
Abstract
The objective of the present study was to determine the abrasive wear potential of granites in circular sawing using some mineralogy-based rock hardness indexes. A literature study indicated that little or no attention has been given to assessing this kind of relationship in the field of stone processing. To accomplish this objective, sawing experiments were performed on nine different granites used widely as building and decorative stone materials. The measured sawblade-specific wear rates were correlated with three different rock hardness indexes attained by combining the percentage content of hard mineral constituents with their known hardness values. Statistical analysis of the experimental data revealed that rock hardness indexes that are based on both Vickers hardness number and Rosiwal hardness could be accepted as reliable indicators of granite abrasivity. These two indexes were also found to correlate well with the average power drawn during the process. However, the rock abrasivity index based on Mohs relative scratch hardness did not show statistically significant correlations with sawblade wear rate and power drawn. Although quartz percentage content is regarded as an important abrasivity parameter by practitioners, the observations made here indicate that consideration of quartz percentage content alone is not sufficient to describe the abrasive potential of granites, and thus incorporation of other hard mineral constituents could be more suitable.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The present paper deals with the application of some mineralogy-based rock hardness indexes for diamond tool wear rate prediction when processing granitic building stones. This topic is of particular interest to the stone industry, where tool wear is a major cost item in the processing of the hard and abrasive stones used as building materials.
Wear can be defined as the loss of tool material while interacting with the rock (Alber 2008), and rock abrasivity is primarily responsible for wear of the interacting tools (Pathak and Ghose 1994). In general, the three main methods of estimating rock abrasiveness are: (1) indirect methods, where abrasivity assessment is realized through a combination of various fundamental rock properties; (2) direct methods, employing certain test methods where there is relative movement of a rock sample and a wear tool in contact with it under standard controlled test conditions; and (3) holistic approaches that use a combination of fundamental rock properties and varied process parameters as well as environmental conditions (Golovanevskiy and Bearman 2008).
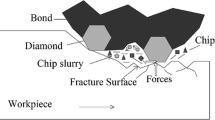
In circular sawing of dimension stones, interactions in the sawing zone are characterized by two tribological contacts: the diamond-stone contact and the chip-bonding matrix contact. Sawblade wear is the result of these two tribological interactions (Li et al. 2002). A review of the published literature reveals that blade wear in circular sawing of dimension stone is influenced mainly by operational parameters (Konstanty 2002; Ertingshausen 1985; Wang et al. 1995), sawblade specifications (Lan et al. 2002; Webb 1999) and properties of the sawn rock (Unver 1996; Delgado et al. 2005). Therefore, for a given sawing application, it can be assumed that the blade wear performance will be influenced greatly by the rock material properties. Various ‘mineral-scale’ and ‘rock-scale’ parameters affect rock abrasiveness, but the more important ones are: (1) mineralogy; (2) the hardness of the mineral constituents; (3) grain shape and size; (4) the type of the matrix material; and (5) physical properties of the rock including strength, hardness and toughness (Atkinson et al. 1986). Although some theoretical considerations on the wear mechanism of diamond tools have been provided (Dong and Durucan 1993), due to the complexity of the mechanism and the large number of parameters involved, the problem of tool wear assessment in this field is treated mainly by empirical approaches.
Currently, there is no single established method of assessing stone abrasivity in relation to circular sawing of granites. Although a few predictive models have been developed previously by using some of the aforementioned approaches (Unver 1996), these models are not directed to serve specifically for this group of igneous rocks. Here, it is important to note that the term ‘granite’, in this usage refers only to hard crystalline acid igneous rocks as described by the ASTM (2008). Accordingly, some basic and ultrabasic igneous rocks, which are also marketed commercially as granites, are not included in this definition.
