
Abstract
The copper content of electroless Ni–Cu–P-plated polyester fabric mainly depends on the copper ion concentration in the plating solution, which in turn has a significant effect on the properties of the coatings. The effects of copper sulphate concentration (CuSO4) on the deposition rate, composition, surface morphology, crystal structure, surface resistance and electromagnetic interference (EMI) shielding effectiveness of electroless Ni–Cu–P deposits were investigated. The results show that the copper content in the deposits increased significantly, whereas nickel content decreased significantly and phosphorus content decreased slightly with a higher copper ion concentration. Compact coating layers were obtained with a nodular morphology. With increase of copper ion concentration in the solution, the crystallinity of the deposits also increased. In addition, the surface resistance decreased and the EMI shielding effectiveness of the Ni–Cu–P deposits increased.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Electromagnetic interference (EMI) is a well-known problem in commercial and scientific electronic instruments, antenna systems and military electronic devices. EMI shielding is in critical demand due to the increased sensitivity and interference between digital devices. Such shielding is necessary not only for healthy electromagnetic environments, but also for properly functioning communications. It is obvious that there is a critical need to develop effective and practical EMI shielding materials and to investigate their potential applications [1, 2].
In general, the important types of material for preventing EMI are conductive textiles that are coated with aluminium, copper, silver and nickel. Currently used metal coating techniques include metal foil and laminates, conductive paints and lacquers, sputter coating, vacuum deposition, flame and arc spraying, and electroless plating [3–9]. Among these, electroless nickel plating has been used in many industrial applications due to its outstanding deposition properties, such as excellent corrosion, wear resistance and deposit uniformity [10, 11]. Furthermore, the recent studies [12–15] have indicated that some of the characteristics of electroless Ni–Cu–P deposits, such as their thermal stability, corrosion resistance, magnetic and electrical properties, are superior to those of electroless Ni–P deposits, hence, the former is regarded as a potential substitute for latter. Although there have been some reports [16–18] on the study of electroless Ni–P plating on fabrics, little research has been conducted on electroless Ni–Cu–P plated fabric.
The purpose of this work was to develop electroless plating of Ni–Cu–P onto polyester fabric and investigate the effect of copper content on the properties of Ni–Cu–P plated fabric. The electroless plating of Ni–Cu–P onto polyester fabric was investigated by using hypophosphite as the reducing agent for the preparation of conductive fabrics. The effects of copper ion (Cu2+) concentration in the plating solution on the deposition rate, composition and properties of deposits such as crystal structure, surface morphology, surface resistance and EMI shielding effectiveness were also studied.
2 Experiment
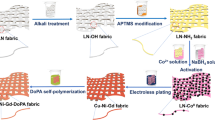
Plain weave 100% polyester fabric (47 × 40 count/cm2, 84 g m−2) was used as the substrate. The electroless Ni–Cu–P plating was carried out via a multi-step process that included pre-treatment, sensitisation, activation, plating, post-treatment to stop Ni–Cu–P reduction, rinsing and drying.
All the fabric samples underwent pre-treatment before electroless plating. They were washed with 5% detergent at room temperature for 20 min and then rinsed thoroughly in deionised water. Surface sensitisation was conducted by immersing the samples in an aqueous solution that contained 10 g L−1 stannous chloride and 40 mL L−1 hydrochloric acid (38%) at 25 °C for 10 min. The samples were then rinsed in deionised water and activated by immersing them in a solution containing 0.5 g L−1 palladium chloride and 20 mL L−1 hydrochloric acid (38%) at 25 °C for 10 min. They were then rinsed in a large volume of deionised water for more than 5 min to prevent contamination of the plating bath. The samples were subsequently immersed in the electroless Ni–Cu–P plating bath for 20 min. The chemical compositions of this plating bath are given in Table 1.
In the post-treatment stage, the samples were rinsed in deionised water at 40 °C for 20 min and then dried in an oven at 60 °C. All the alloy-plated samples were conditioned in accordance with ASTM D1776-04 before measurement.
The deposition rate was calculated from the weight gain of the samples before and after electroless plating processes of different times. The units are expressed as mg cm−2 h−1. A field emission scanning electron microscope (SEM, JSM-6335F at 3.0 kV) was used to characterise the surface morphology of the Ni–Cu–P deposits, and their chemical composition was determined via an energy dispersive X-ray (EDX) attached to the SEM. The crystal structure of the deposits was investigated using X-ray diffraction (XRD, Cu Kα radiation and a graphite filter at 40 kV and 40 mA).
Surface resistance (Rs) was measured by the four-probe method described in ASTM F 390. Rs is considered to be the resistance of a square sample, and units of Rs are commonly expressed as ohms per square or Ω/sq. EMI shielding effectiveness (SE) was obtained according to ASTM D 4935-99 by using a vector network analyser (Agilent-E8363A) equipped with a synthesised frequency source and a scattering parameter (S-parameter) test set over a frequency range of 10 MHz–20 GHz.
3 Results and discussion
3.1 Effect of CuSO4 concentration on deposition rate
The effect of CuSO4 concentration in the plating solution on the deposition rate of the Ni–Cu–P alloy is illustrated in Fig. 1. At a given temperature and pH, this deposition rate initially increases with a higher CuSO4 concentration [19], but then decreases if the CuSO4 concentration is above 6 g L−1. The maximum value of the plating rate observed was 6 g L−1of CuSO4.

