
Abstract
In this study, the use of ceramic and coal waste powders as partial replacement of cement in roller compacted concrete pavement mixture was investigated. The mixtures were produced with the ceramic waste powder contents at 5% and 10% of total cementitious material (by weight). In addition, mixtures containing ceramic and coal waste powders were prepared simultaneously. Five different concrete mixes were prepared, and the unit weight, VeBe time, compressive, splitting tensile, and flexural strengths of mixture were measured for all the specimens. All tests were performed after 7, 28, and 90 days of curing. The results indicated that the use of the ceramic and coal waste powders as a partial replacement of cement decreased the unit weight and VeBe time. According to the results, the application of ceramic and coal waste powders reduced the splitting tensile, compressive and flexural strengths than control specimens. The lowest loss in strengths was found in specimens containing 5% ceramic waste powder, that after 28-day curing, it was observed that the average compressive, splitting tensile and flexural strengths decreased by 4%, 5%, and 2%, respectively. In addition, the 28-day compressive strength of the mixture containing 5% ceramic waste powder was higher than the minimum value proposed by the guide. Furthermore, the loss of strength in specimens containing only ceramic waste powder was lower than the specimens containing ceramic and coal waste powders. It could be concluded that using ceramic and coal waste powders in roller compacted concrete pavement not only is it effective in reducing the cost and preventing waste from entering the environment but also it can be considered as a step toward sustainability.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The decline in natural resources for concrete production has prompted researchers to adopt different methods for the replacement and preservation of these construction materials. Moreover, the environmental pollution caused by industrial development will in the future make it inevitable to use recycled and waste materials. The application of waste material as a substitute for cement in concrete not only minimizes the negative impact of cement manufacturing like the reduction of the carbon dioxide (CO2) emissions, reduces the cost of concrete production, prevents entering wastes into the nature and curtails the environmental impact of dumping, but also it can be considered as a step toward sustainability. Actually, the cement production process leads to the consumption of a lot of energy and is estimated to be responsible for about 7% of total CO2 production in the world (Aprianti et al. 2015). In addition, the clinker production process has a high cost (Hesami et al. 2016). So as a sustainable solution, supplementary cementitious materials can be used as a partial replacement of cement. Transportation, industry, and building are the top three categories in total energy consumption (Ma et al. 2017). Also, the potential of achieving carbon mitigation and energy efficiency in the building sector is greater than in the industry and transportation sectors, respectively (Ma et al. 2018). Public building energy consumption includes approximately 40% of the energy consumption in China’s building sector (Ma and Cai 2018).
Ceramic is one of the most frequently used construction materials widely produced around the world. The amount of ceramic and tile production in Iran is about 400 million square meters per year, ranking the country as the world’s fifth largest tile and ceramic producer (Heidari et al. 2015). Ceramic waste generates between 3% and 7% of the daily plant production (Heidari and Tavakoli 2013). Figure 1 shows the ceramic waste stored in the Semnan Plant in Iran. Moreover, a great deal of ceramic waste is generated from the demolition and reconstruction of buildings. Also, coal extraction and processing generate significant amounts of waste. The coal waste storage has been estimated to be 577 million tons, of which more than two million tons has currently been deposited around coal-washing plants (Hesami et al. 2016).

Ceramic waste located at Semnan Plant
Thus, due to the large volume of ceramic and coal waste, the use of this waste in roller compacted concrete pavement (RCCP) as a cementitious material is an appropriate solution for the recycling of these waste. Also, it leads to reduction in landfills and is very favorable for the environment. Moreover, using waste materials such as cement reduces the amount of cement for constructing RCCP; thus, it leads to decline in producing amount of CO2 emissions.
RCCP is known as one of the concrete pavement techniques offering advantages over conventional concrete pavement, including faster execution and lower cost of preparation, great load-carrying capacity (e.g., industrial floors), minimal need for maintenance and overhaul, lower water and cement consumption, and ease of implementation owing to utilization of asphalt spreading machines. RCCP is a zero slump mixture composed of cement, aggregates, and water. It is spread by conventional asphalt paving machines, compressed, and then compacted by rollers (ACI 2011).
