
Abstract
This study demonstrated how to quickly and effectively print two-dimensional (2D) and three-dimensional (3D) microfluidic chips with a low-cost 3D sugar printer. The sugar printer was modified from a desktop 3D printer by redesigning the extruder, so the melting sugar could be extruded with pneumatic driving. Sacrificial sugar lines were first printed on a base layer followed by casting polydimethylsiloxane (PDMS) onto the layer and repeating. Microchannels were then printed in the PDMS solvent, microfluidic chips dropped into hot water to dissolve the sugar lines after the PDMS was solidified, and the microfluidic chips did not need further sealing. Different types of sugar utilized for printing material were studied with results indicating that maltitol exhibited a stable flow property compared with other sugars such as caramel or sucrose. Low cost is a significant advantage of this type of sugar printer as the machine may be purchased for only approximately $800. Additionally, as demonstrated in this study, the printed 3D microfluidic chip is a useful tool utilized for cell culture, thus proving the 3D printer is a powerful tool for medical/biological research.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Microfluidic chips (also referred to as “lab-on-a-chip”) have significantly influenced biological and medical research in recent years, leading to advances in tissue engineering, proteomics and chemical analysis (Di Carlo et al. 2014). Studies indicate that 3D microfluidic chips can overcome the limitations of conventional two-dimensional (2D) microfluidic chips. Advantages include improved observation efficiency (Hanada et al. 2008), continuous 3D motion (Hanada et al. 2011) and integration of more functions. Research studies in the past 20 years have focused on fabrication methods and materials for 3D microfluidic chips.
Various fabrication methods for 3D microfluidic chips include photolithography (Chiu et al. 2000; Anderson et al. 2000; Love et al. 2001; Wu et al. 2003; Abgrall et al. 2006; Romanato et al. 2004; Zhang et al. 2010) and femtosecond laser writing (Hanada et al. 2008, 2011; Bhuyan et al. 2010; He et al. 2012; Liao et al. 2012). Photolithography is commonly utilized to produce 3D microfluidic chips with the process fabricating each layer, aligning the patterns of different layers and bonding all layers together. Femtosecond lasers have also been used to fabricate 3D microfluidic chips on glass. 3D microchannels with arbitrary lengths and configurations inside glass can be achieved (Hanada et al. 2011), and a high aspect ratio of taper-free microchannels can be created (Bhuyan et al. 2010) with this method.
Other unique methods for creating 3D microfluidic chips have been inventive. One method of direct fabrication yields tunable nanochannel arrays between microchannels with tunnel cracking of a brittle layer constrained between elastomeric substrates (Mills et al. 2010). Another novel approach utilizes electrical energy to fabricate 3D microfluidic channels in polymers that resemble the vascular networks of living systems. High electrical charges are created inside a substrate with this method, locally vaporizing and fracturing the polymer and resulting in a quickly constructed branched 3D microchannel network resembling tree architecture (Huang et al. 2009).
Cost and efficiency remain a challenge to the many possible methods for fabricating 3D microfluidic chips. The conventional method of photolithography for fabricating high-resolution, 2D microchannels is impractical for mass production of 3D microfluidic chips as alignment is time-consuming and difficult to automate and, though femtosecond laser is capable of creating arbitrary microchannels, expensive laser equipment and rough channel surfaces limit its wide use. Customization of channel size is hard to control with other delicate methods, such as tunnel cracking and electric charge vaporizing.
The embedded sacrificial element method has recently been utilized to fabricate microchannels at low cost. Materials such as carbohydrates, hydrogel, metals or polymers are utilized as sacrificial templates yielding microchannels after sacrificial structures are removed from the solidified polymer. A type of sacrificial material, in this method, is printed on the substrate to form 2D patterns or 3D lattice matrixes, while a separate encapsulation material is then cast onto the sacrificial structures to create a 3D microfluidic network. Once the encapsulation material solidifies, the sacrificial structures are dissolved to reveal a fine microfluidic chip with 3D microchannels. One approach for retrieving the chip with the 3D microchannels utilizes direct-write assembly to fabricate microchannels in epoxy matrices. This method can be applied to reproduce biomimetic microvascular networks of varying microchannel size and hierarchical order (Therriault et al. 2003; Wu et al. 2010). The sacrificial material used for direct writing is a type of fugitive organic ink that is mainly composed of wax. Micromolded networks of gelatin conduits have also been dissolved to yield vascular architectures within collagen gel as gelatin melts at low temperature (Baker et al. 2013). Commercially available water-soluble material (polyvinyl alcohol, PVA) has also been utilized to compose 3D printed negative templates as 3D structured channels were derived once PDMS was cast and the templates were dissolved (Canali et al. 2015).
