
Abstract
The purpose of this research was to evaluate the production rate (PR) and cutting performance of surface miners (SM) based on rock properties and specific energy (SE). We use data from equipment manufacturers and experimental data in this study and propose a new method and equations to determine both the PR and the cutting speed of SM. The unconfined compressive strength (UCS) of the rock, its abrasivity, and the machine’s engine power are the three most important factors influencing the PR. Moreover, the cutting depth, UCS, and engine power have a significant impact on the cutting speed. We propose a new method and equations to determine the energy required to cut a volume unit and a surface unit, i.e., specific energy, and establish the relationship between SE, UCS, and PR. The results of this study can be used by surface miner operators to evaluate the applicability of the machines to a specific mine site.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Surface miners (SM) were initially developed in the mid-1970s (Pradhan and Dey 2009), and their use has gained popularity since the 1990s, with improved cutting drum design and higher engine power leading to more efficient machines. These improvements have enabled operators to excavate rock in a more eco-friendly and economical manner (Fig. 1).

An example of a surface miner (http://www.wirtgen.de/en/produkte/surface_miner/)
For cost-effective rock excavation by SM, two basic elements have to be considered: the machine and the rock-mass. The machine can be modified to suit specific requirements, but the rock-mass is obviously a natural component and thus immutable. Therefore, it is imperative to have good understanding of the characteristics of the rock to be excavated in order to select the most appropriate machine.
Various methods for evaluating the applicability of surface miners based on the rock properties have been developed in the past. The main aim of these evaluations was to reduce the need for on-site machine trials, which are expensive and time consuming although currently accepted as the most accurate and reliable method of assessment. The evaluation methods that are most common in the literature focus mainly on the cutting aspects of the machines.
In this paper, we first review previous studies on various types of roadheaders (RH). Despite differences between RH and SM, the cutting tools are generally similar, and the analogy between the cutting drum and the cutter head allows meaningful comparisons to be made. A new method for the calculation of production rate (PR) and cutting speed is proposed here, based on analysis of data obtained from both the literature and manufacturers.
2 Methods for Estimating Production Rate
2.1 Previous Studies and Parameter Classification
Empirical models are based mainly on previous experience and on-site test data. The reliability and accuracy of these models depends primarily on the quantity and quality of the available data. One empirical method widely used to predict the performance of RH was developed by Bilgin et al. (1997a). According to this study, the cutting performance can be evaluated by using Eq. (1):
where ICR is the instantaneous cutting rate (m3/h), P is the cutting power (kW) of the machine, RMCI is the rock mass cuttability index = \( UCS \cdot \left( {\frac{\text{RQD}}{100}} \right)^{2/3} \), UCS is the uniaxial compressive strength (MPa), RQD is the rock quality designation (%).
Based on various experimental data, a relationship between the PR of continuous surface miners and the rock UCS was proposed by Jones and Kramadibrata (1995). The authors established the logarithmic relationship between PR and UCS in the following equation:
It should be noted that Eq. (2) refers only to UCS values lower than 60 MPa, even though it has been experimentally proven that SM can work in harder rocks.
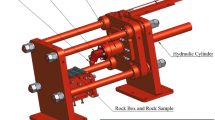
Bilgin et al. (1997b) performed linear cutting tests on large stone blocks (70 × 50 × 50 cm). A full-sized cutting tool was used in laboratory conditions where peak forces were recorded. Following the cutting tests, the specific energy required for different cutting depths and bit spacing was calculated.
The PR according to Rostami et al. (1994a, b) and Eskikaya et al. (2000) can be calculated as follows:
where ICR is the instantaneous PR (m3/h), P is the power of the cutting machine (kW), SEopt is the Optimum specific energy requirement (kWh/m3).
The results obtained by these methods were significantly different from those observed in field tests.
More recently, a new rock-mass classification was developed by Dey and Ghose (2008) after considering the following key parameters: point load strength index I s , volumetric joint count J V , rock abrasivity A W , machine cutting direction with respect to the joint direction J s , and the engine power of the cutting machine M. The ratings of these parameters are given in Table 1, and the new cuttability index is given as the sum of these ratings:
The point load index I s was used instead of the uniaxial compressive strength in order to simplify the testing procedure. If this parameter is obtained from samples whose diameter is different from 50 mm, a size correction factor can be added, as suggested by Greminger (1982):
where F is the (sample’s diameter/50)0.45.
Abrasivity is an important property of rock that has a significant effect on both the machine performance and the tool maintenance costs. An abrasive rock can cause frequent machine shut-downs in order to replace the cutting tools. A W , the abrasivity considered here is called the Cerchar abrasivity as described by West (1989), and is determined using a test pick and a stereo-microscope with an ocular micrometer.
The volumetric joint count J V incorporates the probability of the SM finding a weakness plane, which will eventually decrease the rock-mass strength. Parameter J v can be directly measured on site, or derived from RQD as suggested by Palmström (1985):
Similarly, the motion of the SM with respect to the plane of weakness is also important and is incorporated here. The machine power should be taken into account, because a machine with a higher power and weight can perform better and has the capability to cut rocks with higher compressive strengths. Based on these new cuttability concepts, the classification according to Dey and Ghose (2008) of the ease of rock excavation using SM is given in Table 2. This CI rating is easy to derive and gives a first-hand insight into the applicability of surface miners. Once the CI has been derived, the production performance of the SM can be estimated as follows:
where L* is the production or cutting performance (m3/h), M c is the rated capacity of the machine (m3/h), CI is the cuttability index, k a factor that takes into account the influence of specific cutting conditions, and is a function of pick lacing (array), pick shape, atmospheric conditions, etc. It varies between 0.5 and 1.
2.2 New PR Estimation Method
Data on the technical parameters of the SM were collected from various manufacturers including Wirtgen, Trencor, TenovaTakraf, Larsen and Toubro, and Vermeer. Each of these manufacturers builds machines with slightly different characteristics:
-
Wirtgen and Larsen and Toubro mainly manufacture machines on four tracks with the cutting drum in the middle;
-
Trencor and Vermeer manufacture trenchers on two tracks that are normally equipped with a cutting chain, but which can be replaced by an attached drum for surface mining applications;
-
TenovaTakraf manufactures front cutting drum machines on three crawler tracks.
The first parameter to be considered in determining the applicability of the SM to a specific site is the PR. Figure 2 shows the relationship between the PR and the rock UCS for five different values of cutting drum width and engine power. Using MS Excel, the trend of the PR for each machine was established. It should be noted that the PR takes into account not only the cutting time, but also ancillary operations such as maneuvering and servicing.