An overview of previous studies reveals that the mechanical behavior of RCCP mix containing ceramic and coal waste powders as partial replacement of Portland cement has not been conducted yet. Thus, the main objective of this paper is to investigate the effects of ceramic waste powder (CEP) and coal waste powder (COP) on the mechanical properties of RCCP mixture. In this regard, five different mix designs were considered including roller compacted concrete (RCC) mixture containing CEP and COP materials. The tests conducted on the mixture included compressive strength, splitting tensile strength, and flexural strength. Moreover, the unit weight, workability, and vibrating compaction time (VeBe) were measured after the replacement of waste materials in the mixtures. The behavior of the mixture was compared with each other and the effect of each mixture was examined.
The specific objectives of this study were to:
-
The suitability of replacing cement with CEP and COP to produce RCC.
-
Investigating the compressive, splitting tensile and flexural strengths of RCCP by replacing CEP and COP.
-
Evaluating the unit weight, workability and VeBe time variations in RCCP mixes.
-
Determining the best percentage of using waste material with regard to RCCP guide’s criteria.
Literature review
In recent years, some studies have been conducted for the use of ceramic and coal waste in concrete individually. Kannan et al. (2017) investigated the use of CEP as partial replacement with 10–40% of cement by mass. Mechanics, durability, and microstructure of concrete were measured and test results indicated that CEP could increase the strength and durability of concrete. It was also found that cement hydration did not change after a partial replacement of CEP with cement. Moreover, CEP reduced the water/cement ratio; thus, the performance of concrete improved. Another study conducted by Jaroslav et al. (2014), tested CEP as a partial cement replacement in blended binders. In total, 8%, 16%, 24%, 32%, and 40% of mass of cement in concrete mixtures were replaced by this waste. Mechanical and thermal properties were measured and test results indicated that the mechanical properties of applying 8% and 16% ceramic powder were sufficient for blended binders. In terms of thermal performance, ceramic powder reduced heat transport. Another study focusing on the application of ceramic waste in concrete with five different mixtures were performed and mechanical, physical and thermal properties of concrete were evaluated. The results revealed that ceramic powder increased open porosity and led to a slight drop in compressive strength. Furthermore, thermal conductivity measurement indicated that addition of ceramic powder decreased the ability of heat transfer in concrete (Eva et al. 2014). There was a research about replacing cement with 10–40% of ceramic waste powder in the concrete mixtures. The aim was to evaluate water absorption, and compressive strength of concrete with different percentage of ceramic waste. After comparing test results, it was suggested that adding ceramic powder up to 20% did not significantly affect the compressive strength of concrete and could reduce water absorption capacity (Heidari and Tavakoli 2013). Another study investigated the effect of ceramic waste powder on permeability of concrete performance, 12 different concrete mixtures were designed which contained ceramic waste and fly ash. The results showed that the mixture of concrete with ceramic powder achieved higher permeability resistance than the control specimens (Cheng et al. 2016). Pacheco-Torgal and Jalali (2011) conducted a study to evaluate the impact of using ceramic wastes up to 20% as cement and granite as an aggregate in the concrete. Mechanical properties, water performance, permeability, chloride diffusion and also accelerated aging tests were performed. Test results concluded that the compressive strength of concrete specimens slightly reduced after a partial replacement of cement with ceramic waste powder. Nevertheless, the results of concrete durability test indicated that such waste increased the concrete durability.
Modarres et al. (2016) examined the possibility of using coal waste and limestone powder as cement in RCCP. Some properties of concrete were investigated with some tests including pozzolanic reactivity determination, compressive strength test, toughness test, toxicity characteristic leaching procedure (TCLP) test, setting times and microstructural analysis. Compressive test results revealed that simultaneous inclusion of limestone powder and coal waste enhanced compressive strength and toughness of RCCP. Another study was carried out on how the mechanical properties of RCCP mixtures are affected by coal waste, coal waste ash, and limestone powder. Three different percentages (5%, 10%, and 20%) of cement were replaced with coal waste and compressive strength, splitting tensile strength, flexural strength, and modulus of elasticity of RCCP mixtures were tested. The results showed that coal waste and coal ash increased the water/cementitious materials ratios. Moreover, it was found that the RCCP mixtures containing 5% of coal waste and coal ash performed equivalent to control specimens. However, the strength and elastic modulus of specimens at all test ages decreased at the greater replacement of waste up to 20% (Hesami et al. 2016).
