
Abstract
The present paper deals with the development of cellular light weight bricks using bio-briquette ash. The necessary physical and chemical tests were conducted on a bio-briquette ash sample to investigate its suitability for the development of bricks. Physico-mechanical, durability and thermal conductivity tests were conducted on cellular light weight bio-briquette ash bricks that fulfilled the requirements of Indian standard. The test results of cellular light weight bio-briquette ash bricks were compared with commercially available fly ash bricks. With reference to fly ash bricks, the cellular light weight bio-briquette ash bricks were found 43 % light in weight, having 13 % higher compressive strength and resulted in 66 % lesser thermal conductivity. A small scale model room (1 m × 1 m × 1 m) made up of fly ash bricks was designed. A similar built form for the cellular light weight bio-briquette ash bricks was also modelled. Both the models were analysed for indoor temperature control and cost. When compared with fly ash model room, cellular light weight bio-briquette ash brick model resulted in a 6 % better indoor temperature control and 29 % cost savings. Thus, the developed cellular light weight bio-briquette ash bricks were found suitable as an alternate construction material for non-load bearing walls.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
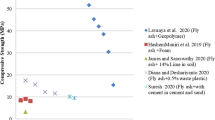
Various masonry products have been developed and are being used nowadays, which improves the functional performance of the buildings. The conventionally used masonry products, i.e. burnt clay and fly ash bricks are getting replaced by newer, light weight, thermally insulating products like cellular light weight bricks. Marunmale and Attar (2014) developed cellular lightweight blocks (CLW) using cement, fly ash (FA), foam and tested as per standards (IS 3495: 1992, IS 12894: 2000). The compressive strength was obtained as 3.3 N/mm2 for the density of 1400 kg/m3. The feasibility analysis of a wall built in rat-trap bond with CLW blocks showed significant cost and thermal insulation benefits. Mustapure and Eramma (2014) developed fly ash cellular lightweight concrete blocks. The developed blocks were water and steam cured separately. Its effect on various physico-mechanical properties (IS 2185: 2008) like block density, compressive strength, thermal conductivity, water absorption, and drying shrinkage were evaluated. While thermal conductivity and drying shrinkage showed the same results for both water and steam curing. Sood and Kumar (2013) developed CLW blocks using cement, FA and sand with the addition of accelerating admixture (aluminium and calcium chloride). The compressive strength of blocks of density 800 and 1000 kg/m3 was reported as 2.4 and 3.07 MPa, respectively. The effect of accelerating admixture resulted in the reduction of demolding time for blocks by 50 %. The casting of cellular lightweight concrete with the controlled density of 800 kg/m3 was carried out using Portland cement (OPC), FA, natural zeolite (NZ) and foam (Jitchaiyaphum et al. 2013). The OPC was replaced with FA and NZ from 0 to 30 wt%. The addition of 10 wt% FA and NZ resulted in an increase in the 28 days compressive strength by 113 and 140 %, respectively as compared with control mix without any additive. For the development of bricks using locally available alternate raw material several researchers attempted various by-products like waste glass powder (Venkatesan and Sakthieswaran 2015), sugarcane baggase ash (SBA) (Singh and Kumar 2015; Madurwar et al. 2014), wood fibre waste (WFW), rice husk ash (RHA), and limestone powder waste (LPW) (Torkaman et al. 2014), bottom ash (Carrasco et al. 2014), recycled paper mill residue (RPMR) and RHA (Raut et al. 2013), clay and fine wastes (Kavas 2006). The study is summarised in Table 1.
The studied literature reveals that the limited study was reported on the development of cellular light weight masonry product using alternate raw material. Bio-briquetting is the process of converting agricultural waste (soybeans, cotton, sawdust, etc.) into high density and energy concentrated fuel briquettes that are used in different industrial boiler applications. In Maharashtra (India), there are more than 350 briquetting units. Each unit produces approximately 200–250 t of briquettes, resulting in 7000 t of briquette ash production per month (Visviva 2014). The growing demand of bio-briquette will for sure generate large quantum of bio-briquette ash (BBA) that can be effectively managed.
The present paper focuses on the development and performance assessment of cellular light weight bricks using BBA. Physico-mechanical, durability and thermal properties of the developed product were evaluated using standard laboratory tests. The techno-economic comparative study for the developed CLW-BBA bricks and fly ash bricks was reported. Two small-scale model rooms with considered CLW-BBA bricks and fly ash bricks were further analysed for indoor temperature control and cost analysis.
