
Abstract
The present study was undertaken to investigate the potential usability of Knoop micro-hardness, both as a single parameter and in combination with operational parameters, for sawblade specific wear rate (SWR) assessment in the machining of ornamental granites. The sawing tests were performed on different commercially available granite varieties by using a fully instrumented side-cutting machine. During the sawing tests, two fundamental productivity parameters, namely the workpiece feed rate and cutting depth, were varied at different levels. The good correspondence observed between the measured Knoop hardness and SWR values for different operational conditions indicates that it has the potential to be used as a rock material property that can be employed in preliminary wear estimations of diamond sawblades. Also, a multiple regression model directed to SWR prediction was developed which takes into account the Knoop hardness, cutting depth and workpiece feed rate. The relative contribution of each independent variable in the prediction of SWR was determined by using test statistics. The prediction accuracy of the established model was checked against new observations. The strong prediction performance of the model suggests that its framework may be applied to other granites and operational conditions for quantifying or differentiating the relative wear performance of diamond sawblades.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Granites are the widely used group of structural engineering materials due to their unique characteristics such as high load bearing capacity, resistance to weathering and other environmental influences, aesthetic properties and ability to take a highly polished finish. However, compared to other groups of natural stones such as marbles and travertines, the machining process of granites exhibits significant difficulties in terms of diamond tool wear and sawing rate due to their high abrasiveness and hardness (Gunes Yılmaz et al. 2011). Thus, in order to attain the economically best sawing conditions, an ideal balance between tool wear and sawing rate needs to be achieved (Konstanty 2005).
During the sawing process, wear of the sawblade segments is the result of tribological interactions in the sawblade–stone interface (Fig. 1). While the diamond-stone contact mainly causes wear of the diamond grains, the chip-bond contact is associated with bond wear. Consequently, the segment wear is the comprehensive result of these two tribological contacts (Li et al. 2002). It is now a well-established view that blade wear is mainly influenced by stone properties, segment specifications and operational conditions. Due to the large number of parameters involved, establishment of a universal wear model is an extremely hard task, and therefore, the problem of predicting diamond tool wear in this field of stone processing is inevitably handled with regard to specific applications and empirical approaches.

