
Abstract
Separation of cobalt from mixed-waste mobile phone batteries containing LiCoO2 cathodic active material was investigated using selective precipitation and chelating resin. Cobalt was recovered from the active powder materials containing 47 % Co oxide together with Mn, Cu, Li, Al, Fe, and Ni oxides. The metal ions were leached sufficiently using 4 M HCl. The metal ions detected spectrophotometrically were removed from the leaching solution by selective precipitation at pH 5.5, with cobalt loss of 27.5 %. Conditions for achieving a recovery of Co in the filtrate by chelating resin were determined experimentally by varying the pH and time of the reaction, as well as the initial resin-to-liquid ratio. The cobalt was efficiently determined by absorption spectrometry at λ max 510 nm. Chelating polyamidoxime resin was synthesized by polymerization of acrylonitrile and followed by amidoximation reaction. Physically cross-linked gel of polyacrylonitrile was made by a cooling technique.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
LiCoO2 is used as cathodic active material in almost all commercial lithium-ion secondary batteries (LIBs) because of its excellent characteristics, including such factors as high energy density, high operating voltage and good electrochemical performance [1–4]. The chemical composition of a typical lithium battery is shown in Table 1 [5]. However, it still has several disadvantages, including a high cost, the rarity of cobalt resources, toxicity, etc. Therefore, recycling spent LIBs is significant both for environmental protection and for the recovery of valuable elements from such wastes [1–4, 6–11].
Several studies have been carried out to develop processes for recovering cobalt from spent lithium-ion batteries [1, 12–18]. Selective precipitation has been investigated in several studies to selectively separate metals present in discarded batteries [19–22]. Contestabile et al. [15] developed a laboratory-scale lithium-ion battery recycling process consisting of the crushing of spent batteries, selective separation of lithium cobalt oxide, dissolution using hydrochloric acid, and precipitation of cobalt hydroxide. Sohn et al. [23] proposed a hydrometallurgical process in which cobalt was separated from sulfuric acid leaching solution by chemical precipitation using oxalic acid. Zhang et al. [12] suggested a hydrometallurgical process for the separation and recovery of cobalt and lithium from spent lithium-ion batteries. This process consists of acid leaching of lithium cobalt oxide, separation of cobalt from the leach liquor by solvent extraction, and precipitation of lithium carbonate [24].
Single recycling processes such as dismantling, physical dissolution, thermal treatment, acid/alkali leaching, solvent extraction, chemical precipitation and electrochemical processes cannot complete the recycling tasks of spent LIBs [1]. Several examples of typical combined processes were presented by Zhang et al. [1] in order to recycle and resynthesize cathode material from spent LIBs. Li et al. [25] proposed a new process of recovering Co from spent LIBs by a combination of crushing, ultrasonic washing, acid leaching and precipitation, in which ultrasonic washing was used for the first time as an alternative process to improve the recovery efficiency of Co and reduce energy consumption and pollution. Li et al. [26] presented a combined process of dismantling, crushing, physical dissolution, thermal treatment and organic acid leaching. Under the best conditions, 100 % Li and more than 90 % Co were extracted from the spent LIBs. Sun and Qiu [27] developed a recovery process of combined vacuum pyrolysis and oxalate leaching and precipitation for the separation and extraction of cobalt and lithium from the spent LIBs. The reaction efficiency of more than 98 % of LiCoO2 was achieved, and cobalt and lithium were separated efficiently during the hydrometallurgical process.
In the present study, a novel laboratory-scale recycling process for separation of cobalt from mixed-waste mobile phone batteries is reported using selective precipitation and chelating polyamidoxime resin. Chelating polyamidoxime resin is synthesized by polymerization of acrylonitrile (AN) followed by an amidoximation reaction. Chelating resins have shown better performance and selectivity to form complexes with transition metal ions compared to ordinary organic ion exchangers [28]. Since alkali and alkaline earth metals such as lithium ions do not form complexes, these metals are not loaded [29, 30], and consequently cobalt ions will be separated from lithium ions in solution.