Average productivity versus UCS for various SM parameters
Previous studies have reported (Dey and Ghose 2008; Plinninger et al. 2002) that the PR is significantly affected by the rock’s abrasivity. Therefore, abrasivity needs to be taken into the account when determining the PR. In order to verify our newly developed model, we conducted a series of tests using data from Indian case studies collected by Dey and Ghose (2011). In these case studies, all the rock and machine parameters at the operation sites were known; thus, the real PR was derived. We compared the PR values estimated by our method with those derived by the methods of Dey and Ghose (2011), Bilgin et al. (1997a) and Jones and Kramadibrata (1995), even though the former was originally developed for RH and the latter applied for quite low UCS values.
The speed maintained by the machines during the cutting process is another important parameter for calculating the PR once the cutting depth and width of the cutting drum are known. Assuming that for a particular value of UCS the PR remains almost constant regardless of depth, it is clear that the speed trends will vary according to the cutting depth. Therefore, it is required to determine a unique equation in order to describe the speed variation according to the UCS, cutting depth, and power.
3 Evaluation of the Production Rate
3.1 Machine Power and Rock Properties
It is important to emphasize that each machine has a wide range of PRs, particularly for the lower values of UCS. Thus, this comparison should be seen only as a preliminary way to evaluate the performance of the different SM. We used manufacturer’s data of five machines, four with four tracks and a central drum, and one machine with three tracks and a frontal drum (Fig. 2). The trend for all the machine models can be well represented by an exponential curve and by the following equation:
The exponent b is considered constant and equal to 0.025, and the value a can be plotted as a function of the machines’ power (Fig. 3). The average PR depends, with a good approximation, on the machine power and the rock UCS, and can be represented by the following equation:
PR is measured in (m3/h), the machine power P w in (kW), and the UCS in (MPa).