Effect of CuSO4 concentration on deposition rate at pH 10.0
The mechanism by which CuSO4 affects the deposition rate can be explained by the increased catalytic activity of the electroless Ni–Cu–P alloy [20]. It is suggested that this increased activity is primarily due to the weaker chemisorption of hydrogen on the Ni–Cu–P surface, in comparison to pure nickel. Copper was observed to play three different roles when added to the solution for electroless plating: (1) as a stabiliser [Cu (I)]; (2) as an accelerator (due to the catalytic properties of Ni–Cu–P alloys); and (3) as a stability-affecting agent (due to the formation of randomly dispersed copper particles in the solution) [21, 22].
When the bulk concentration of Cu2+ exceeds the critical value, the deposition rate deteriorates as a result of the displacement of the deposited nickel by the copper ions. The competition between the oxidation of nickel and the reduction of copper ions can be easily understood from the constructed reaction of the redox couple, expressed as [23]
Consequently, the deposited Ni is dissolved into the plating bath.
3.2 Effect of CuSO4 concentration on deposit composition
The effect of copper concentration in the plating bath on the composition of the electroless Ni–Cu–P alloy deposits is shown in Fig. 2. The copper content in the Ni–Cu–P coatings increases significantly with a higher CuSO4 concentration. However, the nickel content and the amount of phosphorus present in these coatings are reduced. The Cu is preferentially deposited because its reduction potential is greater than that of the Ni and P [24, 25], as follows.

Effect of CuSO4 concentration on deposit composition
3.3 Surface morphology
The surface morphology of the Ni–Cu–P deposits was investigated by SEM and then compared with the Ni–P deposits. The surface morphology of the latter exhibits the coarse nodular structure shown in Fig. 3. Copper deposition plays a major role in reducing or inhibiting the activation of additional nodule sites. The refinement in the micro-structure of the nodularity, with smooth and bright Ni–Cu–P deposits, can be clearly seen in Fig. 4. This was further confirmed by observing the morphology of the Ni–Cu–P deposits at a higher magnification (30,000), as shown in Fig. 4d. The nodular deposition in a coating depends on both the nucleation rate and the growth of the deposit, and is also interpreted as an acceleration of the nucleation rate. Zhong et al. [26] explained in their patent that the controlled introduction of copper ions activates natural nucleation sites, which results in an increase in the concentration and thus the production of more nuclei. In other words, the introduction of copper to the deposit seems to suppress the growth of the nodules by inhibiting further growth. This is probably the main reason for the attainment of the bright and smooth Ni–Cu–P alloy deposits.

