
Abstract
Microwave heating and grinding experiments were conducted on samples of Hongtoushan copper ore and Dandong gold ore with different particle sizes and forms. The differences between the heating effects observed were then investigated using the electromagnetic characteristics of the bulk and powdered ore samples. The results show that the bulk copper ore experiences a high shielding effect as the microwaves are strongly reflected. The dielectric constant and reflection from a powdered sample are significantly weaker. Microwaves of frequency 2.45 GHz produce an insignificant heating and grinding effect in a cylindrical sample of Hongtoushan copper ore; the heating and grinding effect using a particulate sample is significantly better. In contrast, the heating and grinding effect obtained using a cylindrical sample of Dandong gold ore is better than that obtained using a particulate sample. The reasonable use of microwave heating to process ore is also discussed. Hongtoushan copper ore is suitable for microwave treatment after fine crushing. Dandong gold ore is suitable for microwave treatment before fine crushing. In the latter case, the application of microwaves could be moved forward to the mining process stage before carrying out the other procedures further downstream.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Grinding ore consumes an extremely large amount of energy (Furstenau and Abouzeid 2002). In fact, it is estimated that such activity accounts for about 2% of global power consumption (Napier-Munn 2015) and only 1% of this energy is effectively utilized (Jones et al. 2005). Hence, a significant reduction in the amount of energy used in the beneficiation process can be achieved if improvements can be made to the mineral-grinding process. Microwave-assisted crushing is a relatively new technique that can be used to facilitate rock fragmentation. The essence of the technique is that different minerals show different sensitivities to microwaves and this produces a temperature gradient in the rock. When the thermal stress thus created reaches the strength limit of the rock, or the temperature exceeds the melting point, the rock will be destroyed (Lu et al. 2019). Clearly, the generation of microcracks will theoretically reduce the amount of energy consumed in the grinding process (Kingman et al. 1999).
Therefore, the use of microwaves in the grinding process is considered to be potentially very important. As early as the 1980s, a research by the U.S. Bureau of Mines showed that most valuable minerals could be heated rapidly (Mcgill and Walkiewicz 1987; Walkiewicz et al. 1988). A large number of scholars have performed research on the microwave treatment of ore and their results showed that microwave treatment can decrease the Bond work index of the ore. Researchers from the U.S. Bureau of Mines (Walkiewicz et al. 1991) utilized microwaves (3 kW power rating) to treat iron ore containing hematite, magnetite, and goethite. They found that the Bond work index was decreased by 9.9–23.7%. After microwave treatment, the work index of ilmenite in Norway was found to be reduced by 90% (Kingman et al. 1999). After a short period of heating, the strength of copper carbonatite ore was found to decrease and its grinding efficiency increased significantly (Kingman et al. 2004b). After microwave treatment was applied to gold ore (including quartz, silicate, and iron oxide), its crushing strength and Bond work index were found to decrease by 31.2% and 18.5%, respectively (Amankwah et al. 2005).
Microwave treatment not only facilitates the grinding of ores, but also helps to release the minerals it contains. For example, after microwave treatment, the recovery of gold has been found to increase from 28 to 40% (Amankwah et al. 2005). After microwave treatment, the amount of copper recovered from porphyry copper ore increased by about 1% (Batchelor et al. 2016). This microwave-enhanced liberation is equivalent to that observed by increasing the grind size by approximately 30 μm.
Although microwave treatment promotes the crushing and grinding of ores, it has been suggested that the energy saved in the ore crushing and grinding process does not compensate for the energy required to generate the microwaves (Haque 1999). Therefore, the technique must be able to reduce energy consumption, reduce costs, and maximize heating efficiency before it is considered for industrial application (Kingman 2006). It has been verified, through experiments and simulations, that the higher the power, the shorter the residence time, and the better the heating effect (Kingman et al. 2004b; Whittles et al. 2003). Therefore, high-power and low-energy consumption is the approach suggested for microwave industrialization. Researchers at the University of Nottingham in the UK (Batchelor et al. 2017; Buttress et al. 2017) designed a continuous pilot system for the microwave treatment of ore with a maximum processing capacity of 150 t/h and a high rate of power consumption (2 × 100 kW). The ore was treated using a short exposure time. The results indicated that the grinding and subsequent release of minerals from the ore could be promoted, even though the amount of microwave energy consumed was low.
To realize the industrial application of microwave-assisted ore crushing and grinding, it is necessary to optimize the equipment, reduce equipment cost, and improve power efficiency (Kumar et al. 2010). However, it is also important to investigate the absorbing properties of the ore in depth, so that a reasonable microwave treatment scheme can be devised.
Most metal oxides and sulfides experience good heating effects (Hua and Liu 1996), but gangue minerals, e.g., quartz, calcite, and feldspar, are not heated (Ali 2010). It is possible to predict the heating effect in rocks based on the amount of absorbing minerals present (Hartlieb et al. 2016; Lu et al. 2017). However, in addition to mineral content, there are other factors that affect the heating effect produced in ores, e.g., the particle sizes of the sensitive minerals (John et al. 2015; Yang et al. 2018) and particle size of the ore itself (Kingman et al. 2000; Wang and Forssberg 2005; Jokovic et al. 2019).