Trend of parameter “a” as a function of the cutting machine’s power
The main drawback to Eq. (9) is that the abrasivity of the material is not taken into account, even though experimental evidence suggests that the final performance depends heavily on this parameter. The omission of the Cerchar Abrasivity Index (CAI) is due to the fact that the data used to draw the graphs were average values given by the manufacturers, and only referred to UCS and machine power.
In Fig. 2, we assume that CAI = 0.5 (an easy-to-dig non-abrasive material). Higher abrasivity acts on the machine’s performance as an increase of UCS; thus, the higher the CAI index, the lower the PR. Eq. (9) can therefore be modified as
The value 10 in the exponent has been chosen to increase the value of CAI (normally variable between 0 and 6) by an order of magnitude in order to make it comparable with higher UCS values. In our example of a 1,000 kW machine, the PR values decrease when the CAI increases (Fig. 4).

Change in production rate output of a 1,000 kW machine for various CAI values
A comparison of the results obtained by different authors discussed above and our new method (Eq. 10), in terms of production rates and related errors, is given in Table 4. It appears that the reliability of the estimated PR is almost the same or even higher than the one quoted by Dey and Ghose (2011) and is much higher than the values obtained by the methods of Bilgin et al. (1997a) and Jones and Kramadibrata (1995) (Tables 1, 2, 3). The error in our method was within 25 %. As mentioned before, the method suggested by Jones and Kramadibrata (1995) is designed to calculate PRs of SM in rocks with UCS lower than 60 MPa, which is a significant limitation when applied to larger machines. The method proposed by Bilgin et al. (1997a) was developed for RH that usually have lower power and therefore a smaller PR. The RH and PR results were compared with those for smaller SM using our new method (Fig. 5). The range of RH PR values indicates that the performance of RH appears to be less dependent than that of SM on the variation of the UCS values.

Production rate trends calculated with two different methods for a 450 kW machine and rock of CAI = 1.5 and RQD = 30
The classification results (Table 5) of Dey and Ghose (2011) suggest that UCS, CAI, and Machine Power are the three most important factors influencing the machine performance. Other more detailed information relating to the material structure (joint number), or cutting mode (working direction in respect to major joints position) does not have a significant influence on the preliminary prediction of the average performance.
In the discussions presented above, the predicted values of PR have to be considered as operating parameters, i.e., values that already take into account:
-
average time necessary to change the cutting tools,
-
time necessary to turn and reposition the machine at the end of each row cut (row length is usually 100 m < l < 200 m),
-
average sump-in and sump-out time at the end of each row.
Hence, rock abrasivity, here in the form of the CAI index, though normally a parameter influencing the performance indirectly, needs to be taken into account when determining the PR.
3.2 Speed and Cutting Depth
Once the cutting depth and the width of the cutting drum are known, the speed that the machines can maintain during the cutting process has to be considered for calculating the PR.
Many models have been developed in order to evaluate the force between the cutting tools and the rock during the cutting process. Examples are the Evans model (Evans 1972a, b, 1982, 1984a, b; Roxborough and Phillips 1975) for rolling tools, and the Nishimatsu model (Nishimatsu 1972) for drag tools, which are considered the closest to the SM working features.
The main goal of this work is to find the relationship between the cutting force and the cutting depth (other conditions being constant) using the models mentioned above. If the cutting force is proportional to the cutting depth, this would imply that the specific energy SE (the energy required to cut the material) remains the same, regardless of the cutting depth.
However, this is only a theoretical model, as it is known that the scale effect deeply influences the rock’s strength. In addition, it is experimentally proven (Nishimatsu 1972, Pradhan and Dey 2009) that deeper cutting depths generally lead to bigger grain size distribution; therefore, less work is needed due to dissipation than that required when obtaining smaller grained material.
Referring to the average production rates shown previously (Table 4 and Figs. 4, 5) by assuming that those values should remain roughly unchanged for different working patterns, it is clear that the average cutting speed has to change proportionally to the cutting depth (always considering different compressive strengths of the rock) in order to give the same value of cut volume per unit time. If the cutting work is the same regardless of the cutting depth, since the cutting work can be expressed through Eq. (11), it is clear that the speed must change according to the depth:
where L is the work, F is the force (N), x is the advancement = speed × time unit (m), A is the area (m2), σ is the stress (Pa), D is the depth (m), and W is the width (m).
Figure 6 shows the variation of cutting speed with depth for various UCS values for a 1,200 kW machine. The average advancement speed S (m/h) is related to the cutting depth CD (cm) by an exponential function with a constant exponent equal to −1:

Speed trends versus cutting depth for various UCS values. Machine power P w = 1,200 kW
where K is a coefficient that varies according to the rock UCS and the machine.
From Fig. 6, one can derive a general correlation that provides the average value of cutting speed for a known cutting depth, UCS, and engine power.
Since the coefficient K depends on the machine’s power and another parameter, we can write Eq. (12) as
where S is the speed in (m/min), P W is the machine power in (kW), CD is the cutting depth in (cm), and Y is a parameter that depends on UCS (Fig. 7).

Correlation between Y and UCS
Following the previous considerations, one can calculate the approximate advancement speed as
Therefore, for a given job site, a reliable evaluation of the required cutting time can be obtained according to the machine (power), rock (compressive strength) features, and the interaction among them.
4 The Specific Energy
4.1 Previous Studies of Surface Miner Specific Energy
When evaluating the performance of a surface miner, the UCS of the rocks and the specific energy SE need to be taken into account. Both of these parameters have a significant influence on the PR of the SM.
Several researchers have studied the relationship among various parameters of cutting machines.
SE was considered by Thuro (1997) for evaluating the drilling process, and was referred to as “specific destruction work.” The author conducted experiments to determine the specific destruction work from the stress–strain curve of a rock sample under unconfined compression.
The “specific destruction work” or specific energy obtained through laboratory tests was then used by Thuro and Plinninger (1998, 1999) and Plinninger et al. (2002, 2003) to determine the cutting performance of RH. The authors determined the relationship between PR (m3/h) and SE (kJ/m3) to be logarithmic.
Fowell and Johnson (1991) conducted tests for medium-weight RH (23–50 t) and heavy-weight RH (50–80 t). The results of the tests showed that the relationship between PR (m3/h) and SE (kJ/m3) was exponential.
Barendsen (1970) established a relationship between the inverse of SE and UCS for machines working on the cutting principle (drag bit) and those working on the crushing principle (rotary bit). The trends (Fig. 8) appeared to be exponential.

