
Abstract
The aim of this study was to increase the efficiency of rapeseed oil recovery by pressure shockwaves and to asses the changes related to energetical utilization of the seedcake obtained. Mass balances and several design parameters (along with their manifestations on the seedcake) were analyzed to allow further optimization of the technology. It was found that the use of pressure shockwaves, in combination with the mechanical expeller, may increase oil yields up to the theoretical 100 % maximum, or alternatively reduce expeller energy requirements while maintaining the same oil yield. Decreased amounts of oil in the seedcake correlate with reduced amounts of volatile matter, which means lower quantities of hazardous fumes generated during direct combustion. In addition, higher levels of seedcake disintegration accelerated the biogas production.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Demand for rapeseed oil continues to rise especially due to its use for biodiesel production (Santori et al. 2012; Salvi and Panwar 2012). Conventional methods are based on crushing, or alternatively supported by enzymatic processes (Fernández et al. 2012; Newkirk et al. 2009). Also, technologies based on organic solvents, especially hexane, were in commercial operation for a long time (Rosenthal et al. 1996). In recent decades, oil extraction has further advanced in the field of supercritical conditions, like supercritical fluid extraction (Fornari et al. 2012; Reverchon 1997), immobilized lipase in supercritical carbon dioxide (Rezaei and Temelli 2001), high-pressure carbon dioxide explosion (Dong and Walker 2008), or compressed propane (Pederssetti et al. 2011). However, the supercritical conditions make the oil extraction expensive due to increased cost on machinery, energy, and sometimes also additional chemicals. In Germany, there are a large number of small- and medium-sized oil mills, with a capacity of 0.5 and 25 ton day−1 with full pressing operations. Using supercritical conditions requires larger facilities, so mills in Germany do not use further solvent extraction (Guderjan et al. 2007). The application of pulsed electric field is a non-thermal food processing technology, which has also received increased recent interest. Once an external electric field can induce critical potential across the cell membrane, this leads to breakdown and local structural changes of the cell walls, which increase the permeability. Application of pressure shockwaves (Ammar et al. 2010; Grémy-Gros et al. 2009; Guderjan et al. 2007; Rizun et al. 2004; Lee et al. 2003; Kotov et al. 2000; Itow et al. 1998) seems to be another promising technology for the forthcoming period, but there is still not enough findings enabling its development in a commercial scale.
It was hypothesized that it would be beneficial to study rapeseed oil extraction processes enhanced by pressure shockwave including various process parameters, mass flow, etc. In addition, it was hypothesized that it would be appropriate to study the possible changes in relation to the most common methods of its use (direct combustion, charcoal production, and anaerobic fermentation).
Materials and methods
Rodeo variety rapeseed was gathered after the harvest on 2nd of August 2011 in Dub (Czech Republic, GPS: 49°45′19″S, +14°79′38″E, 606 mm rainfalls, average temperature 7.4 °C, elevation 458 m above the sea level, 5 years after previous rapeseed). Loamy soil, pH 5.9, P = 103.2 mg kg−1, K = 177.4 mg kg−1 was fertilized by 150 kg of urea (46 % N) ha−1, which represented 70 kg N ha−1, 100 kg superphosphate (20 %) ha−1 representing 20 kg P2O5 ha−1, and 120 kg potassium salt (60 %) ha−1 representing 72 kg K2O ha−1. 0.5 M seeds ha−1 provided 42 plants m−2, with yield of 3.5 t ha−1, weight per 1,000 seeds 5.05 ± 0.1 g, volatile solids (VS) 94.3 %, oil 46.4 ± 0.3 % VS, bulk laid: 704.6 ± 23.3 g L−1, labile pool 1 of carbon 3.1 %, labile pool 2 of carbon 44.7 %, seed 22.052 ± 0.059 MJ kg−1, oil 33.659 ± 0.082 MJ kg−1 (all n = 12, α = 0.05). The seeds were dried and stored in an opened perforated textile bag in a dry, shady place. Fresh manure (pH 6.91, 1.28 kg L−1, 23.2 % TS) from stabled cows following a grass and hay diet were used as inoculate for anaerobic fermentation of the seedcake.
