
Abstract
This work compares the catalytic performance in biodiesel production of different kind of catalysts: acid, acid–base and biocatalysts. The inorganic catalysts tested have been: strong acid catalysts (USY, BEA, FAU-X), weak acid catalysts (MCM-41 and ITQ-6 with Si/Al = ∞), acid–base catalysts (K-MCM-41, K-ITQ-6), potassium silicate (K2SiO3) and hydroxide (KOH). The enzyme used as biocatalyst has been the Rhizomucor miehei Lipase. This enzyme has been immobilized in/on zeolite and related materials by different routes: adsorption, covalent binding, entrapment by sol–gel in mesoporous matrix or into liposome hybrid nanospheres. Among inorganic solid catalysts tested, the highest triglycerides conversion and biodiesel yield were achieved by K-ITQ-6 catalysts, after 48 h of reaction at 180 °C. Among heterogeneous biocatalysts, the type of lipase immobilization procedure strongly affects the final performance of the biocatalyst, especially toward its stability. The lipase encapsulated into the surfactant/mesoporous matrix or liposome nanospheres showed the best biodiesel productivity. The comparison among inorganic catalysts and biocatalysts tested reveals that the first type of catalysts requires much energy and alcohol consume in order to achieve the same substrate conversion, while the biodiesel yield strongly increases using biocatalyst, due to its high selectivity.
Graphical Abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Climate changes and increasing of oil costs are leading toward development of new strategies for energy supply and environment saving. European Commission are devoting considerable attention to energy issue. Biofuels production increasing is one of the main key factors necessary to achieve the European 2020 objectives. Simultaneously, United State is spending a lot of efforts in biotechnologies development for biofuels, especially toward the passage from first to third generation biofuels [1–5]. Generally speaking, the type of biofuel depends mainly by its final composition. For diesel engines, biodiesel has to be distinct from green diesel because it represents a fatty acid methyl ester mixture, while, the green diesel is a liquid alkanes mixture obtained by dehydration/hydrogenation of biomass-derived carbohydrates [6].
Biodiesel (fatty acid methyl esters) is derived by transestrification of vegetable oils catalyzed by acids, bases or enzymatic catalysts, in presence of methanol. The methyl esters mixture (or Biodiesel fuel) has similar properties of fossil diesel fuel (cetane number, kinematic viscosity) but it does not contain petroleum products and sulfur compounds. The current industrial production process of biodiesel uses the homogeneous alkaline catalyst: sodium hydroxide, sodium methoxide, potassium hydroxide or potassium methoxide [7]. The homogeneous basic transesterification shows a very fast kinetic of reaction but also a collateral saponification reaction that reduces the biodiesel production efficiency. To prevent the biodiesel yield loss, due to the saponification reaction, oil and alcohol must be dry and the oil should have a minimum amount of free fatty acids (FFAs), less than 0.1 wt% Water causes hydrolysis and formation of emulsions that render difficult the separation of the glycerin and biodiesel recovery. The amount of basic catalyst must be in excess due to its consumption in undesired and collateral reactions. Finally, an additional step is required in order to neutralize the catalyst, with high water consume and high production of glycerin aqueous solution and NaCl, as by-products [7–9].
By contrary, biodiesel production by acid-transesterification is not affected by the sub-products formation and no limitation on FFAs composition is required. The main drawbacks of an acid homogeneous transesterification are the corrosive catalyst (H2SO4, H3PO4, HCl) and the slow reaction rate. This may be increased at high temperature and pressure, involving larger costs [8]. Many efforts are developed to perform new catalysts for the transesterification of triglycerides to biodiesel, such as: solid acids [10–15] (Amberlyst-15, H-Zeolites, Cs-heteropoly acids), solid basic [13, 15–23] (KOH–NaX, KI–Al2O3, Na/NaOH/γ-Al2O3, ETS-10, CaO, NaCs–X, KOH–Al2O3). While, the conversion of biological feedstock to biodiesel using mesoporous solid acidic materials, mesoporous calcium silicate mixed oxides or exchanged-delaminated zeolites as heterogeneous catalysts with acids and basics sites, is recently published and patented [24–27].
Even if chemical transesterification using alkali- or acid-catalysis process give high triglycerides conversion, the enzymatic transesterification allows one to obtain a process without soap-products formation, with easy glycerol-recovery, no waste-water treatment is required and limitation on oil source quality is required, it involves neutral pH and it is very less energy consuming. Moreover, using an immobilized enzyme it is possible to combine the enzymatic transesterification advantages with those of a heterogeneous catalysis, strongly reducing the biocatalyst costs, too. The methods to immobilize enzymes are several: adsorption, covalent binding, cross-linking and containment in a barrier (e.g. microencapsulation, entrapment and confinement) [28–44]. In this contest, zeolites and related materials showed interesting properties as enzyme support, because their properties are easy to modulate: hydrophobic/hydrophilic behavior, acid/base character, mechanical and chemical resistance, crystals’ morphology and size, external and total surface and pore diameter [45]. Moreover the mobility of the enzyme and the micro-environment in which enzyme is immobilized are two fundamental aspects for biocatalyst life and activity. A good compromise between activity and stability of the enzyme after the immobilization process has to be obtained in order to prepare an efficient heterogeneous biocatalyst, able to overcome the main limitations of enzymes (high cost and easy denaturation) [46].
