
Abstract
Green composites are the emerging materials made using natural fibers and environmentally degradable matrix such as green epoxy. Natural fiber composites are the motivation of researchers for low to medium impact applications as well as structural applications like automobiles. In this research work, 3D orthogonal layer to layer (LL) and through the thickness (TT) woven structures with different interlocking patterns, used as preforms in composites are presented. The mechanical properties of preform as well as associated composites are studied on equivalent fiber volume fraction. Jute yarn was woven into four layered 3D woven structures. The use of bridgeable and sustainable fiber, with its prospective use with the biodegradable matrix, is the objective of this work. The focus of this study is to improve mechanical performance by changing weave pattern, so that the resulting composite is robust in design.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Natural fibers having low cost, equally good mechanical properties, high specific strength, environmental friendly and bio-degradable characteristics, make them attractive for composite manufacturing. Control over the weight and mechanical properties of woven structures are attractive for use in composites [1]. 3D woven composites perform better [2] than laminated composites due to their better through-thickness properties [3]. In laminated composites, the perpendicular direction to the plane of the ply exhibits very low stiffness and strength. 3D fabric reinforcements can solve the difficulty of poor interlaminar strength. 3D has different forms like single-layer materials with an overall shape, multilayer’s hollow materials, solid planar materials having multiple layers and solid multilayers materials with an overall 3D shape. 3D woven fabric composites have enhanced mechanical properties as compared to conventional 2D woven laminates [4]. These reinforcements or preforms are economical for textile-based composite.
Textile preform structures have important performance feature, in transforming reinforcement characteristics to product performance. Such preforms are considered to be a structural support for mechanical performance and as well as shape of fabricated composites [5]. Interest in few years for using 3D fabrics has grown. Their applications in composites, especially load bearing component, i.e. secondary to primary load, has further increased the interest of researchers. Use of 3D fabrics has gained importance in aerospace industry [6]. Such applications necessitate an extensive enhancement in through the thickness strength and reliability of the product. For a composite application, axial rigidity, elasticity, formability and stability are important factors for textile preforms. Reliability is dependent on even dissemination of ingredients and constancy of interfacial properties.
In structural composites, 3D fabrics have integrated continuous fiber architecture in multiaxial in-plane and out-of-plane [7]. The 3D fabric is manufactured by a textile process which results in three or more yarns are oriented in three orthogonal planes [8]. 3D fabrics can be manufactured as non-interlaced or interlaced types. Specific weaving technique results into the fabric which will be suitable for end use application. 3D fabrics can be manufactured on normal 2D weaving process but adding a set of binder yarn [9]. This process is named as a multilayering. 3D woven composites are cheap. These have sound through thickness mechanical behavior.
Natural fibers are cheaper and attract their application in green or bio-degradable composites. Like Jute fiber has superior mechanical properties and low cost as compared to other natural fibers [10]. The use of natural fiber has gained interest in different application areas like automobiles.
Composites presently offered in the market use non-degradable thermoplastics and thermosets as matrices and high-performance fibers like aramids and glass as reinforcement [11]. Such composites cannot be easily recycled, so these are disposed of in landfills or burned after use. These methods are not only expensive but harmful to the environment. Concerning low carbon footprints and less environmentally damaging composites, natural fiber reinforced polymer composites which are likely decomposed naturally, have been an area of interest for researchers for past few years. The use of biodegradable reinforcement and matrix is solution for environmental protection. The suitable combination of natural fiber and bio-degradable matrix (thermoset or thermoplastic) can lead to better results [12]. The green epoxy is related to low carbon footprint, higher contents of renewables, requiring less crude oil and chemically indistinguishable.
This work focused on the development of composites prepared with green epoxy using novel 3D woven preforms. The effect of weave pattern parameter on composites performance was studied in detail. Jute yarn was selected for this research. This fiber can be a substitute for glass fiber [13].
2 Material and Methods
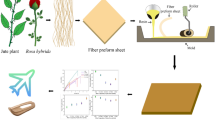
Jute yarn (8 spindle) was used for manufacturing of four (04) layered preform on conventional shuttle dobby loom with few modifications. 3D Layer to layer orthogonal woven structure was used in combination with warp and weft interlocks, the design of experiments is given in Table 1.
Two-component green epoxy resin EPOXY 530, Spolchemie-Czech Republic as given in Table 2, was used for composite fabrication. This is low molecular weight basic liquid. It contains no modifiers. The manufacturer has certification for substantial savings in carbon dioxide, as well as low contents of crude oil. Manufacturer suggested high renewable content in this epoxy. Application areas include casting and tooling, civil engineering, coatings, adhesives, composites, encapsulating and potting. Hardener is Cycloaliphatic (modified) amine (Telalit 0600) suggested / claimed for use in high performance composites and long pot life. Resin and hardener were used with 3:1 ratio. Samples were prepared using hand lay-up technique and pressed at 20 bars in compression moulding machine to remove bubbles and to control fiber volume fraction of 0.34 ± 0.01.
The characterization of composites was conducted for Tensile (ASTM-D3039), Flexural (ASTM-D7264) using Zwick/Roell UTM Z100 and Impact test (ISO-179) using HIT50P Pendulum Impact Tester respectively. For details the readers may seek details in previous work. [14]. The preform characterization was performed on Lloyd Universal Strength Tester for tensile test (ASTM D 5035).
3 Results and Discussion
Optical images showing cross-section and fiber-matrix interface of some of the 3D orthogonal layer to layer interlock composite structures have been given in Fig. 1. Yarn placement in software and composite structures are similar. The grey colored yarns running along the length and width of composites are the jute yarns in warp and weft directions while black color region showed the epoxy resin area. The images showed that a good fiber-matrix interface exists in all the composite samples.