Materials and methods
The constituent materials used for CLW-BBA brick development were 53 grade ordinary Portland cement (IS 12269: 2013), bio-briquette ash samples collected from the locally available industry (Shree Baidyanath Ayurved Bhawan Pvt. Ltd., Nagpur) and foaming agent as per requirements of IS 9103: 1999.
Tests on raw material
The BBA underwent physical tests (sieve analysis, specific gravity and soundness tests), chemical characterization, X-ray diffraction (XRD), thermo-gravimetric differential thermal analysis (TG/DTA) and scanning electron microscope (SEM) examinations to determine its nature and constituent compounds.
Specific gravity testing for BBA and cement was conducted as per IS 2720 (3): 1980. The particle size distribution of the BBA was determined as per IS 2720 (4): 1985. The soundness test was performed by the autoclave expansion method for BBA samples (IS 3812 (1): 2003). An X-ray fluorescence spectrometer (XRF, Philips, PW 1840) was used for chemical characterization. Using copper (Cu) as an X-ray source the X-ray diffraction pattern was recorded on a model XRD—Philips X’Pert Pro with a scan rate of 2°/min. XRD patterns were scanned in steps of 0.0170 for the diffraction angle ranging from 10° to 100° of 2θ. The microstructural analysis of BBA sample was analysed using JSM-6380A scanning electron microscope. The thermo-gravimetric differential thermal analysis was conducted using Mettler, TA 4000 apparatus, for evaluating the thermal stability of BBA.
Development of CLW-BBA bricks
The cellular light weight bricks were produced in an automated plant. The CLW-BBA bricks were made of dimensions 300 × 150 × 100 mm (Fig. 1). The dry ingredients, cement and ash were thoroughly mixed in a mechanical mixer with 1:3 proportions. Then around 60–70 L of water was added to 150 kg of cement and mixing was continued. The commercially available foaming agent made up of hydrolyzed protein base with foam stabilisers, metal salts, highly surface-active flurotensides and compensating agents was used. The foaming agent (0.7 L), water (30 L) and compressed air were mixed in a foam generator. The foam is mixed at the density of 58 kg/m3. The CLW bricks were cast with the desired wet density of 1200 kg/m3. It was mixed to make a uniform consistency. The obtained mix was further checked for desired density and then poured into the mould. After 24 h, bricks were taken out from the moulds. All the brick samples were kept for 1-day air drying followed by the intermediate curing.

Developed CLW-BBA brick
Tests on developed CLW-BBA bricks
Various tests (dry density, compressive strength, water absorption and efflorescence) on the developed product were conducted as per IS 2185 (4): 2008 standard. Three bricks were subjected to the brick density test, eight bricks for compressive strength, three bricks each for water absorption, drying shrinkage test, thermal conductivity estimation and the average value were reported.
The durability tests, namely chloride, sulphate content and carbonation test were conducted. The chloride and sulphate present in the brick samples were experimentally estimated by the laboratory titration method [ASTM C1218 (ASTM 2008)] and the spectrophotometer test as per IS 3025 (Part 24): 2003, respectively. The effect of carbonation was measured by a phenolphthalein test. Lee’s disc apparatus was used to estimate the thermal conductivity of the brick.
The indoor temperature performance of the developed CLW-BBA brick model room was compared with the commercially available fly ash brick model room of same dimension, orientation and openings. The indoor temperature analysis was carried out using Ecotect simulation software for Nagpur, India (Composite climate). The geographic location has varying seasonal conditions as rainy (June–September), winter (October–January) and summer (February–May). As the outdoor temperature is predominantly higher above the comfort zone (48 °C, Krishi Vigyan Kendra 2015), the indoor temperature of model rooms was analysed. A single room model (1 m × 1 m × 1 m) facing north (Raut et al. 2014) was built in Ecotect. One door of size 0.3 m × 0.7 m on the north and one window each of size 0.3 m × 0.3 m on remaining three sides was considered for both model rooms. The total area of opening were 0.27 m2 excluding door areas (SP 7: 2005, National building code of India). The wall thickness for model rooms was 120 mm (considering 10 mm plaster on both sides). The handbook on functional requirements of buildings (other than industrial buildings) specified the comfort range of temperature as 18–27 °C (SP 41: 1987). Hours within the comfortable temperature [18–27 °C, (SP 41: 1987)] in a year were estimated for the developed CLW-BBA brick and commercially available fly ash brick model room.