In microwave applications, the dielectric properties of a material are the physical quantities that characterize its ability to absorb microwaves (Salema et al. 2013). Therefore, measuring the dielectric properties of an ore is important if we are to understand its sensitivity to microwaves. The real part of the dielectric constant of a material relates to its permittivity; the imaginary part relates to its conductivity (the larger the imaginary part, the greater the conductivity). Compared to the rock material, the ore itself has the potential to have good electrical conductivity and this can affect the heating effect. Therefore, it is necessary to identify whether the heating effect in the ore (especially a conductive ore) can be predicted based on its absorbent-mineral content. It has been shown that the electrical conductivities of composites exert an effect on their electromagnetic properties (Panwar et al. 2010). However, there have been few studies on the dielectric and shielding properties of conductive ores. ‘Electromagnetic shielding’ refers to the ability of conductive materials to prevent the penetration of alternating electromagnetic fields into the inner regions of the material. An ideal electromagnetic shielding effect is produced by a body that is a complete electrical conductor and reflective electromagnetic shielding requires the shielding body to have good electrical continuity (González et al. 2018). More generally, when an electromagnetic wave impinges upon the surface of an arbitrary material, the wave’s energy is mainly involved in reflection, absorption, internal multiple reflection loss, and transmission processes.
As microwaves penetrate a surface and migrate into the bulk of a body, their intensity decreases exponentially. The depth at which the electric field strength falls to 1/e of its original (surface) value is called the penetration or skin depth, Dp. An expression is derived for the penetration depth which has the form (Peng et al. 2010):
where λ0 represents the wavelength of the microwaves in free space, and ε′( ε″) and μ′(μ″) represent the real (imaginary) parts of the complex relative permittivity and permeability, respectively.
The effectiveness of the electromagnetic shielding effect is often characterized in terms of the shielding effect (SET) of a material (Li et al. 2006a). This can be split into three contributions: reflection efficiency (SER), absorption efficiency (SEA), and internal multiple reflection performance (SEM), that is:
When SET is greater than 15 dB, the SEM part is negligible. The reflection and absorption efficiencies can be calculated using the following formulae (Li et al. 2006b):
where T and R represent the transmission and reflection coefficients, respectively. The absorption coefficient, A, can be obtained from the relationship A = 1 – R – T. The quantities T, A, and R represent the ratios of the transmitted, absorbed, and reflected powers to the input power, respectively. These quantities can be calculated from the S-parameters (determined, for example, using a network analyzer) and the effective absorption coefficient \(A_{{\text{E}}} = \left( {1 - R - T} \right)/\left( {1 - R} \right)\). The closer R is to 1, the stronger the reflectivity (so R = 1 corresponds to a perfectly reflective surface). Similarly, the closer T (A) is to 1, the stronger the transmittance (absorbance).
In summary, research in this field has mainly focused on analyzing the results of ore crushing and grinding experiments. Little research has been carried out to study the reasonable order of microwave heating processes and the electromagnetic characteristics of ores with good conductivity. In view of this, this paper examined the microwave heating and grinding effects produced in samples of Hongtoushan copper ore (high metal mineral content) and Dandong gold ore (low metal mineral content) made up of particles of different sizes. We tested the dielectric properties and shielding performance of the bulk and powdered test samples and thus gained an in-depth understanding of the energy distribution (absorption/reflection) after the ore was irradiated with microwaves. The difference in the microwave heating effects observed in ore samples of different sizes and forms could then be explained. We also discussed the effect of microwave heating on such metal ores and explored the reasonable use of microwave heating to process them.
2 Equipment and Experimental Methods
2.1 Experimental Samples
Two kinds of gold ores were used in the experiments reported here: Hongtoushan copper ore and Dandong gold ore (Fig. 1). The Hongtoushan copper ore was obtained from Fushun in China. The average grade of copper in the Hongtoushan copper ore is 1.7–1.8%, the average grade of zinc is 2–2.5%, and the average sulfur grade is 16–25%. The main minerals are pyrite, pyrrhotite, sphalerite, and chalcopyrite. The total sulfide content is 60–80% (pyrite 25–34%, pyrrhotite 25–30%, sphalerite 5–6%, and chalcopyrite 5–10%). The maximum grain size of the pyrite crystals can reach several centimeters; the minimum grain size is tens of microns. Pyrrhotite, sphalerite, and chalcopyrite were all produced in the form of aggregates in the Hongtoushan copper ore, and their single crystal sizes cannot be distinguished.

Photographs of the ores observed through a microscope. Key: Py pyrite, Po magnetic pyrite, Sp sphalerite, Ccp chalcopyrite, Qtz quartz, Plag feldspar, Ms muscovite, Cb carbonate (calcite)
The Dandong gold ore was obtained from Dandong in China and is a mica quartz schist type of ore. The average grade of the gold in the Dandong gold ore is 5 × 10–6. The main minerals are quartz, mica (muscovite and sericite), feldspar, carbonate (calcite), and pyrite. Their mineral contents and crystal sizes correspond to: about 8–10%, 0.05–0.2 mm for quartz; about 15–20%, 0.2 mm for mica; about 40–45%, 0.2 mm for feldspar; about 8–10%, 0.2 mm for carbonate; and about 15–20%, 0.2 mm for pyrite, respectively.
2.2 Experimental Equipment
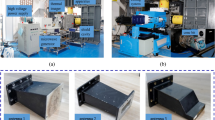
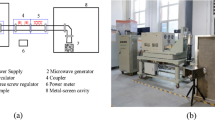
An industrial microwave oven was used as the microwave source (model CM-06S). The equipment produces microwaves of frequency 2.45 GHz at a maximum power of 6 kW in a multi-mode cavity (Fig. 2).

