
Abstract
This experimental study examines the impacts of two macro synthetic fiber additives (i.e., polypropylene and polyolefin) on laboratory characteristics of roller compacted concrete pavement (RCCP). The mixtures were made at different dosages of 2.0, 3.0, and 4.0 kg/m3. The compressive, splitting tensile, and flexural strengths of RCCP mixtures were determined at 7, 14, and 28 days. Evidently, the test results disclosed adding 2.0 and 3.0 kg/m3 fiber additives could improve the compressive strength of modified specimens although adding 4.0 kg/m3 lowered the compressive strength. In the meantime, the tensile and flexural strengths of RCCP mixtures were considerably improved due to fiber additives, especially at later ages. It is worth mentioning that specimens with polypropylene fiber could manifest higher tensile and flexural strengths compared to polyolefin fiber and any further increase up to 4.0 kg/m3 fiber additives reduced the strength of mixtures over time. Regardless of the fiber type, the toughness of mixtures containing 3.0 kg/m3 fibers outperformed plain concrete for enduring flexural loads. Noteworthy, the Vebe test outcomes revealed that adding synthetic fibers could increase the Vebe time significantly. Finally, the relationships between the splitting tensile strength, flexural strength, and compressive strength were obtained as \(f_{r} = 0.60\sqrt {f^{\prime}_{c} } ,\) and \(f_{t} = 0.41\sqrt {f^{\prime}_{c} } ,\) respectively.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Recently, there has been abundant research into roller compacted concrete pavement (RCCP), demonstrating its vital application in the pavement industry. RCCP is a cost-effective pavement with long service life, which has been used in projects such as parking lots, road shoulders, industrial pavements, etc. [1]. This type of concrete exhibits a zero slump with a dry skeleton and extremely low workability making it suitable to compact through conventional roller machineries, which is a common compaction method in the asphalt industry [2, 3]. In this regard, a Superpave gyratory compactor, a suitable device for compacting asphalt samples in laboratory studies, has been found as a feasible compaction method for compacting RCCP samples in laboratory jobs [4]. There are remarkable benefits stem from RCCP, including no requirement for casting, finishing, and reinforcing, which can lead to economic advantages in the pavement industry [5]. Added to these contributions, there are some other benefits regarding the construction and placement issues. RCCP can be placed rapidly with the minimum labor and equipment and made a great help to improve road networks in developing countries. However, there are some problems in the construction of RCCPs that need to be addressed, such as water evaporation of fresh concrete, edge compaction, high rigidity against tire impacts, load transfer at joints [6]. It is believed some of these issues can be solved using fiber in concrete pavements.
To elaborate on the importance of employing fibers in concrete materials, the intrinsic properties of concrete, specifically RCCP, are worth to be mentioned. One of the most critical defects of concrete materials, regardless of the type, relates to the brittle behavior and the cracks that will dramatically be appeared under flexural and tensile loadings. To prevent this issue, reinforcing concrete was considered as a practical solution. In concrete buildings and pavements, researchers and engineers could overcome this problem by reinforcing concrete with common forms of steel such as rods, bars, and mesh. As mentioned, RCCP is placed without common reinforcement so that the stress transfers through the aggregate interlock. Nevertheless, reinforcing RCCP in highways with a high volume of traffic has been a significant concern for pavement engineers, especially when the bar reinforcing looks inevitable for this type of concrete. To tackle this problem, using fiber can be manifested as an indispensable material in the reinforcement of RCCP to improve the shear, flexural, and tensile strengths, and ductility. Muzenski et al. reported that nano synthetic fibers could considerably cause a reduction in the quantities of silica fume and lead to a more economic ultrahigh strength cement-based composite[7]. Correspondingly, it is believed that the use of the two technologies, including RCCP (roller compacted concrete pavement) and FRC (fiber-reinforced concrete), can result in new technology and lead to an economical pavement by reducing the pavement thickness.
The factors that can affect the mechanical properties of modified concrete by macro fibers are fiber type, physical properties (shape and surface texture), aspect ratio (the ratio of length to thickness), and fiber dosage. Frequently, macro fibers can be categorized into four main classifications, including steel, synthetic, natural, and glass types [8]. Recycled fibers are other materials that can be counted as a candidate to reinforce concrete. There have been many studies on a wide variety of fibers such as tire cords/wires, carbon fibers, carpet fibers, feather fibers, steel shavings, wood fibers from paper waste, aluminum oxide and vegetable fibers [7, 9, 10]. However, there are a couple of advantages and disadvantages to each type that cause some limitations in pavement applications. In this regard, steel fibers have a high module of elasticity and tensile strength, which can directly lead to a primary improvement in the mechanical properties of concrete such as compressive strength, tensile strength and, toughness [11]. Steel fibers could increase the flexural strength to 10–20% as well [12]; nonetheless, the disadvantage is the high potential of corrosion. Glass fibers do not present a good alkali resistance [13]. Natural fibers are not expensive, but they do not have enough durability [14]. Finally, synthetic fibers can present excellent ductility, fineness, and dispersion that result in restraining the plastic cracks and high mechanical properties [15]. There is another great contribution of reinforcing concrete with synthetic fibers in pavement applications compared to the other types of fibers; in fact, the synthetic fibers have an excellent performance in aggressive environmental conditions. In pavement projects, the concrete is directly exposed to harsh environmental conditions such as water and acid rains that accelerate corrosion of fiber in the concrete pavement; however, for the concrete pavements reinforced by synthetic fibers, there is a different situation. In essence, synthetic fibers have enough resistance against the moisture and acidic rain conditions compared to steel fibers, which can be recommended as a proper material in reinforcing pavements in the abovementioned areas. Serna Ros et al. immerged concrete samples in the harsh environment of seawater for 90 days and demonstrated the better performance of reinforced concrete by synthetic fibers over steel fibers. They reported enough potential of macro synthetic fiber as an alternative to steel fiber in reinforcing concrete [16]. Conspicuously, Synthetic fiber can also be considered as an environmentally-friendly material to reinforce concrete. An investigation was conducted to analyze and compare the carbon footprint for paving 100,000 m2 area using steel fiber, steel mesh, and polyolefin fiber (Table 1). The results demonstrated that the total carbon released by the manufacture of polyolefin fiber is 23% and 25% of steel fiber and steel mesh, respectively. It could account for the essential action of polyolefin fiber as a cleaner production material in reinforced concrete.