Tribological interactions at the sawblade–stone interface Xu and Li (2003)
Regarding circular sawing of granites, investigations into studying the factors that influence diamond tool wear were particularly devoted to the following main areas: Rock properties (physico-mechanical, mineralogical and petrographic); segment specifications (diamond grit quality and concentration, matrix bonding system and matrix wear mechanisms); operational parameters (feed rate, cutting depth, peripheral speed and coolant type); and cutting mode (up-cutting and down-cutting). Brief descriptions and main findings of these studies are presented in Table 1.
With reference to Table 1, the methodology followed in this study differs from the previous literature in two key aspects. First, the potential use of the instrumented Knoop micro-hardness as a single predictor of SWR was investigated. This could be of particular interest to the practitioners working in the stone processing industry because in materials science it is known that micro-indentation techniques can provide useful information on surface removal processes, such as machining and abrasive wear (Marshall and Lawn 1986). Second, to include the influence of operational parameters on SWR, a holistic approach was adopted in which a combination of the Knoop micro-hardness and operational parameters was evaluated simultaneously. For this purpose, two fundamental productivity-related operational parameters relevant to circular sawing, namely the feed rate (V f) and cutting depth (d), were varied at different levels to achieve different sawing rates (\( Q_{\text{w}} = \, V_{\text{f}} \times d \)) ranging between 50 and 200 cm2/min. By performing multiple regression analysis on the experimental data, a SWR prediction model was established. The prediction accuracy of the model was checked against new observations. Detailed analytical interpretations and discussions of all experimental findings were made.
2 Materials and Methods
2.1 Material
The granite varieties used as the test samples were selected from a commercial stone processing plant. Here the term “granite” is used in the commercial sense which covers hard crystalline acid igneous rocks as well as non-quartz bearing basic and ultrabasic igneous rocks (ASTM 2008). All samples were dimensioned according to the requirements of the performed tests. The samples were free from visible anisotropic features, cracks and indications of weathering. Thin sections were prepared from the samples to determine their modal composition and grain size distributions (Tables 2 and 3, respectively). In the case of coarse-grained varieties, however, polished hand specimens were also examined to determine their grain size distributions.
2.2 The Knoop Hardness Test
The Knoop hardness test (also referred to as “micro-hardness” or “micro-indentation” test) was developed by Knoop et al. (1939) at the National Bureau of Standards as an alternative to the Vickers test which had been designed for measuring the hardness of metals based on micro-indentation technique. Although widely used for testing ceramics, glass and hard metals, several applications of this test have also emerged in the general field of rock material characterization (Cardu and Giraudi 2012; Cardu et al. 2012; Amaral et al. 2000).
The Knoop hardness test involves applying a given load onto the surface of a test specimen via a pyramidal diamond indenter and measuring the projected area of the residual impression using a high-powered microscope. The shape of the indenter used is an elongated pyramid with the angle (\( \theta \)) between two opposite faces being 172°30’ and the angle (\( \phi \)) between the other two faces being 130°. The Knoop hardness (HK) of the material is defined as the ratio between the indentation load and a parameter representative of the area of residual impression and calculated using the following formula (Chicot et al. 2007):
where HK is the Knoop hardness (expressed in kgf/mm2 or MPa), P is the load on the indenter (standard load being 200 g ≅ 1.96 N), A PAC represents the projected area of contact, and L is the length of the largest diagonal of the indent left by the indenter (mm).
In this study, micro-hardness measurements were taken on factory-polished samples (25 mm thickness, 75 mm width and 150 mm length) using the Shimadzu Micro-hardness Tester, Type-M, equipped with a Knoop indenter. All through the tests, the recommended standard load 1.96 N was applied on any sample with a dwell time of 40 s (TS EN 14205 2004). The mean Knoop hardness value (HK) of each individual granite sample was calculated on the basis of 40 measurements taken along four alignments making 45° relative to each other. Results of the Knoop hardness tests are given in Table 4 along with their coefficient of variation (CoV) values.
2.3 Experimental Rig
The sawing tests were carried out in the down-cutting mode (Fig. 2) on specially dimensioned rectangular granite blocks using a PC-controlled fully instrumented side-cutting machine; details of which are given elsewhere (Gunes Yılmaz 2013; Güneş Yılmaz 2009). The rig facilitates precise adjustment of cutting depth (d) and workpiece feed rate (V f) as well as recording of instantaneous active power consumption (P) and process forces (F h, F v). As the cutting unit, a granite processing sawblade of 400 mm diameter containing 24 metal bonded diamond segments was used throughout the tests. The diamonds (SDA 85) were sized at 40/50 US mesh with a 20% concentration. For each series of tests, a surface area of 1800 cm2 was sawn on any workpiece block, which is considered as suitable for laboratory-scale wear studies in granitic rocks (Ertingshausen 1985). Before any series of sawing tests, to facilitate similar sawing conditions for all granite varieties, the segment surfaces were dressed following a procedure similar to that of the described by Yu et al. (2006). It has been established that granites require peripheral speeds around 25–35 m/s to optimize blade life (Konstanty and Tyrala 2013; Xu and Zhang 2004; Jennings and Wright 1989; Brook 2002; Xu et al. 2001). Therefore, the sawblade peripheral speed was set as 30 m/s. By considering the diameter of the sawblade used (400 mm), the cooling water flow rate was kept as 15 l/min (Sonmak 2011).