Some studies have investigated the use of waste materials from other industries as Pozzolan in RCCP. A study was conducted to examine the characteristics of RCCP mix after a partial replacement of cement with a kind of natural Pozzolan called Trass. Mechanical and durability tests were performed and the experiment results showed that Trass could not improve the tensile and compressive strengths of RCCP. Moreover, Trass improved the permeability of RCCP (Ghahari et al. 2017). Vahedifard et al. (2010) evaluated the impact of silica fume and pumice on workability, compressive strength, and frost resistance of non-air-entrained low-cement content RCCP mixtures. 8 different RCCP mixtures were designed and the results indicated that a 10% increase in silica fume enhanced both the compressive strength and frost resistance. However, the workability of the fresh mixtures reduced significantly. In addition, the pumice made specimens more workable, while it decreased both the compressive strength and frost resistance of RCCP. Krishna Rao et al. (2016) examined how a partial replacement of cement with Ground Granulated Blast Furnace Slag (GGBS) affects the mechanical properties and abrasion resistance of RCC mixtures. Seven different mixtures including 10–60% of GGBS were designed and test results indicated that the compressive, flexural, and tensile strengths of RCC specimen reduced for the 3-day curing as the GGBS replacement ratio increased. However, at the ages of 7 and 28 days, compressive, flexural, and tensile strengths increased significantly over the control specimens up to 50% GGBS replacement.
Junakova et al. (2015) investigated the effect of using reservoir sediment as aggregate and cement in concrete. After the substitution of reservoir sediment with a partial amount of cement and aggregate in the concrete mixture, the compressive and flexural strengths, freeze–thaw resistance were determined. Test results showed that using sediment as a cement replacement, 40:60 sediment/cement weight ratio, decreased compressive strength by 35% and for using sediment as aggregate the compressive strength was almost similar to control specimens. Also, after 50 cycles of freeze–thaw testing showed that the concrete specimens containing sediment meet the standard requirements for frost-resistant concrete class XF2.
Materials
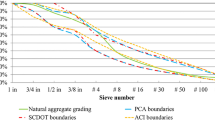
This study included coarse crushed limestone aggregate and sandstone. The gradation curve of the natural aggregate used in this study was chosen according to ACI 211.3R (1997), as illustrated in Fig. 2. Based on ACI 325.10R (2011), the maximum nominal size of coarse aggregate was 19 mm, while fine aggregate was less than 4.75 mm (passing the No. 4 sieve).

Recommended aggregate grading limits for RCCP
Portland cement type II from Shahrood city, which its features conformed to ASTM C150 (2007a) has been used. The chemical, physical, and mechanical properties of Portland cement, coal and ceramic waste used in this study are shown in Table 1.
The ceramic waste was provided from the production line of Ronas Ceramic and Tile Plant located in Semnan, Iran. Moreover, coal waste from Eastern Alborz Mine in Semnan province was applied in this study. These waste materials were powdered and used in a mortar as a partial cement replacement material to ascertain their applicability in concrete. Ceramic and coal wastes were grounded with a ball mill with metal balls to obtain ceramic and coal waste powders. The particle size of the waste materials was less than 0.075 mm (passing through the No.200 sieve). The physical properties and related tests to original aggregate and waste materials are given in Table 2. In addition, the ceramic and coal waste powders at different sizes are depicted in Fig. 3.