Prediction of energy required for cutting (redrawn from Eskikaya et al. 2000)
Roxborough and Phillips (1975) used SE derived from instrument cutting tests (core cuttability tests) to evaluate the performance of medium-weight and heavy-weight RH. The author established the relationship between SE and UCS as follows:
The parameter C varies according to the type of material: for sedimentary rocks the most common value is 0.11, which can sometimes be approximated to 0. Separating the values obtained by Eq. (15) into five groups, the author determined the SE for medium- and heavy-weight RH and provided a descriptive classification of general cutting performance (Table 6).
Despite differences between RH and SM, the previous studies on RH and their results represent a valuable source of information when considering SM. We now describe a new method for determining the energy required to cut both a unit volume and a unit surface, i.e., SE. The relationship between SE, UCS, and PR is also discussed. Data on the technical parameters of SM were collected from Wirtgen, a leading manufacturer of SM for surface mining. Wirtgen produces mainly machines on four tracks with the cutting drum in the middle.
4.2 Work Required to Cut a Unit Volume
The specific energy related to cutting of a certain type of rock can be represented by simply dividing the total machine power and the PR obtained for rocks with different unconfined compressive strength. The data presented in Fig. 9 (Evans 1982) for various SM models were acquired from the equipment manufacturer, and it can be seen that the relationship between SE and PR is exponential.

Relation between production rate (m3/h) and specific energy (kWh/m3) for four SM models having different power (SM1 600 kW; SM2 780 kW; SM3 1,200 kW; SM4 1,200 kW). SM3 and SM4 have the same power but different cutting drum widths
The specific energy is measured in (kWh/m3), the machine power P W in (kW), and the net PR in (m3/h). The relationship can be represented by the following equation:
The trends shown in Fig. 9 are similar to the results obtained by Thuro and Plinninger (1998, 1999) and Fowell and Johnson (1991) for RH although the PRs in our SM results are much higher than those for the RH. In addition, the specific energy that can be produced by the SM is two to three times higher.
The impact of UCS on the inverse of the SE is shown in Fig. 10. Note that the data for the SM with different machine power are quite close together and the trend seems to be exponential as in Barendsen (1970). The two sets of results are very similar, even though the range of UCS considered for the SM was smaller than that for the RH.

Relation between UCS (MPa) and the inverse of specific energy (m3/MJ*100) for four SM models having different power or drum width (SM1 600 kW; SM2 780 kW; SM3 1,200 kW; SM4 1,200 kW)
Figure 11 shows the relationship between SE and UCS. Regardless of the SM model, the specific energy required to cut the unit volume grows according to an exponential law. The SE values of the different machines are very similar for low values of UCS up to 80 MPa. For UCS values of 100 MPa and higher, the SE values are more dispersed, rising above 10 kWh/m3, mostly for the smaller machines. The equation describing the trend for specific energy (kWh/m3) and UCS (MPa) is as follows:

Relationship between specific energy and UCS for four SM models having different power or drum width (SM1 600 kW; SM2 780 kW; SM3 1,200 kW; SM4 1,200 kW)
Although the Roxborough classification refers to RH, one can compare Eqs. (15) and (17) and note the differences and similarities between the two trends. As shown in Fig. 12, the two datasets are similar for UCS < 90 MPa. For values higher than 90 MPa, the curve derived from the experimental data provided by the manufacturers is much steeper than the one derived by Roxborough. This may be explained by the fact that Eq. (15) was developed for heavy-weight machines that can be used for very strong rocks, while Eq. (17) considers the performance of machines ranging between 50 and 200 t.

Therefore, the Roxborough classification can be used for SM where SE is less than 25 MJ/m3. Values of SE above 25 MJ/m3 are related to rocks that are most difficult to cut according to Roxborough’s classification (Roxborough and Phillips 1975).
It should be noted that Eqs. (16) and (17) account only for the “actual” cutting time; the ancillary times, which can range between 30 and 70 % of the actual time, are not considered.
Figure 13 shows the PR and SE trends for varying UCS values. The PR and SE curves show opposite trends, though both can be expressed through an exponential law. This indicates that with increasing UCS, the PR decreases as fast as the energy necessary for cutting the unit volume grows.

