
Abstract
Poly-methyl methacrylate (PMMA) has been widely used for optical and microfluidic devices. This paper is devoted to the development of an effective low-temperature PMMA bonding technology. For bonding, Carbon dioxide (CO2) has been used as gas solvent and pressuring agent. The bonding temperature thus is lowered and the pressing pressure becomes uniform. An innovative two-stage CO2-assisted thermal fusion bonding process has been developed which takes the soaking and releasing times of CO2 into account. The experimental results show that this new process significantly enhances the flatness after bonding process and increases bonding area and bonding strength. By coating a layer of PMMA solution on bonding surface, the diffusion number of chain increases, and thus further increases the bonding strength.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Polymeric microfluidic devices fabricated by micro-electromechanical system (MEMS) are getting popular due to their low-cost and high accuracy. Compared with metal and ceramics, polymers have advantages in low-cost, high-throughput and high-biocompatibility. Although the technology of producing microfluidic components is important, it needs good encapsulation technique to match up. There are some methods applied to the bonding of polymer microchannel such as thermal fusion bonding, plasma-aided bonding, adhesive bonding and solvent bonding.
Thermal fusion bonding technology is that heating polymer substrates to above their glass transition temperature and pressing the two polymer substrates in tight contact by pressure, which method is widely used in repeating micro/nano structure. However, this heating and cooling not only result in long cycle time due to heating and cooling but also causes residual stress and damages the structure of microfluidic channels (Chen et al. 2004). In addition, conventional hot embossing mechanism has the inherent problem of non-uniform holding pressure (Chang et al. 2006).
Plasma-aided bonding modifies plastic surface to increase number of hydroxyl and enhance molecular activity on the surfaces (Brown et al. 2006). Nevertheless, the polymer substrates modified by plasma have to bond quickly before the activity decays. Furthermore, the procedure is complex and expensive. Adhesive bonding is fast, direct and convenient, but problems such as the uniformity of coating and obstructing of channels have to be overcome (Lin et al. 2007). Solvent bonding utilizes solvent to swell polymers and thus decreases temperature and pressure (Ng et al. 2008). Even though this method is simple and low-cost relatively, it spends a lot of time for the solvent to evaporate from polymers. Furthermore, most solvents are poisonous and flammable.
In this study, CO2 assisted thermal fusion embossing and bonding of PMMA is proposed and developed. First, PMMA is the most common adhesive bonding material for microfluidic devices due to the low bonding temperature (Yang et al. 2004). Second, Carbon dioxide is used to emboss and bond while carbon dioxide infiltrates into plastic substrates. This will result in the plastic substrates plasticized under Tg and have the effect of low temperature bonding (Yang and Lee 2005). Furthermore, the time of heating and cooling will become shorter. It is because the temperature of fabrication doesn’t have to be increased over Tg. Besides, CO2 used to solvent is not residual after depressurizing to gas. That can avoid the effect of molecular. Therefore, the carbon dioxide assisted bonding was used to bond two polymer substrates and test their bonding shear strength. Finally, the gas has isotropic and uniform pressure properties, so the process of hot embossing and bonding by gas could be under uniform pressure distribution. Carbon dioxide is a good gas solvent for PMMA.
The object of this study considered that CO2 infiltrated in plastic material and increased the movement of surface molecular chains. Then, the interface of two PMMA substrates bonded tightly under pressure and molecular chains diffused mutually at interface. After cooling, the molecular chains at interface tangled again and increased bonding strength. This method will be applied to the fabrication of bonding micro fluid device.
2 One-step bonding with CO2-assisted
2.1 Experimental
The material used two 30 mm × 50 mm × 2 mm Poly-methyl methacrylate (PMMA) (Tg = 100°C) films having the same size. One PMMA film was picked up onto the other PMMA film. Overlapped area of the two PMMA films was 30 mm × 10 mm showed as Fig. 1. Finally, the bilayer sample was taken to bond with CO2-assisted.

The diagram of bonding two substrates
The procedure of one step CO2-assisted bonding process showed as Figs. 2 and 3.

The procedure of one step carbon dioxide assisted bonding (a) preparing substrates (b) sealing (c) heating and CO2 infiltrate (d) bonding with holding pressure (e) depressurizing mutually and cooling (f) open mold

