
Abstract
Reversibly assembled microfluidic devices are dismountable and reusable, which is useful for a number of applications such as micro- and nano-device fabrication, surface functionalization, complex cell patterning, and other biological analysis by means of spatial–temporal pattern. However, reversible microfluidic devices fabricated with current standard procedures can only be used for low-pressure applications. Assembling technology based on glass–PDMS–glass sandwich configuration provides an alternative sealing method for reversible microfluidic devices, which can drastically increase the sealing strength of reversibly adhered devices. The improvement mechanism of sealing properties of microfluidic devices based on the sandwich technique has not been fully characterized, hindering further improvement and broad use of this technique. Here, we characterize, for the first time, the effect of various parameters on the sealing strength of reversible PDMS/glass hybrid microfluidic devices, including contact area, PDMS thickness, assembling mode, and external force. To further improve the reversible sealing of glass–PDMS–glass microfluidic devices, we propose a new scheme which exploits mechanical clamping elements to reinforce the sealing strength of glass–PDMS–glass sandwich structures. Using our scheme, the glass–PDMS–glass microchips can survive a pressure up to 400 kPa, which is comparable to the irreversibly bonded PDMS microdevices. We believe that this bonding method may find use in lab-on-a-chip devices, particularly in active high-pressure-driven microfluidic devices.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Microfluidic devices are becoming powerful tools in modern analytical chemistry and biology (Weibel and Whitesides 2006; Ohno et al. 2008; Skelley et al. 2009; Velve-Casquillas et al. 2010). Currently, most of microfluidic devices are assembled by irreversibly or reversibly bonding a polymeric layer (usually PDMS) containing the microchannels to a second substrate layer (glass or polymer). Irreversible bonding is often achieved by activating the surfaces of both the PDMS mold and the glass or polymer substrate with a plasma treatment and bringing them into contact. This bonding technique is generally able to sustain relatively high pressures, typically 200 kPa and above (McDonald et al. 2000; McDonald and Whitesides 2002). However, this bonding technique introduces several limitations to applications and internal accessibility of microfluidic devices. Alternatively, channels molded in PDMS substrates can be sealed reversibly to other flat substrates by van der Waals adhesion after bringing them in contact with one another. Reversibly assembled devices can be easily disassembled, cleaned, and reassembled when desired because of the weak bonding. Therefore, this technique is useful for several applications including complex cell patterning and surface functionalization, as well as insertion and removal of macroscopic, solid, or non-injectable samples (Kane et al. 1999; Whitesides et al. 2001; Park et al. 2006; Qin et al. 2010). However, this reversible bonding technique is only suitable for low-pressure applications (<35 kPa) (McDonald and Whitesides 2002).
To create a better reversible assembly, two main techniques have been proposed: (1) vacuum seal by aspiration (Crozatier et al. 2006; Le Berre et al. 2006) and (2) sealing by magnetism (Rafat et al. 2009; Rasponi et al. 2011). The aspiration technique allows for a working pressure of up to 100 kPa in the functional channel. However, this technique has some restrictions, as it requires additional space for the aspiration network, which is not suitable for a wide array of functional microfluidic channel devices. The magnetic force seal is another technique for achieving reversible sealing. A device that is reversibly sealed by magnetism can withstand a wide range of working pressures, from 50 to 145 kPa, depending on the magnetic field strength. Due to the presence of magnets and iron slabs or magnetic suspension, the device assembled by magnetism is restricted to very simple geometries and lower density microfluidic structures.
