
A new method is proposed for improving the reliability and durability of metal impulse seals due to an increase in wear resistance of ring end surfaces and also tongue and bush surfaces by electroerosion treatment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Research results have been provided in an article (Part 1) for improving the quality of the working end surfaces of impulse end seals (IES) with rubber secondary sealing. It has been established that for steel substrates the most preferred combined electrochemical coating (CEC) is a composition of VK8 + Cu + VK8 and the surface layer microhardness is at quite a high level (Hμ = 6420–8740 MPa), roughness parameter Ra = 0.5 μm, and microhardness at the surface is a maximum and decreases with depth to the basic metal hardness. The best results for microhardness (14200 MPa) have been obtained with electro-erosion alloying (EEA) of a steel substrate with electrodes of composite material of the composition: 90%VK6 + 10% 1M, where 1M is (wt.%) 70 Ni, 20 Cr, 5 Si, and 5 B.
We consider results of studies aimed at improving the reliability and durability of IES with metal secondary sealing.
Construction of metal secondary sealing. Analysis of the main achievements and publications. Until recently, it has been assumed that IES are only capable of operating in liquid media. However, research has shown that these seals are capable of operating in gases. In addition, IES have been studied with ultrahigh regime parameters of pv > 400 MPa·m/sec in a cryogenic liquid (liquid nitrogen, t = –195°C) showing that these seals have little sensitivity towards working medium thermophysical properties and temperature. All of this makes it possible to conclude that impulse seals are universal [1].
Considering that under conditions of high and ultrahigh pressure, extreme temperatures (from high to cryogenic), corrosive media, etc., use in dismountable joints of seals of made from nonmetallic materials is limited or impossible, it is expedient to use metal seals [2]. Highly corrosion resistant steels and nickel-base superalloys are used as materials for IES rings. In view of this, a requirement arises for conducting research on these materials for the working end surfaces of IES.
In rotary machines pumping cryogenic media, IES has been proposed providing reliable operation in cryogenic media with high rotation rates and in transient regimes with low leakage (0.1–0.7 liter/sec in relation to end pair geometric dimensions) [3].
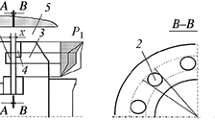
A seal (Fig. 1) contains an axially mobile ring 1 installed on a body 2 and an adjustment spring 3, and a supporting metal ring 4 fastened to a shaft 5. At the working end of the ring surface 1, there is a series of chambers 6 arranged over the circumference. Several tangential channels 7 are made in ring 4, whose central section is made at the same distance from the axis as chamber 6. The number of channels 7 is less than the number of chambers 6, and therefore only some of the chambers are connected with a cavity of strengthening material. Secondary seal 8 of the axial movable ring (in the form of a thin-walled metal shell) is made as one piece with rings 1. This shell is a conically shaped tongue with a thickened part in the joint area with the axially mobile ring. The conical tongue has an end sealing surface 9 in the contact area with the sealing surface of bush 10. The end surface of the tongue has a coating of soft material, for example, silver. During assembly of the sealing unit, the end surface of the tongue with clearance (0.02–0.07 mm) is installed on bush 10. Rings 1 and 4 of this seal are made from alloy KhN58MBYuD (EK61) or bronze BrB2. The working ends of the surface of rings 1 and 4 have a coating of high hardness material type TiN or hard alloy VK8. These solutions combined with others make it possible to use IES in turbopump units (TPU) of liquid rocket engines (LRE).

Construction of an impulse end seal for liquid rocket engine cryogenic rotary machines
Since in the contact area of surfaces of secondary seal 9 and bush 11 there is reciprocal movement, these surfaces are subject to fretting corrosion.
Professor N. D. Gorkunov confirms that in order to reduce the intensity of fretting corrosion there should be: a reduction in micro-movements, a reduction in friction force, and concentration of sliding in an intermediate material.
In the case in question, micro-displacements during normal seal operation are stable and reach 0.004 mm. According to the work in [4], if with an increase in contact pressure the movement amplitude remains constant, then damage is more pronounced. During assembly of component surfaces in contact, they are subjected to elastic and plastic deformation. It has been established [5] that the lower the surface layer hardness, then deformation intensity and reserves for increasing it are greater. Consequently, it is possible to reduce contact pressure and increase sealing of a joint by increasing contact area, i.e., due to a reduction in hardness and an increase in ductility, of at least one of the surface in contact.
Metal surface hardness may be reduced by applying softer material to a surface. A method is suggested in [6] for increasing sealing and strength of surfaces in contact of dismountable joints of heat-treated components, including EEA of their surface with a graphite electrode. With EEA of heat treated components, under a layer of increased hardness it is possible to form tempered zones. A layer of increased hardness may be removed, for example, by grinding. With EEA with a graphite electrode, for some nonferrous alloys, for example, beryllium bronze, the tempering zone commences from the surface.
Recently, in order to avoid fretting corrosion interlayers of soft and hard materials have often been added to the contact zone [7]. The quality of components in contact for pressed joints may be improved by applying special coatings [8, 9].
Therefore, the aim of this work is provision of reliability and durability of IES due to improving wear resistance of the working end surface of rings and also sealing surfaces of the tongue and bush by electro-erosion alloying.
Research results. Improvement of the wear resistance of IES ring end surfaces. With the aim of creating surfaces of IES with the required tribological and mechanical properties, metallographic studies were conducted for specimens of nickel alloy KhN58MBYuD (EK61) and beryllium bronze BRB2 with surface roughness Ra = 0.5 mm and hardness (after final heat treatment) of 400 and 370 HB, respectively, after performing EEA.
The electrode material used was hard alloy VK8; in addition, molybdenum was used in order to strengthen alloy KhN58MBYuD (Fig. 2), and for beryllium bronze, electrodes grade 1M and chromium were used, discharge energy W u = 0.42 J.