Reinforced concrete with macro synthetic fibers leads to ductile behavior, which can be related to the mechanism of developing cracks in concrete. The mechanism of the cracks modified by fibers is classified into pre-cracking and post-cracking mechanisms [17]. The first one happens before the cracks are developed in concrete so that the fibers transfer the stress between the aggregate in the company with the cement paste. The latter happens after appearing the initial cracks in a way that the fibers act as a bridge to keep the hardened concrete from breaking and even limit the generation of cracks by making a delay in rupture [18]. In general, the experimental studies reported the good performance of synthetic fibers in concrete [19, 20]. Saidani et al. [21] studied the effect of both micro and macro polypropylene fiber in normal concrete. They found the optimum content of the polypropylene fiber as 4% of the volume of cement to reach the highest compressive strength. They also investigated the correlation between the aspect ratio and the tensile strength and workability of the concrete specimens. Based on their findings, the highest aspect ratio resulted in the lowest tensile strength and workability, and vice versa. The aspect ratio of 50 was found as the most appropriate to reach the maximum tensile strength and workability. Hsie et al. employed two forms of polypropylene fibers, including coarse monofilament and staple fibers, to make hybrid fiber-reinforced concrete. The results showed that the two forms of fibers act complimentarily in concrete so that the hybrid fiber-reinforced concrete has a better performance compared to the single fiber-reinforced concrete [11]. To have better comprehension, Table 2 presents an overview of the mechanical properties of fiber-reinforced concrete in the literature.
Based on the above comprehensive literature review, the gap was recognized. Afterward, the goals and objectives were identified. The main goal of this research is to study the effect of adding macro synthetic fibers, polypropylene and polyolefin, on the RCCP mixtures. In this regard, the experimental objectives concentrated on mechanical properties such as toughness, flexural, splitting tensile, and compressive strengths at different ages, 7, 14, and 28 days. Moreover, the correlations between the mechanical characteristics were obtained in accordance with the laboratory tests to visualize the equations for the readers to ease their understanding and simplify their calculations. This visualization also helps to compare the present work outputs with pertinent manuals and studies.
2 Materials and Research Method
2.1 Aggregates
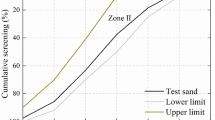
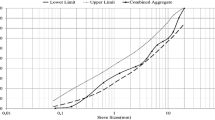
Compared to the plain concrete, the maximum aggregate size of RCCP is limited to 19 mm [29], which is compatible with the maximum aggregate of asphalt pavements [30]; therefore, the coarse and fine aggregates with a maximum size of 19 mm were selected. To be ensured that the final aggregate blend is in the standard range, sieve analysis was performed for both coarse and fine aggregates to find the aggregate gradation, according to ASTM C136 [31]. There are different standards that propose aggregate gradation for RCCP; in this regard, Fig. 1 presents three different standards and boundaries for aggregate gradation in RCCP mixtures, including ACI,Footnote 1PCA,Footnote 2SCDOT.Footnote 3

Combined aggregate gradation and standard boundaries, PCA, SCDOT, and ACI
2.2 Fibers
Polypropylene fiber includes a network structure with a maximum diameter of 1.25 mm. In contrast with polypropylene, polyolefin fiber consists of a constant diameter of 0.80 mm. Table 3 presents the mechanical and physical properties of the polyolefin and polypropylene fibers.
2.3 Mix Design and Specimen Preparation
The primary difference between the plain concrete and RCCP relates to the method of mix design. There are two common mix design methods for RCCP, including the soil compaction method and optimal paste volume method. In this study, the former was used to determine the optimum moisture (water content) in concrete samples, according to ASTM D1557 [32]. Utterly, RCCP mixtures in the present study were designed and prepared with respect to ASTM C1176 [33] standard to fulfill the compaction condition of specimens using a vibrating table. Figure 2 shows the results of the modified proctor test for the samples with different moisture percentages, 4.5 to 7.5%. In the end, the optimum moisture of the concrete was extracted as 6.0%, equal to 131 kg/m3.

The curve of dry density against moisture content
Seven concrete mixtures include one control and six modified samples, were prepared using three different dosages of polypropylene and polyolefin fibers, 2.0, 3.0, and 4.0 kg/m3. The phenomenon that commonly happens in the procedure of adding fiber to the concrete mixture is fiber flocculation resulting in balling action. To prevent this problem, the mixing process was followed step by step, according to the fiber guideline prepared by the manufacturer. In the first step, the fibers and dry aggregate were mixed for three minutes so that the fiber was homogenously dispersed among the aggregate. Subsequently, cement was incorporated into the mixture; then, water and superplasticizer were added to the blend and mixed for about four minutes. Cylindrical specimens with 300 mm height and 150 mm diameter were utilized for the compressive strength test. The cylinder specimen with 300 mm height and 150 mm diameter, respectively, were prepared to determine the tensile strength. Moreover, the prismatic specimens with a size of 100 mm*100 mm*500 mm were made to identify the flexural strength and toughness of the concrete samples. Finally, the concrete samples were demolded after 24 h of casting and kept in the curing condition at 20 °C temperature and 100% relative humidity. The mix proportions of RCCP mixtures are presented in Table 4. In the following, the samples are labeled by PP and PO, respectively. In addition, numbers 2.0, 3.0, and 4.0 indicate the fiber contents in kg/m3.