A simpler approach for achieving a reliable and robust reversible assembly of microfluidic devices is to sandwich a thin layer of molded PDMS between two rigid glass substrates. Although several reversible assembling microdevices based on the glass–PDMS–glass sandwich configuration have been reported (Liu et al. 2006; Paegel et al. 2006; Plecis and Chen 2007; Oh 2008), there is no published literature that describes the improvement mechanism of sealing strength of microfluidic devices based on the glass–PDMS–glass sandwich configuration. Meanwhile, there has been no systematic attempt to characterize the main factors that influence the bonding strength of the glass–PDMS–glass sandwich structures, hindering broad use of this bonding technique. Here, we develop a physical model to explain the sealing improvement mechanism behind the sandwich configuration and analyze the key factors influencing the sealing strength of the sandwich reversible microfluidic devices. In order to verify the theory analysis, we experimentally investigate the effects of various parameters on the bonding strength of glass–PDMS–glass sandwich assemblies, including contact area, PDMS thickness, assembling mode, and clamping force. Furthermore, we propose a modified sandwich bonding technique to further improve the bonding strength of reversibly assembled devices, which reinforces the glass–PDMS–glass sandwich configuration with mechanical clamping. Finally, a laminar flow-assisted wet etching experiment on rapid prototyping of glass microchannels was conducted to show a simple exploitation of the reversible bonding in the fabrication of microdevices.
2 Theory background
Reversible bonding of PDMS to other flat substrates is mainly based on the van der Waals force (Stroock and Whitesides 2002). The van der Waals force is caused by the attraction between molecules and surfaces. According to the Hamaker model, the van der Waals force per unit area between two parallel plates separated by a distance D can be approximated by (Butt and Kappl 2010)
where H is the non-retarded Hamaker constant. Under the assumptions that van der Waals forces are the dominant adhesive mechanism for the reversible PDMS assembly and that the tensile stress for separating PDMS layer from other substrates is uniformly distributed throughout the entire volume of the PDMS layer, the total adhesive force of a reversible PDMS assembly can be obtained by multiplying the van der Waals force per unit area with the contact area between two interacting surfaces. However, in real cases, the maximum pressure that the reversibly bonded PDMS assembly can withstand is significantly lower than the theoretical prediction based on this model. This is primarily due to the local deformations of the PDMS layer around the channel caused by the fluid driving pressure, which results in delamination and leakage. As the van der Waals force is only valid for distances less than about 30 nm and quickly vanishes at longer distances between interacting molecules, a small deformation will significantly impair the adhesion of a reversibly bonded PDMS device based on the van der Waals force.
A simplified force analysis can be used to demonstrate the effect of the stresses and deformations on the bonding failure of the reversible assemblies. Generally, the vertical components of the displacement of PDMS contribute to the delamination of PDMS-based assemblies, so only the vertical forces exerted on the PDMS are taken into consideration. Consider a conventional reversible PDMS–glass assembly used in typical microfluidic applications, the forces on the PDMS layer can be simply illustrated, as shown in Fig. 1a. When a fluid flows through the channel embedded in the PDMS–glass assembly, the internal pressure distribution inside the channel will cause the PDMS structure to deform. The weight of the fluid and PDMS is assumed negligible. The internal pressure P generates a vertical force of P·A 1 (A 1 represents the area of the channel ceiling wall) acting on the PDMS, which is balanced by the stress force obtained by multiplying the ceiling wall stress σ y with its area A 1 and the adhesion force by multiplying the van der Waals force per unit area, F v, with the local contact area ΔA. This can be expressed as follows:

Schematic diagram of the distribution of forces on the reversible assembly under an imposed hydrodynamic pressure. a A reversible assembly formed by conventional bonding, b a reversible assembly formed by sandwich bonding
According to Hooke’s Law, the stress σy can be expressed as follows:
where ε y is the vertical strain of PDMS. Combining Eqs. (2) and (3) yields
The Young’s modulus of PDMS E PDMS (~1.8 MPa) is relatively low (Choi and Rogers 2003). Further, the PDMS strains induced by the internal pressure are concentrated on the surroundings of the channel so that only an extremely small fraction of the total van der Waals force, which is associated with the PDMS–glass interface surrounding the channel, contributes to resisting the delamination, i.e., ΔA/A 1 ≪ 1. Therefore, according to Eq. (4), a low level of pressure P can normally cause a relatively large strain ε y in the PDMS structure, which leads to delamination of the reversible PDMS-based assemblies.