The multi-mode industrial microwave apparatus
Temperatures were measured using an infrared thermal imager (R500EX series) which gives accurate readings over a large temperature range. A planetary ball mill (model QM3SP04) was employed to grind the ore finely under laboratory conditions.
Resistance tests were conducted using a clamp-type multimeter (model 3266TD) and dielectric performance was determined using a vector network analyzer (model E5063A produced by Agilent). The tests employed a rectangular waveguide transmission–reflection method and covered the frequency range of 2.17–3.3 GHz.
2.3 Experimental Steps
2.3.1 Sample Preparation
Two large pieces of ore were chosen (one copper, one gold). These were processed into cylinders with diameters of 50 mm and lengths of 50 mm (Φ50 mm × 50 mm). A jaw crusher was used to finely crush the remaining ore to yield samples with particles in the ranges 8–12.5 mm, 4–8 mm, 1–3.2 mm, and 0–0.4 mm.
The cylindrical specimens and four kinds of graded ores were then dried in an oven for 24 h before being prepared for use. The cylindrical samples had masses of 390 g (copper ore) and 275 g (gold ore), and so, 390 g (copper ore) and 275 g (gold ore) samples of the graded ores were also weighed out to use as experimental objects.
The samples used for the dielectric constant and S-parameter tests were either in bulk or powder form. Cuboid blocks measuring 86.36 mm × 43.19 mm × 10 mm were prepared. The bulk samples were used as one large block. Other blocks of the same size were ground into powder (particle sizes less than 0.075 mm) and pressed to form the powdered samples.
2.3.2 Microwave Heating
The samples were heated by placing them inside the industrial microwave oven. Each sample was placed in a quartz container (which has good microwave transmittance properties and high-temperature resistance) and put into the center of the microwave oven. Each specimen was placed at the center of the multi-mode microwave chamber (Fig. 2), where pilot experiments showed that the heating effect was maximized (Lu et al. 2019). To center the specimen vertically, it was placed on a cushioning block made of mullite, a weak absorber of microwave radiation. An infrared thermometer in the center of the microwave chamber ceiling can be used to measure the surface temperature of the specimens.
The microwave produces radiation with a frequency of 2.45 GHz and its power rating was 4 kW. Different samples were heated for 30, 60, 90, and 120 s. The infrared thermal imager was set in place in advance before heating was started. Immediately after heating, the microwave oven door was opened and the temperature of the sample was measured.
2.3.3 Grinding Experiments
The unheated and microwave-heated samples of ore (cylindrical block, 8–12.5 mm, and 4–8 mm samples) were crushed to produce particles less than 3.2 mm in size. Ore particles in the size range of 1–3.2 mm were taken from each sample for the grinding experiments. To ensure that the particle-size distribution in each group was the same, 1–2 mm and 2–3.2 mm-sized particles each accounted for 50% of the sample in each case. A quantity of each sample was then weighed out (70 g per copper ore sample and 50 g per gold ore sample). The grinding samples were put into the grinding tank and the rotation speed of the ball mill was set to 600 r/min. Table 1 presents further details of the experimental scheme used.
2.3.4 Electromagnetic Characteristics
The dielectric constants and S-parameters of the samples were measured using the vector network analyzer and samples in bulk or powder form (particle size < 0.075 mm). The system was calibrated using air and paraffin samples before testing. The densities of the bulk copper and gold samples were 4.02 and 2.80 g/cm3, respectively. The densities of the copper and gold powder samples were 2.24 and 1.43 g/cm3, respectively. The surface resistance was measured using a clamp multimeter (the measuring distance used was 1 cm) with the measurement range set to 40 MΩ.
To avoid discreteness in the experimental data, three experiments were conducted under each set of conditions and mean values were used.
3 Experimental Results and Analysis
3.1 Microwave Heating Effects
Figure 3 shows plots of the average surface temperatures of the copper and gold ore samples as the heating time is increased. The temperature of the cylinder of copper ore sample increases slowly with heating time, reaching a final average temperature of 133.9 °C after 120 s. The temperatures of the other four (crushed) samples of copper ore increase more rapidly over the same time period, reaching an average temperature of over 400 °C.

Plots showing the average temperatures achieved as a function of heating time
In contrast, the average temperature of the cylinder of gold ore rises rapidly during heating, reaching an average temperature of 488.6 °C after 120 s of heating. The average temperatures of the other four (crushed) samples of gold ore are lower than that of the cylindrical sample after the same heating time.
Figure 4 demonstrates plots of the average heating rates achieved which clearly illustrates the contrasting behavior of the two ores. For the copper ore, the cylinder only experiences a heating rate of 0.884 °C/s, but the heating rates of the other four samples are much higher (the heating rate of the 8–12.5 mm sample is 3.63 °C/s and those of the others are all over 4.0 °C/s). The heating rate of the gold ore cylinder is 3.90 °C/s, and the heating rate achieved in the other four gold ore samples appears to decrease monotonically as the particle size decreases (corresponding to 3.87, 3.60, 2.63, and 1.12 °C/s, respectively).

