
Abstract
Solvent bonding is a simple, inexpensive and quick technique used for joining microfluidic parts made of thermoplastic polymers that results in high bonding strength and good optical clarity. However, selecting the right solvent as well as the curing conditions is an important step in providing a successful bond that ensures an appropriate bonding without squeeze-out and clogging of microchannels. In this study, different solvent mixtures and solvent phases (i.e., liquid vs. vapor), as well as a range of curing times and temperatures, were tested to bond poly(methyl methacrylate) samples. Additionally, effect of corona surface modification was also examined on bonding quality. Results were compared in terms of bonding strength and optical clarity. A solvent mixture of 20% dichloromethane and 80% isopropanol showed the greatest bonding strength (4.2 MPa, based on tensile test), while vaporized dichloromethane had the best optical clarity (only 2.22% reduction in power transmittance). Coronal surface modification also showed a 25% increase in bonding strength and 2% improvement on optical clarity, for 20% dichloromethane and 80% isopropanol solution at room temperature and curing time of 15 min.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Many fields of science and technology are experiencing a transition towards miniaturization of experimental apparatus, with microfluidic systems being a common example. Different materials, including silicon and glass, have been used for fabrication of microfluidic devices. However, polymers have gained popularity for microfluidic applications over the past decades, mainly because they are cheap, easy to work with and can be disposed of safely after the tests.
Poly(methyl methacrylate) (PMMA), commonly known as acrylic, is a transparent thermoplastic polymer widely used in micro-electro-mechanical systems (MEMS), mainly because of its transparency in visible wavelengths, as well as its broad chemical compatibility and reasonable rigidity and durability. One of the main challenges in PMMA microfabrication is sealing of the microdevice, i.e., bonding of different parts of the microdevice together in a way that eliminates leakage (Temiz et al. 2015). Bonding methods for microdevices are broadly categorized as direct and indirect (Tsao and DeVoe 2009). Indirect bonding uses an additional intermediate layer, such as an adhesive, to bond PMMA to itself or to other types of plastics. In direct bonding, the bonded interface has the same chemical structure as the bulk of the PMMA and the resulting assembly is essentially one piece of PMMA. One advantage of direct bonding over indirect bonding is that, if done properly, optical clarity of the assembly is almost unaffected by bond interfaces, which is a beneficial factor for applications in which samples must be inspected/imaged by a microscope or other optical recording devices.
Examples of direct bonding includes thermal fusion, ultrasonic welding, and solvent bonding (Troughton 2008). Solvent bonding, also known as solvent welding, is a poplar technique commonly used to join thermoplastic parts by allowing the polymer molecules at the bonding interface to be welded at room temperature (or sometimes in an oven) without leaving any permanent intermediate layer (Muccio 1995). In this technique, a solvent is introduced on the bonding surfaces that locally dissolves the polymer, causing the molecules to crosslink across the interface. After the solvent evaporates, the result is a pure plastic-to-plastic bond that is nearly as strong as the base polymer. Solvent-based bonding offers several advantages, such as providing clean, durable near-permanent bonds, good sealing properties, homogenous distribution of mechanical loads, etc.
For solvent-based bonding to occur, the solvent molecules must overcome the van der Waals forces between the polymer molecules on each bonding surface, resulting in higher degrees of freedom for the polymer chains (Fig. 1). When the two solvent-softened surfaces are brought into contact, the polymer chains from the two surfaces entangle with each other. After the solvent starts evaporating, the entangled chains become more and more restricted, with the polymer motion ceasing when the solvent is completely evaporated.