Coal waste powder (Container A) and ceramic waste powder (Container B)
Experimental study
Four concrete mixes were used to prepare the concrete specimens as well as the control mix design (see, Table 3). Then, the effect of ceramic and coal waste powders as a partial replacement for cement on the mechanical properties of RCCP was examined. The considered amount of Portland cement type II was about 15% of the dry mass of aggregate for specimen preparation, while the water content for the all mixtures was calculated to be 163 kg/m3. The mixtures were produced with the waste powder contents at 5% and 10% of the total cementitious material. Ceramic at 5% and 10% weight percentages replaced cement in mixtures containing CEP (e.g., 5%CEP and 10%CEP). In addition, mixtures containing ceramic and coal waste powders were prepared (e.g., 2.5%CEP-2.5%COP and 5%CEP-5%COP). Table 3 presents the mix designs used for the preparation of specimens.
The appropriate mix design was obtained from ACI 325.10R and ACI 211.3R through optimal plasticity method. The compressive and tensile specimens in cylindrical molds with 200 mm in height and 100 mm in diameter were subjected to surcharge pressure of 50 g/cm2 by a vibrating table in three approximately equal layers. The flexural specimens in rectangular molds with dimensions of 100*100*350 mm and surcharge pressure of 25 g/cm2 in three approximately equal layers were compacted by a vibrating table. The vibration time required for the specimens was obtained by VeBe test in accordance with ASTM C1170 (2008). According to ACI 325.10R, the modified VeBe time for RCCP ranged from 30 to 55 s. After pouring the mixture into the mold and completing the compaction, the specimens were placed inside a cover to maintain its moisture. After 24 h, it was demolded and immersed in water bath to cure for 7, 28, and 90 days. In this study, three identical specimens for each replacement percentage were made which led to 135 concrete specimens in total for compressive, splitting tensile and flexural strength tests.
Compressive strength test
The test was carried out according to ASTM C39 (2011) standard, in which the loading rate should range from 0.15 to 0.35 MPa/s. In this study, the test loading rate was 0.3 MPa/s. The compressive strength was calculated by dividing the maximum load attained during the test by the cross-sectional area of the specimen. Based on RCCP guide, the minimum 28-day compressive strength for RCCP, as the main structural layer, is 27.6 MPa.
Splitting tensile strength test
This test was conducted according to ASTM C496 (1996), where a loading rate from 0.7 to 1.4 MPa/min should be applied on the specimens. In this study, the loading rate was 1 MPa/min. After determining the maximum load exerted on the specimen, the splitting tensile strength was calculated by Eq. (1).
where T is tensile strength (MPa), P is maximum load (N), L is the specimen’s length (mm), and d is the specimen’s diameter (mm).
Flexural strength test
This test was conducted based on ASTM C78 (2007b). In accordance with this standard, the loading rate should be within the range of 0.8–1.21 MPa/min. In this study, 1 MPa/min loading speed was applied to the specimens. After determining the maximum load applied, the flexural strength (modulus of rupture) was obtained by Eq. (2).
where R is the modulus of rupture (MPa), P is the maximum load applied by the test machine (N), L is the span length (mm), and b and d are the specimen’s width and height, (mm), respectively. This equation can be adopted under one condition: failure should occur at the surface tension between three points along the span, i.e., failure occurs within the same range for the all specimens. In this study, the compressive strength, tensile strength, and flexural strength tests were conducted by the Universal testing machine.
Results and discussion
Variations of density and vibrating compaction time of RCCP mixture
In this study, the density and vibrating compaction time of specimens were obtained by VeBe test according to ASTM C1170. The unit weight of control and test specimens are given in Online Resource 1. The results indicated that the density of concrete decreased after the replacement of ceramic and coal waste powders. The maximum loss of unit weight was related to the replacement of 10% ceramic waste which was approximately 4% as shown in Fig. 4. The reason behind the reduction of concrete density was the lower unit weight of ceramic and coal waste compared to cement. The variation in density of the concrete was not significant after replacement with waste since there was a little difference between the unit weights of cement and waste materials.