The properties of sugar, including cost efficiency and dissolution characteristics, are advantageous for a variety of uses including its application as a sacrificial material to fabricate microchannels. Sugar also creates smooth microchannels when fused sugar is extruded while sugar fiber has been used as a template for fabricating microchannels with manual handling (Li et al. 2009; Bellan et al. 2009; Lee et al. 2012). When caramelized sucrose fiber is used as a core template, biomimetic nerve scaffolds with aligned intraluminal microchannels can be obtained with a melt-spinning technique (Li et al. 2009).
Melt-spun sugar fibers (cotton candy) have also been utilized to make sacrificial sugar structures and form microchannels, resulting in a 3D, fluidic vascular network in a polymeric matrix (Bellan et al. 2009). 3D microchannel architectures in sucrose-based fabrication can also be established after shaping, bonding and assembly of sucrose fibers (Koyata et al. 2013). Miller et al. (2012) demonstrated, with a modified 3D printer, a method to print 3D lattice networks with sugar and apply these networks to construct vascular networks for perfusable engineered three-dimensional tissues. Koyata et al. (2013) printed arbitrary 2D sugar patterns with a 3D printer to yield 3D microfluidic chips with these patterns. Questions remain for 3D printing with sugar despite the significant research effort. Microchannels on each layer, for instance, connect only with channels on the next layer at some junctions in common 3D microfluidic chips, rather than with a complete 3D lattice network; thus, a new process is required for fabrication of common 3D microfluidic chips.
A simple, low-cost method for fabricating sealless 3D microfluidic chips with a 3D sugar printer is proposed in this study. A desktop 3D printer was first modified with a newly redesigned extruder for pneumatic driving of sugar material. The modified printer was considered to be suitable for channel pattern customization, and total costs were approximately $800 with the fabrication cost of each microfluidic chip $1 or less, mainly for the PDMS. Several types of sugar were then examined, and maltitol was selected as the print material due to stable properties related to melt status, suitable surface tension and high water solubility. The diameter of printed microchannel could reach 40 μm, yet other modification methods were provided to solve the difficulty experienced with fabrication of microchannels below 100 μm due to 3D printing limitations.
2 Materials and methods
2.1 3D sugar printer and software
An original desktop 3D printer (Zhejiang Flashforge 3D Technology Co., Ltd., China), with a purchase price of approximately $600, was modified for sugar printing. The modified 3D sugar printer system consisted of four main parts, including a redesigned sugar extruder and a PDMS extruder, a 3D motion stage, a temperature control device and a pneumatic control device (Fig. 1a). The 3D printer motherboard (RepRap Megatronics V2.0 motherboard) originated from the open-source RepRap (replicating rapid prototyper) project and was a key part of the modified printer. The 3D motion stage, an original component of the printer, consisted of a 2D stage (X and Y axes) determining the planar printing path and a vertical stage (Z axis) with two fixed extruders that determines the distance between the extruder and the printing substrate. The extruders were designed to produce fused sugar powder and liquid PDMS, respectively, and consisted of several parts, including syringe, nozzle and pneumatic connector. A redesigned stainless syringe was utilized by the sugar extruder while the PDMS extruder applied a commercially available polypropylene syringe with both extruders connecting to a pneumatic control device with Teflon hoses. The pneumatic control device was a dispenser (YCC-986C, Advanced ELE EQUIP Co., Ltd., Taiwan) simply connected to air pump and the printer with the printer motherboard modified to control the dispenser. The sugar extruder had an attachable heating device for melting sugar and for maintaining a steady extruder temperature while the heating device consisted of a thermistor temperature sensor (NTC, 100 KΩ) and custom-made polyimide electrothermal membrane (100 mm × 100 mm, 12 V, 90 W). The enclosure of the sugar extruder was surrounded by the electrothermal membrane, and the entire sugar extruder was covered with polyimide tape for thermal insulation purposes while the motherboard acted as a PID (Proportion Integration Differentiation) controller to retain steady temperatures of ±0.5 °C. Replaceable nozzles were utilized for the sugar and PDMS extruders to prevent blocking by solidification and for ease of replacement and cost efficiency while the pneumatic control device pushed the liquid sugar or PDMS out with air to maintain air pressure.

