
Abstract
Reversible bonding that allows repeating assembly and disassembly of microfluidic devices is very useful for a number of applications such as surface functionalization, complex cell patterning, and other biological analysis. However, reversible microfluidic devices fabricated with the current standard procedures can only be used for low-pressure applications. In this paper, we describe and characterize a reliable, flexible, and reversible bonding technique of PDMS–PDMS (Poly-dimethyl siloxane) using an oxygen plasma treatment. Effects of control parameters, such as the thickness of the PDMS layer, the duration and power of the plasma treatment, the duration and temperature of the thermal treatment on the quality of the obtained devices are investigated. An optimal set of control parameters enabling the obtained devices to work at high flow rates and pressures (500 µL/min and 148 kPa) has been determined. Furthermore, the disassembly/assembly process of the device can be repeated up to four times.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Today, microfluidic systems are largely used for analytical chemistry and biotechnology (McDonald and Whitesides 2002; Fürjes et al. 2014) because of their lower reagent consumption, reduced analysis time, lower fabrication costs, and highly controlled environments compared with traditional analytical instruments (Sui et al. 2007). A microfluidic system is commonly obtained by bonding a polymeric layer containing the microchannel pathway (channel cap) to a second layer working as substrate (bottom substrate) (Rasponi et al. 2010). The latter is simply a flat surface or associated with an integrated circuit. In the fabrication of microfluidic systems, Poly(dimethyl siloxane)—PDMS is one of the most common polymers. This can be explained by its excellent physical and chemical properties, such as permeability, transparency, flexibility, and biocompatibility (Neethirajan et al. 2011). In addition, the design and fabrication of PDMS channel network are relatively simple thanks to the replica molding process on SU-8 masters (Mcdonald et al. 2000; Chung et al. 2004).
The bonding of a PDMS channel cap and a bottom substrate is usually irreversible. This bonding can be done with various kinds of materials (PDMS, glass, Si, SiO2, quartz, polystyrene, polyethylene, etc.), thanks to the PDMS adhesive properties and the easy activation of its surface (Duffy et al. 1998).
The development of a reversible bonding technique, allowing repeatable disassembly/assembly of the devices, is very attractive. Indeed, this enables to separate two parts of a microfluidic chip for a better cleaning and/or replacement of one part. This technique is particularly useful in the case where the microfabrication process of bottom substrates is complex and expensive [e.g., microelectrode patterning (Chen et al. 2006) and microcoils for magnetic trapping or analysis (Ramadan et al. 2006)].
Some reversible bonding methods have already been published. They can be classified into four categories: (1) bonding by mechanical strength (e.g., clamps and aspiration), (2) bonding by magnetism strength, (3) bonding by an intermediate adhesive layer, and (4) bonding by oxygen plasma treatment.
The reversible bonding by mechanical strength can be performed via two clamps (Plexiglas) tightened by screws between the surfaces of the channel cap and bottom substrate (Wittig et al. 2005; Khademhosseini et al. 2005; Chen et al. 2013). An alternative solution consists in applying a vacuum aspiration between both surfaces (Le Berre et al. 2006). This technique allows working with a pressure up to 100 kPa (Chen et al. 2013), but requires an additional microchannel network. Both mechanical techniques are appropriate to various chemical and biological applications because they do not use any surface treatment (Anwar et al. 2011). Their main drawback relates to the specific design of the mechanical clamps or additional microchannel. In addition, these components require additional space, which is difficult for a large array of functional microfluidic channel devices (Anwar et al. 2011).
Bonding by magnetism strength aims to embed a magnetic suspension in an adherence layer (e.g., in PDMS) (Rafat et al. 2009; Rasponi et al. 2010). This technique allows working with a pressure up to 145 kPa (Rafat et al. 2009). However, this technique is not appropriate in the case of microfluidic chips using magnetic beads inside the channel.
An adhesive layer can also help making a reversible bonding between the channel cap and the bottom substrate (Chong et al. 2005; Cai and Neyer 2010; Vézy et al. 2011). In the paper (Vézy et al. 2011), dimethyl-methylphenylmethoxy siloxane (DMPMS) is used as an adhesive layer and an oxygen plasma treatment is required to form a reversible bonding of DMPMS on different substrates. The obtained devices can work under high pressures (up to 100 kPa) with no leakage. Note that it is possible to directly stick the channel cap and the substrate together without the need of an adhesive layer, via a technique described as follows.