Experimental methods
Preparation of polyamidoxime resin
Polyacrylonitrile (PAN) beads were synthesized via suspension polymerization in the presence of toluene as diluent (40 % AN), and benzoyl peroxide (1 %) as polymerization initiator. Polymerization was carried out at 50 °C for 2 h and then at 60–70 °C for 3 h. Physically cross-linked gels of polyacrylonitrile were made by dissolving the polymer in 20 % DMF containing 4 % water and placed at −4 °C for 24 h to induce cross-linking. After the cooling process, they were subsequently allowed to dry at 25 °C. This cycle was repeated two times. The product was filtered, washed with distilled water, and dried in air.
Amidoxime groups were introduced by means of a reaction of PAN with 3 vol% of hydroxylamine in methanol for 2 h at 70 °C. IR spectra were measured for the polyacrylonitrile and amidoxime polymer using a Thermo Scientific Nicolet iS10 FT-IR Spectrometer.
Metal leaching and precipitation
Mixed-waste mobile phone batteries were opened by simply cutting their cases and extracting the active powder materials. The powders were submitted to analysis by an Axios Sequential WD-XRF spectrometer. The dissolution of cobalt was achieved by treating 4 g of separated residual powders with 60 ml of 4 M HCl for 1 h at about 80 °C with stirring. The leach liquid to solid ratio (L/S) was 10:1. After leaching, the insoluble carbon residue was filtered and washed with water; up to 500 ml of leach liquors was obtained.
To perform the precipitation experiments, the pH values of the leaching solution were raised by addition of drops of NaOH solution very slowly into the leach liquor obtained in the hydrochloric acid leaching step. The aqueous solution pH was monitored using a digital Hanna pH meter. The precipitate was separated by filtration. The presence of cobalt ions in the leaching solution and the filtrate at different pH levels were determined by absorption spectrometry at λ max 510 nm.
Separation of cobalt by chelating amidoxime resin
Chelating polyamidoxime resin was investigated in the separation of cobalt ions from an acid leaching solution of waste mobile phone batteries in batch adsorption–equilibrium experiments. The effects of the contact time, pH value of the solution and resin/solution ratio on the adsorption capacity were studied. Acid leaching solutions (25 mL) at different pH levels were treated with n g of polyamidoxime resin at room temperature and stirred at different contact times.
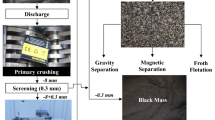
The principal flow sheet for cobalt separation from waste mobile phone batteries is shown in Fig. 1.

Flow sheet for cobalt separation from waste mobile phone batteries
Results and discussion
Synthesis of polyamidoxime resin
The polymerization of acrylonitrile proceeds in a heterogeneous medium. The polymer does not dissolve in its monomer solution, resulting in formation of a polymer precipitate in the reacting medium, and separation as a fine powder. Polyacrylonitrile was physically cross-linked by repeating cycles of cooling and drying. The process involves the formation of branched polymer molecules, i.e., cross-linking. This cross-linking occurs when side chains or even hydrogen atoms are split off. The radicals formed on adjacent chains can react together to give a covalent bond, thereby linking the polymer molecules together, and a three-dimensional network is formed, as shown in Scheme 1.

Synthesis of cross-linked polyacrylonitrile
The cross-linked structure of polymer is essentially required for the packed column application. Moreover, the cross-linked polymer might form a more stable complex with metal ions due to its rigid network structures [31].
The polyacrylonitrile containing reactive intermediate nitrile groups converted to a chelating polymer containing amidoxime groups by reaction with hydroxyl amine. The synthetic scheme is shown in Scheme 2.