Chemical reaction during the solvent bonding of two PMMA samples, a PMMA surface composition, b cross-linked chains after the bonding
A simple indicator of material solubility is the Hildebrand solubility parameter (Gedde 2001), \(\delta\), which is based on the material’s cohesive energy density, \(c\), and is defined as:
where \(\Delta h_{v}\) is the material’s enthalpy of vaporization, R is the universal gas constant, T is the temperature, and \(V_{m}\) is the molar volume of the material. The unit used for Hildebrand solubility parameter is usually \({\text{J}}^{{\frac{1}{2}}} {\text{cm}}^{{ - \frac{3}{2}}}\).
Based on the discussion above, two materials would be miscible if values of their solubility parameter are similar. Solubility parameters of some thermoplastic polymers and solvents are listed in Table 1, in increasing order (Gedde 2001).
The solubility parameter of the solvent selected for bonding microfluidic parts is usually selected such that it is not exactly the same as that of the polymer in order to avoid excessive solvent absorption, which can cause deformation in the polymer parts. On the other hand, a solvent with solubility parameter too different from that of the polymer may not cause enough freedom of the polymer molecules to entangle into each other, which could lead to a weak or failed bond. Sometimes, to provide better control of the exposure of the solvent to the polymer, solvent in vapor phase is used to soften the polymer molecules on the two bonding surfaces (Akhil et al. 2016).
For applications in which strong bonding is required, thermoplastic parts can be forced together by pressure in an environment with elevated temperature. Clamping pressure and high temperature during the curing process has been shown to enhance polymer entanglement at the bonding surface (Bamshad et al. 2016; Mona et al. 2010; Wan et al. 2017). However, excessive pressure and heating can cause deformation of the assembly and even melting of the polymer.
The effective solubility of solvents is adjustable by mixing different solvents. The Hildebrand solubility parameter of the mixture is estimated by a volume-weighted average of the solubilities of the individual solvents. For instance, a mixture of two parts dichloromethane and one part methanol has a Hildebrand solubility value of \(2 3. 1\;{\text{J}}^{{\frac{1}{2}}} {\text{cm}}^{{ - \frac{3}{2}}}\) (\(19.8 \times \frac{2}{3} + 29.7 \times \frac{1}{3}\)) (Burke 1984).
Many studies have used different solvent combinations and curing times, temperatures and pressures to bond PMMA microfluidic parts (Table 2).
Another important consideration when using high temperature to assist the solvent-bonding method is the glass transition of the thermoplastics. The glass transition temperature, \(T_{g}\), is a temperature above which the thermoplastic becomes pliable. Therefore, setting the curing temperature too close to the glass transition temperature may cause deformation in the microdevice.
In this study, effects of four solvent combinations, two solvent states (liquid and vapor), three curing temperatures and two curing times on PMMA bonding were investigated. The results were compared in terms of bonding strength, leakage and optical clarity. The best solvent combination, solvent phase and curing temperature and time were identified.
2 Materials and methods
2.1 Materials
The PMMA samples used in this study were clear sheets with a thickness of 3.175 mm (0.125 inch) (McMaster-Carr Company, Elmhurst, USA). The samples were laser-cut to rectangular shape of 25 mm × 50 mm (Fig. 2). The area of the bonding region was 25 mm × 25 mm. The glass transition temperature of the PMMA sheets used in this study was 85 °C, according to manufacturer’s manual.

PMMA samples used in this study
The solvents used in this study included isopropanol, ethanol, acetone and dichloromethane (Hydrox Laboratories Company, Elgin, IL, USA).
2.2 Solvent mixture preparation
In this study, dichloromethane and acetone, with solubility parameters close to that of PMMA, were used as the main components of the solvent mixture (Table 3). Isopropanol and ethanol were added as secondary solvents to make the weighted solubility parameter of the mixture different from that of PMMA, in order to prevent excessive melting/deformation of the samples.
In addition to the liquid solvent mixture in Table 3, vapors of pure dichloromethane and acetone were also tested to bond the PMMA samples.
2.3 PMMA sample preparation
Laser-cutting (Boss LS-1630, Sanford, FL, USA) was used to manufacture the PMMA samples. To remove contaminations and debris from the sample surfaces, the samples were ultrasonically cleaned (Branson 8510 Ultrasonic Cleaner, Branson Ultrasonics, Danbury, CT, USA) using an aqueous 10% isopropanol solution for 5 min. The samples were then washed with deionized (DI) water. Finally, nitrogen gas was used to dry the samples.
2.4 Annealing the PMMA samples
Laser-cutting is one of the conventional methods to cut the PMMA parts, however, it produced stress concentrations on the edges of the samples that ultimately caused the samples to crack during solvent application or when applying the curing loads.
Therefore, the PMMA parts were annealed before bonding to release the internal stresses. In this study, a convection oven (Yamato DX 300, Japan) was used to anneal the PMMA samples. First, the samples were placed in an oven with temperature fixed at 70 °C for 3 h. Then, the oven was turned off and allowed to gradually reach room temperature. Figure 3 shows the significant effect of annealing on the PMMA bonding performance.