Design and cross-sectional view of composites
3.1 Tensile Testing
All samples were tested for tensile strength in warp and weft directions. The Figs. 2 and 3 showed comparisons of strength required to break the preforms and composites, both in warp and weft directions respectively. For details of preforms tensile results, readers may seek details in previous work [14].

Tensile strength of preforms (a) and composites (b) in the warp direction

Tensile strength of preforms (c) and composites (d) in the weft direction
The tensile results of performs and composites in weft direction are shown Fig. 3, While stress-strain curves for composites (warp and weft direction) are shown in Fig. 4.

Stress-strain curves for composites (warp and weft direction)
Tensile strength of LL samples, in warp direction, remained almost same. Only the LW sample tested for weft tensile showed the higher value of strength amongst its group. Group of threads interlocking the structure has lower strength than the relaxed one. Interlocking in both directions has average properties of both warp and weft. Bent in the yarn structure lowers its strength and of fabric.
LW has low crimp on weft and warp crimp is higher than its weft. LF has low warp crimp than weft. Hybrid (sample 3) has both same crimp behavior for warp and weft, so this may be the reason it has the same strength in warp and weft. The trend has been same in the composites. Despite the fact, that these were compressed during fabrication. The difference in mechanical performance is affected by the use of the matrix. The composites can withstand higher tensile forces. Figure 5 showed a comparison of elongation% (at 100 mm per minute) of the preform and strain% (at 2 mm/min) of the composite, in warp and weft directions.