Synthesis of polyamidoxime
Figure 2a, b illustrates the FT–IR of PAN before and after cooling. The bands at 3421, 2939, 2880, 2250, and 1450 cm−1 are assigned to υ(C=N–H), υ as(CH2), υ s(CH2), υ(C≡N), and σ(CH2),respectively. The band at 1670 cm−1 in Fig. 2b is ascribed to the formation of –HC=N–N=CH– conjugation across the polymeric chains The formation of carbon–nitrogen double-bonds with cooling is attributed to the cross-linking of PAN via nitrile groups, as shown in Scheme 1 [32].

FT–IR of a PAN, b cross-linked PAN and c polyamidoxime
The IR spectra of amidoximated PAN are shown in Fig. 2c. The IR spectra show that the band associated with the nitrile group at 2248 cm−1 disappears on treatment with hydroxylamine, and is replaced by the bands in the region of 3000–3500 cm−1 (broad, N–H and O–H stretching vibration), a band at 1650 cm−1 (C=N stretch vibration), and a third band at 920 cm−1 (N–O, stretch vibration). These peaks correspond to the amidoxime groups.
Characterization of powdered sample by WD-XRF and ICP
The elemental analysis of dried powdered materials that cover anode and cathode foils by WD-XRF revealed the following results: Co3O4 (46.72 %), MnO (24.94 %), CuO (4.11 %), Al2O3 (0.46 %), Fe2O3 (0.25 %), Cr2O4 (0.25 %), CaO (0.22 %), SiO2 (0.11 %), NiO (0.10 %), Na2O (0.08 %), MgO (0.07 %), TiO2 (0.04 %) and ZrO2 (0.01 %). The elemental composition by ICP reveals the presence of lithium (2.76 %). It is evident that the sample is dominated by cobalt, manganese, copper and lithium. LiCoO2 and LiMn2O4 or related oxides are used as cathode materials for almost all commercial lithium-ion secondary batteries [2]. The minor elements in the sample are aluminum, iron and chromium, while elements such as calcium, silicon, nickel, sodium, magnesium, titanium and zirconium were recorded at trace levels.
Metal leaching and precipitation
Inorganic leachant HCl (4 M) was used to leach the metal-bearing waste powders. The leaching of LiCoO2 from spent lithium batteries is usually carried out by using inorganic acids such as H2SO4 [33], HCl [34] and HNO3 [35, 36] as leaching agents. The leaching efficiency of Co is highest in hydrochloric acid among these three leaching agents [37]. The reaction of cobalt occurring in the leaching process is as follows:
The ratio of insoluble carbon residue is weighted 25 %. The cobalt in the leaching solution was determined by absorption spectrometry because it is able to absorb light to a large enough extent at λ max 510 nm. Figure 3 shows a good match between the absorption spectrum of the leaching solution and the cobalt chloride solution (2.48 g/l of Co) at λ max 510 nm. The spectrophotometric determination of cobalt in the leaching solution is 1.24 g/l. Since the volume of leaching solution of 4-g powders was diluted to 500 ml, the ratio of cobalt reached 0.16 g/g of powders.

Matching between the absorption spectrum of leaching solution and cobalt chloride solution (2.48 g/l of Co) at λ max 510 nm
Table 2 shows the loss percentage of cobalt due to precipitation as hydroxides at different pH levels by addition of sodium hydroxide
There is no precipitation of cobalt and other metals at pH ≤ 4.5. The loss of cobalt reached 27.5 % at pH 5.5 and reached 57 and 80 % at pH 6 and 6.5, respectively.
Figure 4 shows the absorption spectrum of the main leaching solution and of leaching solution adjusted to pH 5.5. The peak of cobalt at λ max 510 nm decreased to 72.5 %, with a significant disappearance of the other peaks at 700–1000 and 400–300 nm. This indicates partial precipitation of cobalt and complete precipitation of other spectrophotometrically detected metals at pH 5.5. It is known that the Fe, Al, Cu and Ni are precipitated below pH 5.5 [38].