It is now a well-established view that the mechanical strength of rock alone (i.e., uniaxial compressive strength, tensile strength) is not a significant contribution to tool wear during the circular sawing of granites (Unver 1996; Jennings and Wright 1989; Güneş Yılmaz 2009; Hausberger 1990). This is due to the fact that, in this process, abrasive wear and fragmentation (chipping) occur largely at microscopic scale (Hausberger 1990; Xie and Tamaki 2007). Accordingly, the importance of evaluating the microscopic hardness of polymineral rocks, such as granites, in tool wear assessment and machining efficiency has been emphasized by a number of authors (Xie and Tamaki 2007; Beste and Jacobson 2003; Beste et al. 2004; Delgado et al. 2005). However, the relations between sawblade wear and granite micro-hardness have not yet been analyzed systematically (Xie and Tamaki 2007). With this in mind, the primary aim of the present study was to seek possible correlations between specific sawblade wear rate (SWR) and three different mineralogy-based rock hardness indexes that are used as measures of rock abrasiveness in the literature. The second aim of the study was to investigate if these indexes could also be used as indicators of the power consumption of cutting, which is another sawability parameter often related to tool wear in the stone processing industry. To achieve these goals, raw experimental data of a recent PhD study carried out by the present author (Güneş Yılmaz 2009) were re-evaluated for the purposes of the present study. Since little attention has been given to the application of theoretical rock hardness indexes in this field, it is thought that the findings arrived at could be of service to both academics and practitioners working in this field.
2 Materials and Methods
2.1 Abrasivity Indexes
Methods of calculating the overall abrasiveness of rock are based on determining the quantitative mineralogical composition of the rock and combining this with known values of the hardness of the individual minerals (West 1981). Thus, by employing different mineral hardness scales existing in the literature, it is possible to derive various theoretical rock hardness indexes. In this study, three mineralogy-based rock hardness indexes related to rock abrasivity were derived by using the Mohs relative scratch hardness, Vickers indentation hardness number, and Rosiwal grinding hardness. The procedures for the calculation of rock hardness indexes are explained briefly in the following sections.
2.1.1 Overall Mohs Hardness
Mohs hardness is a widely used practical means of determining the relative hardness of minerals. It is based on the principle of a harder mineral scratching a softer one. Using the Mohs scale, the relative hardness of a particular mineral can be determined. In this scale, the hardness numbers of the minerals range from 1 to 10, talc being the softest and diamond the hardest mineral. Although devised initially for the relative hardness determination of minerals, the overall Mohs hardness of a particular rock (MHR) can be determined by combining the mineral percentage and Mohs hardness of the individual minerals making up the rock (Hoseinie et al. 2009):
where V i is percentage of mineral present in the rock, M i is the Mohs number for the mineral and n is the number of minerals.
2.1.2 Overall Vickers Hardness Number
Vickers hardness reflects the micro-indentation hardness of a mineral, and provides a Vickers hardness number (VHN). In this test, a pyramidal-shaped diamond is applied to the surface of the material to be tested with a specified force. The area of the permanent residual deformation divided by the applied force is a measure of the hardness (ISRM 1978). As with the Mohs hardness, VHN can be used for preliminary estimates of rock abrasivity and expected cutter tool wear (Nilsen et al. 2006). In this study, the same methodology followed in the mean Mohs hardness calculations was adopted for the determination of overall VHN (VHNR) of each studied rock sample (Adebayo 2007):
where V i is percentage of mineral present in the rock, VHNi is the VHN for that mineral, and n is the number of minerals.
2.1.3 Overall Rosiwal Hardness
Despite its practicality and widespread usage in different fields of Earth sciences, the Mohs scale has the deficiency of treating mineral hardness numbers as if they are quantitative measures (West 1981) and, therefore, it does not reflect the true differences in hardness of different minerals (Broekmans 2007). Considering this fact, an absolute hardness scale was devised by Rosiwal where the samples are ground to constant weight using a standard amount of abrasive powder until the powder is totally worn out. The weight loss of the sample is a measure of its abrasion hardness (Broekmans 2007). In this study, the overall Rosiwal hardness of any rock sample (RHR) was calculated by multiplying the percentage of each mineral present in the rock by its corresponding Rosiwal hardness number:
where V i is the percentage of the mineral present in the rock, R i is the Rosiwal hardness number of the mineral, and n is the number of minerals.
2.2 Materials
Nine different granites with substantial demand in the stone industry were selected from a stone processing plant to be used in sawing experiments and petrographical analyses. The selected samples were free from visible anisotropic features, cracks, or indications of weathering. Modal analyses indicated quartz, K-feldspar, plagioclase, biotite and hornblende as the main rock-forming minerals of the samples. Petrographic descriptions and mineral percentage contents of the samples are given in Tables 1 and 2, respectively.
