
A new method is proposed for preparing metal pulse end seals improving their reliability and durability due to increasing the wear resistance of ring working end surfaces and contact surfaces of the secondary seals.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Research results have been provided in the article (parts 1 and 2) aimed at improving the quality of end surfaces of pulsed end seals (PES) operating in normal and cryogenic media.
We consider results of experimental research aimed at improving the wear resistance of the wear surface of the rings of end seals and also a secondary sealing surface.
Results in [1, 2] described experimental studies for layer-by-layer electro-erosion alloying (EEA) of steels and alloys with electrodes of hard refractory metals and their carbides, and also electrodes made from soft readily melting metals. The EEA method proposed was checked for an all-welded compressor ring 4VU 0.63-1/58 manufactured from steel 07Kh16N6.
A rapid method [3] was used for a qualitative evaluation of the wear resistance of combined electro-erosion coatings (CEC) operating under end friction conditions.
As a result of determining the linear wear of rectangular specimens (operating in a pair with fluoroplastic 4K-20) of steel 45, stainless steel 07Kh16N6, and high-speed steels R6M5 with CEC consisting of layer-by-layer application of soft antifriction and hard wear-resistant materials, it has been established that in the case of using these CEC there was an improvement in surface layer wear resistance. Readily melting metal In, Sn, Cd, and Pb are recommended for the first coating material; the main coating may be formed from Ti, V, Nb, Cr, Mo, W, and their carbides.
Copper has been used as a CEC underlayer in [5, 6]. The EEA regimes selected made it possible in CEC, formed in the sequence Cu + VK8 to obtain microhardness in a surface layer of 12300 MPa with a surface roughness parameter Ra = 0.48 μm. Evaluation of the wear resistance of coatings was performed with end friction for 320 min, sliding rate 1 m/sec, specific pressure 1.0 MPa, and for dry friction. The load on a counterbody of 4K-20 fluoroplastic was 100 N. Linear wear of CEC specimens formed in the sequence Cu + VK8 was 0.8 μm; wear of specimens with CEC with a production underlayer of indium and a main coating of titanium, chromium, hard alloy VK8, and tungsten was correspondingly 2.4, 2.3, 2.2, and 1.2 μm.
The aim of this work is to provide reliability and durability for PES due to an increase in wear resistance of the working end surfaces of rings prepared from nickel alloy KhN58MBYuD and steel 12Kh18N10T, and also dense surfaces for the tongue and bush by treating then with EEA.
Research procedure. Wear resistance was studied in rectangular specimens with a size of 15 × 14 × 8 mm prepared from alloy KhN58MBYuD and steel 12Kh18N10T. CEC of compositions VK8 + VK8 + Cu and VK8 + VK8 + Ni were applied to specimens of alloy KhN58MBYuD and VK8 + Cu + VK8 was applied to steel 12Kh18N10T.
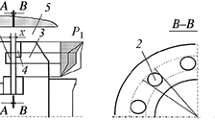
A unit was prepared for rapid evaluation of the amount of linear wear of coated specimens based on a drilling mill model 2M-112 (Fig. 1). Specimens were fastened in an attachment (located on the mill table) for self adjustment. The counterbody was a hollow cylinder (material 4K-20 and carbon-graphite, D out = 12 mm, D in = 4 mm, l = 60 mm fastened to the mill spindle.

Device for determining specimen linear wear with end friction: 1) hollow cylinder; 2) rectangular specimen; 3) attachment for specimen self-adjustment.
Linear wear was determined by a method of artificial bases for the difference of depth of impressions applied in a Vickers instrument and measured before and after testing. Specimen test time for one kilometer of path with a spindle rotation frequency of 2500 rpm was 16 min. Testing was carried out for 320 min. Sliding rate was 1 m/sec, and specific pressure was 4.0 MPa. Wear was recorded through each 64 min.
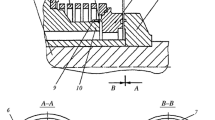
Studies were performed in a special unit (Fig. 2) in order to determine the effect of coatings made of soft antifriction materials on fretting resistance of the surfaces of secondary seals. The drive used was an electric motor (power 0.55 kW, rotation frequency 1500 rpm). Construction of the eccentric mechanism makes it possible to change the amplitude of vertical vibrations of flexible elements smoothly within the limits of 0.01–5.0 mm. The value of amplitude (in this work 5.0 mm) was given an indicator type detector.

Stand for determining fretting resistance: 1) cycle counter; 2) stand with bearing supports; 3) electric motor; 4) eccentric mechanism; 5) bundle of flexible elements; 6) flexible element fastening mechanism.
The components tested were flexible elements of steel 12Kh18N9 (GOST 4986–79) that were used in preparing dry couplings (Fig. 3). A bundle of flexible elements of coupling MSK-470 cut in two was selected for testing.

Elastic coupling (a) and flexible element (b).
A coating was applied by the EEA method to the surface between the fastening openings with discharge energy of W u = 0.01 J. The coating materials used were nickel, copper, silver, and indium.
A bundle was selected in order that a coating applied to one specimen (half a flexible element) was in contact with an uncoated surface of another specimen. In addition, coatings were not applied to two specimens. Tests were performed on a base of 1·106 cycles.
Fretting resistance of flexible elements with and without coatings was evaluated from the change in surface roughness, which was measured with profilograph-profilometers model 252 and model DIAVITE DH-5 for three parameter (Ra, Rz, and Rmax). Measurements were made across the rolling direction. The measurement base was 4 mm.
Research results and discussion. Increase in wear resistance of end working surfaces of PES rings. Results of studying specimen wear resistance are given in Fig. 4.