Chemicals
A 90 % sulfur acid (Wako, Japan) was used for determining the pools of carbon. 99.7 % hexane and 99.7 % 2-propanol were used as solvents in analysis by soxhlet extractor (Wako, Japan).
Process setup
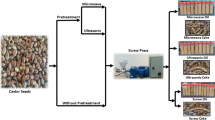
The seeds were grounded by 20 g for 20 s in 80 mL of 70 °C water using the crusher (IFM-800, Osaka Chemical) and strained into 200-mL plastic bottles. The grounded seeds were macerated in the bottles for 48 h in 70 °C using the temperature control unit (CU-120, Sibata) and covered 200 L water bath (BZ-200, Yamato). Subsequently, the bottles with the content were exposed one by one to a series of 1, 2, 3, 5, and 10 pressure shockwaves (50–60 MPa) caused by underwater high voltage discharges (3.5 kV) in continuous lockable strengthened metallic vessels (Fig. 1) as described by Higa et al. (2012) according to method described in Maroušek et al. (2012).

View on prototype of lockable strengthened metallic vessel for continuous pressure shockwaves (50–60 MPa) with working volume of 400 mL
Analytical methods
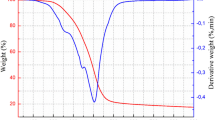
VS were determined using the method developed by the USEPA (2001) using constant temperature oven (FSS-S, Hirasawa) and electronic weighing scales (AUX 320, Shimadzu). The heat values were determined using the auto-calculating bomb calorimeter (CA-4AJ, Shimadzu). The proportions of the pools of carbon were determined by the acid hydrolysis (H2SO4) approach according to Rovira and Vallejo (2002) modified by Shirato and Yokozawa (2006) using the automatic high sensitive N/C analyzer (NC-90A, Shimadzu). The oil expression was performed by HLO-02 expeller (Hillebrand s.r.o., Czech Republic). Oil concentration was determined by 24-h soxhlet extraction in 65 °C using 50 mL of hexane and 50 mL of 2-propanol per extraction. Qualitative and quantitative analysis of the biogas from the seedcake were conducted according to Maroušek et al. (2012). The fermented residue was drained to ~60 % of VS using the constant temperature oven (FSS-S, Hirasawa) and charcoaled (total carbonization time 5, 4, 3, 2, and 1 h, while initial 30 min from 20 to 65 °C, rest in 490 °C, to respect the flue gases characteristics, 4 L N2 min−1) in a prototype kiln (Meiwa Co., Kanazawa, Japan). Qualitative analysis on the solid biofuels was conducted as stated in Maroušek et al. (2012).
Results and discussion
Competitive potential of biodiesel is limited by the price of oil used. The purpose of the extraction technology is to separate the oil at the lowest running cost in compliance with the standards. Full extraction leaves a minimum oil content in the seedcake (5–12 wt%), while partial mechanical extraction leaves an oil content of about 20 % (Kartika et al. 2005). Similar data were acquired in experiments (Fig. 2), while the mechanical expeller was operating at manufacturer’s recommended 40 rpm, which corresponded to 122 kg of seeds in fresh weight per hour. According to the approximation software, the data can be described (fitting target of the lowest sum of squared absolute error 3.8, root mean squared error 1.4) by function y = a − be (−cxd), where a = 1.3, b = −1.6, c = 3E−15, and d = 3, which allows to determine that from the technical point of view the optimal pressure is 4.71 MPa. Operating the expeller at this inside pressure corresponded to 5.35 kWel and 41.05 °C in the head of the piston. Subsequent robust analysis on the rapeseeds previously pretreated by series of 1, 2, 3, 5, and 10 pressure shockwaves (50–60 MPa) is plotted in Fig. 3a. The approximated plot (sum of squared absolute error 0.029, root mean squared error 0.005) shows in detail how the manifestation of the number of pressure shockwaves in relation to the running pressure affects the amount of oil in the seedcake. Data approximated in Fig. 3b (sum of squared absolute error 