Results and discussion
The various raw material tests were carried out, namely, specific gravity, particle size distribution, chemical characterization (XRF), XRD, SEM, TG/DTA. The specific gravity of the collected BBA sample was observed lower as compared to cement (Table 2). The particle size distribution (Fig. 2) showed 85 % of the tested sample in the category of sand (Zone II, IS 383: 1970, Table 3). The XRF test resulted the chemical composition of BBA (Table 4) indicating the hydraulic and pozzolanic properties of the material (IS 3812 (1): 2003). Hydraulic materials react directly with water to form cementitious material, while pozzolanic materials chemically react with calcium hydroxide, a soluble reaction product, in the presence of moisture to form compounds possessing cementing properties (Neuwald 2004). The XRD pattern (Fig. 3) implied the crystalline nature of the BBA. The XRD pattern showed predominantly the crystalline components as quartz (SiO2), ferric oxide (Fe2O3), and calcite (CaCO3). The SEM image for BBA clearly indicated plenty of fine pores in the sample (Fig. 4).

Particle size distribution of BBA

XRD pattern of BBA

SEM image of BBA
The TG/DTA (Fig. 5) results confirmed the thermal stability until 666 °C. The TG curve indicated first mass loss of approximately 3.2 % due to the presence of moisture in the sample. Subsequently, the material exhibits stable behaviour with minimal weight loss. Another weight loss of 1.005 % occurred due to burning of organic matter and the degradation of organic compound was observed in this range. In DTA curve, an endothermic peak occurred because of loss of moisture due to excess heat.

TG/DTA curve of BBA
The result for CLW-BBA brick and FA brick is reported in Table 5. The wet density of 1200 kg/m3 resulted in the dry density of 1000 kg/m3. IS 2185 (4): 2008 recommended the average compressive strength of bricks having a dry density of 1000 kg/m3 as 3.5 MPa. The average of 8 brick samples showed that all the values were above minimum average compressive strength as 3.58 MPa. Wherein, water absorption was estimated as 12 %. The thermal conductivity of the brick tested according to Lee’s disc apparatus was estimated as 0.35 W/mK. The SEM image (Fig. 6) of CLW-BBA brick showed the porous structure which makes it light in weight and thermally insulating material. Thus, the developed CLW-BBA bricks meet the criterion of IS 2185 (4): 2008.

SEM image of CLW-BBA brick
Durability test
Chloride, sulphate and carbonation tests were conducted for CLW-BBA brick samples. The allowable chloride content of the concrete or mortar containing non-embedded metal is 3 kg/m3 (IS 456: 2000). The observed maximum chloride concentration was 0.0087 kg/m3 for CLW-BBA brick. The sulphate concentration in the extracted sample was obtained by spectrophotometer test (IS 3025 (Part 24): 2003). The total water-soluble sulphate content of the concrete mix should not exceed 4 % by mass of cement (133 PPM) in the mix in terms of SO3. The obtained results gave the sulphate concentration in extracting water as 86.8 PPM for CLW-BBA brick. According to RILEM publications for the carbonation test, 1 % phenolphthalein was used in 70 % ethyl alcohol. The phenolphthalein solution was lightly sprayed onto a freshly exposed surface of the sample. If the concrete is carbonated, it remains uncoloured. The pink colour indicates that enough Ca(OH)2 is present and is carbonated to a lesser extent (Shetty 2013). The surface colour of the CLW-BBA brick was pink; therefore, it was unaffected by environmental CO2. These test results indicate that the bricks developed by BBA are durable and resistant to weathering.
Comparative analysis of commercially available fly ash brick and CLW-BBA brick
Physico-mechanical performance
The physico-mechanical test results for the developed CLW-BBA bricks and FA bricks are reported in Table 5. The density, water absorption and thermal conductivity of the developed CLW-BBA bricks are 43, 18 and 66 % lesser than the FA bricks, respectively. The average compressive strength is 13 % more for CLW-BBA bricks than that of FA bricks. While estimated cost of brickwork per cubic meter showed 24 % saving in case of CLW-BBA bricks over FA bricks.
Indoor temperature performance
The thermal conductivity of CLW-BBA brick is 66 % lesser than FA brick. This resulted in an increase of thermal resistance by 40 %, thus, restricting heat gain inside the building. The lower thermal transmittance value of CLW-BBA brick wall represents a lesser heat transfer as compared to FA brick wall (Table 6). The annual temperature distribution for both the model rooms is shown in Figs. 7 and 8. The CLW-BBA brick model (Fig. 7) showed 4585 h (52.3 %) of a year within the comfort range i.e. 18–27 °C. While, the annual temperature distribution for FA brick model demonstrated 4439 h (50.70 %) of a year within the comfort range.