Plots showing the heating rates achieved as a function of particle size
Figure 5 shows infrared images of the ores. After microwave heating, there is no significant increase in the temperature of the cylindrical copper sample. However, significant heating effects were found in the other four groups of copper samples. After heating for 60 s, the cylindrical gold sample is substantially damaged. The uniformity of the temperature distributions in the other four groups of ores (8–12.5, 4–8, 1–3.2, and 0–0.4 mm) increases as the particle size decreases.

Infrared thermal image of ore after microwave heating
Figure 6a shows images of the copper ore samples before and after they were heated for 120 s via microwave heating. The cylinder of copper ore appears to undergo no significant change due to microwave heating. On the other hand, the other four groups exhibit significant color changes (each showing signs of red ‘burn’ marks).

Photographs of the ore samples before and after microwave heating
Figure 6b illustrates the corresponding images for the five groups of gold ore samples. The cylinder of gold ore clearly becomes cracked into two pieces after microwave heating and many other macroscopic cracks can be seen on its surface. The sample fractured in a direction that is parallel to the direction of the pyrite strips and the central region appears to be melted. The four other gold ore samples did not suffer macroscopic cracking after microwave heating. In fact, there does not appear to have any significant changes in the samples with particle sizes of 0–0.4 and 1–3.2 mm after heating. However, the 4–8 mm- and 8–12.5 mm-sized samples show signs of a yellow material on the walls of their containers after being irradiated for 120 s.
Figure 7 shows the mass loss from the ore samples after microwave heating. Clearly, the mass loss increases as the heating time increases. After heating for 120 s, the masses lost by the five groups of copper ore (Φ50 mm × 50 mm, 8–12.5, 4–8, 1–3.2, and 0–0.4 mm) are 0.02, 0.79, 2.44, 3.34, and 5.76 g, respectively. The corresponding losses from the gold ore samples are 5.49, 3.06, 2.43, 0.91, and 0.13 g respectively.

Plots showing the mass loss from the ore samples after microwave heating
It has been shown that the heating effect produced in rock is greater when the rock has a higher content of microwave-absorbing minerals (Hartlieb et al. 2016; Lu et al. 2017). The main components of the Hongtoushan copper ore are metal sulfides such as pyrite and pyrrhotite (the metal sulfide content in some ores is over 80%) and both are strongly absorbing minerals. It thus seems strange that the cylindrical sample should show such a slow heating rate. This is an issue that we will return to later on in this paper.
3.2 Grinding Effect
Samples of the microwave-irradiated ores were crushed and unified for fine grinding experiments. After grinding for 20 min, the percentage of finely ground (< 0.075 mm) ore produced in each of the four groups of samples could be determined. Figure 8 shows the variations of these mass percentages as a function of heating time.

Plots showing the mass percentage of fine grinding products (< 0.075 mm) produced as a function of heating time for the two ores
Figure 8a demonstrates that the mass percentage of fine grinding products produced from the cylindrical copper ore samples does not change significantly as the heating time is increased. However, the other three groups of copper ore samples yielded mass percentages that vary in a similar way, generally increasing with the amount of heating time used. The maximum effect observed corresponds to an increase in mass percentage of 45.5%. The results imply that microwave heating of the bulk sample of copper ore (cylinder) did not exert a beneficial effect on the fine grinding process in the copper ore case. However, microwave heating did have a significant effect on the fine grinding process when crushed samples (8–12.5, 4–8, and 1–3.2 mm-sized particles) of copper ore were used, which is consistent with the heating effects discussed above.
Figure 8b shows that, in the case of the gold ore, the mass percentage of the grinding products does not change significantly during heating for the 8–12.5, 4–8, and 1–3.2 mm-sized gold ores samples. The mass percentage increases for the cylindrical gold ore sample, but the effect is slow during the first 90 s. It is much more rapid during the last 30 s, leading to a maximum increase in mass percentage of 40.6%.
Figure 9 shows plots of the P80 values of the samples as a function of heating time (the P80 value is the screen size that passes 80% of the grinding products). After grinding for 20 min, the P80 value of the unheated copper ore (8–12.5 mm) is 2.00 mm. After heating for 120 s, the P80 value is 0.34 mm (a decrease of 83.0%). The P80 values of the gold ore samples are between 2.0 and 2.5 mm depending on the conditions used. However, the differences in the P80 values are obviously smaller than those found in copper ore. Thus, the microwaves do not have a significant effect on finely ground gold ore. Tables 2 and 3 list the original P80 values after grinding for 20 min.

Variation of the P80 values of the samples with heating time
The P80 values obtained using cylindrical gold ore samples decrease slightly with heating, the largest decrease corresponding to 11.1% (from 2.26 mm to 2.01 mm). The three other groups show no significant change.
The grinding products from 8 to 12.5 mm-sized samples of copper ore and cylindrical samples of gold ore were ball milled and the mass percentage of fine grinding products (< 0.075 mm) produced after different milling times was determined. The results are shown in Fig. 10.

Plots of the mass percentage of fine grinding products (< 0.075 mm) obtained as a function of grinding time
Grinding can be deemed complete when 80% of the grinding products are less than 0.075 mm in size (i.e., this is the grinding ‘standard’ which we wish to achieve). Then, it is apparent from Fig. 10a that the time taken to complete the grinding of microwave-treated copper ore is significantly less than that of untreated copper ore. The grinding times of copper ore samples that had not been heated and those that were microwave heated for 30, 60, 90, and 120 s are 185.72, 117.19, 78.22, 83.09, and 77.39 min, respectively. Thus, the grinding time is reduced by 36.9% after just 30 s of microwave heating. This increases to 55–58% after 60–120 s of heating. In the case of gold ore (Fig. 10b), microwave treatment reduces the grinding time much less significantly. The grinding times of untreated gold ore and those microwave-heated for 30, 60, 90, and 120 s are 249.12, 254.56, 234.99, 217.68, and 203.41 min, respectively. The maximum reduction is 18.4% compared to the untreated gold ore.