Oxygen plasma treatment is another solution for bonding microfluidic devices. This method is considered simpler than the previously described ones. Indeed, while all these techniques require additional material and/or specific design of the device, the method using plasma treatment does not. In addition, the latter is known for its high performances in terms of sealing (Rasponi et al. 2010).
The principle of the bonding technique using oxygen plasma is based on surface oxidation of covalent siloxane bonds (Si–O–Si) to form reactive silanol groups (Si–OH) on the surface of the PDMS layers. The bonding is fast and can occur at room temperature, but the reversibility of the device is very sensible to plasma oxygen conditions. This is the reason why, up to now, there are only few works studying the method. The papers (Khademhosseini et al. 2005; Eddings et al. 2008; Geng et al. 2011) tested the methods but did not indicate explicitly the experiment conditions, so that repeating the procedure of fabrication is impossible. In addition, the number of assembly/disassembly cycles was unknown.
In this context, the current paper aims to describe and validate a method of reversible bonding using oxygen plasma. The method will be tested under different bonding parameters such as the thickness of the PDMS layer, the duration and power of the plasma treatment, and others.
In the coming parts, the process of reversible bonding and the fabrication of microfluidic chips will be presented. Based on experimental results, the effects of different bonding parameters on the number of assembly/disassembly cycles will be discussed.
2 Materials and methods
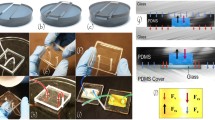
Microfluidic chips are composed of two parts: a PDMS channel cap and a bottom substrate. The latter is simply a PDMS layer spin-coated on glass substrate (Fig. 1).

Design of the microfluidic chip
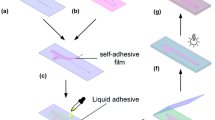
Figure 2 summarizes the main experimental steps of the reversible bonding process. First, a PDMS channel cap and a bottom substrate are fabricated. Then, their surfaces are treated by oxygen plasma (Fig. 2). Both parts are immediately put into contact and undergo a thermal treatment. The process parameters related to these treatments are varied, in order to study their effects on the obtained devices. A leakage test is necessary to check the tightness of the devices. Finally, the two parts are peeled off and rinsed with ethanol before being reused in next cycle. The process is repeated until the parts of the devices cannot be peeled off without damage. The experimental steps will be subsequently described in detail in the text.

Process of the reversible bonding
2.1 Materials
Poly(dimethyl siloxane)—PDMS (Sylgard 184 Silicone Elastomer Kit, purchased from Dow Corning Corporation); glass wafers (2 inches, optical wafer BK-7 type, thickness of 1 mm); silicon wafers (2 inches); SU-8 3050 photoresist (purchased from MicroChem Corp) are used. The plasma experiments are carried out using a Pico plasma cleaner (version 1, Diener Electronic, GmbH, maximum power: 200 W, frequency: 40 kHz); a syringe pump (model RaZEL R99-FMZ). Atomic force microscopy (AFM) imaging: The surface topography and roughness of PDMS are acquired in air with an atomic force microscope Agilent 5500LS (Agilent Technologies, Inc., USA) using the small multi-purpose scanner mode.
2.2 Fabrication of a PDMS channel cap and a bottom substrate
2.2.1 Preparation of PDMS
PDMS pre-polymer and curing agent are mixed at a weight ratio of 10:1. After blending, the mixture is degassed in vacuum desiccators during 30 min.
2.2.2 Bottom substrates
A layer of PDMS is spin-coated over a glass substrate. The PDMS layer thickness is controlled by weight ratio of pre-polymer/curing agent, spin-coating parameters (spin speed and spin time), and curing conditions. In this study, all PDMS layers are obtained with a weight ratio of 10:1 and curing at 75 °C for 1 h in an oven.
2.2.3 PDMS channel caps
First, it is necessary to fabricate a SU-8 master mold of 50 µm high, 500 µm wide, and 3 cm long. According to the technical support documentation, a SU-8 layer is spin-coated on a silicon wafer and then soft-baked on a hotplate at 95 °C for 15 min. Next, the SU-8 layer is exposed in UV light using an optical lithography a dose of 250 mJ/cm2 and then post-baked at 65 °C for 1 min and 95 °C for 4 min. The wafer is developed in SU-8 developer solution for 5 min, rinsed by isopropyl alcohol, and dried with a nitrogen gas to obtain the SU-8 master mold. In next step, the pre-polymer PDMS is poured onto the SU-8 master mold and cured in an oven at 75 °C for 2 h. Finally, the cured PDMS is released from the master mold and cut into suitable PDMS cap shapes. The channel inlet and outlet are drilled using a PDMS tool kit.