Microstructure (×400) and microhardness distribution through the depth of a layer with EEA of alloy KhN58MBYuD with hard alloy VK8 (a) and molybdenum (b).
A study of coatings showed that during application of a hard alloy VK8 layer due to electrode sticking surface layer continuity is low, i.e., 70–80%. Therefore, a surface being strengthened was given preliminary treatment with a graphite electrode with W u = 0.1 J. The surface roughness parameter Ra = 0.6–0.8 μm.
When strengthening with alloy VK8, the microhardness in the upper part of a strengthened layer was 9400–10000 MPa, at a depth of 20–25 μm, it was 4400–5750 MPa, and at a depth of 25–30 μm (i.e., hardness of the basic metal), it was 3900–4000 MPa. The zone of increased hardness in Fig. 2 is darker in color. Coating continuity is 100%.
In case of EEA for bronze BrB2 with hard alloy VK8, the microhardness of the surface layer is considerably lower than for basic metal, i.e., 1650 MPa. As depth increases, the microhardness increases smoothly and at a depth of 15–20 μm it corresponds to the basic metal hardness. Layer continuity is ~70%.
An insignificant increase in microhardness (to 4500 MPa) is observed with EEA of BrB2 with 1M alloy. In this case, there is formation of an additional massive layer up to 50 μm thick, and layer continuity is ~75%.
On alloying BrB2 with chromium, there is formation of a nonuniform surface layer 10–40 μm thick with microhardness up to 11020 MPa. Lower down there is a transition zone (~25 μm) with microhardness 2100–2500 MPa. Layer continuity is up to 100%.
CEC on specimens of alloy KhN58MBYuD formed in the sequence Cu + VK8 and VK8 + Cu + Vk8 provide the required microhardness in a surface layer (Fig. 3 a, b; Table 1).

Microstructure (×400) of a surface layer of alloy KhN58MBYuD with CEC: а) Сu + VК8; b) VК8 + Сu + VК8; c) VК8 + VК8; d) VК8 + VК8 + Сu; e) VК8 + VК8 + Ni.

Microstructure (×400) of beryllium bronze BrB2 surface layer alloyed with copper (a) beryllium bronze BrB2 (b), and tin (c).