Elongation % (at break) of the preform and strain % (at break) of composites in warp and weft directions
Figure 5, the LW/LF (hybrid) depicted the highest value of elongation%, in weft-way. This hybrid was weaved using warp and weft design. The weft yarns were facing more crimp, as these were stitching layers in the weft direction and same was for warp threads in this design. LW has more elongation than LF. The warp-interlocking induces more crimp along the warp, so shows more elongation and vice versa. LW has more crimp than its weft. LF has more crimp then its warp. Its hybrid has more weft crimp due to less tension during weaving as warp is always under tension during weaving. The non-binder threads either in warp or weft in TT samples were straight and relatively relaxed. Off-loom relaxation of binding threads is higher as compared to no-binder/ straight yarns. The TW samples have lobular structure developed by the weft-binder. These binders have less ability for crimp buildup. This affects the warps threads to make the lobular structure, which becomes more elongated. Then moving toward the hybrid, having stitching in both warp and weft, the elongation/ crimp in warp is reduced because of stitching ends make the structure pre-compressed. So, the lobular effect will not be produced, and elongations are relatively reduced.
LF/TF- hybrid design has the lowest values in L/T hybrid group and overall as well. This design has more incorporated weft threads, while warp threads were almost. Hence the warp way elongation was almost same as LW. A sample of LW/TW-hybrids of warp-warp showed average values of its original designs. The warp-way elongation is higher than LL-wp but lower than TT-wp. The weft-way elongation is lower than both of its original weaves. In a hybrid group, L/T hybrid sample 9, has the maximum elongation, for both warp & weft ways. It also had the highest strength in the warp. The reason is more stitching of weft threads in the pattern and formation of float when weave type is changed from LL to TT. However, the strain in composites is limited, not exceeding 2% due to the low extension of matrix-epoxy. But the overall behavior of strain is almost identical, excluding sample 3, the cause of which cannot be identified. The Figs. 6 and 7 show comparison of modulus preforms and composites, in warp and weft directions, respectively.

Moduli of composites and preforms in the warp direction

Moduli of composites and preforms in the weft direction
The samples with highest values of elongation resulted in low modulus. The graph shows that more energy is needed to break the fabric either in warp or weft way. Strain values differ in all samples. LL structures have the highest strain in binding direction. This may be due to highest crimp present in threads this structure. Crimp holds extra length of yarn wave form. When load increases, first the yarn tends to become straight itself. This results in its elongation and strain increases. The higher strain lowers the tensile modulus.
Further investigating the difference in tensile properties of preforms relating to composites, the warp and weft yarns were removed from preforms. These were tested for tensile properties, before and after weaving. Yarn fromcones and the threads from woven samples were removed and then subjected to tensile tests at UTM as per standard ASTMD2256 and their results are mentioned in Table 3.
The results of yarn, warp (after beaming/warping), yarn wound on weft package, as well as yarns removed from TT and LL warp and weft yarns, show that strength loss is occurred as yarn is engaged for warping to weaving as well for weft or interlacing. The results support that weft yarn strengths in either of designs remained higher than warp. This is evidence that preforms showed better results for tensile properties in weft direction.
3.2 Flexural Testing
The three-point bending was conducted for all samples at constant rate of loading at 5 mm/min. From the results, it can be ascertained that when stress increased to its maximum peak, the flexural stress sharply dropped in the elastic region. The flexural stresses of hybrids, in weft-way were comparable with warp-way structures. The flexural stress was found to be highest for hybrid of LW/TW.
Near brittle performance and broken exactly after yield point was observed in all samples. Moreover, hybrid interlock composite samples showed the highest value of flexural characteristics. Flexural moduli of composites are shown for warp and weft directions in Table 4.
Figure 8 shows the graphs of Flexural moduli of composites in warp and weft directions.

Flexural moduli of composites in warp and weft directions
Flexural moduli of composites are shown for warp and weft directions in Table 3 For LL and its hybrids, in weft direction, flexural modulus was higher than warp direction, the reason is low crimp/ waviness in weft direction. In warp direction, LW/LF composite sample exhibited the highest value of tensile modulus followed by LW/TW, LWF/TWF, and TW/TF composite samples. So, the weft interlocked-preforms, either TT or LL, the resultant composites were either better or comparable to its original.
3.3 Impact Testing
Impact strength results are shown in Fig. 9. The samples were tested in warp and weft way. The overall increasing trend of impact resistance was found in weft direction.

Reults of pendulum impact tests of composites
Impact resistance 3D woven structures, of TT samples, showed higher resistance to followed by hybrids. Since the impact resistance is affected by the compactness of structure and the TT-samples have binder set of yarns, which keep the adjacent threads closer. This help in resisting the impact. The through thickness resistance offered by the preforms is a useful parameter as composite will be robust if the preform is strong.
The failure modes of composite samples were keenly analyzed under different loadings. As discussed in the earlier results, the composite samples had a brittle nature, therefore a complete failure was observed during testing of all the samples, with rupture of both resin and reinforcement, under tensile, bending and impact loading. It was further noted that there was no delamination in these composites. This is due to the structural integrity of the 3D woven reinforcement, as it behaved like a single unit. All the individual layers were bound by the binder yarns, which restricted the interlaminar failure of these layers under the effect of different type of loadings. As a result, there was a failure of matrix and reinforcement at a macro level.
The samples after tensile test were observed under microscope. The images are added in Fig. 10. It can be observed that all samples broke in brittle manner.

