
Abstract
In this work, the region-selective electroless copper plating on the surface of calcium carbonate (CaCO3)-filled polyehtylene (PE) (CFP) films have been established based on printing primer by screen printing in combination with electroless copper plating. Results showed only the printed areas formed amine groups on the surface of CFP sheets, which served as cores for adsorbing Pd2+ ions. Thus, the pattern on the screen was transferred to the surface of CFP sheets after electroless plating. When the plated time increased from 5 to 120 min, the thickness of plated coating was enhanced from 0.12 to 10 μm and the electrical resistivity was decreased from 12,544 to 0.4 Ω cm. The blown PE films mixed with foam powders and CaCO3 powders could form the coarse surface which can provide a large area for mechanical anchor between the primer and the plated coating, resulting in a better adhesion of the plated coating. In addition, the copper patterning possessed excellent selectivity, compactness, and flexibility. The EMI-SE of plated CFP films is above 30 dB.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Selective electroless deposition is the preferred method for the region-selective metalization of polymer surface due to its inexpensive and lower operating temperature [1,2,3]. Pretreatment, activation or seeding, and then plating are the most common process for the electroless plating [4,5,6]. Pretreatment can enhance the interfacial adhesion between metal nano-particle catalysts and substrate [7,8,9]. Catalysts (such as Au, Ag, and Pd) serve as seeds to catalyze the electroless plating [10, 11]. Thus, selective pretreatment is key to the subsequent region-selective metalization of polymer surface.
The region-selective modification of the polymer surface was reported to include selective deactivation [12] and selective activation [13,14,15,16]. The selective deactivation requires that the substrate was first all-region activation and then region-selective passivation treatment. Cao et al. reported that poly(ethylene terephthalate) (PET) sheets were first treated with ultraviolet light and 3-amino-propyltriethoxysilane (KH550), then modified by vacuum ultraviolet irradiation through a mask [12]. Copper coating plated on the regions covered with mask after electroless plating. The selective activation was reported to include flame etching [13], wet-chemical pretreatment [14], and photo etching [15,16,17] through a mask, and then formed active groups on the exposed region. Chen et al. reported that selective exposure of polymer to UV light generated active groups on the target area of PET [17], poly-carbonate (PC) [16], and polystyrene (PS) [15] surface. In their work, the region-selective metalization on the pretreated polymer surface was achieved after electroless plating. Chen et al. also reported a method using laser-induced site-selective activation of Ag+-doped polyimide (PI) sheets for selective electroless copper plating [18].
It is well known that selective electroless plating on surface of polymer requires that functional groups were grafted onto the target area. At present, the technologies are tedious which raise the discharging cost [15,16,17,18]. To our knowledge, the region-selective electroless copper plating on polymer surface modified with primer by screen printing is still not well studied. This work was focused on the selectively induced active groups by screen-printing primer. The surface of printed areas could chemisorb Pd2+, which would contribute to electroless plating. Correspondingly, a relatively simple electroless method for the region-selective metalization on the surface of polymer was developed. In addition, hydrogen is generated in the plated reaction, which will congregate on the surface of plated coating and degrade the adhesion, even causing the drop of the plated coating [19]. However, the coarse surface can anchor the plated coating tightly, resulting in a better adhesion [19]. In this work, the polyethylene films with higher surface roughness were prepared and the high-adhesive and region-selective electroless copper plating on the surface have been established.
Experimental
In a four-neck flask equipped with a thermometer, a condenser, a mechanical stirrer, and dropping funnels, an amount of potassium persulfate and water was added. A mixture of monomers consisting of methyl methacrylate (1.8%), butyl acrylate (2%), acrylic acid (8%), diacetone acrylamide (2%), and diacetone acrylamide (2%) was pre-emulsified by ultrasound and then dropped into the system at 350 K over a period of 4 h. The remaining potassium persulfate was then added twice at intervals of 1 h. The mixture was left to react for another 2 h. After reaching the standard of emulsion, the mixture was cooled to 330 K. Hydroxypropyl acrylate (0.5%) was added in the copolymer emulsion and stirred well. The primer was then obtained.
Polyethylene (PE) were used as carrier resin. The PE, foam powders, CaCO3 powders and stearic acid mixing is processed in Banbury mixer, manufactured Calcium carbonate (CaCO3) filled PE (CFP) films. The filling content of CFP films was between 60%. The particles of CaCO3 was 15 μm. The CFP films were prepared using plastic blow molding process [20]. The highly filled and foamed CFP films were used as substrates. The CFP films were ultrasonically cleaned in ethanol, distilled and acetone water for 30 min, respectively, then dried in warm air stream. The CFP films were printed primer with a pattern by screen printing, and then forced dry at 373 K for 20 min.
The CFP films were activated by a mixture consisting of 0.18 g/l PdCl2 (the pH value was 2) at 323 K for 10 min and rinsed with distilled water, and then the CFP films were added into the 2-g/l NaH2PO2 solution at 313 K for 10 min. After that, the activated substrates were put into the electroless copper plating bath containing 16 g/l CuSO4·5H2O, 18.5 g/l Na2EDTA, 14 g/l NaKC4H4O6·2H2O, 14.5 g/l NaOH, and 15 ml/l HCHO [21,22,23]. The bath temperature was 333 K. The plated time was 5–120 min.
Vector network analyzer (Agilent 8720ET) was used for electromagnetic interference (EMI)—shielding effectiveness (SE) analysis. Surface morphology of the plated CFP sheets was observed by SEM (JEOL, JSM-5600LV). Links Systems energy dispersive spectrometer (EDS) was used for element analysis. Chemical structure of the samples were measured by XRD (Rigaku D/max-2550V), employing the Cu Kα wavelength and X-ray photoelectron spectroscopy (XPS; Shimazu, AXIS ULTRADLD). X-ray diffraction (XRD) data was obtained in the 20–80° range, with a step interval of 0.03°. Surface functionality information of substrates were characterized by Fourier transform infrared spectroscopy (FT-IR; Thermo, NICOLET 6700). The primer after drying into membranes was used as substrates. 3D stereoscopic microscope (Hirox, KH-7700, Japan) was used to study the surface topography of the plated coating. The Hall system (Nanometrics, HL5500PC) surface was used for electrical observation.
Results and discussion
Figure 1 shows FT-IR spectrum of the primer after drying into membrane. It was observed that the peaks of 1656, 3186, and 3319 cm−1 appeared. These peaks are due to the amide stretching vibration (–CONH−), –N–H− (−NH−) stretching vibration, and –N–H (–NH2) stretching vibration [16, 24]. It was indicated that the amine groups were formed on the surface of primer after drying into membrane.