2.4 Methods
To evaluate the workability of samples, VEBE time was determined with the mass of 22.7 kg (50 lb) using a vibrating table and a surcharge in accordance with ASTM C1170 [34]. Cylindrical specimens with 300 mm height and 150 mm diameter were cast and prepared for compressive strength tests in three different ages, 7, 14, and 28 days. According to ASTM C39 [35], the loading rate must be in the range of 0.2 and 0.3 MPa/s. For Splitting tensile tests, samples were tested at the ages of 7, 14, and 28 days. Following BS 1881–116, the loading rate must be in the range of 0.2 and 0.4 MPa/s. In this study, the rate of loading was set at 0.3 MPa/s. The flexural strength is the most critical factor in designing and finding the thickness of concrete pavements in engineering projects; thus, a four-point loading flexural test was carried out on 100 mm × 100 mm × 500 mm specimens after 7, 14, and 28 days of curing. Considering BS 1881–118, the rate of loading should be between 0.06 and 0.1 MPa/s. In the current research, a universal testing machine (UTM) was employed and set up at a loading rate of 0.09 MPa/s to measure flexural strength. Furthermore, the toughness test was considered as an important factor that can reveal the ability of the concrete beams to deform before fracturing in the current research. It was conducted using an Instron Universal Testing Machine equipped with a clip-on extensometer under controlled conditions [36]. The strain rate and loading frequency were considered as 0.5 mm/min and 1.0 Hz, respectively. The test was performed on control samples and samples with 3 kg/m3 polypropylene and polyolefin fibers. The testing machine is provided the temporary load-deformation diagram, which results in calculating toughness. To do so, the total area under the load-deformation diagram must be determined. Concerning Japan Concrete Institute’s standard test procedure definition (JCI-Sf4 1984), the following mathematical function can be employed to estimate the toughness:
where F(Δ) is the load at midspan deflection of Δ; Δ is the midspan deflection, mm; and Δf is the maximum mid-span deflection, mm.
3 Results and Discussion
3.1 Workability by Vebe Test
Table 5 shows the Vebe time of concrete samples. The Vebe time equals 3040 s can be found as the suitable range for RCCP [37, 38]. Based on the findings, the Vebe time changes from 44 to 65 s. The test showed adding fibers (polypropylene and polyolefin) could affect workability so that adding more fibers can decrease it. Furthermore, no significant difference in Vebe time was observed for samples containing polyolefin compared to polypropylene fibers, although it was negligibly higher for polyolefin fibers. Two main reasons have been known for the increasing effect of fibers on Vebe time. The first reason relates to the created bond and network in concrete forming after the addition of fibers which retains mixture from segregation and flow. The second reason can be attributed to the potential of fibers in absorbing the water and paste of concrete, resulting in an increase in the viscosity of concrete [11, 14, 25, 39]. Figure 3 shows the surface texture of the samples after Vebe test. As shown, PO fibers are more effective in increasing Vebe time; these differences could be attributed to the shape and physical characteristics of PO fibers which have a more rigid and solid structure.

Surface texture of the samples after Vebe test
3.2 Compressive Strength
Figure 4 presents the effect of fiber additives on the compressive strength of concrete samples. As observed in the figure, the compressive strengths are between 48.9 and 59.0 MPa after 28 days of curing. Comparing the mixes containing polypropylene (PP) fibers, the specimens with 2.0 and 3.0 kg/m3 PP (PP-2.0 and PP-3.0) outperformed the other mixes. Similarly, mixes with polyolefin fibers (PO) with 2.0 and 3.0 kg/m3 (PO-2.0 and PO-3.0) had equal or better performance compared to the control mixture, although they presented lower strength compared to mixes with PP fibers. A compressive strength reduction at fiber additives of 4.0 kg/m3 for both fibers was observed at all ages. Moreover, the standard deviation of the mechanical strengths of different specimens is illustrated in Table 6.

Compressive strength of samples after a 7, b 14, and c 28 days of curing
Regardless of the observed improvement, the synthetic fibers did not manifest a greater than 10% compressive strength enhancement of RCCP. For instance, PP-3.0 had the highest strength improvement, which was only 10% after 28 days. This escalation was 8% for PO-3.0. These findings are aligned with previous studies [11, 22, 40, 41]. The increase in compressive strength can be related to the potential of fibers to limit the extension of cracks, decrease the extent of stress concentration, change the cracks’ direction, and delay the growth rate of cracks [28]. Han et al. (2005) believed the improvement in compressive strength is due to the improving effect of fibers on the toughness of concrete thanks to an increase in crack arresting ability and slow down the crack propagation process [42]. Kim et al. (2015) reported an insignificant increase of compressive strength of less than 10% after adding polypropylene. They considered this negligible increase as the impact of the concrete parent body rather than the reinforcement effect of fibers [43]. Inclusively, the compressive strength is slightly affected by the addition of fibers.