Absorption spectrum of main leaching solution and leaching solution adjusted at pH 5.5
Separation of cobalt by chelating amidoxime resin
Chelating polyamidoxime resin was investigated in the separation of cobalt ions from leaching solution at different pH levels. Since alkali and alkaline earth metals do not form complexes, the lithium ions are not loaded.
Table 3 shows that the recovery of cobalt increases with pH and reaches completely recovery at pH 6.5. The overall recovery of cobalt considering the loss percentage due to precipitation is shown in Fig. 5. The maximum overall recovery is obtained at pH 5.5.

The overall recovery of cobalt with considering the loss percent due to precipitation
The cobalt extraction kinetics were studied by equilibrating aqueous solution of leach liquor containing 2.48 g/l cobalt with resin ratios of 0.02 g/ml and 0.04 g/ml at equilibrium pH 3.5 and 5.5. The results obtained are shown in Figs. 6 and 7.

The cobalt extraction kinetics of leach liquor containing 2.48 g/l cobalt with resin ratios 0.02 g/ml and 0.04 g/ml at equilibrium 5.5

The cobalt extraction kinetics of leach liquor containing 2.48 g/l cobalt at equilibrium pH 3.5 and 5.5 with resin ratio 0.04 g/ml
Rapid adsorption rates are achieved within 15 min and adsorption equilibrium is achieved after 30 min. The metal uptakes of 73 and 97 % at pH 5.5, were achieved with resin ratios 0.02 and 0.04 g/ml, respectively, after 15 min, and reached a maximum after 30 min. At the lower pH of 3.5, metal uptake of 17.5 % was achieved after 15 min, and reached a maximum of 28 % after 30 min. No significant increase in extraction of cobalt was observed after 30 min. The prolonged contact time had no adverse effect on extraction of cobalt.
Extraction of metal ions with chelating resin is largely affected by the equilibrium pH. At low pH values, the competition of H+ ions for resin sites increases and the resin’s chelating ability is greatly reduced. An increase in pH decreases the competition of H+ ions for the resin sites, and complexation of the metal is favored. It is known that in spite of the high affinity of the chelating resins toward metal ions, selective metal uptake is greatly impaired under highly acidic conditions [39]. The transformation of amidoxime groups in acidic media to ammonia and hydroxylamine is a serious problem, which can significantly reduce the chelating capacity of the resin.

Since the resin is more stable in neutral or slightly acidic solutions, contact with strongly acidic solutions should be avoided [40].
Summary
A novel laboratory-scale recycling process for efficiently separating cobalt from mixed-waste mobile phone batteries containing LiCoO2 active cathodic materials was achieved using selective precipitation and chelating polyamidoxime resin. This methodology has advantages over other methods, owing to the greater selectivity of chelating resin, which contains coordination groups that bind transition metal ions by a chelation reaction. Alkali and alkaline earth metals such as lithium ions do not form complexes with chelating resin, and consequently cobalt ions are easily separated from the lithium-ion solution. In addition, this process is adequate for the recovery of valuable metals from spent lithium-ion batteries because it is simple, involves no complex equipment, is time- and energy-saving, and presents more economical and environmental advantages. The disadvantage of this method is the instability of polyamidoxime resin in acid media. In the future, the stability of chelating resins containing amidoxime groups in acid media needs to be improved to solve the problems of transformation of amidoxime groups in acidic media to ammonia and hydroxylamine.
