
Abstract
Composite membranes comprising sulfonated poly (ether ether ketone) (SPEEK) blended with varying proportions of sulfo ethyl cellulose (SEC) at 5 wt% and 10 wt% were fabricated for fuel cell application. The structural, morphological, and thermal properties of these membranes were investigated using Fourier transform infrared spectroscopy, X-ray diffraction, scanning electron microscopy, and thermogravimetric analysis. The composite membranes exhibited enhanced thermal stability and increased water absorption compared to the pristine SPEEK. Moreover, the proton conductivity of the composite membranes surpassed that of pure SPEEK, reaching up to 110 mS/cm at temperatures exceeding 100 °C.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Energy assumes a crucial role in the majority of our daily activities. People’s quality of life experiences a significant impact from new technologies, primarily centered around energy, particularly electrical energy. Fuel cells, regarded as one of the most intriguing energy conversion techniques among these new technologies, can be a favorable choice for power generation due to their remarkable energy conversion efficiency, utilization of clean fuels, minimal pollutants, and silent operation [1, 2]. Most developed fuel cells utilize methanol as a fuel and an electrolyte, which is used in PEM fuel cells as well as low-temperature fuel cells (20 to 130 °C), a direct methanol fuel cell (DMFC), which has several benefits to use in DMFC [3]. In addition to DMFC benefits, it should be highlighted that they encounter several major barriers that prevent their development and commercialization. They use platinum, an exceedingly costly substance, as a catalyst [4]. Additionally, their membrane has methanol crossover issues. This causes the anode’s sluggish kinetics and depolarization losses at the cathode, lowering the fuel cells’ power and efficiency [4, 5].
Therefore, several current research projects are aimed at finding and utilizing novel membranes that can solve these issues. New membranes necessitate good proton conductivity, chemical and thermal stability, affordable cost, flexibility, strength, and wide availability. Along the way of membrane modifications, important research advancements have been achieved, aiming to deliver a substitute to the predominant Nafion™, a perfluorinated polymer membranes, to reduce the cost and fuel crossover and improve performance at high temperatures at the lowest humidity dependence. The preparation of multicomponent composites, comparable to Nafion™, is done by modifying a membrane’s hydrophobic/hydrophilic balance and physico-chemical properties [6, 7]. Studies demonstrate that the membrane’s morphology can be modified using three methods [8]: firstly, by utilizing modified Nafion™ membranes; secondly, by applying copolymer membranes; and thirdly, by using composite membranes. One viable alternative to these methods is sulfonated hydrocarbon-based membranes, notably poly (ether ether ketone) (PEEK) [9, 10]. By augmenting the degree of sulfonation (DS) in SPEEK via the inclusion of sulfonic acid groups along the polymer chain, the polymer becomes considerably hydrophilic, which in turn decreases its crystallinity and thus enhances its solubility. Concurrently, this augmentation of DS contributes to the increased conductivity of the SPEEK membrane. However, the downside to this process is a notable reduction in thermal stability [11, 12]. One critical limitation of employing low DS SPEEK as a proton exchange membrane fuel cell (PEMFC) material is its inferior conductivity [13, 14]. High DS SPEEK’s usage as a PEMFC material, on the other hand, is hindered due to substantial swelling of the SPEEK matrix. A viable solution to these issues can be found in cross-linking sulfonated hydrocarbon-type membranes, which is seen as an effective strategy for reducing the excessive water uptake of high DS SPEEK while maintaining their high proton conductivities [15].