Average density of specimens for different waste percentages
Workability and VeBe were calculated for the specimens. The results showed that cement replacement with ceramic and coal waste powders increased the concrete workability. This could be associated with the lower water absorption of waste materials in comparison to cement; thus, it led to an increase in free water inside the RCCP mixture. Moreover, VeBe time decreased at the greater workability. Therefore, the VeBe times for the mixtures were shorter than the control specimens. The greatest reduction in VeBe time was found in 5%CEP-5%COP specimens, while it decreased from 36 to 26 s for the control specimens (about 28%). Figure 5 shows the relationship between the levels of ceramic and coal waste powders along with VeBe time.

Variations of compaction time for specimens
Compressive strength
The test results showed that the average 28-day compressive strength of 5%CEP and control specimen was higher than the minimum allowable value. As the percentage of ceramic and coal waste powders increased, there was a greater loss of strength. The loss of strength in the specimens containing only CEP was lower than the specimens including ceramic and coal simultaneously. The highest and lowest 90-day curing compressive strengths were 33.62 MPa and 28.14 MPa for 5%CEP and 5%CEP-5%COP specimens, respectively. The average value of compressive strength for 5%CEP decreased by approximately 2% and 4% compared to the control specimens for the 90-day and 28-day curing periods, respectively. Figure 6 provides the average compressive strengths of specimens after the 7-day, 28-day, and 90-day curing periods.

Variations of average compressive strengths for specimens
Splitting tensile strength
The application of ceramic and coal waste powders as a partial replacement of cement reduced the splitting tensile strength, whereas the variations range for splitting tensile strength was less than compressive strength. In fact, the average splitting tensile strength fell within the range of 2–3 MPa for all 7-day and 28-day specimens and 3–4 MPa for 90-day specimens. The Highest reduction in splitting tensile strength was in 5%CEP-5%COP specimens, while the lowest loss in splitting tensile strength was observed in 5%CEP specimens after 90-day curing. The average splitting tensile strength of 5%CEP specimens decreased by about 5% and 2% after 28- and 90-day of curing, respectively. The strength difference between the specimens was smaller than the control specimens as the curing time increased (i.e., 90-day curing time). As for other specimens, the splitting tensile strength continuously decreased as the amount of ceramic and coal waste increased.
By cement replacement with ceramic and coal waste powders, compressive and splitting tensile strengths decreased. It can be due to the lower percentage of cement in the specimens containing these waste materials compared to the control specimens (Kim et al. 2015). According to the results, it can be seen that the loss of strength in specimens containing only CEP was lower than specimens containing ceramic and coal waste simultaneously. According to the XRF test results, it was observed that the total acidic oxides of ceramic waste (i.e., silicon dioxide, SiO2; aluminum oxide, Al2O3; iron oxide, Fe2O3) was 89.99%, which is higher than the 70% allowed for being pozzolanic according to the ASTM C618 standard (2015). So, the ceramic has higher pozzolan properties than coal. As a result, the less reduction of the strengths can be attributed to the pozzolanic effect of ceramic waste (i.e., 5%CEP, 10%CEP) on mechanical properties of mixture reported in some studies (Kim et al. 2015; Modarres and Hosseini 2014). The pozzolanic reaction results in the production of a high percentage of calcium silicate hydrate, which improves the strength (Modarres et al. 2016). Figure 7 shows the average splitting tensile strengths of specimens for the 7-day, 28-day, and 90-day curing periods.

Comparison of average splitting tensile strengths of specimens
Flexural strength
The test results showed that ceramic and coal waste powders reduced flexural strengths. The flexural strengths were within the range of 4–5 MPa for 7-day-cured specimens and 5–6 MPa for 28-day- and 90-day-cured specimens. In this test, the minimum flexural strength loss was in 5%CEP specimens, while the maximum flexural strength loss was in 5%CEP-5%COP specimens after 90 days of curing period. The flexural strength loss was around 2% for 5%CEP specimens compared to control specimens after 28 and 90 days of curing. This could be associated with the ceramic compounds containing pozzolanic particles. An increase in ceramic and coal waste powder resulted in a greater loss of flexural strength. The flexural strength losses of specimens containing ceramic and coal waste powders was higher than that of ceramic-containing specimens. This could be due to lower pozzolanic content of coal waste than ceramic waste. Figure 8 compares the average flexural strengths of specimens for 7 days, 28 days and 90 days of curing.