References
Zhang X, Xie Y, Lin X, Li H, Cao H (2013) An overview on the processes and technologies for recycling cathodic active materials from spent lithium-ion batteries. J Mater Cycles Waste Manag 15:420–430
Wang RQ, Lin CY, Wu SH (2009) A novel recovery process of metal values from the cathode active materials of the lithium-ion secondary batteries. Hydrometallurgy 99:194–201
Kima D, Sohna J, Lee C, Lee J, Hanc K, Lee Y (2004) Simultaneous separation and renovation of lithium cobalt oxide from the cathode of spent lithium ion rechargeable batteries. J Power Sources 132:145–149
Li L, Ge J, Chen R, Wua F, Chen S, Zhang X (2010) Environmental friendly leaching reagent for cobalt and lithium recovery from spent lithium-ion batteries. Waste Manag 30:2615–2621
Kokam superior lithium polymer batteries, MATERIAL SAFETY DATA SHEET, Date: 2012-05-02, http://www.pbq-batteries.com
Hayashi M, Takahashi M, Shodai T (2009) Preparation and electrochemical properties of pure lithium cobalt oxide films by electron cyclotron resonance sputtering. J Power Sources 189:416–422
Rabah MA, Farghaly FE, Abd-El Motaleb MA (2008) Recovery of nickel, cobalt and some salts from spent Ni-MH batteries. Waste Manag 28:1159–1167
Kao HC, Yen PS, Juang RS (2006) Solvent extraction of La(III) and Nd(III) from nitrate solutions with 2-ethylhexylphosphonic acid mono-2-ethylhexyl ester. Chem Eng J 119:167–174
Reddy B, Ramachandra P, Neela D, Rao SV, Radhika P (2005) Solvent extraction and separation of Cd(II), Ni(II) and Co(II) from chloride leach liquors of spent Ni–Cd batteries using commercial organo-phosphorus extractants. Hydrometallurgy 77:253–261
Yong-Feng S, Wen-Ying X, Wen-Yong N (2008) Recovery of Co(II) and Ni(II) from hydrochloric acid solution of alloy scrap. Trans Nonferrous Met Soc China 18:1262–1268
Fernandes A, Afonso J, Dutra A (2013) Separation of nickel(II), cobalt(II) and lanthanides from spent Ni–MH batteries by hydrochloric acid leaching, solvent extraction and precipitation. Hydrometallurgy 133:37–43
Zhang P, Yokoyama T, Itabashi O, Suzuki TM, Inoue K (1998) Hydrometallurgical process for recovery of metal values from spent lithium-ion secondary batteries. Hydrometallurgy 47:259–271
Nan J, Han D, Zuo X (2005) Recovery of metal values from spent lithium–ion batteries with chemical deposition and solvent extraction. J Power Sources 152:278–284
Contestabile M, Panero S, Scrosati B (1999) A laboratory-scale lithium battery recycling process. J Power Sources 83(1–2):75–78
Contestabile M, Panero S, Scrosati B (2001) A laboratory-scale lithium-ion battery recycling process. J Power Sources 92(1–2):65–69
Espinosa DCR, Bbernardes AM, Tenorio JAS (2004) An overview on the current processes for the recycling of batteries [J]. J Power Sources 135:311–319
Kim DS, Sohn JS, Lee CK, Lee JH, Han KS, Lee YI (2004) Simultaneous separation and renovation of lithium cobalt oxide from the cathode of spent lithium ion rechargeable batteries [J]. J Power Sources 132:145–149
Nan JM, Han DM, Yang MJ, Cui M, Hou XL (2006) Recovery of metal values from a mixture of spent lithium-ion batteries and nickel-metal hydride batteries [J]. Hydrometallurgy 84:75–80
Dorella G, Mansur M (2007) A study of the separation of cobalt from spent Li-ion battery residues. J Power Sources 170:210–215
Silva C, Afonso J (2008) Processamento de pilhas do tipo botao. Quim Nova 31(6):1567–1572
Pietrelli L, Bellomo B, Fontana D, Montereali MR (2002) Rare earths recovery from NiMH spent batteries. Hydrometallurgy 66:135–139