Aim of this paper is to review on the catalytic performance of heterogeneous catalysts (acid-, alkali-, acid–base and enzymatic) in the biodiesel fuel production by transesterification of oils, focusing particularly on the adaptability of the catalyst toward an efficient conversion of triglyceride sources with different composition (from 10 to 100 wt% of FFAs).
2 Biodiesel Production from Transesterification of Oils
The concept of using vegetable oils as diesel fuels is an old one going back at least 1893, when Rudolf Diesel performed his invention, but the use of oil in direct-injection engines is limited by high viscosity, low volatility and polyunsaturated character of the same oil. Transesterification reduces significantly viscosity of the oil, improving fuel atomization and, consequently, fuel combustion.
Generally, vegetable oils contain mainly triglycerides with different chain length, depending on the plant source (soybean, palm, sunflower, etc.). The overall reaction representative the transesterification of triglycerides with alcohol (or methanolysis reaction) follows the general equation showed in Fig. 1. It consists in three consecutive and reversible reactions in which triglycerides are converted first to diglycerides, then to monoglycerides and finally to glycerin. In each steps, one ester is formed. In the overall reaction, using methanol as alcohol, 3 mol of methyl esters are produced, for each mole of triglyceride. Industrial processes use 6 mol of methanol for each mole of triglyceride obtaining methyl esters as biodiesel mixture (FAME = fatty acid methyl esters). This large excess of methanol ensures that the reaction is driven in the direction of methyl esters. Free fatty acids (FFA) can be also contained into vegetable oils, especially in low quality or used oils (i.e. fried oils). Chemical transesterification catalyzed by alkaline catalyst (NaOH, KOH, CH3ONa or CH3OK), in presence of FFA, reduces the biodiesel yield production due to the collateral and undesired saponification reaction (Fig. 2): previous studies have demonstrated the importance of oils being free of FFA and dry [7, 47]. Particularly, Freedman et al. [47], report that the biodiesel yield is significantly reduced if the triglycerides source does not meet these conditions and, moreover, they demonstrated that both sodium methoxide and sodium hydroxide should be maintained in an anhydrous state because prolonged contact with air diminishes the effectiveness of these catalysts, through interaction with moisture and carbon dioxide [47].

Transesterification reaction of triglycerides with methanol

Undesired collateral saponification reaction of free fatty acid catalyzed by base
The soaps neutralization and their separation form esters mixture (final biodiesel) are the main drawbacks for an economic development of this process. Using acid catalysts, the soap formation can be avoided but the costs of the process related to the high acid-resistant materials of the reactor should be considered [48].
In the methanolysis of vegetable oils catalyzed by lipases, triglycerides are first hydrolyzed by the enzyme to partial FFAs, after which methyl esters are synthesized from the FFA in presence of methanol [49]. This mechanism suggests that the biodiesel production by enzymatic transeterification is not affected by the FFA concentration.
Third generation biofuels production strictly requires no-food competitive oil sources, such as algae and cyanobacteria [50]. The productivity of these photosynthetic microorganisms is higher than that of agricultural oleaginous crops, therefor they are not competing with arable land. Worldwide, research and demonstration program are being carried out to develop technology to expand lipid production from algae: ExxonMobil announced, very recently, that it would invest up to $ 600 million in this field [3–5]. Even if microalgae are not yet produced at large scale, recent advances, especially toward genetic engineering and process intensification, represent good opportunities to make this process sustainable within the next 10–15 years [3, 51–53].
The composition of the oil produced by this kind of biomass strongly depends from their growth conditions: algae, for example, under optimal growth conditions, produce different type of free fatty acids (FFA, saturated, unsaturated and polyunsaturated) with different chain length and they represent the 5–20 % of their dry-weight; under no-optimal growth conditions they produce higher amount of lipids, especially triglycerides (TAG) that represent from the 20 to the 50 % of the dry-weight. Generally, the saturated and mono-saturated fatty acids are predominant in the major part of algae [50, 54, 55].
Starting from this type of oil sources, conventional alkaline-catalyzed transesterification process could not be convenient for biofuel production. Whereas, acid–base or enzyme catalyst could be more suitable for third generation biofuels production process, because they are not affected by FFAs concentration [7, 49, 56]. In the case of enzymatic catalyst, the main drawbacks related to the enzyme used (high cost and low stability) have to be overcome.