Images of composites after complete breakage on tensile loading
4 Conclusion
The current study was aimed at investigating the mechanical performance of multi-layer orthogonal through thickness and layer to layer fabrics, with different interlocking patterns. The tensile strength of through thickness and layer to layer hybrid (warp and weft) interlocked structures was highest in weft direction. While elongation of the hybrid layer to layer structures was highest amongst all. The self-stitching of warp threads increased the strength in the weft direction. Tightly woven structure produces higher bending stiffness. The effect of hybridization can lead to stronger and robust compoistes.
The hybrid structures showed an increase the thickness of fabric [14]. It was due to more number of interlocking/intersections in fabric structure. The effect of elongation in composites was not inherited and become limited due to low elasticity of epoxy. The study revealed that composites manufactured using green epoxy with natural fiber can be useful in replacing synthetic matrices and reinforcements.
References
Gürdal, Z., Haftka, R.T., Hajela, P.: Design and Optimization of Laminated Composite Materials. John Wiley & Sons (1999)
Su-Yuen, H.: Literature reviews on modeling internal geometry of textile composites and rate-independent continuum damage. NASA Tech. Memo. vol. 217079, no. March (2011)
Nawab, Y., Legrand, X., Koncar, V.: Study of changes in 3D-woven multilayer interlock fabric preforms while forming. J. Text. Inst. 103(12), 1273–1279 (2012)
Kim, J.-K., Sham, M.-L.: Impact and delamination failure of woven-fabric composites. Compos. Sci. Technol. 60(5), 745–761 (2000)
Ko, F.K.: 3D textile reinforcements in composite materials. 3D Text. Reinf. Compos. Mater. Cambridge Woodhead (1999)
Mouritz, A.P., Bannister, M.K., Falzon, P.J., Leong, K.H.: Review of applications for advanced three-dimensional fibre textile composites. Compos. A: Appl. Sci. Manuf. 30(12), 1445–1461 (1999)
Conway, C.: 3D Reinforcement of Composite Materials. Polytechnic University of Milan, Italy (2011)
Boisse, P. (ed.): Advances in Composites Manufacturing and Process Design. Woodhead Publishing, London (2015)
Beheraa, B.K., Mishra, R.: 3-dimensional weaving. Indian J. Fibre Text. Res. 33, 274–287 (2008)
Gupta, M.K., Srivastava, R.K., Bisaria, H.: Potential of jute fibre reinforced polymer composites: a review. IJ Fib Text Res. 45, 619–624 (2013)
Chand, N., Fahim, M.: Tribology of Natural Fiber Polymer Composites (2008)
Mohanty, A.K., Misra, M., Hinrichsen, G.: Biofibres, biodegradable polymers and biocomposites: an overview. Macromol. Mater. Eng. 276–277, 1–24 (2000)
Sever, K., Sarikanat, M., Seki, Y., Erkan, G., Erdoğan, Ü.H., Erden, S.: Surface treatments of jute fabric: the influence of surface characteristics on jute fabrics and mechanical properties of jute/polyester composites. Ind. Crop. Prod. 35(1), 22–30 (2012)
Kashif, M., Hamdani, S.T.A., Nawab, Y., Asghar, M.A., Umair, M., Shaker, K.: Optimization of 3D woven preform for improved mechanical performance. J. Ind. Text. p. 1528083718760802, Mar. (2018)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Nawab, Y., Kashif, M., Asghar, M.A. et al. Development & Characterization of Green Composites Using Novel 3D Woven Preforms. Appl Compos Mater 25, 747–759 (2018). https://doi.org/10.1007/s10443-018-9720-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-018-9720-2