2.3 Surface treatment
The surfaces of the channel cap and bottom substrate undergo an oxygen plasma treatment, via a Pico plasma system. Based on the results presented in (Bhattacharya et al. 2005), the oxygen plasma pressure is kept at 500 mTorr for all of our experiments. Two techniques are tested. In the first one (technique 1), after the plasma treatment the two parts are immediately put into contact and undergo a thermal treatment. In the second technique (technique 2), a drop of solvent (ethanol) is added on the bottom substrate before putting into contact the two parts. This step plays a role of washing, allowing removing some tinny free segments (generated by plasma actions) on the surfaces of PDMS. This treatment will help the generation of weaker bonding force between two PDMS surfaces and will make the peeling step easier. The studied parameters of the surface treatment are the duration and power of plasma and the use of solvent.
2.4 Thermal treatment
After the plasma treatment, the two surfaces of PDMS are put into contact and undergo a thermal treatment in an oven. The main parameters of this step are the curing temperature and duration.
2.5 Leakage test
A leakage test is performed after the thermal treatment in order to evaluate the reliability of the obtained devices. As shown in Fig. 3, colored water is injected into the channel, using a flow rate controller pump. The maximum pressure at the cap inlet can be calculated from the measured volume flow rate (Stone et al. 2004; Oh et al. 2012).

Setup for leakage tests
During leakage tests, the water volume flow rate in the channel remains 10 min at three stages: 170, 330, and 500 µL/min, resulting to a full test of 30 min. Then, the maximum absolute pressure is about 148 kPa, which is relatively high, compared to the common values used in (Geng et al. 2011; Anwar et al. 2011). A bonding is considered successful if there is no leakage after the full test.
2.6 Peeling step
If the chip passes the leakage test, the channel cap is manually peeled off from the bottom substrate. This step is considered successful if there is no damage of the channel cap surface and the PDMS layer on bottom substrate.
Once the channel cap is successfully removed from the substrate, the bonding steps (Fig. 2) are repeated with the same channel cap and substrate. The number of peeling/bonding cycles reveals the process robustness. To ensure that their surfaces are totally clear, a washing is performed before each cycle, using an ethanol sprayer.
3 Results and discussion
Table 1 presents the experimental results when 11 plasma treatment conditions are investigated. The applied energy during the plasma treatment is calculated from the power and duration. For each condition, at least four tests are carried out by varying others parameters such as the thickness of the bottom substrate PDMS layer or the surface treatment techniques. Reversibility of the devices is shown in the table (‘no bonding’ indicates the cases when either the bonding fails or the bonding succeeds, but the obtained device is not passed the leakage test).
One can observe that the reversible capability depends on the applied energy. Indeed, when the energy is less than 500 J (conditions 10 and 11), the ion bombardment is not strong enough to activate the PDMS surfaces and to allow the bonding to occur successfully. On the contrary, when the energy is higher or equal to 700 J (condition 2–9, Table 1), the PDMS surfaces are excessively activated. As a consequence, the bonding is too strong to permit a correct peeling. Therefore, the optimal energy for PDMS surface activation leading to a reversible bonding seems to be between 500 and 700 J.
In our tests, the condition 1 (energy of 600 J) can lead to reversible devices. For this reason, a deeper study on reversibility of the devices in this condition is necessary, in order to quantify the impact of others parameters on reversible capability. Table 2 sums up the experimental results.
The highest number of peeling/bonding cycles is 4, obtained in test ‘c.’ However, the results are very sensitive to the bonding parameters. In what follows, the effects of the bonding parameters on the results will be discussed.
The success of the process depends essentially on the curing temperature. Indeed, if the temperature is low, it is known that bonding between the PDMS layers may not occur. On the other side, a high temperature promotes a strong bonding, hence diminishes the possibility of peeling off with no damage. In our study, while a temperature of 60 °C can produce a reversible bonding, a temperature of 75 °C (test ‘a’) results in too strong a bonding.
The comparison between tests ‘b’ and ‘c’ indicates that the number of cycles increases with the thickness of the PDMS layer on bottom substrate. This can be explained by the fact that the thicker the surface is, the more it is capable of resisting mechanical forces during a peeling step.