Generally speaking, in an industrial catalytic process and for a green chemistry, whatever is the catalyst used (alkaline, acid, enzyme), the heterogeneous form is always preferable with respect to the homogeneous one, because the overall process should be improved, due to desired product selectivity increasing and to easier separation between catalyst and final mixture, with a great waste minimization. Finally, the stability of the heterogeneous catalyst strongly affects its turn over frequency (TOF) or productivity (product quantity*time of reaction-1*catalyst amount-1) [57, 58].
3 Inorganic Solid Catalysts for Biodiesel Production
Inorganic solids can be divided into salts, metals, molecular solids and covalent solids, like oxides. They are promising as catalysts for several reactions due to the important chemico–physical properties of their surface. Solids with acid or basic properties of the surface can be valid substitute of the current homogeneous catalysts (H2SO4, H3PO4, HCl, NaOH, KOH, etc.) used in transesterification of triglycerides for biodiesel production. They could combine the advantages of the alkaline or acid transesterification with those of heterogeneous catalytic process. The suitable catalyst should possess high activity and selectivity, high water-tolerance, high stability, it should be inexpensive and its production process should be environmental friendly. The activity and selectivity properties of catalyst generally depend on the amount and the strength of acid or basic sites. Towards organic reaction (like transesterification), catalysts with high hydrophobic surface area are preferable because otherwise water can interact with active sites preventing the adsorption of organic reactants.
One of the main disadvantages of using solid catalyst, with respect to the homogeneous one, is the mass diffusion limitation, due to the formation of three phases during the transesterification reaction: oil, alcohol and catalyst. The mass diffusion limitation (both toward reactants and products) can strongly decrease the reaction rate [59]. To reduce the mass transfer limitation, using solid catalyst with more specific surface area (hydrophobicity, external catalytic sites, etc.) and large pore diameter could be a good solution.
As it is well known, zeolites and related materials [45, 60–63] (mesoporous materials, delaminated materials) are suitable inorganic solids for these purposes because they can be easy synthesized and modified in order to affect the acidity, basicity, hydrophobicity and pore dimension of their surface [45, 60]. Zeolites and related materials are silico–aluminates solid with well-defined channel structure and pores dimension. Depending on the Si/Al ratio, their surface acidity changes. Strong acid zeolites can be the USY, BEA and FAU-X materials. Generally, pure silica materials show lower acidity, strictly related to the silanol groups typology and concentration on the surface [64]. Among these weak acid solid materials, Si-MCM-41 and delaminated Si-ITQ-6 are representative. Moreover, by post-synthesis treatments, these materials could posses simultaneously acid and basic sites. One of the main post-synthesis treatments applied to these materials, in order to affect their surface, is the ionic-exchange. K-MCM-41 and K-ITQ-6 are heterogeneous catalysts obtained by potassium ionic-exchange in order to create, simultaneously, on their surface acid and basic sites [26]. The presence of these sites can be well detected by FT-IR spectra of the samples after adsorption of probe molecules: CO (to detect acid sites) and CO2 (to detect basic sites). For both samples, the IR spectra after CO adsorption at 77 K, show the stretching mode of CO molecules interacting with silanols, at 2156 cm-1, indicating the presence of weak acid sites [26]. While, as showed in Fig. 3 [26], in the case of K-ITQ-6, a wide band between 1600 and 1700 cm-1 is observed, accompanied by a second one at 1349 cm-1. These are ascribed to carbonate species, formed by interaction of CO2 with basic oxygen sites. They are not formed upon adsorption of CO2 on K–MCM-41. This means that only on the surface of ITQ-6 exchanged with potassium, both acids and basics sites are present.

IR spectra related to the adsorption of CO2 at RT on K-ITQ-6 outgassed at 573 K. Curve 1: in contact with CO2 (p = 47 mbar); curve 2: outgassed at RT after contact with CO2 [26]
Toward the transesterification reaction of an oil with high FFA containing (more than the 10 wt%), the catalytic performance of inorganic solid catalysts tested are summarized in Fig. 4.

Catalytic performance (triglycerides conversion and biodiesel yield) obtained by all catalysts tested at 100 °C, at 5 wt% respect to the oil, for 24 h and with a molar ratio between oil:methanol equal to 1:20. For commercial KOH catalyst, the reaction conditions generally used are: 70 °C, at 5w %t respect to the oil, for 24 h and with a molar ratio between oil: methanol equal to 1:10
In order to compare the performance with zeolites, have been also tested the alkaline homogeneous catalyst, KOH, used in the current biodiesel production, and the commercial acid ionic-exchange resin (Amberlyst-15) and K2SiO3 catalysts.
The reaction conditions at which all catalysts are tested are different towards the alkaline KOH catalyst, because it is well know that this type of catalyst (KOH) requires, to exhibit its best catalytic performance, low methanol amount and low temperature (oil:methanol molar ratio 1:10 and 70 °C) [7].