On the other hand, the results show that increasing fiber additives lowered compressive strengths. For example, after increasing PP content from 2.0 kg/m3 to 4.0 kg/m3 (i.e., PP-2 and PP-4), the compressive strength was diminished approximately 20%, 15%, and 14% at 7, 14, and 28 days, respectively. The specimens with PP presented higher or the same compressive strengths in comparison with those containing PO with similar fiber levels, except PP-4.0 mixes that had lower strength compared to PO-4.0 mixtures. In this way, compared to the mixes with PO, the specimens incorporated with 3.0 kg/m3 PP contributed noticeable and higher strengths, particularly at 7 days. Nonetheless, at older ages, the differences were reduced. Better performance of polyolefin in comparison with polypropylene may be related to the higher modulus of elasticity of polyolefin. Another reason might be the action of synthetic fibers in the concrete to uniformly distribute stresses and decrease the speed of crack propagation [14].
3.3 Splitting Tensile Strength
Figure 5 displays the splitting tensile strength at 7, 14, and 28 days. The maximum 28-day tensile strength was obtained for the samples containing 3.0 kg/m3 polypropylene and polyolefin, equal to 3.8 and 3.65 MPa, respectively. The values of the tensile/compressive strength ratios for this study were in the range of 7% and 11%. Concerning previous investigations [44, 45], the range of tensile/compressive strength ratio of ordinary concrete has been stated to be between 8 and 14%. This ratio was reported as an average of 9% for the RCCP mixture. Compared to Hesami et al., the tensile/compressive strength ratio of this study is about 6% that is lower than the literature [2]. Figure 5 shows that the control specimen and the specimens containing 3.0 kg/m3 fiber additives present better performance and increasing fiber levels from 3.0 kg/m3 to 4.0 kg/m3 led to decreasing the splitting tensile strengths. For instance, by increasing the amount of PP fiber from 3.0 kg/m3 to 4.0 kg/m3 (PP-3.0 to PP-4.0), the splitting tensile strength was approximately dropped 20%, 22%, and 24% at 7, 14, and 28 days, respectively. It will be worth being notified that the mixtures with PP contributed equal or more strengths in comparison to those with PO at the same amount of fiber. Seemingly, the differences are notable at 7 days; nonetheless, at later ages, specifically at 28 days, the differences were lessened substantially.

Splitting tensile strength of samples after a 7, b 14, and c 28 days of curing
The remarkable note is that the tensile strength of polypropylene fibers is 570–660 MPa. This value is 620 MPa for polyolefin fibers (see Table 3). In the meantime, the results displayed that the tensile strength of concrete samples containing polypropylene is more than polyolefin. The reason can be found by considering the geometry and physical structure of each fiber. While the structure form of polyolefin is linear, polypropylene has a network and woven structure. It seems that the network shape of polypropylene acts such as lattice (after opening the woven structure) in the concrete so that it increases the solidarity of concrete and helps the stress be uniformly distributed into the concrete in all three dimensions [46]. It can clearly show the importance of the geometry of fiber over its mechanical properties in the tensile strength of concrete. Another reason can be attributed to the more flexible structure of polypropylene compared to the polyolefin, which can result in better cohesion between fiber and the concrete matrix [47].
3.4 Flexural Strength
Flexral strength acts as an important parameter in designing the thickness of concrete pavements [48]. Figure 6 illustrates the outcomes of flexural strength tests after 7, 14, and 28 days of curing. Additionally, the test outcomes are shown in Table 5. The range of flexural strengths has been measured between 4.00 to 5.43 MPa after 28 days. The flexural/compressive strength ratio of conventional concrete has been reported to be 10% compared to roller compacted concrete with 12–15%. [49]. In this research, the flexural/compressive strength ratio was about 9%, which is lower than standards though.

Flexural strength of samples after a 7, b 14, and c 28 days of curing
Figure 6 indicates that a peak can be expected by increasing from 2.0 kg/m3 to 4.0 kg/m3. For example, by adding more PP fiber from 2.0 kg/m3 to 4.0 kg/m3 (i.e., PP-2.0 to PP-4.0), the flexural strength was increased from 5.20 MPa to 5.43 MPa, and then it dropped to 4.00 for PP-2.0, PP-3.0, and PP-4.0 mixes, respectively, after 28 days. Additionally, it was found that with the same dosage of fiber, the mixtures with PP had higher flexural strength in comparison with those with PO, and this betterment was more than compressive and tensile strengths. For instance, the difference between PP-3.0 and PO-3.0 after 14 days of curing is 16%. It is worth mentioning that the ductile behavior was associated with samples containing fibers as expected. According to some of the previous studies, the macro synthetic fibers could improve flexural strength due to their ability to absorb energy and subsequently control crack propagation [50]. To find the reason related to the positive effect of synthetic fibers on flexural strength, the performance of fibers should be elaborated when the first cracks appear. In this respect, as the first crack appears, the specimen cracks and collapses suddenly with a brittle behavior and very small deformation in concrete without fibers; however, the addition of fibers delays the collapse make it more prone to absorb energy before failure [51,52,53].
As mentioned, PP presented better performance compared to PO at the same additive levels. It can be related to its lattice and flexible structure so that it can arrest the generating macro cracks in concrete [54, 55]. The importance of fiber geometry can be explained by the comparison between the PP fibers in this research and the research presented by Afroughsabet and Ozbakkaloglu [28]. They reported the low efficiency of PP fibers on flexural strength of concrete which is contrary to findings in current research. They examined a PP fiber with a maximum length of 12 mm, which is considerably smaller than the length of fiber used in the current research, 50 mm. It is believed the larger length of PP could increase the interlock between fiber and mixture, which results in better flexural strength. Overall, the synthetic fibers present a bridging action in concrete so that by increasing the flexural load, the stress reaches the critical point in the concrete; then, the stress transfers to the macro synthetic fibers [56]. This coherence can result in a more flexible concrete that fails in a ductile mode. It was observed that the fibers could still hold the concrete together even after failing.