FT-IR spectrum of the primer after drying into membranes
Figure 2 shows XPS spectra of activated pristine CFP films (a), activated primer-printed CFP films (b), and plated CFP films (c). The peaks at about 286 eV, 338.4 eV, 346.6 V, 398.8 eV, 534 eV, and 932 eV are due to the C 1s, Pd 3d, Ca 2p3/2, N 1s, O 1s, and Cu 2p3/2 [12, 24], respectively. As shown in Fig. 2 (b), the characteristic peak of nitrogen was detected, which indicated that the amine groups were formed on the surface of primer-printed CFP films. Meanwhile, Pd 3d signal is also detected in the spectrum. It was found that the structure of primer-printed CFP films would facilitate the chemisorption of palladium ions. These results indicate that only the printed areas could adsorb the palladium ions on the surface of CFP films. The chemisorbed Pd atoms used as the catalyst for the electroless plating [8, 18, 19], as shown in Fig. 2 (c), Cu signal was detected in the spectrum. Two contributions are discerned at 934.3 and 932.2 eV, as shown in Fig. 3a. The higher peak at 934.3 eV is assigned to Cu2+ in the plated coating [12, 24, 25]. The lower peak at 932.2 eV suggests the presence of Cu+ or Cu0 [12, 24, 25]. Auger Cu LMM spectrum was used to confirm the presence of Cu+ at 915.8 eV and Cu0 at 917.3 eV, as shown in Fig. 3b [12, 24, 25]. It was indicated that the Cu and Cu2O deposited on the surface of pretreated CFP films after electroless plating.