Sawblade engagement kinematics Ertingshausen (1985)
2.4 Specific Wear Rate
Wear performance of the diamond sawblade was evaluated in terms of specific wear rate (SWR) which is defined as the ratio of radial wear of the sawblade segment surface to the sawn area (\( \mu \)m/m2). Radial wear of the segments were determined by measuring the heights of all segments before and after each sawing test using a wide beam laser displacement sensor. Before any measurement, the sawblade was placed on a turntable and segment surfaces were carefully cleaned with alcohol and dried. Distance measurements between the sensor and segment surfaces were taken along four parallel profiles spaced 0.33 mm apart on each segment. To obtain an average value, the scanning procedure on each profile was repeated four times.
Apart from direct measurements, the wear performance of sawblade segments under different operational conditions can also be evaluated indirectly by the analysis of cutting force components of the process (Tönshoff et al. 2003, 2002). With this in view, to provide additional data for the interpretation of wear results, the horizontal (F h) and vertical (F v) forces acting on the sawblade (Fig. 2) were measured for various operational conditions. Thereafter, the tangential (F t) and normal (F n) force components were calculated by using the following equations (Xu et al. 2002):
where F t = tangential force (N), P = active power (W), V c = sawblade peripheral speed (m/s), F n = normal force (N), F h = horizontal force (N), and F v = vertical force (N).
2.5 Design of Sawing Experiments
In practical applications, the productivity of a stone sawing process is determined by the parameter “sawing rate” (Q w), which is governed by two main operational parameters, namely cutting depth (d) and workpiece feed rate (V f):
In this study, different combinations of cutting depth and feed rate were employed to achieve sawing rates (Q w) ranging from 50 to 200 cm2/min. Due to the constraints of obtaining large number of dimensioned workpiece materials for each individual granite variety, the experimental design and analysis was undertaken as follows. In the first stage, sawing tests were carried out on three granite samples at different operational conditions to produce Test design # 1 and Test design #2 (Table 5). Experimental data from these two test designs (Table 6) were used to build a prediction model of the SWR as a function of Knoop hardness (HK), cutting depth (d) and feed rate (V f). In the second stage, a series of sawing tests were performed on the remaining eight granite samples that were not used in the development of the model (Test design #3, Table 5). Thereafter, the results of Test design #3 (Table 6) were used as the “hold-back” data set to check the accuracy of the established prediction model. The details of all experimental results are given in Table 6.
3 Results and Discussion
In this part of the study, the possibility of using Knoop hardness (HK) for the prediction of sawblade specific wear rate (SWR) was examined both as a single predictor and in combination with two fundamental operational parameters, namely the cutting depth (d) and workpiece feed rate (V f). The statistical significance and validity of the relations were determined by employing the coefficient of determination (R 2) and probability value (P value) as the test statistics. The R 2 is the proportion of variance in the dependent variable that can be predicted from the independent variable. Higher values of R 2 correspond to a stronger relation between the dependent and independent variables. The P value is the observed level of significance for the test. In the presently made analyses, the conventional 5% significance level was adopted. Hence, results showing a P value of <0.05 were considered as statistically significant at a confidence level of 95%.
3.1 Knoop Hardness as a Single Predictor of Specific Wear Rate
The relation of Knoop hardness (HK) to sawblade specific wear rate (SWR) is illustrated in Fig. 3 for a common experimental condition to all tested granite samples: cutting depth d = 30 mm and feed rate V f = 0.50 m/min (Table 6). It is seen from the figure that a high degree of positive linear correlation exists between HK and SWR, which is expressed as:

Relation between Knoop hardness and specific wear rate
The prediction model provided in Eq. (5) is statistically significant at the 95% confidence level (P value <0.05). The coefficient of determination value (R 2 ≅ 0.87) indicates that the model as fitted explains 87% of the variability in calculated SWR values. The high statistical significance of the model suggests that the Knoop indentation technique may have the potential to be used as a convenient rock material property for wear performance assessment purposes.
As Eq. (5) suggests, under the same operational conditions of sawing, granites having higher Knoop hardness values should be expected to cause faster tool wear. In practice, this information may be used in ranking granites according to their abrasive potential with respect to diamond tool wear as well as estimating relative process costs. However, as will be shown in the following, sawblade wear performance is also influenced by the process parameters. Therefore, the close correspondence observed above between Knoop hardness and specific wear rate needs to be further checked with respect to other operational conditions.
The cutting depth (d) and workpiece feed rate (V f) are the two main productivity-related operational parameters commonly considered in wear-related analyzes of granites (Konstanty and Tyrala 2013; Xu and Zhang 2004; Webb and Jackson 1998). In view of this, as the next step in the present analysis, the relation of Knoop hardness to specific wear rate is examined under different combinations of these two operational parameters. Using experimental data of Test designs #1 and #2 (Tables 5 and 6) these relations are graphically illustrated in Figs. 4 and 5.