SEM micrographs of Ni–P deposits with magnifications of a 1,000, b 3,000, c 10,000 and d 30,000

SEM micrographs of Ni–Cu–P deposits obtained at a CuSO4 concentration bath of 2 g L−1 with magnifications of a 1,000, b 3,000, c 10,000 and d 30,000
3.4 Crystal structure
The XRD patterns obtained from the Ni–Cu–P-plated deposits show that their structure is amorphous or micro-crystalline at a low Cu content and crystalline at a high content. Figure 5 shows the XRD patterns of Ni–Cu–P films with various copper content deposits. There was a broad diffraction peak at 2θ = 40–50° with the absence of copper in the deposits, thus indicating that the Ni–P coating was in an amorphous state. This is consistent with other research results that have shown that the phosphorus content is above 7 wt% [27]. For the deposit that contained 37.62 wt% of copper, a wide peak was observed that corresponded to the (111) plane of the cubic Ni phase. As this peak was wide, with a low degree of intensity, the crystallinity of the deposits was at a low level. For the deposit that contained 49.99 wt% of copper, the (111), (200), (220) and (311) crystal planes of the copper appeared simultaneously. It is obvious that an increase in the Cu content of such deposits also enhances their crystallinity. When compared with the Ni–P deposits, the micro-structure of the Ni–Cu–P deposits changes gradually from amorphous to crystalline as the copper content is increased.

XRD patterns of Ni–Cu–P-plated polyester fabric at different Cu2+ concentrations: a 0 g L−1, b 2 g L−1, c 4 g L−1, and d 6 g L−1
3.5 Surface resistance and shielding effectiveness
The EMI shielding effectiveness of electroless Ni–Cu–P-plated polyester fabric is closely related to its surface resistance, and thus the former can be estimated by determining the latter. The effect of the CuSO4 concentration on this surface resistance is shown in Fig. 6. It can be seen that the surface resistance of the Ni–Cu–P deposits decreases with a higher CuSO4 concentration in the plating bath. This is because a higher copper ion concentration in the plating solution leads to a considerable increase in weight, as there is a greater copper content in the deposits. In addition, copper has a lower degree of electrical resistivity, and the presence of its atoms can increase the crystalline structure of Ni–Cu–P films.

The effect of CuSO4 concentration on the surface resistance of Ni–Cu–P-plated polyester fabric
The EMI shielding effectiveness value expressed in dB is calculated from the incident to transmitted power ratio of the electromagnetic wave, as shown in the Eq. 5:
where P 1 (E 1) and P 2 (E 2) are the incident power (incident electric field) and transmitted power (transmitted electric field), respectively [28].
Figure 7 shows the shielding effectiveness (SE) of Ni–Cu–P plated fabrics with different concentrations of CuSO4 in the plating bath. This effectiveness increases greatly with higher CuSO4 concentrations due to the greater copper content and weight. According to Schelkunoff’s theory, better fabric conductivity leads to a higher level of SE. The SE values of the four different deposit concentrations higher than 45 dB at all frequencies. The SE value of the sample at 6 g L−1 CuSO4 is the highest (80 dB) at the higher frequencies, which greatly exceeds the general industrial requirement. In general, the SE of a material is greater at a higher frequency. Adsorption loss value is the main influential factor in a high-frequency condition, whereas reflection loss is the main such factor in a low-frequency condition; that is, reflection loss decreases at a higher frequency, whereas absorption loss increases. This increase in absorption loss results in greater SE at higher frequencies [29], which indicates that electroless Ni–Cu–P-plated polyester fabric effectively attenuates the penetrability of electromagnetic waves. Hence, this fabric is of practical use for many EMI-shielding applications, especially for high-frequency electromagnetic fields.