0.003, root mean squared error 0.042) shows the manifestation of the piston temperature regarding the same process. While the temperature generated in the conical head of the screw piston is formed due to the resistance of the seeds against the press, it can be stated that the pressure shockwaves decreased internal consistency of the seeds. It can be assumed that this occurrence may be explained by successful cracking of the seed surface by transmitted pressure shockwaves. This technology may also be used for gently low thermal extractions highly demanded in medicine, cosmetics, functional food industry, etc. In addition, the energy consumption of the expeller was reduced proportionally. Analysis according to the latest European norms on solid biofuels showed that intensive pretreatment by pressure shockwaves reduces the heat value of the seedcake (Fig. 4a), however, the energetical density is reduced only slightly (Fig. 4b). The methane yields (Fig. 5a) were similar (66.71 ± 1.9 m3 CH4 VS t−1, n = 120) regardless of the intensity of the pretreatment z = a(e bx − e cy) + d, where a = 2, b = 0.09, c = −0.3, and d = 6.5 (the lowest sum of squared absolute error 0.08, root mean squared error 0.042), which does not allow to generate any further conclusions. Admittedly, in comparison to Antonopoulou et al. (2010), the methane yields achieved were much lower (450 m3 CH4 VS t−1), however, Antonopoulou et al. (2010) conducted their trials in 160-mL serum bottles with concentration of 2 g of total solids L−1 which is a very small dose that would result in huge fermentors if applied on a commercial scale. Greater diversification provided the comparison of methane production during the trials expressed by the day of achieving 50 m3 CH4 VS t−1 as stated in Fig. 5b. Once the speed of anaerobic fermentation has strong linkage with the disintegration of the particles, the data reads as the relationship of the screw and pressure shockwaves manifested in the seeds disintegration. Charcoal obtained from the blank samples has almost the same value as that one pretreated by pressure shockwaves (Fig. 6a, b). These phenomena can be explained simply by the fact that oil is transformed into tar during the process.

Amounts of the oil residue in the seedcake in relation to the operating pressure, where bars indicate minimal and maximal values and boxes depict interquartile from 25th to 75th percentiles (n = 10, α = 0.05)

a Amounts of the oil residue in the seedcake in relation to the operating pressure, and number of pressure shockwaves. b Manifestation of temperature in the press head in relation to the operating pressure, and number of pressure shockwaves (both n = 120)

Manifestation of the pretreatment by pressure shockwaves in relation to the heating value (a) and the energy density (b) of the seedcake (bars indicate minimal and maximal values and boxes depict interquartile from 25th to 75th percentiles, n = 10, α = 0.05)

Manifestation of the methane yields in relation to the pretreatment by pressure shockwaves and the press in the expeller (both n = 120)

Manifestation of the pretreatment by pressure shockwaves in relation to the heating value (a) and the energy density (b) of the charcoaled seedcake (bars indicate minimal and maximal values and boxes depict interquartile from 25th to 75th percentiles, n = 10, α = 0.05)
Conclusion
The overall data show that the continuous pressure shockwave apparatus may significantly enhance the oil extraction from the rapeseed (which can reduce the burden on the press) and subsequently speed up the methane production from the seedcake. The research should continue as the oil extraction for biodiesel is probably not the best option of using the pressure shockwaves. However, it seems to have another industrial potential as a gentle low thermal technology for extraction of plant materials.