2.3 Sawing Trials
To be able to quantitatively determine the abrasive action of each granite type on the sawblade, sawing experiments were performed on specially dimensioned rectangular granite blocks of 500 mm in length, 70 mm in height, and 120 mm in width (Fig. 1), using a PC-controlled fully instrumented side-cutting machine that allows the measurement and recording of active power consumption and cutting forces during sawing. The experimental rig consists of three main units: the sawing unit, instrumentation, and personal computer (Fig. 2). The adjustment and control of the operational parameters, such as cutting depth, feed rate, peripheral speed and cooling water, is computer-controlled. Active cutting power and forces acting on the sawblade are measured by an energy analyzer and a load cell, respectively. The outputs of the energy analyzer and the load cell are fed into an A/D converter and sampled by the PC.

Samples of sawn granite blocks

Illustration of the experimental set-up
A 400-mm diameter sawblade, recommended for commercial granite processing and consisting of 24 segments, was used in the sawing experiments. The SDA 85 type diamonds were sized at 40/50 US mesh with concentration 20. The peripheral speed of the sawblade was kept at 30 m/s and a constant sawing rate 150 cm2/min was applied to each granite sample. Tap water was used as the cooling fluid at a flow rate of 15 l/min. At the beginning of a new series of sawing tests, the sawblade was dressed by sawing a concrete block provided by the blade manufacturer.
In this study, radial wear of the sawblade was determined by measuring the heights of all the segments before and after completion of each series of sawing tests. For this purpose, a wide beam type laser displacement sensor Keyence LK-G87 model, with a resolution of 0.2 μm and sampling rate of 20 μs, was used. All the measurement data stored in the internal memory of the sensor could be acquired by a PC and displayed virtually. Statistical evaluation of the acquired data was performed using a statistical program. Finally, wear performance of the sawblade was evaluated in terms of SWR, which is defined as the ratio of radial wear of the sawblade to the sawn area (μm/m2).
3 Results and Discussion
Interpretations and statistical significance of the relationship between rock abrasivity indexes and SWR were determined using some related test statistics. The coefficient of determination (R 2) is the proportion of variance in the dependent variable, which can be predicted from the independent variables. Higher values of R 2 correspond to a stronger relationship between the dependent and independent variables. The probability value (P value) is the observed level of significance for the test. In the present study, the conventional 5% significance level was adopted. Hence, results which show a P value of <0.05 were considered to be statistically significant at a confidence level of 95%.
Although general practice in the stone processing industry is to evaluate quartz percentage content as a guideline to sawability, there have been conflicting statements about the effect of this mineralogical parameter on the sawability of natural building stones. This is due to the fact that there is no precise definition of ‘sawability’ as used in stone processing industry. A review of the literature reveals that the term sawability has been used to indicate power consumption (Asche 1999; Jennings and Wright 1989; Xu et al. 2001), sawblade wear rate (Unver 1996; Wei et al. 2003; Eyuboglu et al. 2003), process forces (Unver 1996; Wei et al. 2003), and sawing rate (Kahraman et al. 2004, 2006; Tutmez et al. 2007). Therefore, before proceeding to the examination of correlations between each rock abrasivity index and SWR, the present author considers it useful to check the influence of quartz percentage content on SWR for the group of granites under study here. The effect of quartz percentage content (V q) on SWR is illustrated graphically in Fig. 3, and the statistical significance of this relationship is shown in Table 3. As can be seen from Table 3, the R 2 values indicate that the model as fitted explains 43.5% of the variability in calculated SWR. Since the P value is >0.05, it can be concluded that there is no significant relationship between quartz percentage and SWR in the statistical sense. This finding is in agreement with the results of some previous studies that quartz percentage alone might not be a reliable indicator of rock abrasivity in the machining process of granites (Unver 1996; Jennings and Wright 1989) and, therefore, contributions of other minerals present in the rock should also be sought. In a more recent study (Güneş Yılmaz et al. 2011), it has been shown experimentally that some non-quartz bearing commercial granites could also produce high blade wear due to the presence of other abrasive minerals.