3.5 Relationship Between Mechanical Characteristics
Mechanical characteristics such as splitting tensile and flexural strengths are required for construction and design purposes. Consequently, different codes can be employed to control the connection between compressive strength and mechanical properties [29, 37, 57, 58]. Yet, there is a lack of test results for the RCCP codes. Hence, this study presents relations for modeling the mechanical properties of mixes containing fiber additives based on the compressive strength.
In the present research, the correlation between splitting tensile strength, flexural strength, and compressive strength at various curing times were considered. The correlations are revealed in Figs. 7 and 8. The relationships of the proposed work are shown in these figures. Besides, the acquired relations were compared with conventional concrete in the literature [37, 58,59,60,61,62]. Figure 7 shows the relationship between flexural strengths and compressive strength of RCCP mixes of the current study in comparison with other studies and standards. Generally, a power curve is proposing this relationship [37]:

Compressive strength and flexural strength relation equations and their comparison with codes and literature

Compressive strength and splitting tensile strength equations and their comparison with literature and standards
where: \({f}_{r}\) is the flexural strength (MPa), \({f^\prime }_c\) is the compressive strength (MPa), and C is Z a constant between 0.75 and 0.91 relates to the actual RCCP mixture [37]. Additionally, the correlation modeling the flexural strength from the current compressive strengths is shown in the following equation:
The relationship found in this research between \({f}_{r}\) and \({f^\prime }_c\) is illustrated in Fig. 7 compared to the results in other research [37, 58]. The correlation coefficient (R2) of 0.67 was found for the present power curve, which is lower than the results reported in both boundaries of IMCP manual [57], and ACI 325.10R-95 2001 [37]. Noteworthy, the lower limit of IMCP manual almost corresponds with the current curve. Yet, several data were upper than the lower curve boundaries of the IMCP manual.
The statistical variables of the equations are summarized in Table 7. It points out the correlation coefficients between the mechanical properties and the compressive strength that can be counted as appropriate (R2 ≥ 60).
The splitting tensile strengths of the RCCP samples were plotted versus the compressive strength, as displayed in Fig. 8. The following equation was calculated based on this research data:
where: \(f_{t}\) is the splitting tensile strength (MPa), and \(f_{c}^{'}\) is the compressive strength (MPa). A similar relationship for ordinary concrete according to ACI 318–14 [58] is recommended as below:
Figure 8 indicates the data of this research are in the range of Ben et al. 2008 [59]; nonetheless, it seems to be lower than ACI 318–14 2014 [58], and other studies [2, 62].
3.6 Toughness
The three-point bending test is one of the most popular and simple types of toughness tests employing a single edge notched beam (SENB) for the easier method of stable loading by utilizing the universal testing machines. Figure 9 demonstrates the specimen and load configuration for the test. To measure the toughness of samples, the load–deflection curve was employed. In this respect, Eq. (1) was considered to calculate the area under the load–deflection diagram. The test was performed on control, PP-3.0, and PO-3.0 samples as they could present the maximum flexural strength after 28 days of curing. Figure 10a demonstrates the toughness diagram for each sample. As shown in the figure, the maximum load magnitude before fraction can happen for samples containing fibers (polypropylene, polyolefin) which can confirm the flexural strength results. Besides, Fig. 10b indicates the toughness value for the samples. As shown, adding fibers could improve this parameter of modified samples and contribute to high energy absorption capacity. Although the sample containing polyolefin could not contribute to toughness significantly (about 6%), polypropylene could considerably increase it (about 24%) compared to the control sample. The toughness results are in compliance with the literature [11, 63].

Three-point bending test by universal testing machines

Toughness results: a Load–deflection curves, b Toughness (N.mm)
Furthermore, the samples containing fibers could experience more deflection in comparison to the control sample before fracturing. Therefore, it can be concluded that the addition of polypropylene and polyolefin could escalate the ultimate deflection to 20% and 23%, respectively.
4 Conclusions
This study aimed to conduct a laboratory evaluation of the performance of synthetic fibers, including polypropylene and polyolefin, on the mechanical properties of roller-compacted concrete pavement (RCCP). Thus, concrete samples with different dosages of synthetic fibers were prepared and tested. The results discovered the promising point of utilizing macro synthetic fibers in RCCPs. In the following, the findings are elaborated explicitly:
-
Adding fibers could increase the Vebe time significantly, which can be attributed to the network shape of fibers and their high potential in absorbing moisture.
-
Synthetic fibers could increase the flexural strength of all samples with different dosages of fibers, 2.0, 3.0, and 4.0 kg/m3. The highest flexural strength was observed for the samples contained polypropylene with the amount of 2.0 and 3.0 kg/m3 and polyolefin with the amount of 2.0 kg/m3. The synthetic fibers have a constructive influence on the flexural strength of RCCP samples.
-
Compared to the control specimens without fiber additives, polypropylene fiber had a better performance compared to polyolefin fibers in the RCCP mixtures. It may be related to the higher modulus of elasticity of polyolefin over polypropylene.
-
The optimum content of polypropylene and polyolefin fibers in RCCP samples was found as 3.0 kg/m3, according to the mechanical properties, including toughness, compressive, splitting tensile, and flexural strengths.
In conclusion, road designers need various equations to minimize the number of errors and trials of real pilot projects since these projects are costly. Furthermore, extracting new equations in the laboratory trials based on new mix designs could help them to understand the behavior of adding new materials (e.g., macro synthetic fibers) in the plain mixtures (e.g., RCCP) in the small laboratory scales rather than big pilot scales. These studies are a step towards updating codes.