Comparison of average flexural strengths of specimens
Comparison of test results along with the percentages of alteration related to control mix design
The test results for 28-day curing of control and test specimens (Figs. 5, 6, 7, 8) along with the percentages of alteration related to control mix design are given in Online Resource 1. Based on the obtained results, mixture containing only 5% CEP is allowable for the main structural layer of RCCP according to the guide.
Conclusion
According to the results, the ceramic and coal waste powders reduced the compressive strength of RCCP. In fact, the loss of strength in specimens containing only CEP was lower than specimens containing ceramic and coal simultaneously and with increasing the percentage of ceramic and coal waste, the compressive strength decreased regularly. Therefore, the compressive strength of 5%CEP specimens was higher than other test specimens and also for 28-day curing, it was more than the minimum allowable value in RCCP guide.
The splitting tensile and flexural strengths reduced after replacing ceramic and coal waste with cement. However, the reduction was lower compared to compressive strength. Also, the decline in these strengths in specimens containing CEP without COP was lower than specimens containing both wastes. In addition, with increasing the percentage of ceramic and coal waste the splitting tensile and flexural strengths decreased slightly. The lowest loss in splitting tensile and flexural strengths, as like as compressive strength, was observed in 5%CEP specimens.
The use of ceramic and coal waste powders increased the workability of RCCP mixture and this increasing was upper for specimens containing both waste simultaneously. Consequently, the VeBe time decreased after replacing this waste with cement. The result of this reduction in VeBe time lead to an increase in the pace of the implementation of RCCP pavement. Moreover, the density of test specimens reduced slightly due to the lower unit weight of this waste compared to cement.
The suitable percentage replacement of cement concerning the mechanical properties of RCCP was found in 5%CEP specimens. Thus, they were ideal for the main structural layer in all road construction. The other mix designs were desirable for low traffic pavements, suburban and rural roads, and footpaths.
Overall, replacing ceramic and coal waste with a partial amount of cement in RCCP, is an effective way to reduce cement production with low cost. Actually, it is a suitable option for sustainable development since it can lead to the reduction of some negative impact of producing cement such as CO2 emission, resource depletion and the high cost of producing process. On the other hand, ceramic and coal waste cannot be processed by any recycling system and they are required to be produced in large quantities; thus, the use of ceramic and coal waste materials in the RCCP mixture can provide a low-cost recycling method and prevent the accumulation of waste at landfills. Therefore, mechanical and environmental benefits of these cementitious materials can construct an eco-friendly and more sustainable RCCP. Also, constructing RCCP with these materials is economically justified, and reduces the cost of concrete. Finally, with considering design criteria and choosing the appropriate amount of replacing, using ceramic and coal waste powders as a partial cement of RCCP mixture is strongly recommended.
The application of CEP and COP should be investigated in different types of concrete pavement (e.g., Jointed Plain Concrete Pavement and Jointed Reinforced Concrete Pavement). These issues can be explored in future studies.