Cellulose, being the most abundant biopolymer on Earth, is seen as a potential raw material due to its advantageous physical properties [16,17,18]. The proton conductivity of methylcellulose/SPEEK composite was recorded at 0.0087 S/cm at 30 °C [19]. Nonetheless, membranes derived from cellulose or its derivatives lack the requisite proton conductivity for PEMFC application. A prospective solution is a chemical modification of the cellulose polymer structure to augment desired properties, achieved by adding various additives [20]. Composite membranes created from covalently linked cellulose/SPEEK and prepared with 1, 4-diiodobutane as a cross-linker exhibited superior thermostability and electrochemical properties compared to SPEEK and cellulose/SPEEK composites. The proton conductivity of these membranes was recorded to be 0.245 S/cm at 80 °C [21]. Moreover, incorporating ethylene glycol in the cellulose/SPEEK membrane led to a significant proton conductivity of 0.186 S/cm at 95 °C [22]. In terms of commercial cellulose derivatives, cellulose ethers play a significant role. Sulfo alkyl cellulose ethers share many properties with other cellulose ethers, such as chemical stability, solubility in water or organic solvents, and non-toxicity. Sulfo alkylation of cellulose can be carried out via the Michael addition of alkali cellulose with ethylene sulfonic acid or as a substitution reaction with chloroalkane sulfonate at elevated temperatures [23]. Several sulfo alkyl ethers of cellulose have been synthesized and used in various fields, given their strong acidic cation-exchanging properties [23]. This study, therefore, focuses on the fabrication of sulfo ethyl cellulose (SEC)/SPEEK membrane composite. The tendency of sulfo ethyl cellulose to dissolve in water and its chemical stability resulted in the formation of a free SO3H group, which improved SPEEK conductivity. These are designed to reduce high DS SPEEK swelling at high temperatures and to improve proton conductivity [24].
Therefore, SEC/SPEEK membrane composites are manufactured with different SEC loading ratios and are recognized by their crystal morphologies and structures. We are going to look at the physico-chemical characteristics of the composite membranes using a variety of techniques.
Materials and methods
Materials
All chemicals cellulose, dimethyl sulfoxide (DMSO), sodium vinyl sulfonate, NaOH, and H2SO4 were purchased from Sigma-Aldrich and dried prior to use. The sulfonated poly ether ether ketone (SPEEK) was synthesized from poly (ether ether ketone) (PEEK, 450 P, MW = 38,000 [12].
Synthesis of sulfo ethyl cellulose (SEC)
The SEC was prepared according to a previously published method [23]. Briefly, cellulose was slurried in 2-propanol under nitrogen, followed by the addition of an aqueous solution of sodium hydroxide and sodium vinyl sulfonate. After stirring for 3 h at 85 °C, the mixture was neutralized, and the polymer was isolated by filtration, washed, and dried. A sample with a degree of substitution of sulfo ethyl groups of 0.7 was obtained.
Synthesis of SPEEK
The process of sulfonating PEEK was accomplished using H2SO4. Commonly, 50 g of PEEK was dissolved in a liter of sulfuric acid at ambient temperature within 60 min, stirring constantly to avert polymer clumping. This mixture was consistently agitated for 3 h at a temperature of 60 °C. The resulting SPEEK was obtained through precipitation in chilled water and subsequent filtration. The acidic SPEEK formed was rinsed with deionized water until it became neutral in pH. The SPEEK was then dried at 60 °C.
The degree of sulfonation (DS) was found to be 70%, ascertained by a titration method. SPEEK (0.5 g) was submerged in a 1 M NaCl solution for a day at room temperature. Following this, 10 mL of the solution was titrated with 0.1 M NaOH solution after adding a few drops of phenolphthalein. The ion exchange capacity (IEC) was calculated by this formula:
where m0 is the mass of the dry SPEEK, c(NaOH) is the molar concentration, and V(NaOH) is the amount of NaOH solution consumed at the equivalence point [25]. The DS is deduced from the IEC calculated according to the equation:
Composite membrane preparation
SEC was separately dispersed in 20 mL of dimethyl sulfoxide (at 5 and 10 w%) over a duration of 2 h. Prior to adding, 500 mg of SPEEK was dissolved in 50 mL of DMSO. After stirring for 24 h, the mixture achieved uniform dispersal and was cast onto a Plexiglas plate. Concluding the process, the membranes were carefully removed and thoroughly rinsed with deionized water.