Specimen wear curves: a) nickel alloy KhN58MBYuD with CEC: VK8 + VK8 + Cu (1, 1′); VK8 + VK8 + Cu (2, 2′); uncoated (3, 3′), in pair with indenter of fluoroplastic 4K-20 (1, 2, and 3); carbon-graphite (1′, 2′, and 3′); b) steel 12Kh18N10T with CEC: VK8 + Cu + VK8 (1, 1′), correspondingly with indenters of fluoroplastic 4K-20 and carbon-graphite.
For nickel alloy KhN58MBYuD, the wear resistance of CEC of composition VK8 + VK8 + Cu was better compared with the wear resistance of CEC of composition VK8 + VK8 + Ni: with indenters of fluoroplastic 4K-20 and carbon-graphite, wear after 320 min of testing was correspondingly 1.5 and 3.5 μm, but for CEC of composition VK8 + VK8 + Ni it was correspondingly 2.7 and 3.7 μm. Wear of uncoated specimens was correspondingly 4.8 and 5.9 μm. The most intensive wear occurred at the start of the process, then wear slowed down significantly, and after 2 h of testing it became insignificant and stable with respect to magnitude.
Wear of specimens of steel 12Kh18N10T with a CEC of VK8 + Cu + VK8 in a pair with indenters of fluoroplastic 4K-20 and carbon-graphite after 320 min of testing was correspondingly 1.2 and 2.1 μm, but for uncoated specimens it was correspondingly 3.7 and 4.6 μm. The nature of the wear process for steel specimens was similar to that for wear of specimen of nickel alloy: at the start there is more rapid wear, and then the process slows down and after 2 h of testing it becomes stable. In this case, both for alloy KhN58MBYuD and also for steel 12Kh18N10T the nature of specimen wear to a first approximation is close to an exponentially increasing relationship.
Increase in secondary seal surface wear resistance. Data are provided in Table 1 and Fig. 5 for the effect of fretting wear on the change in surface roughness of flexible elements of cold-rolled steel 12Kh18N9 without hardening and with coatings of soft antifriction metals.

Surface roughness diagrams for flexible element test specimens prepared from steel 12Kh18N9 before testing (a) and after testing (b).
As follows from Table 1 and Fig. 5, the greatest wear for specimens is without a coating and the least for specimens with an indium coating.
Indium is a soft flexible and ductile metal, and these properties are retained even at cryogenic temperatures. Being soft, indium deforms with filling of microroughness of two touching components during compression, even with a moderate pressure.
Thus, indium is the most preferred coating material in order to reduce the effect of fretting wear and improve joint sealing.
Indium (melting temperature 157°C) is recommended for application to a conical shaped tongue by dipping in a melt. Soft antifriction meals (copper, silver, and nickel) should be applied by any known method not to the surface of the conical shaped tongue, but the bush where subsequent surface plastic deformation, for example, abrasion-free finishing treatment, readily reduces surface roughness to Ra = 0.1 μm.
Therefore, in order to reduce fretting wear at the contact surfaces of a secondary seal and improve connection sealing it is recommended to apply a coating of soft antifriction metals: nickel, copper, silver, and indium.
References
V. B. Tarel’nik, “Improvement of service properties of surface layers based on iron due to use of composite electro- erosion coatings,” Elektron. Obrab. Mater., No. 4, 61–62 (1995).
V. B. Tarel’nik, E. A. Kolomytsev, L. A. Ivanov, et al., Invent. Cert. No. 1734968 USSR, B 23 H 9/00, “Method of electro-erosion alloying,” publ., 05.23.1992, Byull., No. 19.
V. B. Tarel’nik, Combined Technologies of Electro-Erosion Alloying, Tekhnika, Kiev (1997).
V. B. Tarel’nik, “Electro-spark strengthening and restoration of compressor components,” in: Contemporary Resource-Saving Technology for Preparation and Treatment of Materials in Engineering, Kiev (1991), pp. 49–52.
N. V. Zakharov and V. B. Tarel’nik, “Use of combined electro-erosion coatings for improving the wear resistance of components operating under end friction conditions,” Vestn. Kharkov. Gos. Politekh. Univ., No. 59, 69–71 (1999).
V. S. Martsinkovs’kii and V. B. Tarel’nik, Patent No. 2524471 RF, IPC B23H 9/00, “Method of electro-erosion alloying of steel component surfaces,” publ. 07.27.2014, Byull., No. 21.
Author information
Authors and Affiliations
Corresponding author
Additional information
For Part 1 see No. 2, 114–120 (2017); for Part 2 see No. 4, 266–272 (2017).
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 6, pp. 23–26, June, 2017.
Rights and permissions
About this article

Cite this article
Tarel’nik, V.B., Martsinkovskii, V.S. & Zhukov, A.N. Increase in the Reliability and Durability of Metal Impulse Seals. Part 3* . Chem Petrol Eng 53, 385–389 (2017). https://doi.org/10.1007/s10556-017-0351-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-017-0351-5