References
ACI (1997) Guide for selecting proportions for no-slump concrete. ACI 211.3R. American Concrete Institute, Farmington Hills
ACI (2011) Roller compacted concrete pavement. ACI 325.10R. American Concrete Institute, Farmington Hills
Aprianti E, Bahri S, Shafigh P, Farahani JN (2015) Supplementary cementitious materials origin from agricultural wastes—a review. Constr Build Mater 74:176–187
ASTM (1996) Standard test method for splitting tensile strength of cylindrical concrete specimens. ASTM C496-96. ASTM International, West Conshohocken
ASTM (2007a) Standard specification for portlant cement. ASTM C150-07. ASTM International, West Conshohocken
ASTM (2007b) Standard test method for flexural strength of concrete (using simple beam with third-point loading). ASTM C78-07. ASTM International, West Conshohocken
ASTM (2008) Standard test method for determining consistency and density of roller-compacted concrete using a vibrating table. ASTM C1170/C1170M-08. ASTM International, West Conshohocken
ASTM (2011) Standard test method for compressive strength of cylindrical concrete specimens. ASTM C39/C39M-11a. ASTM International, West Conshohocken
ASTM (2015) Standard test method for coal fly ash and raw calcined natural pozzolan for use in concrete. ASTM C618. ASTM International, West Conshohocken
Cheng YH, Huang F, Liu R, Hou J, Li G (2016) Test research on effects of waste ceramic polishing powder on the permeability resistance of concrete. Mater Struct 49(3):729–738
Eva V, Dana K, Tereza K, Adam H, Robert C (2014) Mechanical and thermal properties of moderate-strength concrete with ceramic powder used as supplementary cementitious material. Adv Mater Res 1054:194–198
Ghahari SA, Mohammadi A, Ramezanianpour AA (2017) Performance assessment of natural pozzolan roller compacted concrete pavement. Case Stud Constr Mater 7:82–90
Heidari A, Tavakoli D (2013) A study of the mechanical properties of ground ceramic powder concrete incorporating nano-SiO2 particles. Constr Build Mater 38:255–264
Heidari A, Pour-Tabari MR, Kamalvand M, Safari M (2015) The effect of waste ceramic and microsilica in powdered concrete. In: 1th international conference on human, architecture and civil engineering. Tabrize, Iran
Hesami S, Modarres A, Soltaninejad M, Madani H (2016) Mechanical properties of roller compact concrete pavement containing coal waste and limestone powder as partial replacements of cement. Constr Build Mater 111:625–636
Jaroslav P, Jan F, Milena P, Jiri S, Zbysek P (2014) Application of mixed ceramic powder in cement based composites. Adv Mater Res 1054:177–181
Junakova N, Junak J, Balintova M (2015) Reservoir sediment as a secondary raw material in concrete production. Clean Technol Environ 17(5):1161–1169
Kannan DM, Aboubakr SH, EL-Dieb AS, Reda Taha MM (2017) High performance concrete incorporating ceramic waste powder as large partial replacement of Portland cement. Constr Build Mater 144:35–41
Kim J, Yi C, Zi G (2015) Waste glass sludge as a partial cement replacement in mortar. Constr Build Mater 75:242–246
Krishna Rao S, Sravana P, Chandrasekhar Rao T (2016) Abrasion resistance and mechanical properties of Roller Compacted Concrete with GGBS. Constr Build Mater 114:925–933
Ma M, Cai W (2018) What drives the carbon mitigation in Chinese commercial building sector? Evidence from decomposing an extended Kaya identity. Sci Total Environ 634:884–899
Ma M, Yan R, Du Y, Ma X, Cai W, Xu P (2017) A methodology to assess China’s building energy savings at the national level: an IPAT–LMDI model approach. J Clean Prod 143:784–793
Ma M, Yan R, Cai W (2018) Energy savings evaluation in public building sector during the 10th–12th FYP periods of China: an extended LMDI model approach. Nat Hazards 92(1):429–441
Modarres A, Hosseini Z (2014) Mechanical properties of roller compacted concrete containing rice husk ash with original and recycled asphalt pavement material. Mater Des 64:227–236
Modarres A, Hesami S, Soltaninejad M, Madani H (2016) Application of coal waste in sustainable roller compacted concrete pavement-environmental and technical assessment. Int J Pavement Eng. https://doi.org/10.1080/10298436.2016.1205747
Pacheco-Torgal F, Jalali S (2011) Compressive strength and durability properties of ceramic wastes based concrete. Mater Struct 44(1):155–167
Vahedifard F, Nili M, Meehan CL (2010) Assessing the effects of supplementary cementitious materials on the performance of low-cement roller compacted concrete pavement. Constr Build Mater 24(12):2528–2535
Acknowledgements
This study was funded by Shahrood University of Technology (No. 15027).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Shamsaei, M., Khafajeh, R. & Aghayan, I. Laboratory evaluation of the mechanical properties of roller compacted concrete pavement containing ceramic and coal waste powders. Clean Techn Environ Policy 21, 707–716 (2019). https://doi.org/10.1007/s10098-018-1657-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-018-1657-5