Characterization techniques
Fourier transform infrared spectroscopy (FTIR)
The Fourier transform infrared spectroscopy (FTIR) analysis was carried out in the transference mode, varying the wavelength with a Nicolet IR200 FTIR spectrophotometer. We recorded the spectra for SPEEK and the various composite membranes across a range of 400 to 4000 cm−1 using the attenuated total reflection method [26].
X-ray diffraction (XRD)
Prior to the measurement, the SEC sample was compressed into a disc shape [27]. Subsequently, the X-ray diffractograms were obtained in reflectance mode over 2θ values ranging from 5 to 50°. This was accomplished using the Bruker D8 Advance X-ray diffractometer, which was automated and employed CuKα radiation at settings of 40 kV and 40 mA.
Thermogravimetric analysis (TGA)
A TGA/DSC-STAR system (METTLER TOLEDO) was employed for TGA measurements. TGA, or thermogravimetric analysis, was performed utilizing 5 mg of membrane samples that were first dried at 100 °C for 24 h to remove any moisture and solvent. After that, a 15 mL/min nitrogen flow was set into the software with a temperature range of 25 to 600 °C [28].
Scanning electron microscopy (SEM)
Prior to measurements, the samples were prepared by adding a thin (4-nm) platinum layer using the sputter coating technique with a Safematic (CCU-010 HV, Switzerland). Following this, SEM images were obtained using a Sigma VP field emission scanning electron microscope from (Carl-Zeiss AG, Germany). This microscope, equipped with an in-lens detector, was operated at an accelerating voltage of 6 kV.
Water retention (WR)
A membrane sample was dried in a vacuum oven at 80 °C for 48 h to ensure their precise dry weight. Use Eq. (3) to determine the WR values as the increase per gram of the relative weight among dry samples from the change in mass between before and after the membrane had dried completely [29]:
where Wwet and Wdry are the weights of wet and dry membranes, respectively.
Dynamic vapor sorption (DVS)
The DVS curves were acquired with a device from Surface Measurements Systems (London, UK) consisting of DVS resolution for dual vapor gravimetric sorption analysis, temperature-controlled sample chamber, and ultra-micro balance, according to Cahn. Measurements were conducted at a constant temperature of 25 °C.
Proton conductivity
Frequency response analysis (FRA) and electrochemical impedance spectroscopy (EIS) were used to assess the composite membranes’ proton conductivity. A 5 mV oscillation potential was used, oscillating between 100 kHz and 10 Hz [30]. To determine the membrane’s proton conductivity, Eq. (4) is used:
The proton conductivity in S/cm, denoted as σ, is determined where the distance between the two electrodes (the thickness of the membranes) is represented by l, the resistance of the membrane is denoted as R, and the cross-sectional area of the membrane (approximately 1 cm2) is represented by A. The conductivity measurements were taken at 100% of relative humidity and temperature values ranging from 35 to 140 °C.
Results and discussion
Physico-chemical properties
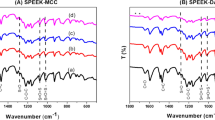
The degree of sulfonation (DS) for SPEEK was derived from its ion-exchange capacity (IEC). The SPEEKs’ IEC was 1.7 mEq/g, as the median across three measurements, which corresponds to a DS of 65%. The FTIR spectra for both SPEEK and the SEC/SPEEK composites are illustrated in Fig. 1. The characteristic bands at 1255, 1072, and 1016 cm−1 proved that sulfonic acid groups were present in SPEEK. These bands reflect the symmetric and asymmetric O = S = O stretching vibrations [12].

FTIR spectra of a SPEEK, b SEC-5/SPEEK, and c SEC-10/SPEEK
Also, the analysis revealed no discernible distinction among the FTIR spectra of SPEEK and the samples SEC-5/SPEEK and SEC-10/SPEEK. The characteristic absorption bands of the sulfonyl groups of both components are identical; hence, no band intensity change should be expected due to the low SEC content (Fig. 1). Figure 2 shows the XRD pattern regarding SPEEK and the samples SEC-5/SPEEK and SEC-10/SPEEK.