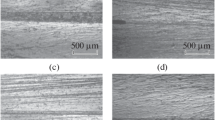
Effect of annealing on bonding performance of PMMA parts: a samples bonded without annealing; b samples annealed for one hour and then bonded; c samples annealed for three hours and then bonded
2.5 Corona surface treatment
Corona treatment, also known as air plasma, is a surface modification method that uses a low temperature corona discharge plasma to activate surface energy. In order to investigate the effect of this surface treatment on bonding characteristics, some of the samples were treated with a corona device (Model BD-20, Electro-Technic Products Inc., Chicago, IL, USA) just before applying the solvent (Fig. 4).

Corona treatment on the PMMA samples just before adding the solvent to the samples
2.6 Vapor solvent bonding
A glass beaker that had a stopper with a horizontal nozzle was used to carry out the bonding for the case of vapor solvent. A hot plate (Thermolyne Cimarec 2, Thermo Fisher Scientific Company, Waltham, MA, USA) was used to boil the solvent inside the beaker.
2.7 Bonding procedure
0.2 ml of the solvent mixture was prepared for each side of the bonding surface. Then, the solvent mixture was evenly distributed to the bonding surfaces on each of the PMMA surfaces using a precision needle-tip applicator. The solvent mixture was allowed to sit for 10 s before bringing the two parts in contact with each other. After bringing the samples in contact, the bonding area was visually inspected for any trapped bubbles. In case of trapped bubbles, the samples were moved gently back and forth, while still pressed onto each other, until the bubbles were forced out of the bonding area. Finally, the samples were pressed together using clamps. To promote uniform clamping pressure across the bonding surfaces, two aluminum cauls with thickness of 20 mm were placed on both sides of the assembly (Fig. 5). The samples were placed inside a pre-heated oven set to the curing temperature. Three different curing temperatures, namely 50 °C, 60 °C and 70 °C and two different curing times, 2 and 5 min, were tested. Four identical samples were prepared for each bonding condition.

Application of load to the PMMA samples
The procedure was the same for the case of vapor bonding, except that instead of applying the liquid solvent to the PMMA parts, the samples were exposed to the solvent vapor for 5 s before being pressed together. Additionally, the samples bonded with the vaporized solvent were not placed in the oven, but rather were allowed to sit at room temperature for 15 min while polymer cross-linking occurred.
2.8 Optical clarity
Optical clarity of the bonding area on PMMA samples was measured before and after the bonding procedure using a visible light source and an optical power meter (840c, Newport Company, Irvine, CA, USA). Power transmittance ratio was used to quantify the optical clarity of the samples according to Eq. (2):
where \(\emptyset\) is the relative percent transmittance of the bonded area, \(\emptyset_{i}\) is the power transmittance of the two PMMA samples simply lying on each other, and \(\emptyset_{f}\) is the power transmittance of the bonded area after the full bonding procedure.
2.9 Tensile test
A standard lap-shear test, with the cross-head speed of 1 mm/min (MTI 2 K tensile testing machine, Measurements Technology Incorporation, Roswell, GA, USA), was used to determine the bonding strength (Fig. 6).

Lap-shear test used to determine the bonding strength
2.10 Leak and burst test
After the best bonding solvent combination and curing condition were determined, an example microchannel was fabricated to test whether the bonded parts would leak under high-pressure flow. A microchannel with a hyperbolic contraction (Fig. 7II) was machined on a rectangular PMMA sheet (thickness 500 µm) using a bench-top micro-milling machine (Othermill, Other Machine Company, Berkeley, USA, CA). Then, two other PMMA sheets (thickness 500 µm) were used to close the microchannel, with the top sheet having two holes for the inlet and outlet.