XPS spectra of activated pristine CFP films (a), activated primer-printed CFP films (b), and plated CFP films (c)

Cu 2p3/2 XPS and auger Cu LMM spectrum of plated CFP films (b)
Figure 4 shows photographic images of primer-printed CFP films (Fig. 4a, b) and plated CFP films (Fig. 4c, d). As shown in Fig. 4a, b, the CFP films were printed primer with a pattern by screen printing. Black pigment and tints were added to achieve the desired visual effect. As shown in Fig. 4c, the region-wide copper films plated on the CFP films after electroless plating when the substrate all-region modified with primer. The results indicated that the copper coating could grow on the surface of CFP films modified with primer. It was also found that the copper coating only deposited on the primer-printed region and nowhere else, resulting in copper patterning being formed on the surface of the CFP films, as shown in Fig. 4d. Thus, the pattern on the screen was transferred to the surface of the CFP films after electroless plating. It was indicated that selectivity in copper patterning was obtained successfully by electroless plating on the surface of the CFP films modified with primer.

Photographic images of primer-printed CFP films (a, b) and plated CFP films (c, d)
Figure 5 shows a schematic diagram of region-selective electroless copper plating on the surface of the CFP films modified with primer. As shown in Fig. 5, the CFP films were printed primer with a pattern by screen printing, and then forced dry. During drying, the active groups were linked through dehydration condensation between the primer and substrate, thus the region-selective primer was formed. In addition, the hydroxypropyl acrylate would also facilitate the dehydration condensation between the primer and substrate, leading to high adhesion. Thus, only the printed areas formed higher density of amine groups on the surface of the CFP films. The amine groups serve as cores for chemisorption of Pd2+ ions via complexation [15,16,17, 26]. The Pd2+ ions were used as the catalyst for the electroless plating on the printed regions [8, 9]. The pattern on the screen was transferred to the surface of the CFP films after electroless plating.

Schematic diagram of region-selective electroless copper plating on the surface of CFP films modified with primer
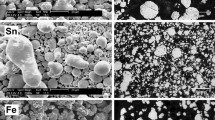
Figure 6 shows SEM image (a) and chemical compositions (b) of the plated CFP films modified with primer. It was revealed that the uniform copper crystals were formed in the plated coating, as shown in Fig. 6a. Figure 6b shows the chemical compositions of copper-plated CFP films measured using EDS. The signals of chlorine, oxide, and copper were found. The samples contain oxygen element because the copper coating were oxidized. It was suggested that the copper and copper oxide was deposited on the surface of CFP films modified with primer after electroless plating.

SEM images (a) and chemical compositions (b) of the plated CFP films modified with primer
Figure 7 shows XRD pattern of the plated CFP films modified with primer. The diffraction peaks centered around 43.3°, 50.4°, and 74.3° are very close to the expected Bragg peaks of the face-centered Cu (111), (200), and (220) [23, 27]. In addition, the remaining peaks centered around 29.7°, 36.5°, 42.4°, 61.54°, 73.7°, and 77.6° are very close to the expected Bragg peaks of Cu2O (110), (111), (200), (220), (311), and (222) [23, 27]. The Cu2O has good ability of shielding effect [1, 10]. It was suggested that the Cu and Cu2O was plated on the surface of CFP films. The chemical reaction process can be expressed as the following reaction [1, 10]:

XRD pattern of the plated CFP films modified with primer
The results indicated that the Cu and Cu2O deposited on the surface of pretreated CFP films after electroless plating.
Figure 8 shows the coating thickness (a) and electrical resistivity (b) of plated CFP films when the plated time increased from 5 to 120 min. When the plated time increased from 5 to 120 min, the coating thickness was enhanced from 0.12 to 10 μm, and the electrical resistivity was decreased from 12,544 to 0.4 Ω cm. It probably resulted from the higher plated time which would facilitate electroless copper plating on the surface of CFP films. The electrical resistivity reduced with the increase of the thickness of copper layers.

Coating thickness (a) and electrical resistivity (b) of copper-plated CFP films when the plated time increased from 5 to 120 min
Figure 9 shows EMI-SE of primer-printed CFP films (a) and plated CFP films (b) in a frequency range of 1–17 GHz. The EMI-SE of copper-plated CFP films is closely related to its all-region conductivity [26]. Thus, the all-region metalization of the surface of CFP films can be estimated by investigating the EMI-SE [26]. It was found that the EMI-SE of plated CFP films modified with primer above 30 dB, and the EMI-SE of plated CFP films higher than the one of primer-printed CFP films in the frequency range of 1–17 GHz. It was concluded that the tightly packed copper layers deposited on the surface of CFP films modified with primer after electroless plating.

EMI-SE of primer-printed CFP films (a) and plated CFP films (b) in a frequency range of 1–17 GHz
Figure 10 shows surface topography of pristine CFP films (a), primer-printed CFP films (b), and copper coating plated CFP films, respectively. The average roughness value (R a ) were measured to be 84 μm for pristine CFP films, 49 μm for primer-printed CFP films, and 53 μm for plated CFP films, respectively. The blown PE films mixed with foam powders and CaCO3 powders could form the coarse surface, which could also enhance R a of the surface of primer-printed CFP films. The rough surface of the substrates could provide a large area for chemical bond between primer and substrate and mechanical anchor between primer and plated copper. The increase in the R a for the copper coating plated on the CFP films was obviously due to large copper particles deposited on the primer surface.

Surface topography of pristine CFP films (a), primer-printed CFP films (b), and copper-coating plated CFP films
Figure 11 shows photographic images (a–c) and cross-section microscope image (d) of plated CFP films. As shown in Fig. 11a, b, a selective copper patterning was obtained successfully by electroless copper plating on the surface of the CFP films modified with primer, which had many advantages, such as high precision, no cracking, and good toughness. Figure 11c shows the copper lines of different widths on the surface of the CFP films. The minimum width of copper lines and spacing between copper lines are 0.2 and 0.6 mm, respectively. It is reasonable to expect that the feature size of plated patterning become more accurate with the increase of screen mesh. Referring to the cross-section analysis, the copper coating is deposited on the surface of the primer, as shown in Fig. 11d. The results indicated that the flexible and high-precision copper patterning on the surface of CFP films could be achieved based on printing primer with a pattern by screen printing in combination with electroless copper plating.

The photographic images (a–c) and cross-section microscope image (d) of plated CFP films
Figure 12 shows plated coating remained on the plated substrate after adhesion assessment. Selective electroless copper plating on pure PE films (a) and CFP films (b) were subjected to the Scotch tape test. The surface of plated coatings was carved with similar grids and was then analyzed with Scotch®-tape tests. The bubbling, corrugation, and abscission were found through tape test on plated pure PE films. The plated coatings on CFP films never failed, and 95% of dots passed the Scotch®-tape test (n = 3 for all the tested levels). The results indicated that mechanical anchor between deposited copper and coarse primer was strong, leading to the good adhesion.