Relation between HK and SWR for test design # 1 (V f = 0.50 m/min constant)

Relation between HK and SWR for test design # 2 (d = 30 mm constant)
Referring to Figs. 4 and 5, the good correspondence observed above between the measured Knoop hardness and specific wear rate values for different granite samples and operational conditions implies that variations in the mineral hardness of samples relevant to diamond tool wear have been satisfactorily captured by the Knoop indentation technique. During granite sawing, both the material removal mechanism and the abrasive wear mechanism occur in microscopic-scale, which are markedly affected by the mineral properties (Xie and Tamaki 2007; Clausen et al. 1996; Hausberger 1990). Hence, it is reasonable to assume that tool wear performance will be greatly influenced by the mineralogy-related parameters, more specifically the hardness and abrasiveness of the main rock-forming minerals. Of particular interest here may be the examination of the relation between Knoop hardness and quartz. This is because, being the hardest mineral constituent in acidic granites, quartz is regarded as the most relevant mineral to tool wear. It is generally accepted that, other conditions being equal, the abundance of quartz will be associated with higher tool wear rates (Wang et al. 1995). In the case of presently tested acidic granites, the relation between Knoop hardness and quartz percentage content is demonstrated in Fig. 6. It is seen that the Knoop hardness values generally increase with increasing quartz content.

Knoop hardness versus quartz percentage content
3.2 Operational Parameters in Relation to Specific Wear Rate
The data presented in Figs. 4 and 5 indicate that, for a given granite sample, the magnitude of the measured specific wear rate (SWR) is a function of both the Knoop hardness and the employed operational parameters. To show the individual influences of cutting depth (d) and feed rate (V f) on SWR, experimental data of Test designs #1 and #2 are graphically illustrated in Figs. 7 and 8, respectively.

Relation between cutting depth and SWR (V f = 0.50 m/min constant)

Relation between feed rate and SWR (d = 30 mm constant)
As the same figures indicate, increasing the sawing rate (Q w = d \( \times \) V f) either by increasing the cutting depth (d) or the feed rate (V f) leads to increased tool wear. The increasing trend in SWR as a function of cutting depth and feed rate can be explained by the theoretical considerations provided in the related literature. Kinematic models based on the parameter undeformed chip thickness have been widely used in the general field of machining science for characterizing different aspects of the process. Regarding circular sawing of stone materials, an idealized model of the mean chip thickness (h m) produced per diamond grit during sawing has been provided by Tönshoff and Warnecke (1982):
where V f is feed rate; V c is peripheral speed; C is the number of active diamond grits per unit area; λ is partition of segments at the circumference; r is chip shape factor; d is cutting depth; and D is sawblade diameter. This model facilitates to interpret the influences of operational parameters, and sawblade specifications on the produced idealized mean chip thickness. According to Eq. (6), other conditions being equal, the magnitude of the produced mean chip thickness will increase in the case of higher cutting depths (d) and feed rates (V f). Since larger chips require higher contact stresses on individual diamond grits, the severity of wear on the diamond grits and bonding matrix will increase (Jerro et al. 1999; Tönshoff and Warnecke 1982).
The chip thickness parameter and hence tool wear are also closely related to the cutting force components of the process (Polini and Turchetta 2004; Turchetta et al. 2005). The parameter force ratio (F t/F n), which is the ratio of tangential (F t) and normal force (F n) components (Fig. 2), is considered as a useful parameter for describing the wear state of a sawblade under different operational conditions (Xu et al. 2003; Webb and Jackson 1998). It is expected that a higher force ratio will be an indicator for a sharp segment surface, whereas a small force ratio will represent relatively blunt segments with a lot of flat diamonds (Denkena et al. 2003). Regarding the experimental results of the present study, the relation between force ratio and specific wear rate illustrated in Figs. 9 and 10 confirms this expectation, where it is seen that lower force ratios are generally associated with increased wear rates. As to the influence of individual operational parameters, the variation in force ratio values (F t/F n) with cutting depth (d) and feed rate (V f) is illustrated in Figs. 11 and 12, respectively. As seen, increasing either the cutting depth or feed rate results in lower force ratios, indicating increased tool wear. This observation provides further evidence on the influence of operational parameters on sawblade wear performance.