Notes
American Concrete Institute.
Portland Cement Association.
South Carolina Department of Transportation.
References
Modarres, A., Hesami, S., Soltaninejad, M., & Madani, H. (2018). Application of coal waste in sustainable roller compacted concrete pavement-environmental and technical assessment. International Journal of Pavement Engineering, 19, 748–761. https://doi.org/10.1080/10298436.2016.1205747
Hesami, S., Modarres, A., Soltaninejad, M., & Madani, H. (2016). Mechanical properties of roller compacted concrete pavement containing coal waste and limestone powder as partial replacements of cement. Construction and Building Materials, 111, 625–636. https://doi.org/10.1016/j.conbuildmat.2016.02.116
Fakhri, M., & Azami, A. (2017). Evaluation of warm mix asphalt mixtures containing reclaimed asphalt pavement and crumb rubber. Journal of Cleanear Production, 165, 1125–1132. https://doi.org/10.1016/j.jclepro.2017.07.079
Amer, N., Delatte, N., & Storey, C. (1834). Using gyratory compaction to investigate density and mechanical properties of roller-compacted concrete. Journal of the Transportation Research Board, 2003, 77–84.
Williams, S. G. (2014). Construction of roller-compacted concrete pavement in the fayetteville shale play Area, Arkansas. Transportation Research Record, 2408, 47–54. https://doi.org/10.3141/2408-06
Hesami, M., Modarres, S., & Soltaniezhad, A. (2015). Influence of coal waste powder on strength properties of roller compacted concrete pavement. Journal of Transportation Infrastructure Engineering, 1, 1–14.
Muzenski, S., Flores-Vivian, I., Farahi, B., & Sobolev, K. (2020). Towards ultrahigh performance concrete produced with aluminum oxide nanofibers and reduced quantities of silica fume. Nanomaterials. https://doi.org/10.3390/nano10112291
Daniel, J.I., Gopalaratnam, V.S., Galinat, M.A. (2002). State-of-the-art report on fiber reinforced concrete, ACI Committee 544, Report 544, 1R-96, Am. Concr. Institute, Detroit, USA
Pacheco-torgal, F., & Jalali, S. (2011). Cementitious building materials reinforced with vegetable fibres : A review. Construction and Building Materials, 25, 575–581. https://doi.org/10.1016/j.conbuildmat.2010.07.024
Islam, M. M., Siddique, A., Pourhassan, A., Chowdhury, M. A., & Tasnim, J. (2019). Flexural capacity enhancement of timber beams partially confining the principal compression arch using carbon fiber reinforced polymer composites. Transportation Research Record, 2673, 276–285. https://doi.org/10.1177/0361198119851051
Hsie, M., Tu, C., & Song, P. S. (2008). Mechanical properties of polypropylene hybrid fiber-reinforced concrete. Materials Science and Engineering A, 494, 153–157. https://doi.org/10.1016/j.msea.2008.05.037
Sukontasukkul, P., Chaisakulkiet, U., Jamsawang, P., Horpibulsuk, S., Jaturapitakkul, C., & Chindaprasirt, P. (2019). Case investigation on application of steel fibers in roller compacted concrete pavement in Thailand. Case Studies in Constrution Materials, 11, e00271. https://doi.org/10.1016/j.cscm.2019.e00271
Sayyar, M., Soroushian, P., Sadiq, M. M., Balachandra, A., & Lu, J. (2013). Low-cost glass fiber composites with enhanced alkali resistance tailored towards concrete reinforcement. Construction and Building Materials, 44, 458–463.
Yin, S., Tuladhar, R., Shi, F., Combe, M., Collister, T., & Sivakugan, N. (2015). Use of macro plastic fibres in concrete : A review. Construction and Building Materials, 93, 180–188. https://doi.org/10.1016/j.conbuildmat.2015.05.105
Bayasi, Z., & McIntyre, M. (2002). Application of fibrillated polypropylene fibers for restraint of plastic shrinkage cracking in silica fume concrete. Mater. J., 99, 337–344.
Ros, P. S., & Zerbino, R. (2016). Creep and residual properties of cracked macro-synthetic fibre reinforced concretes. Magazine of Concrete Research, 68, 197–207.
Afroughsabet, V., Biolzi, L., & Ozbakkaloglu, T. (2016). High-performance fiber-reinforced concrete : A review. Journal of Materials Science, 51, 6517–6551. https://doi.org/10.1007/s10853-016-9917-4
Mo, K. H., Yap, K. K. Q., Alengaram, U. J., & Jumaat, M. Z. (2014). The effect of steel fibres on the enhancement of flexural and compressive toughness and fracture characteristics of oil palm shell concrete. Construction and Building Materials, 55, 20–28.
Camille, C., Kahagala Hewage, D., Mirza, O., Mashiri, F., Kirkland, B., & Clarke, T. (2021). Performance behaviour of macro-synthetic fibre reinforced concrete subjected to static and dynamic loadings for sleeper applications. Construction of Building Materials, 270, 121469. https://doi.org/10.1016/j.conbuildmat.2020.121469
Lahucik, J., Dahal, S., Roesler, J., & Amirkhanian, A. N. (2017). Mechanical properties of roller-compacted concrete with macro-fibers. Construction and Building Materials, 135, 440–446. https://doi.org/10.1016/j.conbuildmat.2016.12.212
Saidani, M., Saraireh, D., & Gerges, M. (2016). Behaviour of different types of fibre reinforced concrete without admixture. Engineering Structures, 113, 328–334. https://doi.org/10.1016/j.engstruct.2016.01.041
Yazici, Ş, Mardani-Aghabaglou, A., Tuyan, M., & Üte, A. A. (2015). Mechanical properties and impact resistance of roller-compacted concrete containing polypropylene fibre. Magazine of concrete research, 67(16), 867–875. https://doi.org/10.1680/macr.14.00242
Madhkhan, M., Azizkhani, R., & Torki Harchegani, M. E. (2012). Effects of pozzolans together with steel and polypropylene fibers on mechanical properties of RCC pavements. Construction and Building Materials, 26, 102–112. https://doi.org/10.1016/j.conbuildmat.2011.05.009
Hasan, M. J., Afroz, M., & Mahmud, H. M. I. (2011). An experimental investigation on mechanical behavior of macro synthetic fiber reinforced concrete. International Journal of Civil and Environmental Engineering., 11, 18–23.