To increase the maximum allowable working pressure and improve the seal reliability, an alternative method is to use the glass–PDMS–glass sandwich configuration, which can suppress the deformation of the PDMS structures and fully utilize the contribution of the van der Waals force. As shown in Fig. 1b, when a pressure forms inside the channel embedded in the sandwiched glass–PDMS–glass device, the PDMS channel walls will naturally try to expand. However, the outer glass slides limit this expansion, and a “contact pressure” P c develops at the interface between the supporting glass slide and the PDMS. Moreover, the clamping mechanism of both glass slides leads to a more homogeneous pressure distribution and disperses the stress over the PDMS layer. Thus, the vertical force balance of the PDMS structure in the sandwiched assembly is given by
where A 2 is the area of the top side of the PDMS layer. Assuming the projection area of the bottom side of the PDMS layer is equal to that of the top side, we can calculate the contact area between the structured side of the PDMS layer and the cover glass slide, A c, by subtracting A 1 from A 2. Then, Eq. (5) can be rewritten as
Note that the area of the microstructured PDMS is much smaller than that of the PDMS film in most applications, i.e., A 1 ≪ A c. Thus, the contributions of the contact pressure P c and the van der Waals force F v greatly increase the maximum allowable working pressure of the PDMS-based microfluidic devices. If an external pressure is applied on the glass slides, the bonding strength will be further improved because of an increase in contact pressure P c, which can be deduced by analyzing the force balance of the supporting glass slide. The forces on the supporting glass slide are indicated with red arrows in Fig. 1b. Under an external pressure P e, the vertical force balance of the supporting glass slide can be written as
Since the contact pressure imposed on the supporting glass slide, P′c, is the counterforce of the contact pressure imposed on the PDMS layer, Pc, the value of P′c must be equal to that of Pc. Substituting P c for \({\mathbf{P}}_{\text{c}}^{\prime }\), Eq. (7) can be rewritten as
Obviously, the contact pressure imposed on the PDMS layer, P c, increases with the external pressure P e. In other words, an external pressure imposed on the glass–PDMS–glass sandwich device can further increase its maximum allowable working pressure. To quantitatively analyze the impact of the assembly configuration on the sealing strength of PDMS-based reversible microfluidic devices, models were developed in ANSYS to simulate the deformation of PDMS and the stress acted on the bonding interface under a certain hydrodynamic pressure. Further description of the models and the numerical analysis can be found in the ESI.
3 Experimental section
3.1 Fabrication
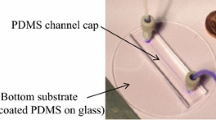
The glass–PDMS–glass sandwich microchip was fabricated as described previously (Inglis 2010). The fabrication process is shown in Fig. 2. First, an SU-8 master was fabricated on a silicon wafer using standard photolithography. Then, several drops of degassed PDMS were carefully added onto the silanized master and pressed under a glass slide to form the intermediate layer. To prevent the PDMS from breaking during the demolding step, the master wafer was fixed on a thick glass plate by tape or glue. After curing at 90 °C for 1 h, the molded PDMS film adhering together with the glass slide that acted as a mechanical support was separated from the master mold by using a razor blade. Subsequently, the glass slide stuck to the molded PDMS film was visually aligned and reversibly bonded to the predrilled cover glass slide. Next, microtubes were inserted into the holes and sealed with epoxy glue, creating connectors for inlets and outlets. Finally, the glass–PDMS–glass sandwich was clamped using spring clips or screw clamps to reinforce the assembly.

Fabrication process for assembling a reliable and robust reversible bonding microfluidic device. a Fabricate an SU-8 master, b pour PDMS pre-polymer, c cover a glass slide, d cure PDMS, e remove SU-8 master, f align and bond the predrilled cover glass slide, g, g' reinforce the assembly with spring clips or screw clamps
3.2 Leakage test
The assembly strength of the glass–PDMS–glass sandwich devices assisted by mechanical clamps was evaluated by determining the maximal internal pressure the sealed device could withstand without leakage. In order to facilitate testing, only one microchannel access hole was drilled in the cover glass slide and was connected to a syringe on a programmable syringe pump (PHD 2000, Harvard Apparatus) from which air was perfused to gradually increase the internal pressure until leakage occurred. A pressure gauge (REED 82100, Reed Instruments) was connected between the syringe and the sandwich microfluidic device to monitor the air pressure applied to the closed channel system (as shown in Fig. 3).