XRD pattern of a SEC, b SPEEK, c SEC-5/SPEEK, and d SEC-10/SPEEK
There is almost no diffraction pattern in the case of SPEEK and the composites. This is according to the expectations because the attached sulfonic acid groups to the PEEK backbone disturb intermolecular interactions. Although there are some broad peaks, the SPEEK can be considered amorphous without sharp reflections that would indicate distinct crystalline phases.
The XRD curve of SEC exhibits a broad peak around 2θ = 20° and 2θ = 35° indicating a certain content of crystalline phases. However, this cannot be seen in the composites’ XRD curves due to this additive’s low content. Because SEC is present in the SPEEK membrane, we can actually see a minor peak at 16.5° in the presence of 10% SEC. This peak may be owing to SEC’s increased interaction with the polymer, which may increase crystallinity. The morphology of SPEEK as well as its composite membranes were assessed by SEM (Fig. 3).

SEM of surface (left) and cross-section (right) of a SPEEK, b SEC-5/SPEEK, and c SEC-10/SPEEK
The surface morphology of the SPEEK membrane exhibited a uniformly compact and smooth appearance, characterized by a homogeneous polymer matrix, indicative of its amorphous structure (Fig. 3a). The SEC particles can be clearly seen in the case of SEC/SPEEK composites. Those particles are almost uniformly distributed due to the remarkable interaction at the surface of the SPEEK membrane via the van der Waals interaction between the alkyl chains in SEC and the carbonyl group in SPEEK [31]. No distinct agglomeration could be noticed. As the content of SEC increases, the smooth surface changes to be well organized with several holes (Fig. 3b, c). Increasing SEC content in the SPEEK matrix increased the number of sulfonyl groups, increasing the proportion of sulfur (S) that has good conductivity attributed to the free chain ends [32]. Moreover, the SEC particles may generate holes in the surface and the membrane. The cross-sectional SEM image of the SPEEK membrane without further additives depicts a compact structure without visible pore structure.
The sample SEC-5/SPEEK has a more lamellar internal structure. It can be concluded that this porous structure becomes more prominent with increasing SEC content. The thermal investigation gives us an awareness of the membranes’ durability and how much water is present in these composite membranes. The thermograms of the SPEEK and its composite membranes ranging from 50 to 650 °C are depicted in Fig. 4.

Thermogravimetric analysis (TGA) curves of a SPEEK, b SEC-5/SPEEK, and c SEC-10/SPEEK
The general behavior of the investigated membranes is similar; all the membranes, composite and pristine SPEEK, are relatively stable till 200 °C, which is a temperature over the needed range for fuel cell application (generally between 80 and 140 °C).
The first weight loss of all the membrane is at about 100 °C, which is attributed to absorbed water and residual solvent; the weight loss for the composite is higher than SPEEK (6% for SPEEK and about 9% for the composites), which appears to correlate with an increased water absorption tendency exhibited by the composites (confirmed later by the dynamic vapor sorption) (Table 1).
The decomposition and degradation of polymer chains corresponded to the second weight-loss region, which was attributed to the sulfonic acid group. The SPEEK is at about 255 °C, but adding SEC increases the decomposition temperature to 310 and 350 °C for SEC-5/SPEEK and SEC-10/SPEEK, respectively (Table 1). This confirms that the integration of SEC increased +thermal stability due to the interaction between the filler and SPEEK matrix.
Dynamic vapor sorption (DVS)
Proton conductivity and water absorption are comparable, and water’s presence (which TGA has validated) enables improved proton transport. DVS measurements were performed to investigate the water uptake of samples in terms of absorption and desorption at constant temperature and preset relative humidity (Fig. 5). The absorption process of pure SPEEK is apparently slow, and the maximum weight change was achieved after around 3000 min. Moreover, the isotherm plot shows a distinct hysteresis with higher mass change values in desorption.