Force ratio versus specific wear rate (test design #1)

Force ratio versus specific wear rate (test design #2)

Relation between cutting depth and force ratio (test design #1)

Relation between feed rate and force ratio (test design #2)
3.3 Prediction Model of Specific Wear Rate
From the preceding experimental observations made, it is clear that the tool wear performance depends not only on the Knoop hardness but also on the employed operational conditions. This leads to the conclusion that, for more precise information on sawblade wear performance, simultaneous evaluation of the Knoop hardness and operational parameters should be made. With this in view, in this section of the study a holistic approach was adopted in which the individual influences of Knoop hardness and the operational parameters on SWR were evaluated. Accordingly, using the experimental data from Test designs #1 and #2 (Experiment Nos. 1–18 in Table 6), a multiple regression prediction model of the SWR was constructed. The prediction equation of the established regression model is given below:
where SWR is specific wear rate (\( \mu \) m/m2); HK is Knoop hardness (MPa); d is cutting depth (mm); and V f is feed rate (m/min). The coefficient of determination (R 2 = 0.96) for this relation indicates a strong degree of statistical correspondence between SWR and the considered independent variables, indicating that that 96 percent of the variance in SWR values can be predicted from the model. The regression summary for SWR is illustrated in Table 7, where it is seen that there are statistically significant relations (P values <0.05) between individual independent variables (HK, d, V f) and SWR.
The beta coefficients are the regression coefficients that facilitate comparison of the relative contribution of each independent variable in the prediction of the dependent variable (Statistica Software 2015). The translated values of beta coefficients into percentage contributions are given in the last column of Table 7. As seen, the most influential operational parameter affecting SWR is the feed rate (V f), with a contribution of 41.32%. The contributions of Knoop hardness (HK) and cutting depth (d) on the SWR values are 35.31% and 23.37%, respectively. This observation is consistent with the theoretical model provided in Eq. (6), which implies that, compared to cutting depth, feed rate has a bigger influence on chip thickness and hence on tool wear. The governing influence of feed rate on wear performance can be attributed to the fact that by applying higher feed rates the chip thickness increases, but so does the load on each individual diamond grain (Tönshoff and Asche 1997). In this case, the diamond grits on the segment surfaces break rapidly, leading to high wear rates (Denkena et al. 2003).
To check the predictive value of the presently derived empirical model, specific wear rate values calculated from Eq. (7) were compared with those measured in the laboratory. As seen in Fig. 13, the calculated SWR values from the model show a strong correspondence (R 2 \( \cong \) 0.96) with the measured ones.

Relation between calculated and measured SWR values
3.3.1 Testing of the Prediction Model against New Observations
For validation of the presently established model (Eq. 7), one would like to check its accuracy when predicting new observations. A common approach in experimental analysis employed for this purpose is to assess the prediction performance of the model against a set of data that was not used to build the model (hold-back data). In this study, to verify the validity of the model for other granites, experimental data from Test design # 3 were used as the hold-back data set (Experiment Nos. 19–26 in Table 6). The fit of the predictive model to the hold-back data is shown in Fig. 14. As seen from the same figure, a high degree of positive linear correlation (R 2 = 0.86) exists between SWR values calculated from the model and experimental values of the hold-back data. This relation is expressed by:

Relation between SWRModel and SWRHold-back
The coefficient of determination of Eq. (8) indicates that 86 percent of the variance in the hold-back SWR values can be predicted from the model. Therefore, it is possible to suggest that the presently provided model in Eq. (7) may have the potential to predict new observations in similar applications. The accuracy of the model when predicting new observations should be regarded as satisfactory in this field of stone machining when the heterogeneity of granitic stone materials is considered. It is known that, being polycrystalline stone materials, the micro-hardness distribution in granites exhibits varying degrees of scatter depending on their mineral composition and texture (Xie 2010). A typical example of such scatter is shown in Fig. 15 involving the recorded Knoop hardness values of Sample 9.

Knoop hardness values recorded for Sample 9
As demonstrated in Fig. 16, the high values of coefficient of variation (CoV) associated with the determined overall Knoop hardness values (HK) also confirm the heterogeneity of the tested granite samples. For the 11 granite samples tested, the CoV values ranged from approximately 20–35%. However, relatively less scatter is observed in Samples S1–S3 which belong to the basic igneous rock group. These three samples differ from the rest of the samples in their mineralogical composition. They are mainly composed of plagioclase and pyroxene minerals (Table 2) showing a relatively narrow range of hardness variability (i.e., Mohs hardness \( \cong \) 5–6.5). On the other hand, however, samples S4–S11 fall into the group of acidic igneous rocks which are mainly composed of quartz, feldspar, hornblende and biotite minerals with Mohs hardness values ranging from 2 to 7. As a result, in this latter group of stone materials, minerals with high hardness values alternate frequently with the softer ones, exhibiting a less homogeneous media. Referring to Fig. 16 again, it should be noted that the least scatter among the tested acidic granites belongs to Sample 8. This may be attributed to the fact that, compared to other samples, the overall grain size of Sample 8 is governed by much smaller mineral constituents (Table 2), leading to a relatively more uniform grain size distribution. This observation indicates that larger spread of micro-hardness results may be encountered in granites with non-uniform coarse-grained textures. In such cases, it may be useful to carry out increased number of indentations so as to obtain a better representation of overall Knoop hardness.