Plated coating remained on plated pure PE films (a) and CFP films (b) after adhesion assessment
Conclusions
In this work, the region-selective electroless copper plating on the surface of polyethylene films was developed. The main steps included blown highly filled and foamed CFP films, printed primer with a pattern by screen printing, ion-adsorption of Pd2+, and electroless plating. It was found that the blown PE films mixed with foam powders and CaCO3 powders could form the coarse surface. The R a of pristine CFP films and primer-printed CFP films were 84 and 49 μm, respectively, resulting in a better adhesion of the primer and plated coating. The copper coating plated on the surface of primer and nowhere else after electroless plating. Thus, the pattern on the screen was transferred to the surface of the CFP films. When the plated time increased from 5 to 120 min, the coating thickness was enhanced from 0.12 to 10 μm and the electrical resistivity was decreased from 12,544 to 0.4 Ω cm. The EMI-SE of plated CFP films isabove 30 dB. In addition, the copper patterning possessed excellent selectivity, adhesion, and flexibility.
References
Sun B, Mindemark J, Edström K, Brandell D (2015) Realization of high performance polycarbonate-based Li polymer batteries. Electrochem Commun 52:71–74
Inoue F, Philipsen H, Van der Veen MH, Van Huylenbroeck S, Armini S, Struyf H, Tanaka T (2014) Electroless Cu seed on Ru and Co liners in high aspect ratio TSV. J Electrochem Soc 161:768
Kreitz S, Penache C, Thomas M, Klages CP (2005) Patterned DBD treatment for area-selective metallization of polymers–plasma printing. Surf Coat Technol 200:676
Zhai T, Liu B, Ding CH, Lu LX, Zhang C, Xue KG, Yang DA (2015) Ni–P electroless deposition directly induced by sodium borohydride at interconnected pores of poly (ether ether ketone)/multiwalled carbon nanotubes composites surface. Surf Coat Technol 272:141–148
Tseng CC, Chang CP, Sung Y, Chen YC, Ger MD (2009) A novel method to produce Pd nanoparticle ink for ink-jet printing technology. Colloids Surf A Physicochem Eng Asp 339:206
Kämpken B, Heinrich M, Vavaleskou T, Auner N, Terfort A (2014) Facile preparation of catalytically active, microstructured gold patterns on quartz and silicon substrates. Appl Surf Sci 307:197–201
Xu CJ, Liu GL, Chen HY, Zhou RH, Liu YQ (2014) Fabrication of conductive copper-coated glass fibers through electroless plating process. J Mater Sci Mater Electron 25:2615–2617
Pinto LMC, Maia G (2015) Selected properties of Pt(111) modified surfaces: a DFT study. Electrochem Commun 60:135–138
Chao YJ, Liu CR, Pan LS, Lee CL (2015) Activity of small silver nanocubes as activators for electroless copper deposition. Electrochim Acta 183:20–26
Lu YX, Xue LL, Li F (2010) Silver nanoparticle catalyst for electroless Ni deposition and the promotion of its adsorption onto PET substrate. Surf Coat Technol 205:519
Perelaer J, Smith PJ, Mager D, Soltman D, Volkman SK, Subramanian V, Korvink JG, Schubert US (2010) Printed electronics: the challenges involved in printing devices, interconnects, and contacts based on inorganic materials. J Mater Chem 20:8446
Cao JL, Wua ZK, Yang J, Li SY, Tang HX, Xie GY (2012) Site-selective electroless plating of copper on a poly(ethylene terephthalate) surface modified with a self-assembled monolayer. Colloids Surf A Physicochem Eng Asp 415:374–379
Zhang Y, Liu C, Whalley DC (2012) The penetration limit of poly (4-vinyl phenol) thin films for etching via holes by inkjet printing. Appl Phys Lett 101:253302
Yun YS, Le VD, Kim H, Chang SJ, Baek SJ, Park SJ, Kim BH, Kim YH, Kang K, Jin HJ (2014) Effects of sulfur doping on graphene-based nanosheets for use as anode materials in lithium-ion batteries. J Power Sources 262:79–85