Figures 11 and 12 show plots of the grinding product mass percentages and P80 values as a function of temperature, respectively (after grinding for 20 min). As the temperature increases, the grinding product mass percentages of the four groups of copper ores increase and the P80 values decrease. As the temperature increases, the mass percentages of the grinding products of the gold ore cylinders increase, while the P80 values decrease. In addition, the ranges of variation are much smaller than those in the copper ore. The mass percentages of the grinding products and P80 values of the other three groups do not seem to change in a systematic way.

Plots showing the mass percentage of fine grinding products (< 0.075 mm) produced as a function of temperature

Variation of the P80 values of the samples with temperature
3.3 Dielectric Characteristics
As already mentioned, the copper ore mainly consists of pyrite and pyrrhotite. Test results show that the resistance of a pyrrhotite surface corresponds to 0–2 Ω/cm and the corresponding range for a pyrite surface is 5–20 Ω/cm. Thus, the copper ore exhibits good electrical conductivity. The resistance of the gangue in the gold ore exceeds the range of the meter used (40 MΩ) and that of a small amount of pyrite strip in the gold ore is 20–100 Ω/cm. The resistances of the powdered samples of both ores are also out of the range of the device used (40 MΩ).
The dielectric properties of two physical forms of the ores (bulk and < 0.075 mm grade powdered samples) were determined using microwaves at a frequency of 2.45 GHz. Table 4 presents the real and imaginary parts of the permittivity and permeability. It can be seen from the table that the real and imaginary parts of the complex dielectric constants of the bulk copper ore sample are much larger than those of the powdered copper ore sample. The real part of the complex dielectric constant of bulk copper ore is 89.61 at 2.45 GHz; the imaginary part is 131.5. The real part of the permeability of the bulk copper ore is 0.159, indicating that it is diamagnetic (Parke et al. 2015).
The penetration depth of ore can be calculated by Eq. (1). When the material size and penetration depth are similar, the heating effect is the best (Sun et al. 2016). The penetration depth of the bulk gold ore is 11.81 mm, so the temperature of the gold ore decreases with the decrease of the particle size. The smaller the size, the greater the heat dissipation, so in the small size, the temperature decreases more dramatically. The penetration depth of bulk copper ore is 3.79 mm, so the heating effect is the best when the particle size is near this value.
The temperature rise of ore is mainly determined by the microwave absorption capacity of absorbing minerals and the heat dissipation of minerals. When the size of absorbing mineral matches its penetration depth, it will have the best microwave absorption effect. The penetration depth of bulk ore can be used as the reference for the optimal heating size of ore, but its accuracy will vary according to the ore structure. The crystal size of gold ore is very small (less than 0.25 mm), and the size of absorbing minerals does not change after crushing. Therefore, the best heating size of gold ore expressed by the penetration depth of bulk ore is more accurate.
However, the crystal size of absorbing minerals in copper ore is very large (mainly larger than 1 mm, the largest is more than 1 cm), and the size of absorbing minerals decreases significantly after ore crushing. The accuracy of the best heating size expressed by the penetration depth of bulk ore is reduced. We have done some relevant tests and found that the penetration depth of the main absorbing minerals (pyrite and pyrrhotite) in the copper ore is less than 0.5 mm. The closer the size of absorbing minerals is to its penetration depth, the stronger the microwave absorption capacity is. Compared with 1–3.2 mm, the mineral in 0–0.4 mm copper ore has stronger absorbing capacity but higher heat dissipation, so the temperature is similar.
According to our resistance and dielectric constant measurements, the bulk copper ore can be regarded as a kind of metallic material. The bulk copper ore used here has good conductivity and the mechanism responsible for the loss of the electromagnetic waves is different from that in dielectric materials. The dielectric loss results can be interpreted as equivalent dielectric losses which include reflection loss and absorption loss. That is, the large dielectric loss observed does not mean that the real absorption loss of the material is large. Instead, it is the sum of the reflection loss and absorption loss that is large.
The bulk gold ore sample also has dielectric properties that are larger in magnitude than the powdered sample. At 2.45 GHz, the bulk ore has a complex dielectric constant whose real component is equal to 16.73 (which is slightly larger than that of normal rock), an imaginary part equal to 5.55, and a loss tangent of 0.33.
3.4 Electromagnetic Shielding Effects
The S-parameters (S11 and S21) measured for four samples are shown in Fig. 13 as a function of the frequency of the microwave radiation. S11 characterizes the ability of the ore sample to reflect microwaves and S21 represents its ability to transmit microwaves. The smaller the absolute value of S11, the greater the ability of the ore to reflect microwaves; the smaller the absolute value of S21, the greater its ability to transmit microwaves. The larger the absolute value of S11, the larger the absolute value of S21, and so the better the microwave heating effect. The absolute values of the S11 parameters increase, in general, as the frequency of the microwaves increases. Furthermore, the largest variation over the frequency range used occurs in the bulk gold ore sample. The S11-frequency curves are smooth for the bulk samples, but there is significant fluctuation in those obtained using the powdered samples near 3 GHz. Furthermore, for a given ore, the powdered samples produce S11 parameters that have much larger absolute values compared to the bulk samples. It is the absolute values of the S21 parameters of the bulk samples that are larger than those of the powdered samples.