Components of 3D sugar printer (a) schematic of 3D sugar printer (a 3D sugar printer system consists of a computer with 3D software for sugar printing, a 2D stage (X–Y stage) with a hot plate, a vertical stage with a redesigned sugar extruder and a PDMS extruder, pneumatic control device and air supply). b Operation of the printing software
Total cost of the modified 3D sugar printer was minimal at approximately $800 (Tab. S1) with the original desktop 3D printer a significant percentage of the cost. The sugar extruder may be custom made, while other components such as the temperature controller, pneumatic control device, electronic accessories and Teflon hoses are available for purchase on many online vendors. Comparing the Fused Deposition Modeling technology (FDM) sugar printer designed in this study to other commercially available 3D printers that fabricate fluidic devices, the study printer is competitively priced with acceptable printing accuracy (Table 1).
The printing software was modified from an open-source 3D printing software to allow control over printer portions containing the moving stage, the temperature control device and the pneumatic device. Operation of the printing software consisted of several steps: (1) A microchannel visual model was set up first, and a 3D model was obtained with commercial 3D modeling software (e.g., SolidWorks, Unigraphics NX); (2) the 3D model was subsequently transferred to the 3D printing software in the file format for STL (stereolithography) models; (3) the 3D printing software covered the STL model and translated the coordinates and movement paths into machine control code such as G code; and (4) the control code was reviewed and revised and then used to initiate the process (Fig. 1b). Printing software supplied the preview interface indicating the printing path and real-time printing parameters, thus providing a visual inspection for microchannel fabrication.
2.2 Fabrication of 2D and 3D microfluidic chips
The microchannel structure should be checked prior to printing to determine needs for supporting materials. FDM technology applied in the 3D sugar printer requires supporting materials to fabricate special types of 3D structures, while all 2D structures and some 3D structures may be directly printed without supporting materials, i.e., direct 2D and 3D sugar structures.
Fabrication procedures include (Fig. 2) first mixing the prepolymer, curing agents for PDMS (Sylgard 184, Dow Corning, USA) at a 10:1 (w/w) ratio and then placing in a vacuum drying oven for degassing. Maltitol (Aladdin Industrial Corporation, Shanghai, China) powder is placed in the extruder next and heated to 150 °C to melt. The fused maltitol is squeezed out by air pressure and directly written to form 2D and 3D sugar structures according to the desired pattern path. Superior processing efficiency is achieved as the sugar printing process can be completed within 5 min. PDMS is then poured on the sugar structures and cured in an oven (25 min @ 85 °C). The microfluidic chips are formed, finally, as the printed construction is placed in boiling water (10 min @100 °C) to dissolve the maltitol pattern. Further sealing is not required with this method as with conventional methods, and the minimal time investment of fabrication and customization, combined with low cost, is 1 h or less from design of microfluidic chips to the final production.

a Fabrication procedures: 1 Direct 2D or 3D sugar structures are printed. 2 PDMS is poured on the structures and cured. 3 Sugar structures are removed, and microfluidic chips are obtained without further sealing. b Printed 3D sugar structure (size: 25 mm × 25 mm × 2.2 mm). c A 12-layer 3D microvascular network
Limitations arise when complicated microchannels are printed without supporting materials. Collapse of the 3D structure may occur between the junctions of different channels due to surface tension and gravity after printing hot sugar filaments (Fig. 3a [I] and Fig. S1). Large space between two adjacent microchannels may lead to the structure’s collapse, restricting the design of sugar structures.

a Comparison of microchannels with (I) and without (II) collapse (1 top view of adjacent microchannels; 2 3D view of adjacent microchannels). b Schematic procedure of 3D microfluidic chip with supporting material fabrication. The base layer is obtained before printing, and the sugar printing is finished layer by layer along Z direction with PDMS as supporting materials. Junctions connecting different microchannels can be arranged freely in each layer. PDMS is poured to seal the microchannel, and the chip is placed in boiling water to remove sacrificial maltitol. Dye is infused to assess the fabricated chip
Fabrication of other complicated 3D microfluidic chips is investigated utilizing PDMS as the supporting material during printing. FDM technology is applied to first slice the model into multiple layers along the Z direction and then print each layer that will then be inspected for determining supporting material requirements. Collapse issues are resolvable as the junctions of microchannels can be freely arranged with this method (Fig. 3a [II]).