Relationship between quartz percentage content and sawblade wear rate (SWR)
To be able to include the possible contributions of all rock-forming hard mineral constituents on rock abrasivity, the rock abrasivity indexes MHR, VHNR and RHR described in the section on “Studied abrasivity indexes” were correlated with the SWR values. Here, it may be important to note that, in the calculations of these index values, only hard mineral constituents with Mohs hardness ≥5.5 (quartz, K-feldspar, plagioclase and hornblende) causing high levels of tool wear (Hoseinie et al. 2009; Thuro 1997) are included. Table 4 gives the average hardness values of these minerals as used in the calculations.
To show the relationship between each rock abrasivity index and SWR, regression curves and their related test statistics are illustrated in Figs. 4, 5, 6 and Table 3, respectively. Statistical interpretation of the data reveals that the best correspondence between actual and predicted SWR values is provided by VHNR, which includes VHN and the percentage content of the main hard minerals present in the rock. Since the formation of rock chips under the action of diamond cutting edges of a sawblade is basically an indentation action, the relatively high prediction capability of VHNR can be reasonably attributed to the physical analogy between Vickers indentation hardness test and the penetration mode of diamond cutting edges while cutting a granite surface. A high correlation found in a previous study (Delgado et al. 2005) between the measured overall Vickers hardness and sawing rate of Pink Porrino granite also indicates that consideration for mineral indentation microhardness could be highly important in stone sawability studies. Therefore, it is possible to suggest that evaluation of the laboratory-measured actual indentation hardness values could also be an efficient tool for determining granite abrasivity. As other mineralogical characteristics of rock known to influence sawblade wear (i.e., mineral alteration, grain size, mineral anistropy and micro-crack density) are already included in the measured Vickers hardness values, such an approach can be expected to give more accurate results.

Relationship between overall Vickers hardness number (VHNR) and SWR

Relationship between overall Rosiwal hardness of any rock sample (RHR) and SWR

Relationship between overall Mohs hardness of a particular rock (MHR) and SWR
Table 3 also indicates a statistically significant relationship between RHR and SWR, suggesting that RHR can also be used in practice for SWR prediction purposes. However, the prediction capability of this index is relatively low compared to that of VHNR. Another important conclusion drawn from the test statistics given in Table 3 is that MHR, which is based on Mohs relative scratch hardness, cannot be regarded as a reliable indicator of granite abrasivity (P value >0.05). This finding supports the statement made by Broekmans (2007) that, despite its practicality, Mohs hardness scale may not be useful for some scientific purposes.
As mentioned previously, besides tool wear, power consumption is another parameter used as a measure of dimension stone sawability. Since this parameter is often related to sawblade wear rate (Jennings and Wright 1989; Konstanty 2000), an attempt was also made to seek correlations between the presently considered rock abrasivity indexes and average power P drawn during the sawing of tested granites. Relations between each abrasivity index and power are plotted in Figs. 7, 8, 9, 10, and their test statistics are given in Table 5. Table 5 indicates that the correlations between abrasivity indexes and power consumption follow the same ranking as with the SWR, although with different significance levels. Such an observation suggests that both VHNR and RHR can be considered as suitable indexes in comparing the relative power consumption levels of different granites. A statistically significant linear correlation is also observed between quartz percentage V q and power drawn (Fig. 7; Table 5). This could be related with the removal mechanism of quartz under the action of diamond grits. Since quartz does not have any cleavage planes, an inter-boundary fracture mechanism, which requires more energy, is usually present in quartz (Yu and Xu 2003). This finding is in agreement with the results of another study (Asche 1999) where a close relation was also found between quartz content and power drawn during circular sawing of a number of granitic rocks.

Relationship between quartz percentage and power

Relationship between VHNR and power

Relationship between RHR and power

Relationship between MHR and power
All these observations suggest that simple combinations of percentage content and hardness of individual mineral constituents (VHN and Rosiwal grinding hardness) could be used in the stone industry for preliminary estimations of granite abrasivity and power consumption. Since the selection of diamond-segmented circular sawblades is based primarily on the abrasivity of the stone to be cut; it is also possible to suggest that these indexes could also serve as practical guides for tool selection purposes.