Schematic diagram of the experimental setup for leakage pressure measurements
3.3 Patterned etching
To demonstrate the applicability of the modified sandwich reversible assembling method in active pressure-driven microfluidics, we used this assembling method for a direct patterned etching of microchannels on glass from a PDMS mold. Prior to etching, the glass slide to be etched was drilled to create inlets and outlets, followed by piranha cleaning, and finally assembled with mechanical clamps. In this study, commercially available soda-lime microscopic glass slides (75 mm × 25 mm × 1 mm, Feizhou Corp., Yancheng, China) were used as the substrate for etching the channels, and buffered oxide etchant (BOE) (NH4F [40 %]:HF [49 %] = 6:1) was used as the etchant. During the etching experiment, BOE was flown through the channel continuously at a constant rate of 100 μL/min using a syringe pump. The spent etching solution was sent directly into a centrifuge tube containing a saturated solution of sodium bicarbonate for neutralization. After the completion of wet etching, the etched glass slide was separated from the sandwich assembly, rinsed thoroughly with deionized water, and blown dry with nitrogen. (Caution: BOE solution is very dangerous, with the majority of its components being acidic and highly corrosive; it must be handled extremely carefully and the etching process must be operated in a safety cabinet.)
4 Results and discussion
4.1 Characterization of leakage pressure
According to the mechanical analysis in the Sect. 2, the contact area is one of the most important factors in determining the magnitude of the adhesive force in a reversibly bonded PDMS sandwich assembly. In order to investigate the effect of the glass–PDMS contact area on the bonding strength of the sandwich device, leakage tests were carried out with a group of glass–PDMS–glass sandwich devices (without clamping). Each contained a square chamber of 10 mm × 10 mm area and 100 μm height but varied in the contact area between the molded PDMS film and the glass cover slide (Fig. 4). For comparison purposes, the bonding strength of a control group of devices obtained by the conventional reversible bonding method was also evaluated by the leakage test. These devices were not in the sandwich configuration and were fabricated using the conventional PDMS reversible bonding method by merely attaching the molded PDMS slabs onto the glass slides. In addition, we also examined the effect of the thickness of the PDMS layer in the sandwich configuration on the bond strength.

Schematic drawing of the devices used for investigating the effect of the contact area between the molded PDMS layer and the cover glass on the bonding strength of the reversible assemblies. Note: The light colour parts represent the contact areas between the molded PDMS layer and the cover glass (colour figure online)
Figure 5 summarizes the result of the bond strength tests conducted on the three sets of sandwiched PDMS films (~250 μm thick), sandwiched PDMS slabs (~1.5 mm thick), and non-sandwiched PDMS slab structures with varying contact areas between the molded PDMS layer and the cover glass slide. It can be seen that the leakage pressures of the sandwiched PDMS devices increase linearly with the contact areas between the molded PDMS layer and the cover glass, while the leakage pressure of the non-sandwiched PDMS–glass device is kept at an almost constant level as the contact area between the molded PDMS layer and the cover glass increases. This difference can obviously be attributed to the clamping effect of both glass slides. Compared to PDMS, glass materials have a high young’s modulus (~70 GPa) and do not deform much when a stress is applied, so the clamping mechanism of both glass slides can evenly distribute the internal pressure over the whole PDMS layer. Homogeneous pressure distribution over the entire PDMS layer can prevent localized deformation of the sandwiched PDMS structures and allows all adhesion force at the PDMS–glass interface to balance the hydrodynamic pressure. Thus, as predicted by Eq. (6), the leakage pressure of the sandwiched PDMS device is proportional to the contact area between the molded PDMS layer and the cover glass. That is, it may be possible to achieve a strong bonding for the reversibly assembled sandwich PDMS device by designing a large margin surrounding the channel network as the adhesion interface for the PDMS device. However, a large contact area has a double-faced effect on the reversible sandwich PDMS devices providing reliable sealing performances but also introducing some troubles to disassembly and reassembly of such devices because of high force needed to detach the fragile glass slide from the sandwich assembly.