Fallah, S., & Nematzadeh, M. (2017). Mechanical properties and durability of high-strength concrete containing macro-polymeric and polypropylene fibers with nano-silica and silica fume. Construction and Building Materials, 132, 170–187. https://doi.org/10.1016/j.conbuildmat.2016.11.100
Hesami, S., Hikouei, I. S., & Emadi, S. A. A. (2016). Mechanical behavior of self-compacting concrete pavements incorporating recycled tire rubber crumb and reinforced with polypropylene fiber. Journal of Cleaner Production, 133, 228–234. https://doi.org/10.1016/j.jclepro.2016.04.079
Yew, M. K., Mahmud, H. B., Ang, B. C., & Yew, M. C. (2015). Influence of different types of polypropylene fibre on the mechanical properties of high-strength oil palm shell lightweight concrete. Construction and Building Materials, 90, 36–43. https://doi.org/10.1016/j.conbuildmat.2015.04.024
Afroughsabet, V., & Ozbakkaloglu, T. (2015). Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Construction and Building Materials, 94, 73–82. https://doi.org/10.1016/j.conbuildmat.2015.06.051
Harrington, D., Abdo, F., Adaska, W., Hazaree, C. V., Ceylan, H., & Bektas, F. (2010). Guide for roller-compacted concrete pavements, National Concrete Pavement Technology Center
Fakhri, M., & Saberi, F. (2016). K, The effect of waste rubber particles and silica fume on the mechanical properties of Roller Compacted Concrete Pavement. Journal of Cleaner Production, 129, 521–530. https://doi.org/10.1016/j.jclepro.2016.04.017
American Society for Testing Materials. (2014). Standard test method for sieve analysis of fine and coarse aggregates. C136. West Conshohocken, PA: ASTM International.
American Society for Testing Material. (2012). Standard test methods for laboratory compaction characteristics of soil using modified effort. D1557. West Conshohocken, PA: ASTM International.
ASTM C1176-92. (1998). Standard practice for making roller-compacted concrete in cylinder molds using a vibrating table. ASTM C1176-92. West Conshohocken, PA, USA: ASTM International.
American Society for Testing and Materials. (2008). Standard test method for determining consistency and density of roller-compacted concrete using a vibrating table. ASTM C1170/C1170M–08. West Conshohocken, Pennsylvania, USA: ASTM Standards.
American Society for Testing and Materials. (2011). Standard test method for compressive strength of cylindrical concrete specimens. ASTM C39/C39M–11a. West Conshohocken, PA, USA: ASTM Standards.
Hung, C.-H., Chen, W.-T., Sehhat, M. H., & Leu, M. C. (2021). The effect of laser welding modes on mechanical properties and microstructure of 304L stainless steel parts fabricated by laser-foil-printing additive manufacturing. International Journal of Advanced Manufacturing Technology, 112, 867–877. https://doi.org/10.1007/s00170-020-06402-7
ACI 325–10R-95, State-of-the-art report on roller-compacted concrete pavements, (2001) 32 pp.
Vahedifard, F., Nili, M., & Meehan, C. L. (2010). Assessing the effects of supplementary cementitious materials on the performance of low-cement roller compacted concrete pavement. Construction and Building Material., 24, 2528–2535. https://doi.org/10.1016/j.conbuildmat.2010.06.003
Soroushian, P., Plasencia, J., & Ravanbakhsh, S. (2003). Assessment of reinforcing effects of recycled plastic and paper in concrete. ACI Materials Journal, 100, 203–207.
Campione, G. (2006). Influence of FRP wrapping techniques on the compressive behavior of concrete prisms. Cement and Concrete Composites, 28, 497–505. https://doi.org/10.1016/j.cemconcomp.2006.01.002
Aulia, T. B. (2002). Effects of polypropylene fibers on the properties of high-strength concretes. Lacer., 7, 43–59.