4 Conclusions
The present study was undertaken with the aim of assessing the abrasive wear potential of granites in relation to circular sawing using some rock hardness indexes—a subject on which very little or no research exists. In the light of experimental observations and statistical analyses, the following main conclusions were drawn:
-
Rock hardness index VHNR, which is attained by combining the percentage content and VHN of individual hard mineral constituents, was found to be the primary indicator of abrasive wear potential of granites in circular sawing. This finding was attributed to the physical similarity between the Vickers indentation test and the indentation action of the sawblade diamond grits during the sawing process.
-
Rock hardness index RHR, derived on the basis of Rosiwal grinding hardness and percentage content of hard mineral constituents, was also found to correlate with specific SWR. However, no statistically meaningful correlation was observed between overall Mohs rock hardness and SWR.
-
Being the hardest mineral constituent in felsic rocks, quartz is generally accepted by the practitioners working in the stone industry as the main influence on sawblade wear. However, in contrast with this view, the results of the present study have shown that quartz by itself might not be a reliable indicator of felsic intrusive rock abrasivity (P value >0.05) and, thus, abrasive effects of other hard minerals present in the rock should also be taken into consideration.
-
With the exception of MHR, the presently considered rock abrasiveness indexes can also be regarded as suitable tools for the prediction and comparison of power consumption while processing different felsic intrusive rocks.
The present findings could be of practical value to the stone industry if confirmed by future studies, which should be conducted on other granite types and operational conditions. Since the present study concentrated only on rock hardness indexes, no attempt was made to examine the influence of other mineralogical parameters such as the spatial distribution of minerals, micro-cracks and mineral alteration. In this respect, it should be emphasized that additional consideration of these parameters could assist in better evaluation of granite abrasive wear potential in circular sawing.
References
Adebayo B (2007) Analysis of the potential of some Nigerian rocks to wear drill bit. Aust J Technol 11:1–5
Alber M (2008) Stress dependency of the Cerchar abrasivity index (CAI) and its effects on wear of selected rock cutting tools. Tunn Undergr Space Technol 23:351–359
American Society for Testing and Materials (ASTM) (2008) Standard terminology relating to dimension stone, Designation C 119–08, p 7
Asche J (1999) Deep grinding: a new dimension in cutting granite. Ind Diamond Rev 2:110–122
Atkinson T, Cassapi VB, Singh RN (1986) Assessment of abrasive wear resistance potential in rock excavation machinery. Int J Min Geol Eng 3:151–163
Beste U, Jacobson S (2003) Micro scale hardness distribution of rock types related to rock drill wear. Wear 11:1147–1154
Beste U, Lundvall A, Jacobson S (2004) Micro-scratch evaluation of rock-types—a means to comprehend rock drill wear. Tribol Int 37:203–210
Broekmans MATM (2007) Failure of greenstone, jasper and cataclasite aggregate in bituminous concrete due to studded tyres: similarities and differences. Mater Charact 58:1171–1182
Delgado NS, Rodrigez LM, Suarez Del Rio ID, Sarria L, Ruiz de Argandona VG (2005) The influence of rock microhardness on the sawability of Pink Porrino granite (Spain). Int J Rock Mech Min Sci 42:161–166
Dong C, Durucan S (1993) The theory of diamond tool wear mechanism and hard rock sawing. In: Paşamehmetoğlu AG, Özgenoğlu A (eds) Proceedings of the 3rd International Symposium on mine planning and equipment selection. Balkema, Rotterdam, pp 455–460
Ertingshausen W (1985) Wear processes in sawing hard stones. Ind Diamond Rev 5:254–258
Eyuboglu AS, Ozcelik Y, Kulaksız S, Engin IC (2003) Statistical and microscopic investigation of disc segment wear related to sawing Ankara andesites. Int J Rock Mech Min Sci 40:405–414
Golovanevskiy VA, Bearman RA (2008) Gouging abrasion test for rock abrasiveness testing. Int J Miner Process 85:111–120