Provazi K, Campos B, Espinosa D, Tenŕio J (2011) Metal separation from mixed types of batteries using selective precipitation and liquid–liquid extraction techniques. Waste Manag 31:59–64
Sohn SK, Yang DH, Shin SM, Kim NH, Sohn NH (2004) Recovery of cobalt in sulfuric acid leaching solution using oxalic acid. In: International symposium on green technology for resources and material recycling, Nov 24–27, 2004, Seoul, Korea, pp 316–320
Swain B, Jeong J, Lee J, Lee G (2006) Separation of cobalt and lithium from mixed sulphate solution using Na-Cyanex 272. Hydrometallurgy 84:130–138
Li J, Shi P, Wang Z, Chen Y, Chang CC (2009) A combined recovery process of metals in spent lithium-ion batteries. Chemosphere 77:1132–1136
Li L, Ge J, Wu F, Chen R, Chen S, Wu B (2010) Recovery of cobalt and lithium from spent lithium ion batteries using organic citric acid as leachant. J Hazard Mater 176:288–293
Sun L, Qiu K (2012) Organic oxalate as leachant and precipitant for the recovery of valuable metals from spent lithium-ion batteries. Waste Manag 32:1575–1582
Lehto J, Harjula R, Leinonen H, Paajanen A, Laurila T, Mononen K, Saarinen L (1996) Advanced separation of harmful metals from industrial waste effluents by ion exchange. J Radioanal Nucl Chem 208(2):435–443
Lehto J, Leinonen H, Koivula R (1999) Removal of heavy metals from metallurgical process and waste waters with selective ion exchangers. In: Proceedings of the ‘‘Rewas’99: global symposium on recycling, waste treatment and clean technology’’, vol. III, San Sebastian, Spain, September
Mendesa F, Martins A (2004) Selective sorption of nickel and cobalt from sulphate solutions using chelating resins. Int J Miner Process 74:359–371
Kaneko M, Tsuchida E (1981) Formation, characterization, and catalytic activities of polymer–metal complexes. J Polym Sci Macromol Rev 16:397
Pethkar S, Dharmadhikari A, Athawale A, Aiyer C, Vijayamohanan K (2001) Evidence for second-order optical nonlinearity in γ-ray induced partially cross-linked polyacrylonitrile. J Phys Chem B 105(22):5110–5113
Mantuano D, Dorella G, Elias R, Mansur M (2006) Analysis of a hydrometallurgical rate to recover base metals from spent rechargeable batteries by liquid liquid extraction with Cyanex 272. J Power Sources 159:1510–1518
Contestabile M, Panero S, Scrosati B (2001) A laboratory-scale lithium-ion battery recycling process. J Power Sources 92:65–69
Castillo S, Ansart F, Laberty-Robert C, Portal J (2002) Advances in the recovering of spent lithium battery compounds. J Power Sources 112:247–254
Lee C, Rhee K (2002) Preparation of LiCO2 from spent lithium ion batteries. J Power Sources 109:17–21
Xu J, Thomas H, Francis R, Lum K, Wang J, Liang B (2008) A review of processes and technologies for the recycling of lithium-ion secondary batteries. J Power Sources 177:512–527
Fisher K, Treadgold L (2008) Design considerations for the cobalt recovery circuit of the KOL(KOV) copper/cobalt refiner, DRC. IN: Presentation at the Alta 2008 Nickel/Cobalt Conference, Perth, Australia, 16–18 June
Zhu Y, Millan E, Sengupta A (1990) Toward separation of toxic metal(II) cations by chelating polymers: some noteworthy observations. React Polym 13:241–253
Loureiro J, Rodrigues A (1998) Sorption of metals by an amidoxime chelating resin. Part I: equilibrium. Sep Sci Technol 33(11):1585–1604
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Badawy, S.M., Nayl, A.A., El Khashab, R.A. et al. Cobalt separation from waste mobile phone batteries using selective precipitation and chelating resin. J Mater Cycles Waste Manag 16, 739–746 (2014). https://doi.org/10.1007/s10163-013-0213-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-013-0213-y