Several steps are involved to fabricate 3D microfluidic chips with supporting materials (Fig. 3b). PDMS is first poured on the substrate (glass or polymer) and cured to form the base layer before printing. The 3D structure is printed layer by layer along the Z direction with sugar lines printed as the designed pattern path in each layer. Junctions connecting different layers are arranged freely in each layer to obtain 3D structures. The key point of this method is to determine the printing of supporting materials, i.e., PDMS. PDMS is extruded as printing path when supporting materials are required in one layer. Dilution with silicone oil (OS-20, Dow Corning, USA) is applied as required to control viscosity. The hot plate on the 2D stage is then heated to 100 °C for 5 min to cure the liquid PDMS. Air pressure and viscosity are regulated for controlling the extruding rate and volume of PDMS, thus controlling the thickness of the cured PDMS with the same curing time. Printing of supporting materials (PDMS), however, does not require exceptional printing accuracy. A 3D sugar structure is formed by repeating the printing process in every layer, and following fabrication of the planned layers, the PDMS mixture is poured and solidified to form the final pattern. The printed construction is placed in boiling water (10 min @100 °C) dissolving the maltitol pattern to form microchannels. Fabrication of 3D structures with supporting materials can be achieved within an hour with printing time dependent on complexity of the structure.
3 Results and discussion
3.1 Printing material
Miller et al. (2012) utilized a sucrose–glucose mixture as printing material, while Koyata et al. (2013) utilized a mixture of glucose and fructose. Formation of a stable printing material requires the mixture to be melted and stirred for approximately an hour. An optimized mixture, however, is difficult to fabricate as melting properties for each raw sugar batch may differ. Sucrose, fructose and glucose do share a property of easy oxidization during the melting process causing the nozzle of the extruder to be easily blocked with the thermal decomposition. Various types of sugar were examined for the following characteristics to select the best fit for printing: (1) proper melting point for the printing temperature; (2) properties during fusion that yield stable printing quality and high repeatability; and (3) low cost for fabrication. Maltitol was selected as the most appropriate material for fabrication (Table 2).
Results indicate that sucrose exhibited a higher melting point than other sugars, sucrose and fructose were not stable, glucose was easily oxidized, and maltose and maltitol retained stable melting status. Extrusion experiments also indicated that melting maltitol exhibited better flow properties than maltose. Melting maltitol (C12H22O11·H2O) exhibited additional advantages in other experiments leading to the selection of maltitol as a suitable printing material for a 3D sugar printer. Characteristics include the following: ability to remain colorless and transparent for long periods, thus ensuring the nozzle remained free from blockage. Sufficient surface tension remains without applying gas pressure, allowing the prevention of sugar drops from appearing on non-desired areas due to gravity. Rapid solidification properties resulted in a preferable smooth surface and, finally, a comparatively reasonable cost.
3.2 Analysis of printing quality and printing cost
The printing quality and cost of microchannels were investigated. The final shape of the microchannels’ cross section was oval or approximately circular (Fig. 4a) since the shape of the printed sugar filament was affected by surface tension. The images of microchannels were captured with a VHX-100 microscope (KEYENCE, Japan), and from the view of Fig. 4b, the inner walls of microchannels were found to be smooth.

a Cross section of printed microchannel. b Microchannel with smooth inner walls. c Correlations of microchannels’ diameters and printing parameters
Diameters of printed sugar filaments are affected by several processing parameters, including nozzle size, air pressure, printing temperature and printing speed and can be fitted with the following equation utilized by past researchers (Miller et al. 2012; Koyata et al. 2013):
where D is diameter of printed sugar filaments, ν is the velocity of the motion stage, and A is a constant determined by nozzle diameter and extrusion flow rate. The extrusion flow rate was determined by air pressure and heating temperature, and the exact value of A in line with the nozzle diameter, air pressure and heating temperature could be attained according to the experiment results.