Han, C., Hwang, Y., Yang, S., & Gowripalan, N. (2005). Performance of spalling resistance of high performance concrete with polypropylene fiber contents and lateral confinement. Cement and Concrete Research, 35(1747), 1753. https://doi.org/10.1016/j.cemconres.2004.11.013
Kim, B., Boyd, A. J., Kim, H.-S., & Lee, S.-H. (2015). Steel and synthetic types of fibre reinforced concrete exposed to chemical erosion. Construction and Building Material., 93, 720–728. https://doi.org/10.1016/j.conbuildmat.2015.06.023
Shafigh, P., Jumaat, M. Z., Bin Mahmud, H., & Hamid, N. A. A. (2012). Lightweight concrete made from crushed oil palm shell: Tensile strength and effect of initial curing on compressive strength. Construction and Building Material., 27, 252–258. https://doi.org/10.1016/j.conbuildmat.2011.07.051
Kosmatka, S., Kerkhoff, B., Panarese, W. (2002). Design and Control of Concrete Mixtures
Zhang, P., Yang, Y., Wang, J., Hu, S., Jiao, M., & Ling, Y. (2020). Mechanical properties and durability of polypropylene and steel fiber-reinforced recycled aggregates concrete (FRRAC): A review. Sustainability, 12, 1–28. https://doi.org/10.3390/su12229509
Wölfel, E., Brünig, H., Curosu, I., Mechtcherine, V., & Scheffler, C. (2021). Dynamic single-fiber pull-out of polypropylene fibers produced with different mechanical and surface properties for concrete reinforcement. Materials, 14(4), 722. https://doi.org/10.3390/ma14040722
Soltaninejad, M., Soltaninejad, M., Moshizi, M. K., Sadeghi, V., & Jahanbakhsh, P. (2021). Environmental-friendly mortar produced with treated and untreated coal wastes as cement replacement materials. Clean Technologies and Environmental Policy, 23(10), 2843–2860. https://doi.org/10.1007/s10098-021-02204-x
Gauthier, P., Marchand, J. (2005) Design and construction of roller compacted concrete pavements in Quebec, … ), Assoc. Bét. Québec Assoc. http://scholar.google.com/scholar?hl=en&btnG=Search&q=intitle:Design+and+Construction+of+Roller+Compacted+Concrete+Pavements+in+Quebec#0
Beglarigale, A., & Yazıcı, H. (2015). Pull-out behavior of steel fiber embedded in flowable RPC and ordinary mortar. Construction and Building Materials, 75, 255–265. https://doi.org/10.1016/j.conbuildmat.2014.11.037
Luiz, A., & Pereira de Oliveira, J. C. G. P. (2011). Physical and mechanical behaviour of recycled PET fibre reinforced mortar. Construction and Building Materials, 25, 1712–1717. https://doi.org/10.1016/j.conbuildmat.2010.11.044
Mazaheripour, H., Ghanbarpour, S., Mirmoradi, S. H., & Hosseinpour, I. (2011). The effect of polypropylene fibers on the properties of fresh and hardened lightweight self-compacting concrete. Construction and Building Materials, 25(1), 351–358. https://doi.org/10.1016/j.conbuildmat.2009.06.017
Ochi, T., Okubo, S., & Fukui, K. (2007). Development of recycled PET fiber and its application as concrete-reinforcing fiber. Cemente and Concreate. Composites, 29, 448–455. https://doi.org/10.1016/j.cemconcomp.2007.02.002
Wang, J., Dai, Q., Si, R., & Guo, S. (2019). Mechanical, durability, and microstructural properties of macro synthetic polypropylene (PP) fiber-reinforced rubber concrete. Journal of Cleaner Production, 234, 1351–1364. https://doi.org/10.1016/j.jclepro.2019.06.272
Lee, J. H., Cho, B., Choi, E., & Kim, Y. H. (2016). Experimental study of the reinforcement effect of macro-type high strength polypropylene on the flexural capacity of concrete. Construction and Building Materials, 126, 967–975. https://doi.org/10.1016/j.conbuildmat.2016.09.017
Foti, D. (2011). Preliminary analysis of concrete reinforced with waste bottles PET fibers. Construction and building materials, 25(4), 1906–1915. https://doi.org/10.1016/j.conbuildmat.2010.11.066
Taylor, P.C., Voigt, G. F.(2007). Integrated Materials and Construction Practices for Concrete Pavement: A State-of-the-Practice Manual | Local Roads Compendium, 2007. http://localroads.wisc.edu/content/706.
ACI 318–14, Building Code Requirements for Structural Concrete and Commentary, ACI Committee 318, American Concrete Institute, Farmington Hills, MI, USA, pp. 316., 2014.
Zdiri, M., Ben Ouezdou, M., & Neji, J. (2008). Theoretical and experimental study of roller-compacted concrete strength. Magazine of Concrete Research, 60(7), 469–474. https://doi.org/10.1680/macr.2007.00002
Zdiri, M., Abriak, N. E., Ouezdou, M. B., & Neji, J. (2009). The use of fluvial and marine sediments in the formulation of roller compacted concrete for use in pavements. Environmental technology, 30(8), 809–815. https://doi.org/10.1080/09593330902990097
Nikbin, I. M., Beygi, M. H. A., Kazemi, M. T., Amiri, J. V., Rabbanifar, S., Rahmani, E., & Rahimi, S. (2014). A comprehensive investigation into the effect of water to cement ratio and powder content on mechanical properties of self-compacting concrete. Construction and Building Materials, 57, 69–80. https://doi.org/10.1016/j.conbuildmat.2014.01.098
Rahmani, E., Sharbatdar, M. K., & Beygi, M. H. A. (2020). A comprehensive investigation into the effect of water to cement ratios and cement contents on the physical and mechanical properties of Roller Compacted Concrete Pavement (RCCP). Construction and Building Materials, 253, 119177. https://doi.org/10.1016/j.conbuildmat.2020.119177
Yang, J. M., Min, K. H., Shin, H. O., & Yoon, Y. S. (2012). Effect of steel and synthetic fibers on flexural behavior of high-strength concrete beams reinforced with FRP bars. Composites Part B: Engineering, 43(3), 1077–1086. https://doi.org/10.1016/j.compositesb.2012.01.044
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Rights and permissions
About this article

Cite this article
Jahanbakhsh, P., Saberi K, F., Soltaninejad, M. et al. Laboratory Investigation of Modified Roller Compacted Concrete Pavement (RCCP) Containing Macro Synthetic Fibers. Int. J. Pavement Res. Technol. 16, 745–759 (2023). https://doi.org/10.1007/s42947-022-00161-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42947-022-00161-2