Production rate (maximum and minimum, solid line) versus specific energy (broken line) for various UCS
4.3 Work Required to Cut a Unit Surface
On the basis of previous studies discussed in Sect. 3.2, and also taking into account the power employed to cut a unit surface area (in other words, the influence of working depth is considered) the relations shown in Figs. (14, 15, 16, 17) can be established. The SE per square meter for each type of SM depends on the cutting depth and the UCS: the fit is very good for SM2, SM3, and SM4, whereas a certain scattering is observed on SM1, probably due to the fact that the small machines are not designed for working in hard rocks. Surface miners SM3 and SM4 have the same power (1,200 kW), but different cutting drum widths.

Specific energy per unit area for machine SM1 and different cutting depths (d = 5–35 cm)

Specific energy per unit area for machine SM2 and different cutting depths (d = 10–60 cm)

Specific energy per unit area for machine SM3 and different cutting depths (d = 10–60 cm)

Specific energy per unit area for machine SM4 and different cutting depths (d = 10–80 cm)
Based on the relationships shown in Figs. (14, 15, 16, 17), the trend between SE and UCS for various cutting depths and machine powers can be described by the following equations:
where SE is expressed in (kWh/m2), UCS in (MPa), and d is the depth in (cm). The laws describing the trend of energy per square meter cut (kWh/m2) are exponential; the basis is a function of cutting depth while the exponent depends on the rock’s UCS. Eqs. (18a–d) can be approximated by the following expression:
Note that, regardless of the type of selected SM, the specific energy per square meter cut is almost the same. This value depends only on the mechanical properties of the rock (unconfined compressive strength) and the thickness of the layer cut.
5 Conclusions
A review of the pre-existing methods for rating the performance of SM has been discussed.
We collected and analyzed a large amount of data from the literature and proposed a new method for predicting SM PR. This process led to a new equation (Eq. 10) for determining the PR which is derived from the values of the rock’s uniaxial compressive strength UCS (MPa) and abrasivity (CAI) and the machine power P w (kW). These three parameters were found to be the most important in determining a reliable output.
We derived a series of graphs describing the trend of the cutting speed (m/h) according to the rock UCS and cutting depth for machines of various powers (kW). Equation (10) proved to be reliable when tested with case studies found in the literature, returning errors of the same magnitude or lower than those obtained through other methods.
Specific energy can be used to compare the performance of various SM. Determining how much energy is required per unit volume or per unit surface is useful for evaluating the order of magnitude of SM efficiency.
We established a general relationship for SE (MJ/m3 or kWh/m3) and found that when the UCS of the rock increases, the PR decreases and the SE increases. The influence of cutting depth was also taken into account: we derived a relationship between the energy required to cut a surface unit (kWh/m2), the cutting depth (cm), and the rock’s compressive strength (MPa). The results of this study can be used by machinery operators to select the most applicable SM for a specific mine site.
6 Websites
http://www.astecunderground.com/www/docs/135/trencor-literature.
http://www.takraf.com/files/brochures/tenova_takraf_surface_miner_en.pdf.
http://www.larsentoubro.com/lntcorporate/.
http://www.miningcongress.com/pdf/presentations-downloads/Vermeer-Jim-Hutchins-2.pdf.
http://www2.vermeer.com/vermeer/NA/en/N/industries/surface_mining.
References
Barendsen P (1970) Tunneling with machines working on the undercutting principle. In: Proceedings of the South African Tunneling Conference, Atlanta, pp 53–58
Bilgin N, Balci C, Eskikaya S, Ergunlap D (1997a) Full scale and small scale cutting tests for equipment Selection in a Celestine mine. In: Proceeding of the 6th International Symposium on Mine Planning and Equipment Selection, Wroclaw, pp 387–392