Results presented in Fig. 4c are in alignment with the equation and demonstrate that diameters of microchannels decreased as printing speed increased, thus indicating printing accuracy of printed microchannels is controlled by regulating the printing speed (Fig. S2). Nozzle size utilized was 0.3 mm with a minimum microchannel diameter reaching 40 μm by altering air pressure and heating temperature. Diameter could reach several microns with a smaller nozzle; however, microchannel fabrication of several microns experienced challenges requiring additional manufacturing investment in facilities. Additional methods, such as surface coating (Song et al. 2010; Abdelgawad et al. 2011), were available for modification of microchannels to create circular cross sections and reduce the channels’ size (Fig. S3).
Printing costs were considered in this study with cost associated mainly with the printed maltitol and PDMS. The average cost of PDMS in each microfluidic chip was $0.827, while the average cost of maltitol was $0.154 and each 3D microfluidic chip could be custom-produced for less than $1 per chip, a comparatively competitive cost for microchannel fabrication compared with other technologies.
3.3 Demonstration of 2D and 3D microfluidic chips
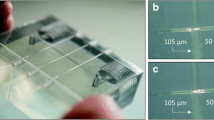
Figure 5 presents 2D and 3D microchannels produced by the 3D sugar printer. The 2D microchannel pattern was a combination of straight lines (Fig. 5a, b) and curves (Fig. 5c). Previous studies involved simple drawing of a channel pattern with straight lines, but with the assistance of a 3D printer and printing software, the 2D microchannel pattern could be customized.

Images of fabricated 2D and 3D microchannels utilizing a 3D sugar printer. a–c 2D microchannels (microchannel diameter = 200 μm). d Top view of fabricated 3D microchannel. Dyed liquid was used to verify the connectivity of the entire 3D microchannel. e 3D microchannel analyzed with two different dyed liquids (red and purple). The first layer (red) was connected to the second layer (purple) through a junction. f 3D view of the channel observed with a microscope. The image confirms the 3D structure of the microchannel (color figure online)
3D microchannels can also be fabricated with a 3D sugar printer and exhibit great potential for biological applications. Figure 5d, e presents a 3D microchannel with the inlet located in the upper layer and the outlet located in the lower layer. Dyed liquid was utilized to test the microchannel, and results indicated no connection between the microchannels in two distinct layers except for the designed junction. Figure 5f also indicates the 3D structure of the microchannel; thus, this method utilizing a 3D sugar printer, also characterized by low cost and high processing efficiency, indicates considerable promise for fabricating microchannels over other conventional methods.
3.4 Cell culture with 3D microfluidic chips
A 3D microfluidic chip fabricated with the 3D printer is demonstrated in Fig. 6a. The 3D chip was designed for microfluidic cell culture and can be applied to further biological applications such as drug selection. Different layers, including inlets and outlets, were utilized to fabricate microchannels in the chip to derive the 3D structure. Human ovarian cancer cell line SKOV3 was cultured to display the feasibility of cell culture in the chip.

a 3D microfluidic chip. b Phase-contrast images of SKOV3 cells in the microfluidic chip after 24, 36 and 48 h of culture. c Fluorescent images of SKOV3 cells in the chip after 60 h of culture. By AO/EB staining, green fluorescent signal indicated active (live) cells and red indicated permeable (dead) cells (color figure online)
The SKOV3 cell was purchased from the Shanghai Cell Bank of Chinese Academy of Sciences. The cell culture medium contained McCOY’s 5A (Sigma-Aldrich, St. Louis, USA) supplemented with 10 % fetal bovine serum (FBS) (Gemini, USA). Matrigel matrix (BD Biosciences, San Jose, USA) was inserted in the device, and the cells were seeded in microchannels with culture medium at a concentration of 1 × 106 cells/ml. Cells were incubated at 37 °C in a humidified atmosphere containing 5 % CO2, and the cell culture medium was perfused with a flow rate of 10 μl/h by utilizing a syringe pump (BS-9000, Braintree Scientific, USA). The cultured cells were observed with phase-contrast microscope (CKX41, Olympus, Japan) after 24, 36 and 48 h of culture with observation results displayed in Fig. 6b. The density and population of cells grown on the microchannels increased over time. Cell forms were polygonal and widespread with fine filopodia after 48 h of culture compared with those cultured after 24 or 36 h. Additionally, the SKOV3 cells were cultured for 60 h and then stained with AO/EB (Solarbio, Beijing, China) to determine cell viability. Microfluidic channels were imaged under the fluorescent inverted microscope (DMI4000, Leica Microsystems, Germany) after a 30-min incubation time (Fig. 6c). Image J (National Institutes of Health, Bethesda, MD) analysis revealed a cell viability of approximately 97.53 ± 0.85 %.