Strong acid catalysts, BEA, FAU-X, USY and Amberlyst-15, do not show an appreciable triglycerides conversion (lower than 10 %), after 24 h of reaction at 100 °C and with a molar ratio between oil:methanol equal to 1:20. Moreover, as showed by the low biodiesel yield, the esterification FFA has not carried out. These results should be comprehensible if it considers that, normally, the kinetic of homogeneous acid transesterification is much lower than that by alkali-catalysis [7, 47], even more so for the heterogeneous catalysis.
Commercial KOH and K2SiO3 catalysts show the best performance, even if the biodiesel yield is not higher than 80 %. K-ITQ-6 and K-MCM-41 show comparable triglycerides conversion but mesoporous material posses lower biodiesel selectivity.
Increasing the reaction time until 72 h, the K2SiO3 catalyst does not improve its catalytic performance (triglycerides conversion and biodiesel yield remain, respectively, 82 % and 79 %), while K–MCM-41 reaches a triglycerides conversion of 90 % but a biodiesel yield of only 15 %, and K-ITQ-6 increases both values: triglycerides conversion of 99 % and biodiesel yield of 73 % [26].
This suggests that on the K-ITQ-6 catalyst surface both catalytic sites are active: the basic sites allow to continue the triglycerides conversion, while the acid sites (kinetically slower) allow to convert also the FFA into methyl esters, without soap formation, increasing the biodiesel yield. This aspect could be confirmed by the results reported in Fig. 5, where the triglycerides and FFA conversion and the biodiesel yield have compared between K-ITQ-6 and KOH catalysts, at their optimal catalytic conditions (for K-ITQ-6 catalyst, the catalytic conditions are changed in order to improve the kinetic of acid catalysis: the temperature has been increased up to 180 °C).

Comparison of the best performance between K-ITQ-6 and commercial KOH. Conditions for KOH: 24 h at 70 °C, oil: methanol molar ratio 1:10––Catalyst amount: 5 wt%; condition for K-ITQ-6:48 h at 180 °C, oil: methanol molar ratio 1:20––Catalyst amount: 5 wt%
It is clear that, when the K-ITQ-6 catalyst completes the TG conversion, the biodiesel yield continues to increase because the FFA esterification to methyl ester allows, without soap formation. This aspect could be better understood, by the results reported in Fig. 6, where the catalytic performance of KOH, K2SiO3, K-ITQ-6 and Amberlyst-15 in the biodiesel production starting from an oleic acid feed (100 % FFA), are also compared.

Comparison among: KOH, K-ITQ-6, K2SiO3 and Amberlyst-15 resin. Conditions for KOH: 24 h at 70 °C, oil: methanol molar ratio 1:10––Catalyst amount: 5 wt%; condition for K-ITQ-6:48 h at 100 °C, oil: methanol molar ratio 1:20––Catalyst amount: 5 wt%; condition for K2SiO3 and Amberlyst-15: 24 h at 100 °C, oil: methanol molar ratio 1:20––Catalyst amount: 5 wt%
By these results, it is possible to observe that, among all catalysts, the acid Amberlyst-15 resin gives the highest biodiesel selectivity: all oleic acid is converted into methyl oleate, without sub-products formation, like soaps. Alkaline KOH reaches only the 50 % of methyl oleate content, meaning that a lot of oleic acid has been converted in sub-products, by saponification reaction. While,K2SiO3 and K–ITQ-6 give intermediates results, most probably, due to the presence of both catalytic sites: acid and basic. Finally, concerning the K-ITQ-6, it is important to notice that the reaction time necessary to reach its best catalytic performance (methyl oleate content of 80 %), at 100 °C, is of 48 h, instead of the 24 h necessary to the other similar catalyst, K2SiO3 and KOH, probably due to the lower content of basic catalytic sites on the K-ITQ-6 catalyst surface.
On the contrary, the main advantage of K-ITQ-6 catalyst, towards K2SiO3, is that K-ITQ-6 is a solid catalyst, reusable for more than one reaction cycle and, after deactivation, it can be regenerated, allowing to carry out a continuous biodiesel production process. While, K2SiO3, after the reaction, cannot be recovered, because completely dissolved into the reaction mixture.
Finally, towards the Amberlyst-15 acid resin, it is interesting to notice as its activity strongly improves with respect to the transesterification of triglycerides (no conversion of TGs has been obtained by this catalyst, as showed in Fig. 4), confirming that acid catalysts are more suitable for FFAs esterification reaction. From these results, it is possible to summarize that, only starting from a renewable and high quality oil source, reach in triglycerides content (without FFAs), the homogeneous alkaline-catalysts are suitable for biodiesel production. If the oil feed are reach in FFAs, inorganic strong acid solids, like Amberlyst-15, are promising substitute of homogeneous acid conventional catalysts (H2SO4, HCl, etc.) even if higher methanol amount is necessary in order to achieve high substrate conversion and high reaction kinetic, comparable with that of alkaline-catalysis. If the renewable source contains important amount of FFAs, like as oil from algae, inorganic solid catalyst with both catalytic sites, acid and basic, are promising alternative to the homogeneous alkaline catalysts. Also in this case, high temperature and methanol amount are necessary, but the reducing cost related to the catalyst (its reusability and regeneration) and the biodiesel separation and purification processes, could make the overall process cheaper than that catalyzed by the conventional homogeneous basic catalyst.