Bilgin N, Kuzu C, Eskikaya S (1997b) Cutting performance of rock hammers and roadheaders in Istanbul Metro drivages. In: Proceeding World Tunnel Congress, Tunnels for People, Balkema, pp 455–460
Dey K, Ghose AK (2008) Predicting “cuttability” with surface miners—a rock-mass classification approach. J Min Met Fuels 56(5–6):85–92
Dey K, Ghose AK (2011) Review of cuttability indices and a new rock-mass classification approach for selection of surface miners. Rock Mech Rock Eng 44(5):601–611. doi:10.1007/s00603-011-0147-4
Eskikaya S, Bilgin N, Ozdemir L et al (2000) Development of rapid excavation technologies for the Turkish mining and tunnelling industries. NATO TU Excavation SfS Programme project report. Istanbul Technical University, Faculty of Mines, Istanbul pp 172
Evans I (1972a) Line spacing of picks for efficient cutting. Int J Rock Mech Min Sci Geomech Abstr 9:355–359
Evans I (1972b) Relative efficiency of picks and discs for cutting rock. MRDE Report No. 41, National Coal Board, UK, p 6
Evans I (1982) Optimum line spacing for cutting picks. Min Eng 3:433–434
Evans I (1984a) A theory of the cutting force for point attack picks. Int J Min Eng 2:63–71
Evans I (1984b) Basic mechanics of the point attack pick. Colliery Guardian, London, pp 189–193
Fowell RJ, Johnson ST (1991) Cuttability assessment applied to drag tool tunneling machines. In: Proceeding of the 7th International Congress on Rock Mechanics, A.A. Balkema, Aachen, pp 985–990
Greminger M (1982) Technical Note: experimental studies of the influence of rock anisotropy on size and shape effects in point load testing. Int J Rock Mech Min Sci Geomech Abstr 19:241–246
Jones IO, Kramadibrata S (1995) An excavating power model for continuous surface miners. Ausimm Proc 300(2):33–40 ISSN: 1034–6783
Nishimatsu Y (1972) The mechanics of the rock cutting. Int J Rock Mech Min Sci Geomech 9:261–271
Palmström A (1985) Application of the volumetric joint count as a measure of rock mass jointing. Int. Symp. on Fundamentals of Rock Joints, Björkliden, pp 103–110
Plinninger RJ, Spaun G, Thuro K (2002) Prediction and classification of tool wear in drill and blast tunneling, Engineering Geology for Developing Countries—Proceedings of the 9th Congress of the International Association for Engineering Geology and the Environment, Durban, pp 16–20
Plinninger RJ, Kasling H, Thuro K, Spaun G (2003) Testing conditions and geomechanical properties influencing the Cerchar abrasiveness index CAI value. Int J Rock Mech Min Sci 40:259–263
Pradhan P, Dey K (2009) Rock cutting with surface miner: a computational approach. J Eng Technol Res 1(6):115–121
Rostami J, Ozdemir L et al (1994a) Roadheaders performance optimization for mining and civil construction. In: Proceeding of 13th Annual Technical Conference, Institute of Shaft Drilling Technology (ISDT) Las Vegas
Rostami J, Ozdemir L, Neil D (1994b) Performance Prediction, The Key Issue in Mechanical Excavation. Mining Engineering, CSM Internal Report, Golden
Roxborough FF, Phillips HR (1975) Rock excavation by disc cutter. Intern J Rock Mech Min Sci Geomech 12(12):361–366
Thuro K (1997) Drillability prediction—geological influences in hard rock drill and blast tunnelling. Geol Rundsch 86:426–438
Thuro K, Plinninger RJ (1998) Geological limits in roadheader excavation—four case studies. In: Proceedings of the 8th international association for engineering geology congress, Rotterdam
Thuro K, Plinninger RJ (1999) Roadheader excavation performance—geological and geotechnical influences. In: Proceedings of the 9th international congress on rock mechanics, Paris
West G (1989) Technical note: rock abrasiveness testing for tunnelling. Int J Rock Mech Min Sci Geomech Abstr 26(2):151–160
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Origliasso, C., Cardu, M. & Kecojevic, V. Surface Miners: Evaluation of the Production Rate and Cutting Performance Based on Rock Properties and Specific Energy. Rock Mech Rock Eng 47, 757–770 (2014). https://doi.org/10.1007/s00603-013-0393-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-013-0393-8