It should be noted that the PDMS surfaces deteriorate after each peeling step because a thin layer of PDMS is transferred from one surface to another. Indeed, Fig. 4 shows the PDMS surface of the bottom substrate observed using an atomic force microscopy (AFM) before and after one cycle of bonding/peeling off. The roughness of native PDMS surface is around 2 nm, while it rises to 34 nm after one cycle. An increase in roughness is generally accompanied by reinforcement in adhesion, and this can be a problem in the next cycle.

AFM imaging of PDMS surfaces on bottom substrate: PDMS before (a) and after one cycle of bonding/peeling off (b)
The comparison between the tests ‘c’ and ‘d’ (Table 2) indicates that using the technique with solvent improves the number of cycles from 2 to 4. Therefore, the technique using a solvent seems better than the technique without solvent. This result can be explained as follows. In comparison with the standard surface treatment technique, the technique with solvent can reduce the transfer of PDMS during the peeling step. In fact, Fig. 5 shows two substrate surfaces (pictures taken after a peeling step), obtained from two tests with the same bonding parameters, except for the surface treatment technique (with or without solvent). It is clearly observed that the surface obtained from the technique with solvent is cleaner, meaning that the transfer of PDMS is reduced. For this reason, using this technique can promote the reuse of the substrate in next bonding.

Example of substrate surfaces in two tests: with and without the use of solvent during the surface treatment step
In addition, using solvent eases the alignment between the bottom substrate and the cap channel. So, using a solvent is probably a promising solution to improve the reversible capability of the devices. It is worth noticing that if the technique with solvent is performed, a longer curing time (60 min) is required in order to completely evaporate the quantity of solvent used.
4 Conclusion
We studied a method using oxygen plasma treatment to fabricate reversible single microfluidic channels. A wide number of tests were carried out under different sets of bonding parameters. These parameters include the thickness of the PDMS layer, the duration and power of the plasma treatment, the duration and temperature of the thermal treatment.
Too high temperature during the thermal treatment is generally inappropriate because it promotes a strong bonding and limits the reversible capability. The duration and power of the plasma treatment are also important parameters. The reversibility of the device is only obtained with an energy parameter ranging in a specific interval, enabling a good bonding as well as a damage-free peeling off. The technique using solvent during the plasma treatment is found better than the traditional technique without solvent because it reduces the surface roughness after peeling off. When the technique with solvent is used, the reversible capability can be improved when the thickness of the PDMS substrate increases. These observations are drawn from our tests performed under some specific conditions. Additional tests in other conditions may be needed to really conclude the impacts of the parameters on the reversibility of the devices.
In our study, up to 4 bonding/peeling off cycles have been obtained under the following conditions: a plasma treatment with energy of 600 J, a thermal treatment at 60 °C during 1 h, and using the technique with solvent. It should be noted that the optimum conditions leading to the maximum number of bonding/unbonding cycles may vary according to the equipments and materials used.
The obtained devices can withstand high pressures and flow rates (up to 148 kPa and 500 µL/min). We believe that the method proposed in this work can be applied to a large number of experiences in microfluidics for chemical or biological applications. In further works, we aim to test the proposed technique on a complex and large array of channels.
References
Anwar K, Han T, Kim SM (2011) Reversible sealing techniques for microdevice applications. Sens Actuators B Chem 153:301–311. doi:10.1016/j.snb.2010.11.002
Bhattacharya S, Datta A, Berg JM, Gangopadhyay S (2005) Studies on surface wettability of poly(dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. J Microelectromech Syst 14:590–597
Cai D, Neyer A (2010) Cost-effective and reliable sealing method for PDMS (PolyDiMethylSiloxane)-based microfluidic devices with various substrates. Microfluid Nanofluidics 9:855–864. doi:10.1007/s10404-010-0596-1