The results of the bond strength test conducted on the three sets of bonded structures with varying contact areas between the molded PDMS layer and the cover glass slide. The error bars represent the standard error with n = 5
Additionally, Fig. 5 also shows that the increase rate of leakage pressure with the contact area depends strongly on the thickness of the PDMS interlayer. The sandwich configuration with the PDMS film as the interlayer experienced a more rapid increase in leakage pressure with the increase in the contact area than the sandwich configuration with the PDMS slab as the interlayer. This is because a thick PDMS interlayer in the sandwich device allows it to compress, negating the clamping effect of the glass–PDMS–glass construction. Under a same pressure, the sandwiched PDMS slab experiences more deformation than the sandwiched PDMS film, which can be explained by elastic mechanics. The vertical strain of PDMS is defined as ε y = ΔL/L 0, where ΔL is the vertical elongation of the PDMS layer and L 0 is the original thickness of PDMS layer. The thicker layer of PDMS had a higher value of L 0, resulting in more deflection ΔL at the same strain, which contributed to leakage in the PDMS-based microfluidic devices. This analytical prediction was also confirmed by the numerical simulations (see ESI). Compared to the conventional PDMS/glass assembly and the PDMS slab-based sandwich configuration, the PDMS film-based sandwich configuration displays the smallest deformation and the smallest z-direction displacement of PDMS component under the same working pressure (as shown in Fig. S1 and Fig. S2). As a result, the PDMS film sandwiched devices can withstand the highest working pressure among three assembly configurations. Thus, the thickness of the PDMS interlayer is also considered as a crucial factor affecting the bonding performance of the reversible sandwich PDMS microdevices.
In addition to contact area and thickness, the assembling mode also affects the leakage pressure of the reversible sandwich PDMS microdevices. To investigate the influence of the assembling mode upon the bonding performance of sandwich PDMS devices, we compared the maximum tolerable pressure of two assembling modes, i.e., clamped and non-clamped sandwich PDMS devices. As shown in Fig. 6, the glass–PDMS–glass sandwich devices clamped with a clip (clamping force ~2 kg) could withstand 2.5 times more hydrodynamic pressure than the standard sandwiched PDMS device. The experimental results agree with the mechanical analysis in Sect. 2 which indicates that an external pressure applied to the sandwich PDMS device by clamping components can reinforce its bonding strength by increasing contact pressure, as described in Eqs. (6) and (8). Of course, the higher the external pressure is, the more reliable the sealing of the clamped sandwich PDMS device is. That is, the amount of the pressure exerted on the sandwich PDMS device affects the degree of its sealing reliability. When adequate clamping force was applied by means of the screw assemblies, all the clamped PDMS film sandwich devices with varying contact areas survived a pressure of 400 kPa without leakage, which was much higher than those previously reported for the microfluidic devices based on the glass–PDMS–glass format by Liu et al. (2006) (~154 kPa) and Inglis (2010) (97–250 kPa). Even more remarkable, this surviving pressure was higher than the leakage pressure of the irreversibly bonded PDMS microdevices (210–345 kPa) (McDonald et al. 2000). We could not test for higher pressures, because it was often difficult to achieve a pressure much greater than 400 kPa before the external fluidic connections began to leak. Unlike the non-clamped sandwich devices, the leakage pressure of the clamped PDMS film sandwich devices is almost independent of the contact area between the molded PDMS layer and the cover glass slide. Under the assistance of the mechanical clamping, all the clamped PDMS film sandwich devices with different contact areas can withstand nearly the same high level of working pressure. Thus, it may be possible to simultaneously achieve strong bond and easy disassembly for the reversible microfluidic devices by clamping the PDMS film sandwich assemblies with small contact areas. These advantages make the reliable reversible PDMS microfluidic devices more readily accessible and promote their use in a wide variety of applications.