Shielding effectiveness of Ni–Cu–P-plated fabrics with different CuSO4 concentrations: a 0 g L−1, b 2 g L−1, c 4 g L−1 and d 6 g L−1
4 Conclusions
The electroless plating of Ni–Cu–P onto polyester fabric and the effects of the CuSO4 concentration on the deposition rate, chemical composition, surface morphology, crystal structure, surface resistance and EMI shielding effectiveness of electroless Ni–Cu–P deposits was investigated. The deposition rate initially increases at a higher CuSO4 concentration, but then decreases if this concentration is above 6 g L−1. At a higher CuSO4 concentration, the copper content in the coating increases significantly, whereas the nickel content decreases significantly and the phosphorus content decreases only slightly. The surface morphology of the Ni–Cu–P deposits shows their nodular structure. The XRD patterns indicate that the copper content produces structural change. The degree of crystallinity increases correspondingly with a greater copper content. In addition, there is a decrease in their surface resistance and an increase in their EMI shielding effectiveness with increase in the Cu2+ concentration of the solution as a result of the greater weight and higher level of copper content in the deposits. These results suggest that electroless Ni–Cu–P-plated polyester fabric has potential application as a shielding material.
References
Wu GH, Huang XL, Dou ZY, Chen S, Jiang LT (2007) J Mater Sci 42:2633
Yang YL, Guptai MC, Dudley KL (2007) Nanotechnology 18:345701
Paris Innovation 128 (1996) Technology Trend 1996 Electromagnetic Interference shielding-A Materials Perspective, Innovation 128, S. A. Paris
Kwon OS, Jung JC, Yoo YH (1983) Polymer (Korea) 7:342
Yasufuku S (1995) IEEE Electr Insul Mag 6:947
William CS (1988) J Coat Fabrics 17:243
Bula K, Koprowska J, Janukiewicz J (2006) Fibers & Text in East Eur 14:75
Jiang SQ, Newton E, Yuen CWM, Kan CW (2006) Text Res J 76:57
Han EG, Kim EA, Oh KW (2001) Synth Met 123:469
Mallory GO, Hadju JB (1990) Electroless plating. AESF, Orlando Florida
Riedel W (1991) Electroless nickel plating. Finishing Publishers Ltd, England
Krasteva N, Fotty V, Armyanov S (1994) J Electrochem Soc 141:2864
Wang YW, Xiao CG, Deng ZG (1992) Plat Surf Finish 79:57
Lee CY, Lin KL (1994) J Appl Phys Part 1 33:4708
Hur KH, Jeong JH, Lee DN (1991) J Mater Sci 26:2037
Yuen CWM, Jiang SQ, Kan CW (2007) Appl Surf Sci 253:5250
Simor M, Rahel J, Cernak M (2003) Surf Coat Technol 172:1
Jiang SQ, Kan CW, Yuen CWM (2008) J Appl Poly Sci 108:2630
Ashassi-Sorkhabi H, Dolati H, Parvini-Ahmadi N, Manzoori J (2002) Appl Surf Sci 185:155
Lelental M (1975) J Electrochem Soc 122(4):486
Armyanov S, Georgieva J, Tachev D (1999) Electrochem Solid State Lett 2:323
Georgieva J, Armyanov S (2007) J Solid State Electrochem 11:869
Chen CH, Chen BH, Hong L (2006) Chem Mater 18:2959
Jones (1992) Principles and prevention of corrosion, Chap. 2. Macmillan Publishing Company, New York
Chen CJ, Lin KL (1999) J Electrochem Soc 146:137
Zhong LL, Liu CC, U. S. Pat. 6,410,104
Baskaran I, Sankara Narayanan TSN, Stephen A (2006) Mater Chem Phys 99:117
Paul CR (ed) (1992) Introduction of electromagnetic compatibility. Wiley, New York
Gao Y, Huang L, Zheng ZJ, Li H, Zhu M (2007) Appl Surf Sci 253:9470
Acknowledgements
The authors acknowledge the financial support of The Hong Kong Polytechnic University and the technical support of the Materials Research Centre of The Hong Kong Polytechnic University.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Guo, R.H., Jiang, S.Q., Yuen, C.W.M. et al. Effect of copper content on the properties of Ni–Cu–P plated polyester fabric. J Appl Electrochem 39, 907–912 (2009). https://doi.org/10.1007/s10800-008-9736-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10800-008-9736-7