Chen X, Murawski A, Kuang G et al (2006) Sample preparation for MALDI mass spectrometry using an elastomeric device reversibly sealed on the MALDI target. Anal Chem 78:6160–6168. doi:10.1021/ac060286b
Chen Q, Li G, Nie Y et al (2013) Investigation and improvement of reversible microfluidic devices based on glass–PDMS–glass sandwich configuration. Microfluid Nanofluidics 16:83–90. doi:10.1007/s10404-013-1222-9
Chong SC, Xie L, Yobas L, et al (2005) Disposable polydimethylsioxane package for “bio-microfluidic system.” In: Electron components technol conference 2005 proceedings 55th pp 617–621. doi: 10.1109/ECTC.2005.1441333
Chung S, Park J, Chung C et al (2004) Multi-height micro structures in poly(dimethyl siloxane) lab-on-a-chip. Microsyst Technol 10:81–88. doi:10.1007/s00542-003-0301-3
Duffy DC, McDonald JC, Schueller OJ, Whitesides GM (1998) Rapid prototyping of microfluidic systems in poly(dimethylsiloxane). Anal Chem 70:4974–4984. doi:10.1021/ac980656z
Eddings MA, Johnson MA, Gale BK (2008) Determining the optimal PDMS–PDMS bonding technique for microfluidic devices. J Micromech Microeng 18:067001. doi:10.1088/0960-1317/18/6/067001
Fürjes P, Holczer EG, Tóth E et al (2014) PDMS microfluidics developed for polymer based photonic biosensors. Microsyst Technol. doi:10.1007/s00542-014-2130-y
Geng Z, Zhang L, Ju Y, et al (2011) Fabrication of reusable whole PDMS biochip for mesenchymal stem cell separation and enrichment. In: 2011 6th IEEE international conference nano/micro engineered and molecular systems IEEE, pp 5–8
Khademhosseini A, Yeh J, Eng G et al (2005) Cell docking inside microwells within reversibly sealed microfluidic channels for fabricating multiphenotype cell arrays. Lab Chip 5:1380–1386. doi:10.1039/b508096g
Le Berre M, Crozatier C, Velve Casquillas G, Chen Y (2006) Reversible assembling of microfluidic devices by aspiration. Microelectron Eng 83:1284–1287. doi:10.1016/j.mee.2006.01.257
McDonald JC, Whitesides GM (2002) Poly(dimethylsiloxane) as a material for fabricating microfluidic devices. Acc Chem Res 35:491–499
Mcdonald JC, Duffy DC, Anderson JR, Chiu DT (2000) Review general fabrication of microfluidic systems in poly (dimethylsiloxane). Electrophoresis 21:27–40
Neethirajan S, Kobayashi I, Nakajima M et al (2011) Microfluidics for food, agriculture and biosystems industries. Lab Chip 11:1574–1586. doi:10.1039/c0lc00230e
Oh KW, Lee K, Ahn B, Furlani EP (2012) Design of pressure-driven microfluidic networks using electric circuit analogy. Lab Chip 12:515–545. doi:10.1039/c2lc20799k
Rafat M, Raad DR, Rowat AC, Auguste DT (2009) Fabrication of reversibly adhesive fluidic devices using magnetism. Lab Chip 9:3016–3019. doi:10.1039/b907957b
Ramadan Q, Samper V, Poenar D, Yu C (2006) Magnetic-based microfluidic platform for biomolecular separation. Biomed Microdevices 8:151–158. doi:10.1007/s10544-006-7710-x
Rasponi M, Piraino F, Sadr N et al (2010) Reliable magnetic reversible assembly of complex microfluidic devices: fabrication, characterization, and biological validation. Microfluid Nanofluidics 10:1097–1107. doi:10.1007/s10404-010-0738-5
Stone HA, Stroock HD, Ajdari A (2004) Engineering flows in small devices. Annu Rev Fluid Mech 36:381–411. doi:10.1146/annurev.fluid.36.050802.122124
Sui G, Lee C-C, Kamei K-I et al (2007) A microfluidic platform for sequential ligand labeling and cell binding analysis. Biomed Microdevices 9:301–305. doi:10.1007/s10544-006-9033-3
Vézy C, Haddour N, Dempsey NM et al (2011) Simple method for reversible bonding of a polydimethylsiloxane microchannel to a variety of substrates. Micro Nano Lett 6:871. doi:10.1049/mnl.2011.0492
Wittig JH, Ryan AF, Asbeck PM (2005) A reusable microfluidic plate with alternate-choice architecture for assessing growth preference in tissue culture. J Neurosci Methods 144:79–89. doi:10.1016/j.jneumeth.2004.10.010
Acknowledgments
This work was partly supported by the French RENATECH network and Vietnamese Overseas Scholarship Program (Project-322). The authors wish to thank technicians of the clean room of the ‘Centrale de Technologie Universitaire (MINERVE-CTU)’ for their valuable help during the experimental tests. A special thank is also given to their colleague Mehdi Ammar for the AFM measurements.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Dinh, T.H.N., Cao, H.H., Hamdi, F.S. et al. Development of reversible bonding for microfluidic applications. Microfluid Nanofluid 19, 751–756 (2015). https://doi.org/10.1007/s10404-015-1599-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10404-015-1599-8