References
Ammar JB, Lanoiselle JL, Lebovka NI, Van Hecke E, Vorobiev E (2010) Effect of a pulsed electric field and osmotic treatment on freezing of potato tissue. Food Biophys 5:247–254
Antonopoulou G, Stamatelatou K, Lyberatos G (2010) Exploitation of rapeseed and sunflower residues for methane generation through anaerobic digestion: the effect of pretreatment. Chem Eng Trans 20:253–258
Dong M, Walker TH (2008) Characterization of high-pressure carbon dioxide explosion to enhance oil extraction from canola. J Supercrit Fluid 44:193–200
Fernández MB, Perez EE, Crapiste GH, Nolasco SM (2012) Kinetic study of canola oil and tocopherol extraction: parameter comparison of nonlinear models. J Food Eng 111:682–689
Fornari T, Vicente G, Vázquez E, García-Risco MR, Reglero G (2012) Isolation of essential oil from different plants and herbs by supercritical fluid extraction. J Chromatogr A 1250:34–48
Grémy-Gros C, Lanoiselle JL, Vorobiev E (2009) Application of high-voltage electrical discharges for the aqueous extraction from oilseeds and other plants. In: Vorobiev E, Lebovka N (eds) Electrotechnologies for extraction from food plants and biomaterials. Food Engineering Series. Springer, New York, pp 217–235
Guderjan M, Elez-Martinez P, Knorr D (2007) Application of pulsed electric fields at oil yield and content of functional food ingredients at the production of rapeseed oil. Innov Food Sci Emerg Tech 8:55–62
Higa O, Matsubara R, Higa K, Miyafuji Y, Gushi T, Omine Y, Naha K, Shimojima K, Fukuoka H, Maehara H, Tanaka S, Itoh S (2012) Mechanism of the shock wave generation and energy efficiency by underwater discharge. Int J Multiphys 6:89–98
Itow K, Murakami T, Shimada R, Hiraki H (1998) Electric discharge shock breakdown apparatus for reinforced concrete member and method therefor. JP Patent No. WO98/07521
Kartika IA, Pontalier PY, Rigal L (2005) Oil extraction of oleic sunflower seeds by twin screw extruder: influence of screw configuration and operating conditions. Ind Crops Prod 22:207–222
Kotov JA, Korzhenevskij SR, Motovilov VA, Filatov AL, Korjukin BM, Boriskov FF (2000) Process and plant for selective opening of thin inclusion of solid material. RU Patent No. 2150326
Lee HY, Uhm HS, Choi HN, Jung YJ, Kang BK, Yoo HC (2003) Underwater discharge and cell destruction by shockwaves. J Korean Phys Soc 42:880–884
Maroušek J, Itoh S, Higa O, Kondo Y, Ueno M, Suwa R, Komiya Y, Tominaga J, Kawamitsu Y (2012) The use of underwater high voltage discharges to improve the efficiency of Jatropha curcas L. biodiesel production. Biotechnol Appl Biochem (in press)
Newkirk RW, Maenz DD, Classen HL (2009) Oilseed processing. US Patent No. 7629014B2
Pederssetti MM, Palú F, da Silva EA, Rohling JH, Cardozo-Filho L, Dariva C (2011) Extraction of canola seed (Brassica napus) oil using compressed propane and supercritical carbon dioxide. J Food Eng 102:189–196
Reverchon E (1997) Supercritical fluid extraction and fractionation of essential oils and related products. J Supercrit Fluid 10:1–37
Rezaei K, Temelli F (2001) On-line extraction-reaction of canola oil using immobilized lipase in supercritical CO2. J Supercrit Fluid 19:263–274
Rizun AR, Holen YV, Tsurkin VM (2004) Method for electric-discharge crushing of brittle non-metallic materials. UA Patent No. 684372
Rosenthal A, Pyle DL, Niranjan K (1996) Aqueous and enzymatic processes edible oil extraction. Enzym Microb Technol 19:402–420
Rovira P, Vallejo VR (2002) Labile and recalcitrant pools of carbon and nitrogen in organic matter decom-posing at different depths in soil: an acid hydrolysis approach. Geoderma 107:109–141
Salvi BL, Panwar NL (2012) Biodiesel resources and production technologies—a review. Renew Sustain Energy Rev 16:3680–3689
Santori G, Di Nicola G, Moglie M, Polonara F (2012) A review analyzing the industrial biodiesel production practice starting from vegetable oil refining. Appl Energy 92:109–132
Shirato Y, Yokozawa M (2006) Acid hydrolysis to partition plant material into decomposable and resistant fractions for use in the Rothamsted carbon model. Soil Biol Biochem 38:812–816
Acknowledgments
J. Maroušek acknowledges the award of FY2011 Japanese Society for Promotion of Science Postdoctoral Fellowship for Foreign Researches.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Maroušek, J. Use of continuous pressure shockwaves apparatus in rapeseed oil processing. Clean Techn Environ Policy 15, 721–725 (2013). https://doi.org/10.1007/s10098-012-0549-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-012-0549-3