Plots of the S-parameters of the ore samples as a function of microwave frequency
For the sake of completeness, it was further noted that the S-parameters corresponding to a microwave frequency of 2.45 GHz correspond to: S11 = − 0.175, S21 = − 32.47 for the bulk copper ore sample; S11 = − 1.388, S21 = − 6.765 for the powdered copper ore sample; S11 = − 1.635, S21 = − 10.91 for the bulk gold ore sample; and S11 = − 4.688, S21 = − 2.084 for the powdered gold ore sample.
The shielding performance of the bulk and powdered ore samples can be calculated using Eqs. (2)–(4) and the results obtained for the S-parameters. The coefficients thus derived are displayed in Table 5 for a microwave frequency of 2.45 GHz. It can be seen from the table that the copper ore is extremely reflective (R is close to 1). In addition, the transmission level is extremely weak and the overall absorption coefficient is weak, but the effective level of absorption is very strong. This indicates that most of the microwave energy is reflected from the bulk copper ore sample. A small amount of energy does enter into the interior of the sample and is absorbed. Thus, the amount of energy transmitted by the ore is very weak, which agrees with the results of the dielectric constant tests. In comparison, the powdered copper ore is less reflective and transmits more of the microwave energy. In addition, the overall absorption of energy is enhanced, but the effective absorption is weakened compared to bulk copper ore.
The amount of energy reflected from the powdered gold ore sample is much less than that from the other samples. In addition, its transmissivity is greatly enhanced and the overall absorption and effective absorption are greatly weakened compared with bulk gold ore. The shielding effectiveness (SET) of the bulk copper ore sample is about 32.5 dB (≥ 30 dB) which shows that it exhibits good shielding performance. Its shielding effect arises from its ability to strongly reflect the microwave energy which, in turn, is due to the good conductivity of the bulk copper ore.
4 Discussion
4.1 Effect of Microwave Heating on Metal Ores
The copper ore has a high proportion of minerals that strongly absorb microwaves, but the rate at which a cylindrical sample heats up when irradiated is small. The surface resistances of bulk and powdered samples were tested in Sect. 3.3. The results of the measurements made on bulk ore samples show that the resistance is very small (< 20 Ω/cm) over most of the surface of the copper ore but very large (> 40 MΩ/cm) over most of the surface of the gold ore. This shows that the bulk copper ore has good conductivity, while the bulk gold ore has weak conductivity. From this, it can be concluded that a block of copper ore of this size has a complete conductive path with good conductivity but poor impedance matching between the bulk sample and air. This results in a large amount of the incoming electromagnetic radiation being reflected from the surface of the ore (and therefore not entering the body of the ore). The penetration depth of 2.45 GHz microwaves is very small, and so, the microwave energy can only influence the surface of the block.
When the same quantity of copper ore is broken into smaller particles, the heating rate upon heating increases significantly. There are no macroscopic cracks visible on the surface of the cylindrical copper ore sample after microwave heating for 120 s, while the 8–12.5 mm-sized copper sample has macroscopic cracks and obvious traces of burning (Fig. 14a). This is mainly because crushing of the sample breaks the original conductive path, so that the overall conductivity is weakened. As a result, the amount of energy reflected from the sample is greatly reduced. Meanwhile, crushing increases the specific surface area, and so, more ores are directly acted upon by the microwave radiation and more energy is absorbed.

Images of the macroscopic cracks
In contrast, there are a large number of parallel cracks in the cylindrical gold ore sample after microwave heating for 120 s, but there are almost no cracks in the 8–12.5 mm-sized gold ore sample (Fig. 14b). A cylindrical block of gold ore does not reflect the microwaves strongly. Thus, the microwave-absorbing materials can absorb the radiation and cause the temperature to rise significantly. When the same quantity of gold ore is broken into smaller particles, there is more transmission and less reflection of the microwaves from the ore. The radiation is also less well absorbed. Furthermore, the increase in specific surface area also leads to an increase in heat dissipation. Therefore, the heating effect in the gold ore after it is broken into smaller particles is not as good as it is in the larger (bulk) ore sample.
When predicting the effect of microwave heating on large blocks of ore, it is important to consider the conductivity of the ore in addition to the amount of radiation-absorbing minerals present. Most metal sulfides and oxides have good absorbing properties. For most rocks, the greater the absorbing mineral content, the better the microwave heating effect. For ores, it is not the case that the more metal compounds in the ore, the better the microwave effect. This is because metal compounds have the potential to conduct electricity. Research on electromagnetic shielding suggests that the stronger the conductivity of a material, the more strongly electromagnetic waves are reflected from its surface. This will result in a smaller penetration depth and the inability of the electromagnetic energy to enter into the interior of the material.
4.2 Application of Microwave Heating to Processing Metal Ores
Combining the results of the microwave heating and grinding experiments, a cylinder of copper ore sample is found to heat up slowly when irradiated and the procedure has no effect on the fine grinding process. In contrast, the three other groups with different grades (8–12.5, 4–8, and 1–3.2 mm) experience obvious effects. The penetration depth of the bulk copper ore sample is only 3.79 mm and most of the energy is reflected. Therefore, the depth of the single block of copper ore that is damaged is small and cannot reach the center of the 50 mm cylinder. Considering that fine crushing in a concentrator yields products that are generally smaller than 14 mm in size, the use of microwave heating to process copper ore should follow the order: fine crushing → microwave heating → grinding.