Coefficient of variation values associated with the Knoop hardness values
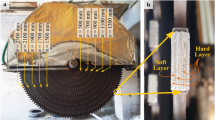
Apart from granite heterogeneity, the performance of Eq. (7) to predict new observations is apt to be affected by the random nature of interactions between diamond grains and stone, which is closely related to the specifications of the sawblade used (i.e., diamond concentration and grain size, quality of diamond grains, bonding matrix properties). It has been observed that, depending on the segment specifications and the severity of sawing conditions, different kinds of new or worn diamond grits (Fig. 17) take part randomly in the sawing process (Ertingshausen 1984; Denkena et al. 2003). The problem is more compounded when it is considered that even for a given group of stone material (i.e., granite, marble, travertine) different segment specifications are being formulated by different manufacturers. Obviously, this makes it an extremely challenging task to establish a universal wear prediction model valid for all sawblades commercially available in the market.

States of diamond grains: sharp (i), flattened (ii), micro-fractured (iii), macro-fractured (iv), and grain pullout (v) Ertingshausen (1984)
As the final step in the analysis, the SWR prediction model provided in Eq. (7) is checked against all test data (Experiment Nos. 1–26 in Table 6). Fig. 18 shows that a strong degree of positive linear relation (R 2 = 0.91) exists between the calculated and measured values of SWR. This relation is expressed as:

