicel compressed samples only showed increases up to 8 %.
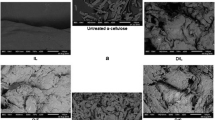
All these observations can be explained by the arrangement of cellulose fibers under pressure. When this is applied at room temperature, cohesion seems to be governed only by the formation of intermolecular hydrogen bonds between the fibers. Surface area, determined from the BET model of water adsorption isotherm, stayed in the same range as the raw powder (Table 3). This was confirmed by the SEM photographs (Fig. 4), on which bundles of fibers were observed and the individual fibers were still visible. The slight increase of crystallinity index could then be attributed to a reorganization of the amorphous phase of cellulose chains, as is sometimes observed in tablet production.

Scanning electron micrographs of α-Cellulose in three different states: powder, compressed 10 min at 177 MPa and 25 °C and compressed 10 min at 177 MPa and 160 °C. For micrographs, scale bars are 10 (top row) and 100 μm (bottom row)
When temperature increases with pressure, the loss of specific volume observed on the PVT diagrams, combined with a marked decrease in the material surface area, seems to indicate partial interdiffusion of the fibers’ external parts, which may be more amorphous than their core. The increase of crystallinity alone cannot explain this decrease, especially for highly crystalline samples such as Avicel.
This interdiffusion, which was clearly observable on the SEM photographs (Fig. 4) where individual fibers were more difficult to identify, is responsible for the higher densities measured because of a loss of interparticle porosity (Table 2), which significantly improves the mechanical properties of compressed cellulosic materials at 160 °C, especially their stress at break on bending (Fig. 1).
This densification process, which may be characteristic of a sintering mechanism, is more easily discernible for the more amorphous and polydisperse samples such as α-Cellulose (Fig. 3). This could be explained by a difficulty to interpenetrate in the crystalline phase and by the high free space of polydisperse particle sizes that can be reduced during densification.
Sintering is well known for refractory materials such as ceramics but also for some polymers (Liangbin et al. 2001), and it may thus represent a new innovative way of forming cellulose-based materials.
Conclusions
Solid compressed samples were formed from cellulose powder under high pressure compression with no binder at room temperature. The increase of temperature (up to 160 °C) during compression, improved the mechanical properties of all samples. This increase was even higher for low CI cellulose samples and for α-Cellulose, which had a wider particle size distribution. In the light of specific analyses, the cohesion mechanism seemed to be that of sintering. PVT diagrams showed a marked densification with temperature. The specific surface areas of compressed samples drastically decreased at high compression temperature, and on SEM photographs, fibers blended into a smooth surface. This densification was also linked to an increase in the crystallinity index of cellulose samples. More studies are needed to completely understand this interdiffusion phenomenon and evaluate its possible applications.
Abbreviations
- CI:
-
Crystallinity index
- PVT:
-
Pressure–volume–temperature
- DVS:
-
Dynamic vapor sorption
- BET:
-
Brunauer Emmet and Teller
- SEM:
-
Scanning electron microscope
References
Dufresne A (2006) Comparing the mechanical properties of high performances polymer nanocomposites from biological sources. J Nanosci Nanotechnol 6(2):322–330
Ek R, Wormald P, Ostelius J, Iversen T, Nystrom C (1995) Crystallinity index of microcrystalline cellulose particles compressed into tablets. Int J Pharm 125(2):257–264
Huber T, Müssig J, Curnow O, Pang S, Bickerton S, Staiger MP (2011) A critical review of all-cellulose composites. J Mater Sci 47(3):1171–1186
Huda MS, Mohanty AK, Drzal LT, Schut E, Misra M (2005) “Green” composites from recycled cellulose and poly (lactic acid): physico-mechanical and morphological properties evaluation. J Mater Sci 40(16):4221–4229
Jallabert B, Vaca-Medina G, Calzalbou S, Rouilly A (2013) The pressure–volume–temperature relationship of cellulose. Cellulose. doi:10.1007/s10570-013-9986-3
Kibbe AH (2000) Handbook of pharmaceutical excipients, 3rd edn. American Pharmaceutical Association, Washington
Kumar V, Kothari SH (1999) Effect of compressional force on the crystallinity of directly compressible cellulose excipients. Int J Pharm 177(2):173–182
Liangbin L, Rui H, Shiming H (2001) Sintering polymer nano-crystals at high pressure. J Mater Sci Lett 20(9):807–809
Miki T, Sugimoto H, Kanayama K (2007) Thermoplastic behavior of wood powder compacted materials. J Mater Sci 42(18):7913–7919
Mohanty AK, Misra M, Drzal LT (eds) (2005) Natural fibers, biopolymers, and biocomposites. CRC Press
Nakai Y, Fukuoka E, Nakajima S, Hasegawa J (1977) Crystallinity and physical characteristics of microcrystalline cellulose. Chem Pharm Bull 25(1):96–101
Nilsson H, Galland S, Larsson PT, Gamstedt EK, Nishino T, Berglund LA, Iversen T (2010) A non-solvent approach for high-stiffness all-cellulose biocomposites based on pure wood cellulose. Compos Sci Technol 70(12):1704–1712
Nishino T, Matsuda I, Hirao K (2004) All-cellulose composite. Macromolecules 37(20):7683–7687
Parikh DV, Thibodeaux DP, Condon B (2007) X-ray crystallinity of bleached and crosslinked cottons. Text Res J 77(8):612–616
Pintiaux T, Viet D, Vandenbossche V, Rigal L, Rouilly A (2013) High pressure compression-molding of α-cellulose and effects of operating conditions. Materials 6(6):2240–2261
Rampinelli G, Di Landro L, Fujii T (2010) Characterization of biomaterials based on microfibrillated cellulose with different modifications. J Reinf Plast Compos 29(12):1793–1803
Revol JF, Dietrich A, Goring DAI (1987) Effect of mercerization on the crystallite size and crystallinity index in cellulose from different sources. Can J Chem 65(8):1724–1725
Rouilly A, Rigal L, Vandenbossche V (2012) Process for manufacturing an eco-compatible solid material and eco-compatible solid material obtained. France Patent WO 2012069736
Sato Y, Inohara K, Takishima S, Masuoka H, Imaizumi M, Yamamoto H, Takasugi M (2000) Pressure–volume–temperature behavior of polylactide, poly (butylene succinate), and poly (butylene succinate-co-adipate). Polym Eng Sci 40(12):2602–2609
Sebhatu T, Ahlneck C, Alderborn G (1997) The effect of moisture content on the compression and bond-formation properties of amorphous lactose particles. Int J Pharm 146(1):101–114
Segal L, Creely JJ, Martin AE, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text Res J 29(10):786–794
Takagi H, Asano A (2008) Effects of processing conditions on flexural properties of cellulose nanofiber reinforced “green” composites. Compos Part A Appl Sci Manuf 39(4):685–689
Zhang X, Wu X, Gao D, Xia K (2012) Bulk cellulose plastic materials from processing cellulose powder using back pressure-equal channel angular pressing. Carbohydr Polym 87(4):2470–2476
Acknowledgments
The authors would like to thank The French National Research Agency (ANR) and the Competitive Cluster for the Agricultural and Food Industries in South-West France (AGRIMIP), who financed this study under the aegis of the HYPMOBB (High Pressure Molding of Biopolymers and Biocomposites) project.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Vaca-Medina, G., Jallabert, B., Viet, D. et al. Effect of temperature on high pressure cellulose compression. Cellulose 20, 2311–2319 (2013). https://doi.org/10.1007/s10570-013-9999-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-013-9999-y