4 Enzyme-Supported Catalysts for Biodiesel Production
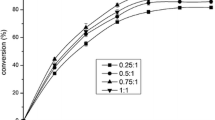
Although chemical heterogeneous transesterification could overcomes the main drawbacks of the homogeneous alkali-catalysis (interference of FFAs and water containing, difficult biodiesel separation and purification, difficult glycerol recovery, alkaline waste-water treatments) it remains energy intensive: the minimum temperature are 70–100 °C. Enzymatic transesterification, by lipases biocatalysts, can solve this last problems: the optimal reaction temperature of lipase enzyme, the best candidate for oil conversion, is 37–40 °C [42–44]. Moreover, the FFAs contained in waste oils, low quality oil or renewable source for third generation biofuels (algae and cyanobacteria), can be completely converted in methyl esters, the only one by-product, the glycerol, can be easy separated and recovered, by centrifugation [65]. By contrary, the production cost of enzyme is surely higher than of inorganic catalysts, homogeneous or heterogeneous. Enzyme can be immobilized in order to preserve their ability for more than one reaction cycle. Depending on the immobilization technique, enzyme can improve or worsen their catalytic performance. In Fig. 7, the catalytic results of different immobilized lipase, towards the esterification of oleic acid to methyl oleate or the transesterification of triolein (60 % in water) to methyl esters, at their optimal catalytic conditions, are reported. First of all, all the reactions catalyzed by immobilized lipase, esterification of oleic acid or transesterification of triolein in water, do not produce by-products, like soaps, but only glycerin. The worse performance are showed by the covalently immobilized lipase on Sepiolite/AlPO4 support, while adsorbed lipase or encapsulated lipase, in the optimized catalytic conditions, show catalytic results comparable with the free lipase, tested in the same amount. The lipase adsorption on the zeolitic support (Silicalite-1 or delaminated ITQ-2) is a good procedure in order to obtain an active heterogeneous enzymatic catalyst. Zeolitic materials having high number of Si–OH groups able to adsorb the lipase enzyme in its open conformation [66]. The lipase-zeolite linkage, obtained for the Lipase/Silicalite-1 and Lipase/ITQ-2 catalysts, is due to the weak acid interactions between zeolitic surface and lid-enzyme [43]. Entrapping the enzyme in a surfactant that is self-assembled with silica at room temperature and neutral pH (Lipase encapsulated in Mesoporous Matrix, [42]), allows one to prepare an active heterogeneous biocatalyst, for producing FAME by a transesterification process. The slow silica gelation and the presence of the surfactant allow preserving the mobility of the enzyme, in its active and protected state. The fact that the enzyme can move almost freely in the mesoporous channel, with the catalytic centre activated by the hydrophobic groups of the surfactant, results in an immobilized lipase active quite than its free form. The silica matrix and the surfactant barrier in which the enzyme is confined and protected strongly increase the mass transfer limitation, so much that the optimum reaction time, in order to achieve the highest substrate conversion, is of 90 h. Otherwise, entrapping the lipase into hybrid nanosphere containing liposome [44], the overall catalytic performance of the enzyme improves and no mass transfer limitation are detected, with respect to the free, adsorbed or entrapped enzyme in surfactant/mesoporous matrix. Probably, the biocompatible microenvironment inside the liposome membrane does not affect the catalytic centre of the enzyme and helps the adsorption of the hydrophobic substrate. The covalent binding forces give a strong lipase-support interactions (Lipase/Sepiolite/AlPO4 [43]), as to reduce its catalytic performance. Most probably, the lipase enzyme covalently attached to the support is immobilized in its closed form [65], but, in any case, the covalent immobilization procedure remains the best method to obtain a very stable supported enzyme. By contrary, the adsorbed or entrapped enzyme is able to catalyze different reaction cycles, but, progressively, the enzyme leaching occurs. In Fig. 8 the activity of different immobilized lipase, during three reaction cycles, are reported. It is possible to notice that the most important enzyme leaching is observed for lipase adsorbed on Silicalite-1, followed by lipase entrapped into mesoporous matrix and lipase entrapped into hybrid nanospheres. Otherwise, lipase covalently immobilized preserve unaltered its reduced activity. But, even if the covalently attached enzyme shows the best stability, its relative productivity (productivity with respect to that obtained by the same amount of free enzyme), after 3 reaction cycles, is the lowest, as showed in Fig. 9. While, the lipase adsorbed or entrapped show higher productivity compared with the free enzyme. This means that the main aspect to consider when an enzyme is immobilized is to achieve its open conformation, with respect to the closed one [43, 65].