The diagram of the process pressure and temperature varying with time by one step bonding process
-
(a)
The PMMA film a and b were placed on the lower chamber.
-
(b)
The PMMA substrates were covered with a seal film which was PET films required to separate the CO2 gas in the upper and lower chambers and to pressurize the mold/substrate stack. After that, the upper chamber was closed and fixed.
-
(c)
After using electric plate heated to process temperature, CO2 entered into upper and lower chambers and the pressure was increased to set penetrating pressure.
-
(d)
Adjusting pressure difference between upper and lower chambers made substrate a and b contact tightly and bonding with infiltrating CO2.
-
(e)
When reaching the bonding time was set, CO2 pressure was relieved slowly until relieving completely.
-
(f)
Temperature was cooled to 40°C and then gas in the upper mold was relieved. Mold was open and sample was taken to have test shear strength by material test system.
2.2 The result of one step CO2-assisted bonding process
In this paper, the carbon dioxide pressure increased from 10 to 40 kg/cm2 at process time of 30 min and holding pressure of 2 kg/cm2 and specimens were tested the bonding shear strength every 10 kg/cm2. Beside, we used three different bonding temperature 60, 70 and 80°C which are lower than PMMA Tg. It was observed that the relation between carbon dioxide pressure and bonding shear pressure is not proportional. The curve is looked like a parabola which notch is upward.
In Fig. 4, carbon dioxide pressure has to increase above 30 kg/cm2 for there to be a more obvious in bonding shear strength. When pressure increase to 40 kg/cm2, the specimen’s bonding strength increased substantially. It was because PMMA had obviously increasing effect of driving modular chain to move under influence of carbon dioxide and the number of mutual diffusion of modular chains. However, bonding shear strength contrarily decreased under 10 kg/cm2 and the lower temperature is the greater measurement decreased. There were two reasons:

The diagram of the relation between carbon dioxide and bonding shear strength at the different bonding temperature
-
1.
The influence of 10 kg/cm2 carbon dioxide pressure only increased the movement of bigger molecules and made bonding surface slightly plasticized and contact surface increased. Nevertheless, that was not enough to drive a lot of molecular chains to diffuse and increase bonding shear strength.
-
2.
Low pressure made the depth of carbon dioxide soaking shallow. The shallow depth of carbon dioxide soaking resulted in the less paths of expelling and there was little residual carbon dioxide in the bonding surface. Thus, that affected the bonding shear strength.
Moreover, at the same CO2 infiltrating pressure, the temperature of process was higher, the bonding strength was almost higher. It was because thermal energy could make molecular chains absorb and improve the increasing of the number which is the quantity of chains broken. Besides, CO2 provided thrust to make the movement of molecular chains increase. Hence, the diffusion on interface had additive effect.
2.3 Wrapping phenomenon
Although carbon dioxide assisted thermal fusion PMMA bonding process can be under Tg of plastic substrate bonding, there was a big problem that was the warping of plastic substrate resulting in packaging ineffectively. Carbon dioxide got into the interval of molecular chain and made surface plasticized. Then, we used this effect to do diffused bonding. After the process was finished, the specimens were placed a period. The specimen appeared warping like a bowl. Figure 5 was the actual products having wrapping problem.

The condition of bonding wrapping
2.4 Discussion
Above all, we increased the process temperature and had strength test. However, the bonding strength was still not enough to resist stress which was caused by warping when the temperature reached near Tg. If the temperature increased over Tg, the effect of CO2 was valueless. Likewise, high CO2 pressure could improve the bonding strength but that led to more CO2 infiltrating PMMA substrates. Then, when CO2 expelled, we could not control shrinkage effectively and reduced the bonding of integrity. It was considered that the reason causing wrapping was the different shrinkage between two substrates (upward and downward) and overlapped part. After two PMMA substrates overlapped, the route of expelling CO2 was obstructed. Thus, the part not overlapped became the major route of expelling CO2 and shrinkage was more than overlapped part and bonding strength was less than stress which resulted from wrapping.
After the reason resulting in wrapping was known, it was very important to control the expelling of CO2. In this way, we adjusted the procedure. Above all, the procedure decreased the time of infiltrating CO2 and packed a period of time at isothermal after depressurizing CO2.
3 Two-step bonding with CO2-assisted
3.1 Experimental
Two step CO2-assisted bonding process as shown in Figs. 6 and 7 was as follows.

The procedure of two step carbon dioxide assisted bonding (a) preparing substrates (b) sealing (c) heat and CO2 infiltrate (d) bonding with holding pressure (e) depressurizing mutually (f) packing and cooling (g) open mold