Hu XQ, He QH, Lu H, Chen HW (2010) Fabrication of gold microelectrodes on polystyrene sheets by UV-directed electroless plating and its application in electrochemical detection. J Electroanal Chem 638:21–27
Zhou QH, Chen HW, Wang Y (2010) Region-selective electroless gold plating on polycarbonate sheets by UV-patterning in combination with silver activating. Electrochim Acta 55:2542–2549
Hao ZX, Chen HW, Zhu ZY, Li JM, Liu C (2008) Modification of amorphous poly(ethylene terephthalate) surface by UV light and plasma for fabrication of an electrophoresis chip with an integrated gold microelectrode. J Chromatogr A 1209:246–252
Chen DS, Lu QH, Zhao Y (2006) Laser-induced site-selective silver seeding on polyimide for electroless copper plating. Appl Surf Sci 253:1573–1580
Chang Y, Tao Y, Zhang Q, Yang ZG (2015) Selective adsorption of catalyst and copper plating for additive fabrication of conductive patterns and through-holes. Electrochim Acta 158:7–12
Tanifuji SI, Kikuchi T, Takimoto JI, Koyama K (2000) Overall numerical simulation of extrusion blow molding process. Polym Eng Sci 40:1878–1893
Domínguez-Ríos C, Moreno MV, Torres-Sánchez R, Antúnez W, Aguilar-Elguézabal A, González-Hernández J (2008) Effect of tartrate salt concentration on the morphological characteristics and composition of Cu-Zn electroless plating on Zamak 5 zinc alloy. Surf Coat Technol 202:4848–4854
Domenech SC, Severgnini VLS, Pinheiro EA, Avila AOV, Borges JNG, Lima JE, Drago V, Soldi V (2005) Effect of chemical surface treatment on thermal stability of poly(ethylene terephthalate) films used in flexible circuits. Polym Degrad Stab 88:461–467
Georgieva J, Armyanov S (2007) Electroless deposition and some properties of Ni–Cu–P and Ni–Sn–P coatings. J Solid State Electrochem 11:869–876
Choi JY, Kim TJ, Lee S, Son SU, Ko HS, Nguyen VD, Byun DY (2008) Drop-on-demand printing of conductive ink by electrostatic field induced inkjet head. Appl Phys Lett 93:193508
Liu P, Hensen EJ (2013) Highly efficient and robust Au/MgCuCr2O4 catalyst for gas-phase oxidation of ethanol to acetaldehyde. J Am Chem Soc 135:14032–14037
Geng YM, Lu CH, Liang M, Zhang W (2010) Characterization and properties of electroless nickel plated poly (ethylene terephthalate) nonwoven fabric enhanced by dielectric barrier discharge plasma pretreatmen. Plasma Sources Sci Technol 12:716–721
Guo RH, Jiang SQ, Yuen CWM, Ng MCF (2009) Effect of copper content on the properties of Ni–Cu–P plated polyester fabric. J Appl Electrochem 39:907–912
Acknowledgements
The authors would like to thank the financial supports from the General Project of Natural Science in Colleges and Universities in Anhui Province (grant no. KJ2015B1105905 and KJ2015B1105906) and the Opening Project of CAS Key Laboratory of Materials for Energy Conversion (grant no. KF2016001).
Author information
Authors and Affiliations
Corresponding author
Additional information
Highlights
• Region-selective electroless copper plating on the calcium carbonate-filled polyehtylene films can be achieved when the substrates were printed primer with a pattern.
• The print areas formed higher density of amine groups.
• The plated copper patterning possesses high adhesion.
Rights and permissions
About this article

Cite this article
Huang, J., Chen, Z., Zhou, F. et al. High-adhesive electroless copper plating on polyethylene surface modified with primer. J Solid State Electrochem 21, 1559–1566 (2017). https://doi.org/10.1007/s10008-016-3503-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10008-016-3503-1