DVS mass change plot of membranes from a SPEEK, b SEC-5/SPEEK, and c SEC-10/SPEEK
Adding 5 wt% SEC to the SPEEK changed the sorption behavior (sample SEC-5/SPEEK). The water uptake becomes faster, and the maximum weight change has been achieved already after ca. 1000 min, and the isotherm plot does not show a distinct hysteresis. Both adsorption and desorption curves are almost identical, with a visible difference within the comparative humidity spectrum between 30 and 80%. A similar result was found for sample SEC-10/SPEEK. The sorption and desorption cycles are almost identical. The only difference is that at low relative humidity, the mass change of sorption is slightly higher than the mass change of desorption. There is an intersection at (40% RH); the mass change of desorption is slightly higher than the mass change during sorption. This behavior is caused by SEC presence, which increases the water uptake. Furthermore, SEC-5/SPEEK was found to have the highest water uptake. It was noticed that a slightly negative mass at the end of the desorption process had been observed. Most likely, traces of solvents used for the membrane preparation remained trapped in the membrane and were released at the end of the desorption step at very low relative humidity.
Proton conductivity
The electrochemical impedance spectroscopy (EIS) was utilized to ascertain the conductivity of the membranes. This method introduces a minor sinusoidal electric disturbance, such as in current or potential, to a system and records the ensuing dynamic response. By utilizing this technique, an increase was observed in the proton conductivity of SEC/SPEEK from 7.5 mS/cm for the SPEEK membrane to 20.9 mS/cm and 29.2 mS/cm for the SEC-5/SPEEK and SEC-10/SPEEK samples, respectively, under conditions of 50 °C and 100% relative humidity (Fig. 6).

Variation of the proton conductivity with temperature of SPEEK (a), SEC-5/SPEEK (b), and SEC-10/SPEEK (c)
Furthermore, it increased from 36.4 mS/cm for the SPEEK membrane to 63.5 mS/cm and 109.2 mS/cm for samples SEC-5/SPEEK and SEC-10/SPEEK, respectively, at 100 °C. Up to 100 °C, the conductivity decreases owing to the dryness of the SPEEK membrane that is not observed in the presence of SEC. It may be attributed to the presence of SEC, which holds water molecules in the membrane effectively to retain the membrane at high temperatures. SPEEK contains SO3H-groups, and SEC contains SO3Na-groups with an ethylene group that leads to the stick–slip behavior and easy proton movement due to the ethylene group acting as a spacer [33]. The lower energy needed for proton transport across the membrane (activation energy Ea) was determined by the Arrhenius graph depicting the variation in proton conductivity with temperature at 100% relative humidity based on Eq. (5).
Here, the proton conductivity (σ) was evaluated regarding Siemens per centimeter (S/cm). The pre-exponential factor (σ0), universal gas constant (R = 8.314472 J/mol K), and absolute temperature (T) in Kelvin (K) were also considered. The analysis presented in Table 2 demonstrated that the composite membranes exhibited lower Ea values compared to pristine sulfonated poly (ether ether ketone) (SPEEK), suggesting enhanced facilitation of proton conduction within the composite materials.
A Grotthuss mechanism dominates the proton conductivity, as it can be postulated that the activation is in the range of 14–40 kJ/mol. The Ea was influenced by the incorporation of SEC, with the lowest value observed for sample SEC-10/SPEEK, thus validating the findings on proton conductivity. Furthermore, the presence of water in the composite, as confirmed by the high proton conductivity of sample SEC-10/SPEEK at 100 °C (Table 2), facilitated proton acceleration at elevated temperatures. This further collaborates with the results obtained for higher proton conductivity.