Ecotect output for annual temperature distribution of CLW-BBA brick model

Ecotect output for annual temperature distribution of fly ash brick model
The CLW-BBA brick model provides 3 % more comfort (area below 27 °C) than the FA brick model due to its lower heat conduction and porous nature. In addition, hours above 27 °C are reduced by 3 % for the model room with CLW-BBA brick. Thus, overall temperature control for a year is 6 % less for CLW-BBA brick model as compared to the FA brick model.
Cost analysis
The quantity estimate for CLW-BBA bricks and FA brick model room was carried out (Table 7). The table shows the percentage saving in brickwork for the materials used in the model room (1 m × 1 m × 1 m) (without plaster quantity). The required number of CLW-BBA bricks decreased by 56 % as compared to FA bricks. Also, the use of CLW-BBA bricks resulted in 37 and 39 % savings in the cement and sand, respectively. Overall, the use of CLW-BBA brick saves the approximately 29 % cost of brickwork as compared to the commercially available FA bricks. The total weight of brickwork per cubic meter for FA and CLW-BBA bricks was estimated as 2063 and 1355 kg, respectively, resulting in 34 % reduction in dead load of CLW-BBA brickwork.
Conclusion
The CLW-BBA bricks were developed, analysed and compared to the FA bricks. The density, compressive strength and thermal conductivity of developed CLW BBA bricks were 43 % less, 13 % more and 66 % less compared to commercially available FA bricks, respectively. For a CLW-BBA brick model, 6 % control in indoor temperature and 29 % savings in the cost was estimated compared to the FA brick model. In addition to cost effectiveness, the CLW-BBA brick work resulted in the 34 % weight reduction per cum. For the multi-storied structures to bring down the dead load, thermal load and faster delivery of construction process, the CLW-BBA brick masonry shall be effective over FA brick masonry.
References
American Society for Testing and Materials International, ASTM C 1218-92. Standard test method for water-soluble chloride in mortar and concrete
American Society for Testing and Materials International, ASTM C67 (2003) Standard test methods for sampling and testing brick and structural clay tile. Annual Book of ASTM Standards, Philadelphia
American Society for Testing and Materials International, ASTM C642 (2006) Standard test method for density, absorption, and voids in hardened concrete. Annual Book of ASTM Standards, Philadelphia
American Society for Testing and Materials International, ASTM C109 (2012) Standard test method for compressive strength of hydraulic cement mortars (using 2-in. or [50 mm] cube specimens). Annual Book of ASTM Standards, Philadelphia
Bureau of Indian Standard (BIS) (1993) Burnt clay fly ash building brick specification. IS: 13767, New Delhi
Bureau of Indian Standard (BIS) (2000) Pulverized fuel ash–lime bricks-specification. IS: 12894, New Delhi
Bureau of Indian Standard (BIS) (2003) Methods of sampling and testing (physical and chemical) for water. IS: 3025 Part 24, New Delhi
Bureau of Indian Standards (BIS) (1970) Specification for coarse and fine aggregates from natural sources for concrete [CED 2: Cement and Concrete. IS: 383, New Delhi
Bureau of Indian Standards (BIS) (1980) Reaffirmed 2002. Determination of specific gravity. IS: 2720 Part 3, New Delhi
Bureau of Indian Standards (BIS) (1985) Reaffirmed 2006. Methods of test for soils, grain size analysis. IS: 2720 Part 4, New Delhi
Bureau of Indian Standards (BIS) (1987) Handbook on functional requirements of buildings (other than industrial buildings). SP 41, (parts 1–4), New Delhi
Bureau of Indian Standards (BIS) (1992a) Methods of tests of burnt clay building bricks—determination of compressive strength [third revision]. IS: 3495 Part-I, New Delhi
Bureau of Indian Standards (BIS) (1992b) Methods of tests of burnt clay building bricks—determination of water absorption [third revision]. IS: 3495 Part-II, New Delhi
Bureau of Indian Standards (BIS) (1992c) Methods of tests of burnt clay building bricks—determination of efflorescence [third revision]. IS: 3495 Part-III, New Delhi
Bureau of Indian Standards (BIS) (1992d) Specifications for common burnt clay building bricks [fifth revision]. IS: 1077, New Delhi
Bureau of Indian Standards (BIS) (1999) Specification for concrete admixtures [CED 2: Cement and Concrete]. IS 9103, New Delhi