Best performance of different immobilized lipase in biodiesel production. Reaction conditions: 3 h, 37 °C, 5 wt% of lipase with respect to the substrate and 5:1 molar ratio between methanol and oil for Lipase adsorbed on Silicalite-1, Lipase adsorbed on ITQ-2 and Lipase chemical bonded to Sepiolite/AlPO 4 [43]. 90 h, 37 °C, 5 wt% of lipase with respect to the substrate and 5:1 molar ratio between methanol and oil for Lipase encapsulated in mesoporous matrix [42]. 3 h, 37 °C, 10 wt% of lipase with respect to the substrate and 6:1 molar ratio between methanol and oil for Lipase encapsulated in hybrid nanospheres of liposome [44]

Methyl ester content as function of the reaction cycles

Relative productivity of each immobilized enzyme, referred to three reaction cycles and to the productivity of the same amount of free lipase
5 Comparison Between Heterogeneous Biocatalysts and Inorganic Homogeneous and Heterogeneous Catalysts
It is interesting to compare the performance of heterogeneous biocatalyst with the performance of main catalysts used for biodiesel production: the homogeneous basic and acid ones.
In Table 1 this comparison is summarized. It is possible to observe as the classical homogeneous basic catalyst (KOH) is able to convert completely the substrate but the biodiesel yield is very low (80 %) if compared with the value obtained by lipase entrapped into liposome hybrid nanospheres catalyst (89 %) and heterogeneous acid–base catalyst K-ITQ-6 (90 %). This can be explained by the presence of undesired collateral saponification reaction, that strongly reduces the methyl ester production.
Moreover, sodium methoxide, another important homogeneous basic catalyst, widely used in industrial application, catalyzes the methanolysis of sunflower oil reaching a biodiesel yield of 98 % and a triglycerides conversion of 97–98 %, after only 1 h of reaction, at 60 °C and with a molar ratio between oil and methanol of 1:6. These are good results if compared with the other catalysts, but it is necessary to consider that, as the authors stressed, the transesterification have been carried out in a nitrogen atmosphere, to exclude moisture and carbon dioxide and to prevent oxidation of the oil [47]. The same authors reported the comparison between sodium methoxide and sodium hydroxide, showing that, at the molar ratio methanol:oil equal to 3:1, the methoxide catalyst is superior to the hydroxide catalyst, while at molar ratio methanol:oil equal to 6:1, the catalysts are essential identical.
While, comparing the performance of classical homogeneous acid catalyst with the enzymatic and with the acid–base catalysis results, it is possible to notice that, for acid catalyst, a very high amount of alcohol (200:1) is necessary in order to avoid the use of higher temperature and to have a fast reaction kinetic (65 °C and 4 h of reaction for H2SO4 acid catalysts) [65]. This aspect strongly reduces the environmental benefit of bio-fuel production.
Comparing the performance among the different type of heterogeneous biocatalysts, it is possible to observe as the lipase encapsulated into liposome hybrid nanospheres permits to obtain, during the first reaction cycle, a substrate conversion (98 %) comparable with that of adsorbed enzyme (lipase/Silicalite-1), while the biodiesel yield is higher (89 %) than that of adsorbed enzyme (79 %), confirming that the liposome microenvironment is very suitable for enzyme and, due to the liposome membrane interactions, the hydrophobic catalytic center of the enzyme is more selective towards the lipids transesterification reaction [43, 44].
The lipase covalently attached shows the lowest catalytic performance (65 % of substrate conversion and 40 % of biodiesel yield) with respect to all studied catalyst, acid, basic, acid–base and other biocatalysts.
Finally, an important aspect to highlight is the reaction time very different between homogeneous and heterogeneous catalysts: the homogeneous basic catalyst, CH3ONa, needs only 1 h of reaction to get a completely triglycerides conversion, while solid K-ITQ-6 or lipase encapsulated in mesoporous matrix (PAL20 sample) catalysts require, respectively, 48 and 90 h of reaction to achieve their best performance. These results are the consequence of the inevitable mass transfer limitation presents in a multi-phase reaction system.
From and industrial point of view, it should be interesting to consider the possibility to regenerate the catalyst. Obviously, this aspect is impossible for all the homogeneous catalyst, affecting the cheapness of the process. By contrary, some heterogeneous catalysts could be regenerate after several catalytic uses. For example, the acid–base catalyst K-ITQ-6, obtained by ionic exchange, should be regenerate when the potassium leaching definitely reduces the presence of basic sites on the acid surface of the delaminated ITQ-6 [20]. Moreover, in the case of the adsorbed lipase, when the enzyme leaching drastically affects the biocatalyst productivity, and if the support has not been deteriorated during the catalytic process, the last one could be reused in order to receive fresh enzyme and to obtain a new heterogeneous biocatalyst with the same properties of the first one [34, 43].
All these possibilities allow to carried out a continuous biodiesel production process that, currently, is not possible to do starting from a homogeneous basic or acid transesterification.
6 Conclusions
Heterogeneous catalysts are suitable for a more efficient and cheaper biodiesel production process.