Correspondingly, the best proton conductivity obtained at 100 °C with 10% SEC confirmed that the water present in SEC accelerates the proton flow at high temperatures. These conductivity values are higher than that of SPEEK membranes with microcrystalline cellulose as well as dialdehyde cellulose, which is less than 100 mS/cm at 100 °C [34]. Thus, the presence of SO3H in SEC facilitate proton movement via a hydrogen bonding network with the hydroxyl groups of cellulose, forming proton conduction pathways.
Conclusion
The successful incorporation of SEC onto the SPEEK matrix was verified using FTIR and XRD measurements. Investigations additionally examined essential aspects, including the water uptake value and the conductivity of the proton. The composite membrane, which contained 10% SEC, was found to have improved proton conductivity performance. The outstanding performance of the SEC/SPEEK composite membranes suggested their potential for electrochemical applications. Compared to pristine SPEEK membranes, composite membranes exhibit excellent stability up to 100 °C with strong proton conductivity, which confirms that SEC presents SPEEK membranes with higher stability and water uptake. These findings revealed the possible use of SEC/SPEEK membrane composite in fuel cells.
References
Sanic DC, Barbir F (2022) Stand-alone micro-trigeneration system coupling electrolyzer, fuel cell, and heat pump with renewables. Int J Hydrogen Energ 47(82):35068–35080. https://doi.org/10.1016/j.ihydene.2022.08.090
Kravos A, Kregar A, Penga Z, Barbir F, Katrasnik T (2022) Real-time capable transient model of liquid water dynamics in proton exchange membrane fuel cells. J Power Sources 541:231598. https://doi.org/10.1016/j.jpowsour.2022.231598
Lucia U (2014) Overview on fuel cells. Renew Sust Energ Rev 30:164–169. https://doi.org/10.1016/j.rser.2013.09.025
Li X, Faghri A (2013) Review and advances of direct methanol fuel cells (DMFCs) part I: design, fabrication, and testing with high concentration methanol solutions. J Power Sources 226:223–240. https://doi.org/10.1016/jpowsour.2012.10.061
Ong BC, Kamarudin SK, Basri S (2017) Direct liquid fuel cells: a review. Int J Hydrogen Energ 42(15):10142–10157. https://doi.org/10.1016/j.ijhydene.2017.01.117
Heinzel A, Barragán VM (1999) A review of the state-of-the-art of the methanol crossover in direct methanol fuel cells. J Power Sources 74(1):70–74. https://doi.org/10.1016/S0378-7753(99)00302-X
Silva VS, Ruffmann B, Silva H, Silva VB, Mendes A, Maderia LM, Nunes S (2006) Zirconium oxide hybrid membranes for direct methanol fuel cells - evaluation of transport properties. J Membrane Sci 284(2):173–144. https://doi.org/10.1016/j.memsci.2006.07.027
Ramani V, Swier S, Shaw MT, Weiss RA, Kunz HR, Fenton JM (2008) Membranes and MEAs based on sulfonated poly(ether ketone ketone) and heteropolyacids for polymer electrolyte fuel cells. J Electrochem Soc 155(6):B532–B537. https://doi.org/10.1149/1.2898171
Ahmed M, Dincer I (2011) A review on methanol crossover in direct methanol fuel cells: challenges and achievements. Int J Energy Res 33(14):1213–1228. https://doi.org/10.1002/er.1889
Alberti G, Casciola M (2003) Composite membranes for medium temperature PEM fuel cells. Ann Res Mater Res 33:129–154. https://doi.org/10.1146/annurev.matsci.33.022702.154702
Rozière J, Jones DL (2003) Non-fluorinated polymer materials for proton exchange membrane fuel cells. J Anal Appl Pyrol 34(2):229–242. https://doi.org/10.1146/annurev.matsci.33.022702.154657