Influence of assembling mode on the adhesive strength of the sandwiched PDMS devices. The data account for the sandwiched PDMS devices with contact area of 100 mm2 and the error bars represent the standard error with n = 5
4.2 Application: patterned etching
To assess the potential of the clamped PDMS sandwich assembling method for exploitation in high-pressure active microfluidics, we tested the patterned etching of the glass substrate by using the clamped sandwich configuration. The configuration consisted of a molded PDMS film sandwiched between two glass slides with mechanical clamping applied to provide reliable sealing. Figure 7 describes a typical patterned etching experiment. Instead of using an expensive metal or polysilicon/amorphous silicon layer as etch masks for glass etching such as those used in the conventional method, a molded PDMS film combined with a three-phase laminar flow system was used to confine the etchant flow and define the etched pattern. In the three-phase laminar flow system, BOE was used as the middle phase and water was used as the adjacent phases. Multiphase laminar flow is an orderly flow of liquids, and it occurs at low Reynolds numbers; in this flow, different layers of fluids flow side-by-side without turbulent mixing at the interface (Atencia and Beebe 2004). The only mechanism of mixing in the laminar flow system is diffusion across the interface. To minimize diffusional broadening of the etched zone downstream from the point at which the separate flows joined, we used high flow rates (v ~0.50 m/s) for the laminar flow system, which were generated using a high pumping pressure. As shown in Fig. 7, a precisely patterned glass microchannel was fabricated with the assistance of the clamped PDMS sandwich assembling method, and the etched channel did not show noticeable broadening along the flow direction because of the high flow rates used for the etchant and the mask solution. In addition, no leakage or broadening caused by leakage at the PDMS–glass interface was observed during the etching process. This suggests that the clamped PDMS sandwich assembling method can be used to build microdevices for high-pressure active microfluidic applications.

Patterned glass etching utilizing the clamped PDMS sandwich assembling method
5 Conclusion
In this paper, we characterize the sealing improvement based on sandwich assembling technique for reversible microfluidic devices by investigating the effects of various parameters on bonding strength of the reversibly bonded sandwich microdevices. These parameters include contact area, PDMS interlayer thickness, assembling mode, and external pressure. The experimental results show that the glass–PDMS–glass sandwich reversible microdevices with large contact area, thin PDMS interlayer, clamped assembling mode, and great external force can withstand high working pressures. According to the theory analysis and experimental results, we propose a new scheme for realizing highly reliable and robust reversible microfluidic devices, which combines a glass–PDMS–glass sandwich configuration with a mechanical clamping. Different from the existing improved reversible bonding methods, this method does not require additional space for the aspiration network or magnets and iron slabs which may cause limitations of microfluidic structures in the geometry and density. Even more significant is that the reversible microdevices based on our method can withstand the fluid pressure up to 400 kPa which is comparable to the maximum working pressure of the irreversibly bonded PDMS microdevices. A patterned glass etching experiment further demonstrated the utility of the clamped sandwich assembling method. This simple and cost-effective method provides a highly reliable and robust reversible assembling method for constructing microfluidic devices without limitations in the geometry and density and allows for easy disassembly and reassembly of microfluidic devices when cleaning, replacing parts, or accessing the internal features, patterns, and cells inside is desired. Thus, we are confident that our clamped sandwich assembling method will be widely applicable to lab-on-a-chip devices, particularly to active high-pressure-driven microfluidic devices.