The homogeneous basic catalysts, today used, give high conversion levels of oils to methyl esters but their use is not possible for the third generation biofuels production (oil from algae), due to the several limitation related the oil composition (low FFA and water content are required). Acid homogeneous catalysts represent a restricted solution because, even if they are not affected by the FFA composition, high alcohol amount is required in order to avoid the use of high temperature. Simultaneously, limitations are present also for classical NaOH and NaOCH3 catalysts because they should be maintained in an anhydrous state to prevent their effectiveness diminishing. Catalysts with both catalytic sites, acid and base, could resolve the main drawbacks of each mentioned catalysts. If these catalysts is also in solid form, the advantages of a heterogeneous catalysis could be joint with those of an acid-basic one: high selectivity, easy product recovery, easy product purification and catalyst reusability. By contrary, it is necessary to evaluate the cheapness of the overall heterogeneous acid-basic process because it could be energy intensive: high temperature is required in order to reduce the mass transfer limitation at the solid–liquid interface. In order to carried out a biodiesel production process less energy intensive, the enzymatic tranesterifcation could be a solution, because the optimum reaction temperature of the lipase enzyme is c.a. 40 °C. The cost of the enzyme has to be reduced by biocatalyst immobilization. Adsorption and entrapment into enzyme-biocompatible microenvironments (like liposomes) are the best solutions in order to obtain an active and sufficiently stable heterogeneous biocatalyst. By contrary, if the confinement of the lipase enzyme is inside an inorganic matrix and occurs without activation of its catalytic center, long reaction time could be required due to the diffusion limitation.
Finally, regeneration and reusability of the heterogeneous catalyst, inorganic or enzymatic, are possible and, if applicable, allow to carried out a continuous biodiesel production process.
References
Gilbert N (2012) Nature. doi:10.1038/nature.2012.11145
Snowdon R, Friedt W (2012) Nature 490:37. doi:10.1038/490037d
Wijffels RH, Barbosa MJ (2010) Science 329:796
Service RF (2011) Science 333:1238
Ohlrogge J, Allen D, Berguson B, DellaPenna D, Shachar-Hill Y, Stymne S (2009) Science 324:1019
Huber GW, Chheda JN, Barrett CJ, Dumesic JA (2005) Science 308:1446
Ma F, Hanna MA (1999) Bioresour Technol 70:1
Fukuda H, Kondo A, Noda H (2001) J Biosci Bioeng 92:405
Meher LC, VidyaSagar D, Naik SN (2006) Renew Sustain Energy Rev 10:248
Lotero E, Liu Y, Lopez DE, Suwannakarn K, Bruce DA, Goodwin JG (2005) Ind Eng Chem Res 44:5353
Kiss AA, Dimian AC, Rothenberg G (2006) Adv Synth Catal 348:75
Yadav GD, Nair JJ (1999) Micropor Mesopor Mater 33:1
Shu Q, Yang B, Yuan H, Qing S, Zhu G (2007) Catal Commun 8:2159
Park YM, Lee DW, Kim DK, Lee JS, Lee KY (2008) Catal Today 131:238
Brito A, Borges ME, Arvelo R, Garcia F, Diaz MC, Otero N (2007) Int J Chem React Eng 5:A104
Xie W, Li H (2006) J Mol Catal A 255:1
Xie W, Huang X, Li H (2007) Bioresour Technol 98:936
Kim HJ, Kang BS, Kim MJ, Park YM, Kim DK, Lee JS, Lee KY (2004) Catal Today 93:315
Di Serio M, Tesser R, Pengmei L, Santacesaria E (2008) Energy Fuels 22:207
Suppes GJ, Dasari MA, Doskocil EJ, Mankidy PJ, Goff MJ (2004) Appl Catal A 257:213
Liu X, He H, Wang Y, Zhu S, Piao X (2008) Fuel 87:216
Leclercq E, Finiels A, Moreau C (2001) JACOS 78:1161
Noiroj K, Intarapong P, Luengnaruemitchai A, Jai-In S (2009) Renew Energy 34:1145
Lin VSY, Nieweg JA, Kern C, Trewyn BG, Wiench JW, Pruski M (2006) Prepr Symp Am Chem Soc. Div Fuel Chem 51:426
Lin VSY, Nieweg JA, Verkade JG, Venkat Reddy CR, Kern C, Patent WO/2008/013551
Macario A, Giordano G, Onida B, Cocina D, Tagarelli A, Giuffrè AM (2010) App Catal A 378:160