Luo Y, Huo R, Jin X, Karasz FE (1995) Thermal degradation of sulfonated poly(aryl ether ether ketone). J Energy Chem 27(4):1247–1260. https://doi.org/10.1016/0165-2370(95)00890-Q
Ahmed Z, Charradi K, Alsulami QA, Keshk SMAS, Chtourou R (2021) Physicochemical characterization of low sulfonated polyether ether ketone/Smectite clay hybrid for proton exchange film fuel cells. J Appl Polym Sci 138(1):e49634. https://doi.org/10.1002/app.49634
Ye YY, Yen YC, Cheng CC, Chen WY, Tsai LT, Chang FC (2009) Sulfonated poly (ether ether ketone) membranes cross-linked with sulfonic acid containing benzoxazine monomer as proton exchange membranes. Polymer 50(14):3196–3203. https://doi.org/10.1016/j.polymer.2009.04.072
Charradi K, Ahmed Z, Al-Ghamdi Y, Keshk SAMS, Aranda P, Ocon P, Chtourou R (2021) Improving the proton conductivity of sulfonated poly (ether ether ketone) membrane by incorporating layered double hydroxide/sepiolite composite. J Appl Polym Sci 138(19):e50364. https://doi.org/10.1002/app.50364
Chen J, Maekwa Y, Asano M, Yoshida M (2007) Double cross-linked polyethetherketone-based polymer electrolyte membranes prepared by radiation and thermal cross-linking techniques. Polymer 48(20):6002–6009. https://doi.org/10.1016/j.polymer.2007.08.005
Keshk SAMS (2015) Dissolution of cellulosic fiber in different alkaline solutions at different temperatures. Carbohyd Polym 115:658–662. https://doi.org/10.1016/j.carbpol.2014.09.045
Hubbe MA, Rojas OJ, Lucia LA, Sain M (2017) Cellulosic nanocomposites: a review. BioResources 12(3):4475–4556
Ramly NN, Aini NA, Sahli N, Aminuddin SF, Yahya MZA, Ali AMM (2017) Dielectric behaviour of UV-crosslinked sulfonated poly (ether ether ketone) with methylcellulose (SPEEK-MC) as proton exchange membrane. Int J Hydrogen Energ 42(14):9284–9292. https://doi.org/10.1016/j.ijhydene.2016.05.015
Nabilla RN, Ali AMM (2012) The preparation and characterization of sulfonated poly (ether ether ketone) and cellulose acetate (SPEEK-CA) membrane in proton exchange membrane fuel cells (PEMFCs) by UV-crosslink technique. IEEE Colloquium on Humanities Science and Engineering (CHUSER) 57(140):637–641. https://doi.org/10.1109/CHUSER20441.2012
Thomas B, Raj MC, Athira KB, Rubiyah HM, Joy J, Moores A, Drisko GL, Sanchez C (2018) Nanocellulose, a versatile green platform: from biosources to materials and their applications. Chem Rev 118(24):11575–11625. https://doi.org/10.1021/acs.chemrev.7b00627
Yuri S, Jinsan C, Youngyo Y, Sang-Bong M, Jang-Hoon C (2016) Preparation and characterization of SPEEK/cellulose polymer composite membranes for water electrolysis. Transactions of the Korean hydrogen and new energy society 27(5):478–484. https://doi.org/10.7316/KHNES.2016.27.5.478
Bano S, Negi YS, Illathvalappil R, Kurungot S, Ramya K (2022) Studies on nano composites of SPEEK/ethylene glycol/cellulose nanocrystals as promising proton exchange membranes. Electrochim Acta 293:260–272. https://doi.org/10.1016/j.electacta.2018.10.029
Harnisch H, Hühner J, Neusüß C, Koschella A, Heinze T, Scriba GKE (2016) Development and validation of a capillary electrophoresis method for the characterization of sulfoethyl cellulose. J Sep Sci 39(23):4645–4652. https://doi.org/10.1002/jssc.201600687
Mabrouk W, Charradi K, Mellekh A, Hafiane A, AlSulami QA, Meherzi HM, Chtourou R, Keshk SAMS (2023) Enhanced proton conductivity of a sulfonated poly ether sulfone octyl sulfonamide membrane via the incorporation of protonated montmorillonite. J Electron Mater 52:2158–2167. https://doi.org/10.1007/s11664-022-10183-y