Relation between calculated and measured SWR values for all test data
The higher prediction accuracy of Eq. (9), compared to that of Eq. (8), can be obviously attributed to the fact that a certain portion of the observations have already been used for building the model. Therefore, some degree of over-fitting will be present. Nevertheless, the strong correspondence between the calculated and measured values demonstrates the usefulness of the presently established model in predicting tool wear performance.
From the preceding findings and discussions made, it is possible to suggest that the framework of the approach made in this study may be used as an efficient tool for quantifying or differentiating the SWR performance of diamond sawblades. However, as is the case with other empirical prediction models that appear in the related literature, the presently employed methodology is not without its limitations. It should be emphasized that the presently established regression models are valid only for the tested granite types and specific experimental conditions. Therefore, the values of the regression coefficients in the prediction models should be expected to change depending on the workpiece properties and operational conditions. In this respect, additional data in support of further research are needed.
4 Conclusions
The study reported in the present paper was undertaken to investigate the usability of Knoop hardness test in specific wear rate assessment of diamond sawblades, both as a single predictor and as part of a multiple regression prediction model. For this purpose, the authors evaluated the data of sawing experiments performed on different granite test samples under varied operational conditions. The following main conclusions were drawn:
-
1.
A close correspondence was observed between the measured Knoop hardness (HK) and specific wear rate (SWR) values for sawing rates ranging between 50 and 200 cm2/min. This finding suggests that the Knoop indentation technique may be used as a convenient rock material property in preliminary estimations of sawblade wear performance.
-
2.
The presently established multiple regression model incorporating Knoop hardness (HK), workpiece feed rate (V f) and cutting depth (d) demonstrated that the tool wear performance could be reliably estimated under different operational conditions by using the considered input parameters. Also, the SWR prediction ability of the established model proved to be highly successful when applied to new observations. Variance analysis (ANOVA) of the model indicated workpiece feed rate (V f) as the most influential input parameter on SWR with a contribution of 41.32%. The contributions of Knoop hardness and cutting depth to SWR were determined as 35.31% and 23.37%, respectively.
References
Amaral P, Cruz Fernandes J, Frisa Morandini A, Guerra Rosa J, Manfredotti L, Marini P (2000) Evaluation of the workability by means of diamond tools of a series of Portuguese commercial granites. In: Titolo volume non avvalorato Convegno Le cave di pietre ornamentali. 28–29 Novembre, Torino, pp 323–329
ASTM (2008) Standard terminology relating to dimension stone. Designation C pp 119–08
Aydin G, Karakurt I, Aydiner K (2013) Wear performance of saw blades in processing of granitic rocks and development of models for wear estimation. Rock Mech Rock Eng 46:1559–1575
Brook B (2002) Principles of diamond tool technology for sawing rock. Int J Rock Mech Min Sci 39:41–58
Cardu M, Giraudi A (2012) Metal-rock pair characterization in excavation engineering. J South Afr Inst Min Metal 112:379–386
Cardu M, Giraudi A, Rocca V, Verga F (2012) Experimental laboratory tests focused on rock characterization for mechanical excavation. Int J Min Reclam Env 26:199–216
Cassapi VB (1987) Application of rock hardness and abrasive indexing to rock excavating equipment selection. Dissertation, University of Nottingham
Chicot D, Mercier D, Roudet F, Silva K, Staia MH, Lesage J (2007) Comparison of instrumented Knoop and Vickers hardness measurements on various soft materials and hard ceramics. J Eur Ceram Soc 27:1905–1911
Clausen R, Wang CY, Meding M (1996) Characteristics of acoustic emission during single diamond scratching of granite. Ind Diamond Rev 3:96–99
Denkena B, Tönshoff HK, Friemuth T, Glatzel T (2003) Development of advanced tools for economic and ecological grinding of granite. Key Eng Mater 250:21–32
Ertingshausen W (1984) Zerspanning von granit mit diamante-trennschleifscheiben. Dr-Ing. Dissertation, Universitat Hannover
Ertingshausen W (1985) Wear processes in sawing hard stone. Ind Diamond Rev 5:254–258
Gunes Yılmaz N (2013) Process efficiency comparison of a sandwich-core sawblade and a conventional sawblade used in stone-machining. J Clean Prod 47:26–31
Güneş Yılmaz N (2009) Sawability analyzes of magmatic-origin natural stones using diamond segmented circular saws. Dissertation (In Turkish), Eskisehir Osmangazi University
Güneş Yılmaz N (2011) Abrasivity assessment of granitic building stones in relation to diamond tool wear rate using mineralogy-based rock hardness indexes. Rock Mech Rock Eng 44:725–733
Gunes Yılmaz N, Goktan RM, Kibici Y (2011) An investigation of the petrographic and physico-mechanical properties of true granites influencing diamond tool wear performance, and development of a new wear index. Wear 271:960–969