4 Conclusions
Fabrication of microchannels using a 3D sugar printer was investigated in this study. Results designate this innovative method as practical in forming 2D and 3D microchannels rapidly and cost efficiently with the main equipment costs for a 3D sugar printer only approximately $800. A selection process was implemented to determine a sugar type with superior qualities for use in fabrication with maltitol selected as the print material due to stable properties related to melt status, suitable surface tension and high water solubility. 3D sugar printing of 3D microfluidic chips is achieved with low cost and high efficiency compared with the conventional methods of photolithography and femtosecond laser, while customization control for channel size experiences improvement over other delicate methods, such as tunnel cracking and electric charge vaporizing. Additionally, 3D printed microfluidic chip was utilized for cell culture, showing this technique’s potential use in biological researches. And future work for biomedical applications with this technique will be done.
References
Abdelgawad M, Wu C, Chien W, Geddie WR, Jewett MAS, Sun Y (2011) A fast and simple method to fabricate circular microchannels in polydimethylsiloxane (PDMS). Lab Chip 11(3):545. doi:10.1039/c0lc00093k
Abgrall P, Lattes C, Conédéra V, Dollat X, Colin S, Gué AM (2006) A novel fabrication method of flexible and monolithic 3D microfluidic structures using lamination of SU-8 films. J Micromech Microeng 16(1):113–121. doi:10.1088/0960-1317/16/1/016
Anderson JR, Chiu DT, Jackman RJ, Cherniavskaya O, McDonald JC, Wu H, Whitesides SH, Whitesides GM (2000) Fabrication of topologically complex three-dimensional microfluidic systems in PDMS by rapid prototyping. Anal Chem 72(14):3158–3164
Baker BM, Trappmann B, Stapleton SC, Toro E, Chen CS (2013) Microfluidics embedded within extracellular matrix to define vascular architectures and pattern diffusive gradients. Lab Chip 13(16):3246–3252. doi:10.1039/c3lc50493j
Bellan LM, Singh SP, Henderson PW, Porri TJ, Craighead HG, Spector JA (2009) Fabrication of an artificial 3-dimensional vascular network using sacrificial sugar structures. Soft Matter 5(7):1354. doi:10.1039/b819905a
Bhuyan MK, Courvoisier F, Lacourt PA, Jacquot M, Furfaro L, Withford MJ, Dudley JM (2010) High aspect ratio taper-free microchannel fabrication using femtosecond Bessel beams. Opt Express 18(2):566–574. doi:10.1364/OE.18.000566
Canali C, Mohanty S, Heiskanen A, Muhammad HB, Martinsen ØG, Dufva M, Wolff A, Emnéus J (2015) Impedance spectroscopic characterisation of porosity in 3D cell culture scaffolds with different channel networks. Electroanal 27(1):193–199. doi:10.1002/elan.201400413
Chiu DT, Jeon NL, Huang S, Kane RS, Wargo CJ, Choi IS, Ingber DE, Whitesides GM (2000) Patterned deposition of cells and proteins onto surfaces by using three-dimensional microfluidic systems. P Natl Acad Sci USA 97(6):2408–2413. doi:10.1073/pnas.040562297
Di Carlo D, Huang Y, Andersson-Svahn H (2014) Emerging investigators: new challenges spawn new innovations. Lab Chip 14(15):2599. doi:10.1039/c4lc90058h
Hanada Y, Sugioka K, Kawano H, Ishikawa IS, Miyawaki A, Midorikawa K (2008) Nano-aquarium for dynamic observation of living cells fabricated by femtosecond laser direct writing of photostructurable glass. Biomed Microdevices 10(3):403–410. doi:10.1007/s10544-007-9149-0
Hanada Y, Sugioka K, Shihira-Ishikawa I, Kawano H, Miyawaki A, Midorikawa K (2011) 3D microfluidic chips with integrated functional microelements fabricated by a femtosecond laser for studying the gliding mechanism of cyanobacteria. Lab Chip 11(12):2109–2115. doi:10.1039/c1lc20101h