Mabrouk W, Lafi R, Fauvarque JF, Hafiane A, Sollogoub C (2021) New ion exchange film derived from sulfochlorated polyether sulfone for electrodialysis desalination of brackish water. Polym Advan Technol 32(1):304–314. https://doi.org/10.1002/pat.5086
Mabrouk W, Charradi K, Meherzi HM, Alhussein A, Keshk SAMS (2022) Proton conductivity amelioration of sulfonated poly ether sulfone octyl sulfonamide via the incorporation of montmorillonite. J Electron Mater 51(139):6369–6378. https://doi.org/10.1007/s11664-022-09862-7
Mabrouk W, Jebri S, Charradi K, Silimi B, Alzahrani AYA, Boubakri A, Ghodbane O, Raouafi N, Keshk SAMS (2023) Fabrication and characterization of graphene/sulfonated poly ether sulfone octyl sulfonamide hybrid film with improved proton conductivity performance. J Solid State Electr 27(4):991–999. https://doi.org/10.1007/s10008-023-05411-2
Mabrouk W, Charradi K, Lafi R, AlSalem HS, Meherzi HM, Keshk SAMS (2022) Incorporation of sepiolite clay within sulfonated polyether sulfone octyl sulfonamide for the augmentation of proton conductivity. J Mater Sci 57(140):15331–15339. https://doi.org/10.1007/s10853-022-07627-5
Mabrouk W, Lafi R, Gafiane A (2021) Electrodialysis performance during the defluoridation of brackish water using ClNH2 membrane. Desalin Water Treat 23:16–25. https://doi.org/10.5004/dwt.2021.27669
Charradi K, Chemek M, Slimi B, Ramadan AM, Alzahrani AYA, Chtourou R, Keshk SAMS (2023) Fabrication and characterization of polyvalent metals/oxidized polyvinyl alcohol hybrid films with improved proton conductivity and optical performances. J Polym Environ Accepted. https://doi.org/10.1007/s10924-023-02824-y
Sohn EH, Ahn J, Kim BG, Lee JC (2011) Effect of n-alkyl and sulfonyl groups on the wetting properties of comblike poly(oxyethylene)s and stick-slip behavior. Langmuir 27(5):1811–1820. https://doi.org/10.1021/La1041713
Poulis JA, Frančlois JP, Massen CH, Van Poucke LC (1990) Electrical conductivity of sulfur. Inorganic reactions and methods: oligomerization and polymerization formation of intercalation compounds. 17: Chapter 15.2.2.2.14. https://doi.org/10.1002/9780470145326.ch31
Ben Moussa MA, Ahmed Z, Charradi K, Ben Fraj B, Boufi S, Koschella A, Heinze T, Keshk Sherif MAS., Ben Assaker I (2023) Performance of high sulfonated poly (ether ether ketone) improved with microcrystalline cellulose and 2, 3- dialdehyde cellulose for proton exchange membranes. CELLULOSE under publication
Acknowledgements
We are thankful to Ms. Steffi Stumpf for operating the SEM instrument. The facilities of the Jena Center for Soft Matter (JCSM) were established with a grant from the German Research Council (DFG). We are indebted to Dr. Thomas Schulze (Thuringian Institute for Textile and Plastics Research, Rudolstadt, Germany) for conducting the XRD measurements and Dr. Kay Hettrich (Fraunhofer Institute for Applied Polymer Research, Golm, Germany) for providing the DVS-results.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Charradi, K., Landolsi, Z., Gabriel, L. et al. Incorporating of sulfo ethyl cellulose to augment the performance of sulfonated poly (ether ether ketone) composite for proton exchange membrane fuel cells. J Solid State Electrochem 27, 3415–3423 (2023). https://doi.org/10.1007/s10008-023-05629-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10008-023-05629-0