Bureau of Indian Standards (BIS) (2000) Plain and reinforced concrete-code of practice [fourth revision]. IS: 456, New Delhi
Bureau of Indian Standards (BIS) (2003) Specification for fly ash for use as pozzolana and admixture. IS 3812, New Delhi
Bureau of Indian Standards (BIS) (2005) National building code of India. SP 7, New Delhi
Bureau of Indian Standards (BIS) (2008) Concrete masonry units. Part 4: preformed foam cellular concrete blocks. CED 53: Cement Matrix Products. IS 2185 (4), New Delhi
Bureau of Indian Standards (BIS) (2013) 53 Grade ordinary portland cement. IS: 12269, New Delhi
Carrasco B, Cruz N, Terrados J, Corpas FA, Pérez L (2014) An evaluation of bottom ash from plant biomass as a replacement for cement in building blocks. Fuel 118:272–280
EN 772-13 (2001) Methods of test for masonry units—part 13: determination of net and gross dry density of masonry units
EN 772-1 (2011) Methods of test for masonry units—part 1: determination of compressive strength
EN 772-16 (2011) Methods of test for masonry units—part 16: determination of dimensions
EN 772-18 (2011) Methods of test for masonry units—part 18: determination of freeze–thaw resistance of calcium silicate masonry units
EN 772-21 (2011) Methods of test for masonry units—part 21: determination of water absorption of clay and calcium silicate masonry units by cold water absorption
Jitchaiyaphum K, Sinsiri T, Jaturapitakkul C, Chindaprasirt P (2013) Cellular lightweight concrete containing high-calcium fly ash and natural zeolite. Int J Miner Metall Mater 20(5):462. doi:10.1007/s12613-013-0752-1
Kavas T (2006) Use of boron waste as a fluxing agent in production of red mud brick. Build Environ 41:1779–1783
KVK, Krishi Vigya Kendra, CICR, Nagpur. http://kvknagpur.org.in/aboutnagpur.html. Assessed 27 Nov 2015
Madurwar M, Mandavgane S, Ralegaonkar R (2014) Development and feasibility analysis of bagasse ash bricks. Energy Eng 141:04014022. doi:10.1061/(ASCE)EY.1943-7897.0000200
Marunmale AK, Attar AC (2014) Designing, developing and testing of cellular lightweight concrete brick (CLC) wall built in rat-trap bond. Curr Trends Technol Sci 3(4):331–336
Mustapure N, Eramma H (2014) Experimental investigation on cellular lightweight concrete blocks for varying grades of density. Int J Adv Technol Eng Sci 2(8):10
Neuwald AD (2004) Supplementary cementitious materials, part I: pozzolanic SCMs, September/October 2004
Raut SP, Ralegaonkar RV, Mandavgane SA (2013) Utilization of recycle paper mill residue and rice husk ash in production of light weight bricks. J Arch Civ Mech Eng I 3:269–275
Raut SP, Mandavgane SA, Ralegaonkar RV (2014) Application of small-scale experimental models for thermal comfort assessment of sustainable building materials. Int J Civ Eng Trans A: Civ Eng 12(4):1–8
RlLEM Publications (1988) Measurement of hardened concrete carbonation depth. CPC18: 3, France
Shetty MS (2013) Concrete technology—theory and practice. S. Chand Publishing, New Delhi
Singh A, Kumar P (2015) Light weight cement-sand and bagasse ash bricks. Int J Innov Res Sci Technol 1(12):284–287
Sood V, Kumar A (2013) Effect of additives on the development of non autoclaved cellular light weight blocks. Int J IT Eng Appl Sci Res 2(5):28–31
Torkaman J, Ashori A, Momtazi A (2014) Using wood fiber waste, rice husk ash, and limestone powder waste as cement replacement materials for lightweight concrete blocks. Constr Build Mater 50:432–436
TSE 4790 (1986) Turkish standard test method for common bricks and roofing tile clays. Turkish Standards Institute, Ankara
TSE 705 (1979) (1979) Turkish standard test method for solid bricks and vertically perforated bricks. Turkish Standards Institute, Ankara
Venkatesan B, Sakthieswaran N (2015) Experimental studies on waste glass powder in manufacturing of fly ash bricks. Int J Innov Res Dev 4(4):332–337
Visviva Renewable Energy. www.vvenergy.com/biomass_briquetting.html. Assessed 7 Dec 2014
Acknowledgments
The authors are thankful to the Celicon Building Systems Pvt. Ltd., Nagpur for extending plant facility.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sakhare, V.V., Ralegaonkar, R.V. Development and investigation of cellular light weight bio-briquette ash bricks. Clean Techn Environ Policy 19, 235–242 (2017). https://doi.org/10.1007/s10098-016-1200-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-016-1200-5