References
Atencia J, Beebe DJ (2004) Controlled microfluidic interfaces. Nature 437(7059):648–655
Butt H-J, Kappl M (2010) Surface and interfacial forces. Wiley-VCH, New York
Choi KM, Rogers JA (2003) A photocurable poly (dimethylsiloxane) chemistry designed for soft lithographic molding and printing in the nanometer regime. J Am Chem Soc 125(14):4060–4061
Crozatier C, Berre ML, Chen Y (2006) Multi-colour micro-contact printing based on microfluidic network inking. Microelectron Eng 83(4):910–913
Inglis DW (2010) A method for reducing pressure-induced deformation in silicone microfluidics. Biomicrofluidics 4(2):026504
Kane RS, Takayama S, Ostuni E, Ingber DE, Whitesides GM (1999) Patterning proteins and cells using soft lithography. Biomaterials 20(23):2363–2376
Le Berre M, Crozatier C, Velve Casquillas G, Chen Y (2006) Reversible assembling of microfluidic devices by aspiration. Microelectron Eng 83(4):1284–1287
Liu C, Cui D, Cai H, Chen X, Geng Z (2006) A rigid poly (dimethylsiloxane) sandwich electrophoresis microchip based on thin-casting method. Electrophoresis 27(14):2917–2923
McDonald JC, Whitesides GM (2002) Poly (dimethylsiloxane) as a material for fabricating microfluidic devices. Acc Chem Res 35(7):491–499
McDonald J, Duffy D, Anderson J, Chiu D, Wu H, Schueller O, Whitesides G (2000) Fabrication of microfluidic systems in poly (dimethylsiloxane). Electrophoresis 21(1):27–40
Oh S (2008) Thick single-layer positive photoresist mold and poly (dimethylsiloxane) (PDMS) dry etching for the fabrication of a glass–PDMS–glass microfluidic device. J Micromech Microeng 18(11):115025–115037
Ohno K, Tachikawa K, Manz A (2008) Microfluidics: applications for analytical purposes in chemistry and biochemistry. Electrophoresis 29(22):4443–4453
Paegel BM, Grover WH, Skelley AM, Mathies RA, Joyce GF (2006) Microfluidic serial dilution circuit. Anal Chem 78(21):7522–7527
Park JW, Vahidi B, Taylor AM, Rhee SW, Jeon NL (2006) Microfluidic culture platform for neuroscience research. Nat Protoc 1(4):2128–2136
Plecis A, Chen Y (2007) Fabrication of microfluidic devices based on glass–PDMS–glass technology. Microelectron Eng 84(5):1265–1269
Qin D, Xia Y, Whitesides GM (2010) Soft lithography for micro-and nanoscale patterning. Nat Protoc 5(3):491–502
Rafat M, Raad DR, Rowat AC, Auguste DT (2009) Fabrication of reversibly adhesive fluidic devices using magnetism. Lab Chip 9(20):3016–3019
Rasponi M, Piraino F, Sadr N, Laganà M, Redaelli A, Moretti M (2011) Reliable magnetic reversible assembly of complex microfluidic devices: fabrication, characterization, and biological validation. Microfluid Nanofluid 10(5):1097–1107
Skelley AM, Kirak O, Suh H, Jaenisch R, Voldman J (2009) Microfluidic control of cell pairing and fusion. Nat Methods 6(2):147–152
Stroock AD, Whitesides GM (2002) Components for integrated poly (dimethylsiloxane) microfluidic systems. Electrophoresis 23:3461–3473
Velve-Casquillas G, Le Berre M, Piel M, Tran PT (2010) Microfluidic tools for cell biological research. Nano Today 5(1):28–47
Weibel DB, Whitesides GM (2006) Applications of microfluidics in chemical biology. Curr Opin Chem Biol 10(6):584–591
Whitesides GM, Ostuni E, Takayama S, Jiang X, Ingber DE (2001) Soft lithography in biology and biochemistry. Annu Rev Biomed Eng 3(1):335–373
Acknowledgments
The authors would like to acknowledge funding from the Major State Basic Research Development Program of China (No. 2011CB707505, 2012CB933303), the National Science Foundation of China (No. 61271161, 60906055), and the CAS Scientific Research Equipment Development Program (No. YZ201143).
Author information
Authors and Affiliations
Corresponding authors
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article
Cite this article
Chen, Q., Li, G., Nie, Y. et al. Investigation and improvement of reversible microfluidic devices based on glass–PDMS–glass sandwich configuration. Microfluid Nanofluid 16, 83–90 (2014). https://doi.org/10.1007/s10404-013-1222-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10404-013-1222-9