He S, Chen F, Yang Q, Liu K, Shan C, Bian H, Liu H, Meng X, Si J, Zhao Y, Hou X (2012) Facile fabrication of true three-dimensional microcoils inside fused silica by a femtosecond laser. J Micromech Microeng 22(10501710). doi:10.1088/0960-1317/22/10/105017
Huang J, Kim J, Agrawal N, Sudarson AP, Maxim JE, Jayaraman A, Ugaz VM (2009) Rapid Fabrication of Bio-inspired 3D Microfluidic Vascular Networks. Adv Mater 21(35):3567. doi:10.1002/adma.200900584
Koyata Y, Ikeuchi M, Ikuta K (2013) Sealless 3-D microfluidic channel fabrication by sacrificial caramel template direct-patterning. Micro Electro Mechanical Systems (MEMS), Taipei, 2013311-314. doi: 10.1109/MEMSYS.2013.6474240
Lee J, Paek J, Kim J (2012) Sucrose-based fabrication of 3D-networked, cylindrical microfluidic channels for rapid prototyping of lab-on-a-chip and vaso-mimetic devices. Lab Chip 12(15):2638–2642. doi:10.1039/c2lc40267j
Li J, Rickett TA, Shi R (2009) Biomimetic nerve scaffolds with aligned intraluminal microchannels: a “sweet” approach to tissue engineering. Langmuir 25(3):1813–1817. doi:10.1021/la803522f
Liao Y, Song J, Li E, Luo Y, Shen Y, Chen D, Cheng Y, Xu Z, Sugioka K, Midorikawa K (2012) Rapid prototyping of three-dimensional microfluidic mixers in glass by femtosecond laser direct writing. Lab Chip 12(4):746–749. doi:10.1039/c2lc21015k
Love JC, Anderson JR, Whitesides GM (2001) Fabrication of three-dimensional microfluidic systems by soft lithography. MRS Bull 26(7):523–528. doi:10.1557/mrs2001.124
Miller JS, Stevens KR, Yang MT, Baker BM, Nguyen DT, Cohen DM, Toro E, Chen AA, Galie PA, Yu X, Chaturvedi R, Bhatia SN, Chen CS (2012) Rapid casting of patterned vascular networks for perfusable engineered three-dimensional tissues. Nat Mater 11(9):768–774. doi:10.1038/NMAT3357
Mills KL, Huh D, Takayama S, Thouless MD (2010) Instantaneous fabrication of arrays of normally closed, adjustable, and reversible nanochannels by tunnel cracking. Lab Chip 10(12):1627–1630. doi:10.1039/c000863j
Romanato F, Tormen M, Businaro L, Vaccari L, Stomeo T, Passaseo A, Di Fabrizio E (2004) X-ray lithography for 3D microfluidic applications. Microelectron Eng 73-4(SI):870–875. doi:10.1016/j.mee.2004.03.067
Song S, Lee C, Kim T, Shin I, Jun S, Jung H (2010) A rapid and simple fabrication method for 3-dimensional circular microfluidic channel using metal wire removal process. Microfluid Nanofluid 9(2):533–540. doi:10.1007/s10404-010-0570-y
Therriault D, White SR, Lewis JA (2003) Chaotic mixing in three-dimensional microvascular networks fabricated by direct-write assembly. Nat Mater 2(4):265–271. doi:10.1038/nmat863
Wu H, Odom TW, Chiu DT, Whitesides GM (2003) Fabrication of complex three-dimensional microchannel systems in PDMS. J Am Chem Soc 125(2):554–559. doi:10.1021/ja021045y
Wu W, Hansen CJ, Aragón AM, Geubelle PH, White SR, Lewis JA (2010) Direct-write assembly of biomimetic microvascular networks for efficient fluid transport. Soft Matter 6(4):739. doi:10.1039/b918436h
Zhang M, Wu J, Wang L, Xiao K, Wen W (2010) A simple method for fabricating multi-layer PDMS structures for 3D microfluidic chips. Lab Chip 10(9):1199–1203. doi:10.1039/b923101c
Acknowledgments
This paper is sponsored by the Science Fund for Creative Research Groups of National Natural Science Foundation of China (No. 51221004) and National Natural Science Foundation of China (No. 51375440).
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
He, Y., Qiu, J., Fu, J. et al. Printing 3D microfluidic chips with a 3D sugar printer. Microfluid Nanofluid 19, 447–456 (2015). https://doi.org/10.1007/s10404-015-1571-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10404-015-1571-7