Lanzafame P, Temi M, Perathoner S, Centi G, Macario A, Aloise A, Giordano G (2011) Catal Today 175(1):435
Linko YY, Lamsa M, Wu X, Seppolo J, Linko P (1998) J Biotechnol 66:41
De BK, Bhattachuryya DK, Bandhu C (1999) J Am Oil Chem Soc 76:451
Gonçalves APV, Lopes JM, Lemos F, Ribeiro FR, Prazeres DMF, Cabral JMS, Aires-Barros MR (1996) J Mol Catal B 1:53
Soumanou MM, Bournsheuer UT (2003) Enz Microb Technol 33:97
Hsu AF, Jones K, Foglia T, Marner WN (2000) Biotechnol Appl Biochem 36:181
Walde P, Ichikawa S (2001) Biomol Eng 18:143
Macario A, Giordano G, Frontera P, Crea F, Setti L (2008) Catal Lett 122:43
Gandhi NN, Vijayalakshmi V, Sawant SB, Joshi JB (1996) Chem Eng J 61:149
Corma A, Fornés V, Jorda JL, Rey F, Fernandez-Lafuente R, Guisan JM, Mateo C (2001) Chem Commun. doi:10.1039/B009232K
Frings K, Koch M, Hartmeier W (1999) Enz Microb Technol 25:303
Reetz MT (1997) Adv Mater 9:943
Noureddini H, Gao X, Philkana RS (2005) Biores Technol 96:769
Macario A, Katovic A, Giordano G, Forni L, Carloni F, Filippini A, Setti L (2005) Stud Sur Sci Catal 155:381
Caballero V, Bautista FM, Campelo JM, Luna D, Marinas JM, Romero AA, Hidalgo JM, Luque R, Macario A, Giordano G (2009) Process Biochem 44:334
Macario A, Moliner M, Corma A, Giordano G (2009) Micropor Mesopor Mater 118:334
Macario A, Giordano G, Setti L, Parise A, Campelo JM, Marinas JM, Luna D (2007) Biocatal Biotrans 25:328
Macario A, Verri F, Diaz U, Corma A, Giordano G (2012) Catal Today. doi:10.1016/j.cattod.2012.07.014
Breck DW (1974) Zeolite molecular sieves, structure, chemistry and use. Wiley, New York
Cao L (2005) Carrier-bound immobilized enzymes. Wiley–VCH, Weinheim
Freedman B, Pryde EH, Mounts TL (1984) J Am Oil Chem Soc 61:1638
Wahlen BD, Barney BM, Seefeldt LC (2008) Energy fuels 22:4223
Kaieda M, Samukawa T, Matsumoto T, Ban K, Kondo A, Shimada Y, Noda H, Nomoto F, Ohtsuka K, Izumoto E, Fukuda H (1999) J Biosci Bioeng 88:627
Chisti Y (2007) Biotechnol Adv 25:294
Mata TM, Martins AA, Caetano NS (2010) Renew Sustain Energy Rev 14:217
Fishman D, Majumdar R, Morello J, Pate R, Yang J, National Algal Biofuels Technology Roadmap, US Dept. of Energy, DOE/EE-0332, May 2010
McGinn PJ, Dickinson KE, Bhatti S, Frigon J-C, Guiot SR, O’Leary SJB (2011) Photosynth Res 109:231
Borowitza MA (1988) Fats, oils and hydrocarbons. In: Borowitza MA, Borowitza LJ (eds) Microalgal biotechnology. Cambridge University Press, Cambridge, pp 257–287
Hu Q, Sommerfeld M, Jarvis E, Ghirarfi M, Posewitz M, Seibert M, Darzins A (2008) Plant J 54:621
Keim GI (1945) US Patent 2,383,601
Ertl G, Knozinger H, Schuth F, Weitkamp J (eds) (2008) Handbook of heterogeneous catalysis, 2nd edn. Wiley–VCH, Weinheim
Armor JN (1999) App Catal A 189:153
Mbraka IK, Shanks BH (2006) J Am Oil Chem Soc 83:79
Van Bekkum H, Flanigen EM, Jacobs PA, Jansen JC (eds) (2001) Introduction to zeolite science and practice. Elsevier, Amsterdam
Baerlocher CH, Meier WM, Olson DH (2001) Atlas of zeolites framework type, structure commission of the international zeolite association, 5th revised ed. Elsevier, Amsterdam
Frontera P, Testa F, Aiello R, Nagy JB (2005) Stud Surf Sci Catal 158 A:271
Corma A, Diaz U, Domine ME, Fornés V (2000) J Am Chem Soc 122:2804
Engelhardt G, Michel D (1987) High-resolution solid-state NMR of silicates and zeolites. Wiley, New York
Van Gerpen J (2005) Fuel Process Technol 86:1097
Derewenda ZS, Derewenda U, Dodson GG (1992) J Mol Biol 227:818
Siler-Marinkovic S, Tomasevic A (1998) Fuel 77(12):1389
Author information
Authors and Affiliations
Corresponding author
Electronic Supplementary Material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article
Cite this article
Macario, A., Giordano, G. Catalytic Conversion of Renewable Sources for Biodiesel Production: A Comparison Between Biocatalysts and Inorganic Catalysts. Catal Lett 143, 159–168 (2013). https://doi.org/10.1007/s10562-012-0949-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10562-012-0949-3