Güneş Yılmaz N (2009) Sawability analyzes of magmatic-origin natural stones using diamond segmented circular saws. PhD thesis, Eskişehir Osmangazi University
Güneş Yılmaz N, Goktan RM, Kibici Y (2011) An investigation of the petrographic and physico-mechanical properties of true granites influencing diamond tool wear performance, and development of a new wear index. Wear 271:960–969. doi: 10.1016/j.wear.2011.04.007
Hausberger P (1990) Stone machinability. Ind Diamond Rev 5:258–261
Hoseinie SH, Ataei M, Osanloo M (2009) A new classification system for evaluating rock penetrability. Int J Rock Mech Min Sci 46:1329–1340
ISRM (1978) Suggested methods for determining hardness and abrasiveness of rocks. Int J Rock Mech Min Sci Geomech Abstr 15:89–97
Jennings M, Wright DN (1989) Guidelines for sawing stone. Ind Diamond Rev 2:70–75
Jensen LRD, Friis H, Fundal E, Moller P, Brockhoff PB, Jespersen M (2010) Influence of quartz particles on wear in vertical roller mills. Miner Eng 23:390–398
Kahraman S, Fener M, Gunaydın O (2004) Predicting the sawability of carbonate rocks using multiple curvilinear regression analysis. Int J Rock Mech Min Sci 41:1123–1131
Kahraman S, Altun H, Tezekici BS, Fener M (2006) Sawability prediction of carbonate rocks from shear strength parameters using artificial neural networks. Int J Rock Mech Min Sci 43:157–164
Konstanty J (2000) Diamond bonding and matrix wear mechanisms involved in circular sawing of stone. Ind Diamond Rev 1:55–65
Konstanty J (2002) Theoretical analysis of stone sawing with diamonds. J Mater Process Technol 123:146–154
Lan S, Jinsheng P, Changjian L (2002) A new approach to improve the performance of diamond sawblades. Mater Lett 57:1010–1014
Li Y, Huang JY, Shen XP, Gao YS (2002) Cost-effective machining of granite by reducing tribological interactions. J Mater Process Technol 129:389–394
Nilsen B, Dahl F, Holzhauser J, Raleigh P (2006) Abrasivity testing for rock and soils. Tunn TunnelIing Int 4:47–49
Pathak K, Ghose AK (1994) Abrasivity of Indian coalmeasure rocks and wear of drill bits. In: Eskikaya S (ed) Proceedings of the 4rd International Symposium on mine Planning and Equipment Selection. Balkema, Rotterdam, pp 477–482
Thuro K (1997) Prediction of drillability in hard rock tunneling by drilling and blasting. In: Golser J, Hinkel WJ, Schubert W (eds) Tunnels for People. Balkema, Rotterdam, pp 103–108
Tutmez B, Kahraman S, Gunaydın O (2007) Multifactorial fuzzy approach to the sawability classification of building stones. Constr Build Mater 21:1672–1679
Unver B (1996) A statistical method for practical assessment of sawability of rocks. In: Barla (ed) Proceedings of Eurock’96; Prediction and Performance in Rock Mechanics and Rock Engineering, Torino, Italy. Balkema, Rotterdam, pp 59–65
Wang CY, Wei X, Tang ZL, Pan ZC (1995) The role of coolant in granite sawing. Ind Diamond Rev 4:156–160
Webb SW (1999) Diamond retention in sintered cobalt bonds for stone cutting and drilling. Diam Relat Mater 8:2043–2052
Wei X, Wang CY, Zhou ZH (2003) Study on the fuzzy ranking of granite sawability. J Mater Process Technol 139:277–280
West G (1981) A review of rock abrasiveness testing for tunneling. Proceedings of the International Symposium on Weak Rock, 21–24 September 1981, Tokyo, pp 585–594
Xie J, Tamaki J (2007) Parameterization of micro-hardness distribution in granite related to abrasive machining performance. J Mater Process Technol 186:253–258
Xu X, Li Y, Malkin S (2001) Forces and energy in circular sawing and grinding of granite. J Manuf Sci Eng 123:13–22
Yu YQ, Xu XP (2003) Improvement of the performance of diamond segments for rock sawing, part 1; effect of segment components. Key Eng Mat 250:46–53
Acknowledgments
Prof. Dr. Yaşar Kibici, Geological Engineering Department-Dumlupınar University, is deeply appreciated for his guidance on thin section studies of the test samples. The author would also like to thank the two anonymous referees for providing constructive suggestions.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Yılmaz, N.G. Abrasivity Assessment of Granitic Building Stones in Relation to Diamond Tool Wear Rate Using Mineralogy-Based Rock Hardness Indexes. Rock Mech Rock Eng 44, 725–733 (2011). https://doi.org/10.1007/s00603-011-0166-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-011-0166-1