Hausberger P (1990) Stone machinability. Ind Diamond Rev 5:258–261
Jennings M, Wright DN (1989) Guidelines for sawing stone. Ind Diamond Rev 2:70–75
Jerro HD, Pang SS, Yang C, Mirshams RA (1999) Kinematic analysis of the chipping process using the circular diamond saw blade. J Manuf Sci Eng 121:257–264
Knoop F, Peters CG, Emerson WB (1939) A sensitive pyramidal-diamond tool for indentation measurements. J Res Nat Bur Stand 23:39–61
Konstanty J (2000) Diamond bonding and matrix wear mechanisms involved in circular sawing of stone. Ind Diamond Rev 1:55–65
Konstanty J (2003) Factors affecting diamond retention in stone sawblade segments. Key Eng Mater 250:13–20
Konstanty J (2005) Powder metallurgy diamond tools, 1st edn. Elsevier, Amsterdam
Konstanty JS, Tyrala D (2013) Wear mechanism of iron-base diamond-impregnated tool composites. Wear 303:533–540
Li Y, Huang H, Shen JY, Xu XP, Gao YS (2002) Cost-effective machining of granite by reducing tribological interactions. J Mater Process Technol 129:389–394
Liao YS, Luo SY (1992) Wear characteristics of sintered diamond composite during circular sawing. Wear 157:325–337
Luo SY (1996) Characteristics of diamond sawblade wear in sawing. Int J Mach Tools Manufact 36:661–672
Mamalis AG, Schulze R, Tönshoff HK (1979) The slotting of blocks of hard rock with a diamond segmented circular sawblade. Ind Diamond Rev 39:356–365
Marshall DB, Lawn BR (1986) Indentation of brittle materials. Microindentation techniques in materials science and engineering, ASTM STP 889. In: Blau PJ, Lawn BR (Eds.) American society for testing and materials, Philadelphia, pp 26–46
Polini W, Turchetta S (2004) Force and specific energy in stone cutting by diamond mill. Int J Mach Tool Manuf 44:1189–1196
Sonmak Diamond Tools (2011) http://www.sonmak.com/pdf/SonmakMarbleGranite.pdf. Last accessed 22 August 2016
Statistica software (2015) Beta coefficient. http://documentation.statsoft.com. Last accessed 24 October 2016
Tönshoff HK, Asche J (1997) Wear of metal-bond diamond tools in the machining of stone. Ind Diamond Rev 1:7–13
Tönshoff HK, Warnecke G (1982) Research on stone sawing. In: Daniel P (ed) Advances in ultra hard materials application technology. De Beers Industrial Diamond Division, vol 1, 36–49
Tönshoff HK, Hillmann-Apmann H, Asche J (2002) Diamond tools in stone and civil engineering industry. Diam Relat Mater 11:736–741
Tönshoff HK, Denkena B, Asche J, Apmann HH (2003) Development of a system for the deep sawing of granite. Key Eng Mater 250:239–246
TS EN 14205 (2004) Natural stone test methods—determination of knoop hardness
Turchetta S, Carrino L, Polini W (2005) CVD diamond insert in stone cutting. Diam Relat Mater 14:641–645
Unver B (1996) A statistical method for practical assessment of sawability of rocks. In: Barla G (ed) Proceedings of Eurock’96: Prediction and Performance in Rock Mechanics and Rock Engineering, Torino, Italy. Balkema, Rotterdam, pp 59–65
Wang CY, Wei X, Tang ZL, Pan ZC (1995) The role of coolant in granite sawing. Ind Diamond Rev 4:156–160
Webb SW, Jackson WE (1998) Analysis of blade forces and wear in diamond stone cutting. J Manuf Sci Eng 120:84–92
Wright DN (1986) The prediction of diamond wear in the sawing of stone. Ind Diamond Rev 5:213–216
Xie J (2010) Precision grindability of granite in relation to discrete distribution parameters of microhardness and microbrittleness. J Manuf Sci E-T ASME 132:041007-1–041007-7
Xie J, Tamaki J (2007) Parameterization of micro-hardness distribution in granite related to abrasive machining performance. J Mater Process Technol 186:253–258
Xu XP, Li Y (2003) The effects of swarf in the diamond sawing of granite. Key Eng Mater 250:21–32
Xu XP, Li Y (2004) Quantitative study of coated diamond sawing. Key Eng Mater 259–260:225–232
Xu XP, Zhang YF (2004) Neural network prediction of segment wear in stone sawing. Key Eng Mater 471–472:485–489
Xu X, Li Y, Malkin S (2001) Forces and Energy in circular sawing and grinding of granite. J Manuf Sci Eng 123:13–22
Xu XP, Li Y, Zeng WY, Li LB (2002) Quantitative analysis of the loads acting on the abrasive grits in the diamond sawing of granites. J Mater Process Technol 129:50–55
Xu X, Li Y, Yu Y (2003) Force ratio in the circular sawing of granites with a diamond segmented sawblade. Mater Procss Technol 139:281–285
Yu YQ, Xu XP (2003) Improvement on the performance of diamond segments for rock sawing, Part: effects of segment components. Key Eng Mater 250:46–53
Yu YQ, Li L, Xu XP (2006) Comparative study on the dressing of metal-bonded diamond saws. Key Eng Mater 304–305:19–23
Acknowledgements
The authors are grateful to Granitaş A.Ş. stone processing company for kindly providing the workpiece materials used in this study. Grateful thanks are also due to Prof. Yaşar Kibici (Geological Engineering Department, Dumlupınar University) for his guidance on petrographic and mineralogical studies.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Goktan, R.M., Gunes Yılmaz, N. Diamond Tool Specific Wear Rate Assessment in Granite Machining by Means of Knoop Micro-Hardness and Process Parameters. Rock Mech Rock Eng 50, 2327–2343 (2017). https://doi.org/10.1007/s00603-017-1240-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-017-1240-0