The cylinder of gold ore sample heats up rapidly when irradiated, producing many macroscopic cracks. In this case, heating has a small effect on the fine grinding process (whereas the other three grade groups experience no significant effects). The penetration depth of the bulk gold ore sample is 11.81 mm and a relatively larger amount of energy can be absorbed. Therefore, the damage depth of the single gold ore can reach up to 50 mm or more.
Considering that medium crushing in a concentrator yields products that are generally ≤ 50 mm in size, the use of microwave heating to process gold ore should follow the order: microwave heating → fine crushing → grinding.
Ore processing is generally a continuous process from mining to crushing to grinding. Different ores are most sensitive to microwaves when their particles have specific sizes and the effect of microwave treatment is different when it is used at different stages. For example, the gold ore used in this paper has a good microwave heating effect when large fragments (≥ 50 mm) are employed. If the fragments are too small (≤ 14 mm), then the microwave heating effect is too weak. Therefore, a bulk-sensitive ore such as gold ore should be treated with microwaves before fine crushing. In this case, microwaves can be considered for use in the coarse/medium crushing stage, or even at the mining face. Indeed, previous experimental results have shown that a large number of cracks are produced in a gold mine when microwave heating is employed, which certainly helps the crushing and mechanical mining processes.
5 Conclusions
-
1.
Bulk copper ore samples (e.g., the cylinders used here) heat up slowly when subjected to microwave heating. Samples made up of smaller particles (8–12.5, 4–8, 1–3.2, and 0–0.4 mm in size) heat up more rapidly and obvious burn marks appear. Bulk gold ore heats up rapidly when irradiated and many macroscopic cracks appear.
-
2.
Microwave heating of bulk copper ore has no effect on the subsequent fine grinding process. Microwave heating of the other three groups of particles (8–12.5, 4–8, and 1–3.2 mm in size) significantly can improve the fine grinding process. The effect of microwave heating on the fine grinding of bulk gold ore is stronger than it is for the other particle sizes (so the effect of microwave heating on the fine grinding of 8–12.5, 4–8, and 1–3.2 mm-sized gold ore samples is essentially insignificant).
-
3.
The electromagnetic characteristics of the copper ore suggest that the bulk copper ore is electrically conductive and strongly reflects microwaves. It thus has a strong shielding effect. When the copper ore is powdered its ability to reflect microwaves is greatly reduced. Bulk gold ore reflects microwaves weakly. Thus, the ore can absorb the microwave energy well. When the gold ore is powdered, the amount of microwave energy which it transmits is greatly increased.
-
4.
The Hongtoushan copper ore is suitable for microwave heating after fine crushing. The Dandong gold ore is suitable for microwave heating before fine crushing.
Abbreviations
- λ 0 :
-
Wavelength of the microwaves in free space
- ε′ and ε″:
-
Real and imaginary parts of the complex relative permittivity
- μ′ and μ″:
-
Real and imaginary parts of the complex relative permeability
- D p :
-
Penetration depth
- SET :
-
Shielding effect
- SER, SEA, and SEM :
-
Reflection efficiency, absorption efficiency, and internal multiple reflection performance
- T and R :
-
Transmission and reflection coefficients
- A and A E :
-
Absorption coefficient and effective absorption coefficient
References
Ali AY (2010) Understanding the effects of mineralogy, ore texture and microwave power delivery on microwave treatment of ores. University of Stellenbosch, Stellenbosch
Amankwah RK, Khan AU, Pickles CA, Yen WT (2005) Improved grindability and gold liberation by microwave pretreatment of a free-milling gold ore. Miner Process Extr Metall 114(1):30–36
Batchelor AR, Jones DA, Plint S, Kingman SW (2016) Increasing the grind size for effective liberation and flotation of a porphyry copper ore by microwave treatment. Miner Eng 94:61–75
Batchelor AR, Ferrari-John RS, Dodds C, Kingman SW (2017) Towards large scale microwave treatment of ores: part 2—metallurgical testing. Miner Eng 111:5–24
Buttress AJ, Katrib J, Jones DA, Batchelor AR, Craig DA, Royal TA, Doddsa C, Kingman SW (2017) Towards large scale microwave treatment of ores: part 1—basis of design, construction and commissioning. Miner Eng 109:169–183
Fuerstenau DW, Abouzeid AZM (2002) The energy efficiency of ball milling in comminution. Int J Min Proc 67(1–4):161–185
González M, Pozuelo J, Baselga J (2018) Electromagnetic shielding materials in GHz range. Chem Rec 18:1000–1009
Haque KE (1999) Microwave energy for mineral treatment processes—a brief review. Int J Miner Process 57(1):1–24
Hartlieb P, Toifl M, Kuchar F, Meisels R, Antretter T (2016) Thermo-physical properties of selected hard rocks and their relation to microwave-assisted comminution. Miner Eng 91:34–41