Microstructure (×400) of beryllium bronze BrB2 surface layer after EEA with carbon for: a) 1 min; b) 2 min; c) 3 min; d) 4 min.
During CEC formation, a strengthened surface was given prior treatment with a graphite electrode with W u = 0.1 J. Copper was applied with W u = 0.02 J, and hard alloy was applied with W u = 0.42 J.
With the aim of preparing denser and less rough coatings, the process of surface alloying with hard alloy VK8 was performed in two stages. In the first stage, it was accomplished with a more severe regime with W u = 0.42 J, which made it possible to introduce a considerable amount of strengthening material into the surface being treated. However, the roughness of the strengthened surface in this case was unacceptably high: Ra = 4.8 μm. In the second stage, a milder regime was used with W u = 0.02 J, with which the more protruding tips applied in the first coating stage were smoothed and there was an increase in coating continuity. The roughness parameters of a “smoothed” surface Ra = 1.6 μm. A third layer of copper or nickel was also applied with Wu = 0.02 J. In this case, roughness was reduced even more, i.e., Ra = 0.8–1.0 μm, microhardness was at a level of 9270 to 9850 MPa, and correspondingly layer continuity reached 100%.
Increase in tongue and bush working surface wear resistance. EEA with soft antifriction materials is used as a rule in the concluding operations in order to reduce friction coefficient, improve running-in of rubbing surfaces, and also in order to reduce surface layer microhardness previously strengthened by heat treatment.
With EEA of alloy KhN58MBYuD, the electrode materials were copper and nickel that were applied with W u = 0.08 J.
In order to reduce surface layer microhardness for bronze BrB2, the anode material used was tin, copper, and bronze BrB2; tin and bronze were applied with W u = 0.1 J and copper with W u = 0.08 J.
In addition, with the aim of a minimum change in the chemical composition, surface roughness and local heating of a component surface layer EEA with carbon was used (graphite grade EG-4) with W u = 0.1 J for 1, 2, 3, and 4 min/cm2. Results of metallographic studies are provided in Table 2.
A study of microsections showed that the thickness of the layers formed for alloy KhN58MBYuD, alloyed with copper and nickel, is not uniform and is 15–25 μm.
On alloying beryllium bronze BrB2 (Fig. 2) with copper, with elements of bronze BrB2, and tin, the structure of the surface formed is different. The depth of a layer on alloying with copper reaches 80–100 μm, continuity 100%, and the minimum microhardness is 1100 MPa. Corresponding parameters for the structure of the surface layer with EEA of bronze BrB2 and tin are correspondingly 25 and 15 μm, 70 and 15%, 1650 and 1750 MPa.
The surface layer microstructure of specimens of beryllium bronze BrB2 after EEA with carbon of 1 cm2 of surface is shown in Fig. 5. It has been established that with an increase in alloying time from 1 to 4 min there an increase in softened layer depth from 25 to 120 μm. Microhardness increases from 1400 to 2290 MPa.
Conclusions
-
1.
When strengthening nickel alloy KhN58MBYuD, it is recommended to use a CEC of the composition VК8 + + VК8 + Cu and VК8 + VК8 + Ni formed on a surface previously alloyed with carbon and having low roughness (Ra = = 0.8–1.00 mm) with high microhardness (9270 and 9850 MPa, respectively) and 100% continuity.
-
2.
In order to strengthen beryllium bronze, it is possible to recommend a chromium electrode, In this case, the surface microhardness with 100% continuity reaches 11020 MPa. Lower down there is a transition zone (~25 μm) with the lower microhardness of the base, i.e., 2100–2500 MPa.
-
3.
Copper and nickel are recommended as electrode materials for reducing nickel alloy KhN58MBYuD surface layer microhardness, and copper and carbon (graphite) for beryllium bronze BrB2. In this case, the time for alloying with carbon determines surface layer required depth and microhardness.
References
B. M. Gromyko, A. V. Kolpakov, and A. E. Chernov, “Experience of developing pulsed impulse end seals for high-speed turbopumps,” Proc. 9th Int. Conf. Sealing, Reliability, and Ecological Safety of Pump and Compressor Equipment, Sumy (1999), Vol. 1, pp. 151–159.
B. M. Gromyko, E. M. Matveev, I. D. Postnikov, et al., “Experience of developing and operating metal sealing elements for operation over a wide range of temperature and pressure,” ibid., pp. 38–B. I. Katorgin51.
B. M. Gromyko, , B. V. Kirillov, et al., Patent 2187727 RF, C2 7F 16 J 15/34, “End impulse seal,” publ. 08.20.2002, Byull., No. 23.
D. N. Garkunov, Tribology (wear and no wear), Izd. MSKhA, Moscow (2001).
V. B. Tarel’nik, Surface Layer Quality Control with Combined Electro-Erosion Alloying, MakDen, Sumy (2002).
V. S. Martsinkovskii and V. B. Tarel’nik, Patent 66105 Ukraine, IPC B23H 100, “Method for assembling component touching surfaces (versions),” publ. 04.10.2008, Byull., No. 7.
L. T. Balatskii, Strength of Pressed Joints, Tekhnika, Kiev (1982).
V. S. Martsinkovskii, V. B. Tarel’nik, E. V. Konoplyanchenko, and I. A. Oleinik, Patent 2410212 RF, IPC B23H 9.00, “Method for treating contact surfaces of steel and/or cast iron components,” publ. 01.27.11, Byull., No. 3.
B. S. Martsinkovskii, V. B. Tarel’nik, and M. P. Bratushchak, Patent 2501986 RF, IPC 23H 9/00, “Method for preparing stationary joints of the shaft and boss type of steel components (versions),” publ. 12.20.2013, Byull., No. 35.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 4, pp. 40–44, April, 2017.
* For Part 1 see No. 2, 114–120 (2017).
Rights and permissions
About this article

Cite this article
Tarel’nik, V.B., Martsinkovskii, V.S. & Zhukov, A.N. Increase in the Reliability and Durability of Metal Impulse Seals. Part 2* . Chem Petrol Eng 53, 266–272 (2017). https://doi.org/10.1007/s10556-017-0333-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-017-0333-7