The diagram of the process pressure and temperature varying with time by two step bonding process
-
(a)
The PMMA substrates a and b placed on the downward chamber.
-
(b)
The PMMA substrates were covered with a seal film (as above). After that, the upper chamber was closed and fixed.
-
(c)
After using electric plate heated to process temperature, CO2 entered into upper and lower chambers and the pressure was increased to set penetrating pressure.
-
(d)
Adjusting pressure difference between upper and lower chambers had substrate a and b contact tightly and bonding with infiltrating CO2.
-
(e)
When reaching the bonding time was set, CO2 pressure was relieved slowly until relieving completely.
-
(f)
Upper mold kept holding pressure which was packing before cooling.
-
(g)
Temperature was cooled to 40°C and then gas in the upper mold was relieved. Mold was open and specimen was taken. Compared with one step CO2-assisted bonding process, the two step CO2-assisted bonding process had additional step, packing before cooling. Two step bonding process decreased the time of infiltrating CO2 and packed a period of time at isothermal after depressurizing CO2.
After bonding PMMA substrates by carbon dioxide assisted bonding with one and two step bonding process, the specimens produced by these two processes were separately taken to test shear strength by material test system.
3.2 The result of two step CO2-assisted bonding process
One step and two step bonding experiments were prepared at 20 and 40 kg/cm2 CO2 infiltrating pressure, 80°C process temperature and 2 kg/cm2 holding pressure. One step bonding just used 20 kg/cm2 infiltrating pressure because using too much CO2 will result in very serious wrapping phenomenon. Additionally, two step bonding process had 1 kg/cm2 packing pressure and 15 min packing time. Then, soaking time was adjusted from 5 to 30 min, the specimen were measured their strength as Fig. 8 shows. First, increasing soaking time didn’t increase bonding strength. Even more soaking time was, less bonding strength was in two step bonding process. The reason was that longer soaking time was, more CO2 infiltrated in PMMA substrates. When depressurizing, there were more CO2 expelling that affected integrity and made bonding wrap controlled hard. Second, comparing with one step bonding process, no matter how long the soaking time was, the specimens’ bonding shear strength with packing step is bigger than without packing step. Even the smallest difference of bonding strength by these two procedure, the specimen produced by two step bonding process was still bigger almost 75 kPa than that produced by one step bonding process. It was because packing step could control the deformation by shrinkage directly and improve bonding area and integrity. Consequently, the bonding shear strength with two step bonding process become larger than with one step bonding process.

Compared bonding shear strength by one step bonding process and two step bonding process
4 The effect of surface layer
4.1 Experimental
In this method, using spin-coating PMMA got surface modification to improve wrapped phenomenon and enhance bonding strength. The material used include original two PMMA film (Tg = 100°C) and another PMMA powder (Mn = 120,000, Tg = 114°C). The 15% wt PMMA (in toluene) was coating on two PMMA films. Then, these two PMMA films were bonded by two step bonding with CO2-assisted.
4.2 The result of changing surface property
At 80°C process temperature, the two PMMA film with coating a layer PMMA solution bonded by two step bonding method was compared with the original sample without coating a layer PMMA solution bonded by one step bonding method. The result is shown in Fig. 9. CO2 infiltrating pressure increased to 20 kg/cm2 have the largest bonding strength and the over 20 kg/cm2 pressure the bonding strength contrarily decreased. Nonetheless, the bonding strength of the sample with PMMA coating was always larger than the sample without PMMA coating. Compared with the PMMA film having dense entanglement, coated PMMA was loose molecular chain deposits. Therefore, CO2 infiltrated in the coated PMMA is easier and didn’t need as high as the infiltrating pressure of original process.

Compared bonding shear strength by two step bonding process with and without spin-coating PMMA
5 Conclusion
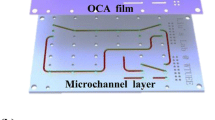
We have solved several challenging problems that are encountered when bonding two substrates, the effect of wrap caused by cooling and temperature over Tg. We used gas to replace plate being pressure source to avoid uneven pressing. Specially, we used carbon dioxide to assisted bonding two polymer substrates. The bonding was processed under temperature lower than Tg to bond and reduce warming and cooling time. In addition, we created two steps bonding process and changing surface property to solve the problem that the bonding specimen wrapped after cooling and this process increasing the bonding shear strength compared with one step bonding process. Finally, this process has been practically applied on the bonding of microfluidic device.
References
Brown L, Koerner T, Horton JH, Oleschuk RD (2006) Fabrication and characterization of poly(methylmethacrylate) microfluidic devices bonded using surface modifications and solvents. Lab Chip 6:66–73
Chang CY, Yang SY, Huang LS, Chang JH (2006) Fabrication of plastic microlens array using gas-assisted micro-hot-embossing with a silicon mold. Infrared Phys Technol 48(2):163–173
Chen ZF, Gao YH, Lin JM, Su RG, Xie Y (2004) Vacuum-assisted thermal bonding of plastic capillary electrophoresis microchip imprinted with stainless steel template. J Chromatogr A 1038:239–245
Lin CH, Chao CH, Lan CW (2007) Low azeotropic solvent for bonding of PMMA microfluidic devices. Sens Actuators B 121:698–705
Ng SH, Tjeung RT, Wang ZF, Lu ACW, Rodriguez I, de Rooij NF (2008) Thermally activated solvent bonding of polymers. Microsyst Technol 14:753–759
Yang Y, Lee LJ (2005) Subcritical carbon dioxide assisted polymer nanofabrication at low temperatures. J Vac Sci Technol B 23(6):3202–3204
Yang Y, Zeng CC, Lee LJ (2004) Three-dimensional assembly of polymer microstructures at low temperatures. Adv Mater 16(6):560–564
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wu, CL., Li, CC., Lu, CF. et al. Development of two step carbon dioxide assisted thermal fusion PMMA bonding process. Microsyst Technol 18, 409–414 (2012). https://doi.org/10.1007/s00542-012-1427-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-012-1427-y