Hua Y, Liu C (1996) Heating rate of minerals and compounds in microwave field. Trans Nonferrous Metal Soc 6(1):35–40
John RS, Batchelor AR, Ivanov D, Udoudo OB, Jones DA, Dodds C, Kingman SW (2015) Understanding microwave induced sorting of porphyry copper ores. Miner Eng 84:77–87
Jokovic V, Antonio C, Morrison R (2019) MW heating of rock particles and their cross-dependencies. Miner Eng 141:105834
Jones DA, Kingman SW, Whittles DN, Lowndes IS (2005) Understanding microwave assisted breakage. Miner Eng 18(7):659–669
Kingman SW (2006) Recent developments in microwave processing of minerals. Int Mater Rev 51(1):1–12
Kingman SW, Rowson NA (1998) Microwave treatment of minerals? A Review. Miner Eng 11(11):1081–1087
Kingman SW, Corfield GM, Rowson NA (1999) Effects of microwave radiation upon the mineralogy and magnetic processing of a massive Norwegian ilmenite ore. Magnet Electr Sep 9(3):131–148
Kingman SW, Vorster W, Rowson NA (2000) The influence of mineralogy on microwave assisted grinding. Miner Eng 13(3):313–327
Kingman SW, Jackson K, Cumbane A, Bradshaw SM, Rowson NA, Greenwood R (2004a) Recent developments in microwave-assisted comminution. Int J Miner Process 74(1–4):71–83
Kingman SW, Jackson K, Bradshaw SM, Rowson NA, Greenwood R (2004b) An investigation into the influence of microwave treatment on mineral ore comminution. Powder Technol 146(3):176–184
Kumar P, Sahoo BK, De S, Kar DD, ChakrabortyS MBC (2010) Iron ore grindability improvement by microwave pre-treatment. J Ind Eng Chem 16(5):805–812
Li N, Huang Y, Du F, He XB, Lin X, Gao HJ, Ma YF, Li FF, Chen YS, Eklund PC (2006a) Electromagnetic interference (EMI) shielding of single-walled carbon nanotube epoxy composites. Nano Lett 6(6):1141–1145
Li BW, Shen Y, Yue ZX, Nan CW (2006b) Enhanced microwave absorption in nickel/hexagonal-ferrite/polymer composites. Appl Phys Lett 89(13):132504
Lu GM, Li YH, Hassani F, Zhang XW (2017) The influence of microwave irradiation on thermal properties of main rock-forming minerals. Appl Therm Eng 112:1523–1532
Lu GM, Feng XT, Li YH, Hassani F, Zhang XW (2019) Experimental investigation on the effects of microwave treatment on basalt heating, mechanical strength, and fragmentation. Rock Mech Rock Eng 52:2535–2549
Mcgill SL, Walkiewicz TW (1987) Applications of microwave energy in extractive metallurgy. J Microwave Power Electromagn Energy 22(3):175–176
Napier-Munn T (2015) Is progress in energy-efficient comminution doomed? Miner Eng 73:1–6
Panwar V, Park JO, Park SH, Kumar S, Mehra RM (2010) Electrical, dielectric, and electromagnetic shielding properties of polypropylene-graphite composites. J Appl Polym Sci 115(3):1306–1314
Parke L, Hooper IR, Edwards E, Cole N, Youngs IJ, Hibbins AP, Sambles JR (2015) Independently controlling permittivity and diamagnetism in broadband, low-loss, isotropic metamaterials at microwave frequencies. Appl Phys Lett 106:101908
Peng ZW, Hwang JY, Mouris J, Hutcheon R, Huang XD (2010) Microwave penetration depth in materials with non-zero magnetic susceptibility. ISIJ Int 50(11):1590–1596
Salema AA, Yeow YK, Ishaque K, Ani FN, Afzal MT, Hassan A (2013) Dielectric properties and microwave heating of oil palm biomass and biochar. Ind Crop Prod. 50:366–374
Sun J, Wang W, Yue Q (2016) Review on microwave-matter interaction fundamentals and efficient microwave-associated heating strategies. Materials 9(4):231
Walkiewicz JW, Kazonich G, Mcgill SL (1988) Microwave heating characteristics of selected ore minerals and compounds. Miner Metall Proc 5(1):39–42
Walkiewicz JW, Clark AE, Mcgill SL (1991) Microwave-assisted grinding. IEEE Trans Ind Appl 27(2):239–243
Wang Y, Forssberg E (2005) Dry comminution and liberation with microwave assistance. Scand J Metall 34(1):57–63
Whittles DN, Kingman SW, Reddish DJ (2003) Application of numerical modelling for prediction of the influence of power density on microwave-assisted breakage. Int J Miner Process 68(1):71–91
Yang W, Pickles CA, Forster J (2018) Microwave fragmentation of a synthetic alundum-pyrite ore. Min Proc Ext Met. https://doi.org/10.1080/25726641.2018.1467603
Acknowledgements
We gratefully acknowledge financial support from the National Natural Science Foundation of China (Grant No. 41827806). The authors are also grateful to Mr. Wenyuan Gao, Mr. Tianyang Tong, Ms. Yongli Li, and Mr. Fude Zhao at Northeastern University, China, for their valuable academic discussions and generous assistance with the laboratory tests. The authors would also like to thank the journal editor and anonymous reviewers for their valuable suggestions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Lin, F., Feng, XT., Lu, GM. et al. Study on Microwave Heating Order and Electromagnetic Characteristics of Copper and Gold Ores. Rock Mech Rock Eng 54, 2129–2143 (2021). https://doi.org/10.1007/s00603-021-02376-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-021-02376-4