I Parts of the hyperbolic channel flow: a PMMA blocks with threaded hole for the inlet and the outlet; b top plate with holes for channel inlet and outlet; c plate with hyperbolic contraction; d bottom plate; II schematic and dimensions of the hyperbolic microchannel
Also, two PMMA blocks with tapered threaded holes were bonded to the inlet and outlet to accommodate tubing connections (Fig. 7I). Two nylon hose barb connectors were used to connect 0.16 mm internal diameter Tygon tubing into and out of the microchannel (Fig. 8).

The assembled microchannel with its inlet connected to the syringe pump and its outlet to a collecting container (exposed to the atmosphere)
The microchannel inlet was then connected to a fabricated syringe pump that pushed the water into the microchannel. The syringe pump provided a flow rate of 6.5 ml/s. After 12 s of flow, the bonded surfaces were inspected for any signs of leakage. Food dye was added to the sample water to better inspect any possible leakage. Only the strongest solvent mixture and curing conditions, DCM + IPA, 70 °C and 5 min, were tested.
Finally, a simple burst test was used to determine the pressure at which the microchannel fails. For this test, the microchannel inlet was connected to a pressurized tank with a pressure regulator to adjust the air pressure entering the channel while the microchannel outlet was completely plugged. Then, the microchannel was placed inside a thick transparent cover to provide safety for the users (Fig. 9). Soap bubble was used to visually detect any air leakage from the inlet/outlet as well as other bonded areas of the microchannel while pressure entering the channel. The air pressure was gradually increased using the pressure regulator until the microchannel failed.

The microchannel placed inside a transparent cover for the burst test
Hyperbolic contraction has applications in extensional rheology (Nyström et al. 2017). Additionally, a hyperbolic contraction applies a constant extensional (elongational) strain rate along its centerline, allowing to study effect of pure extension on viscoelastic particles (such as red cells) in a suspension (Faustino et al. 2014a, 2014b).
2.11 Bonding coverage and channel quality
Bonding coverage is one of the important consideration when dealing with solvent-based bonding. Furthermore, a successful bonding procedure must cause the least amount of deformation on the channels and other important structures on the surfaces involved in bonding process. To check for these two features, a narrow square channel, with cross sectional area of 100 µm × 100 µm and length of 5 cm, was machined on a PMMA sheet of thickness 500 µm. Then, another PMMA sheet (thickness 500 µm) was used to close the channel by using the solvent-based bonding method (DCM + IPA, 70 °C and 5 min). Afterwards, edges as well as the cross-section of the channel were inspected by an optical microscope to ensure that the solvent did not cause any significant deformation on the channel. The surfaces involved in the bonding were also examined both visually and by the microscope for bonding coverage.
2.12 Statistical analysis and uncertainty
Statistical analysis was carried out on all the results, for both optical clarity as well as bonding strength sections, using a general linear model in Minitab v18 Minitab INC., State College, PA, USA) with two-sided 95% confidence interval. Three factors (solvent, temperature and curing time) and interactions among the factors were included in the model.
The accuracy of the optical power meter was ± 2%. The accuracy of the load cell for the tensile tests was ± 0.5%. The accuracy of linear measurements to determine cross sectional area of the bonding area was ± 0.002%. The accuracy of the pressure gauge for the burst tests was ± 0.1%. Total uncertainty included type A (repeated measures) and type B (instrument accuracy) uncertainties.
3 Results
Results for bonding strength and optical clarity of the samples are provided in this section. All differences among groups for both bonding strength and optical clarity were statistically significant (p value < 0.05). Because all were significant, the p-values are not shown in the figures.
The maximum uncertainty for bonding strength and optical clarity were ± 0.73% and ± 2.12%, which occurred for ACE + IPA (50 °C and 2 min) and ACE + ETOH, respectively. Because the uncertainty for bonding strength is small compared to the differences observed, error bars are not shown to improve readability of the graphs.
3.1 Bonding strength
Mean strengths measured in the lap-shear tests increased with increasing temperature and curing time for all samples bonded with the liquid solvent (Fig. 10).

Bonding strength of the samples bonded with liquid solvent (ACE acetone, IPA isopropanol, ETOH ethanol, DCM dichloromethane) (refer to Table 3 for more)
Bonding strengths of the samples made with vaporized ACE and DCM (denoted by ACE_VAP and DCM_VAP, respectively) were higher than that of DCM + ETOH, but lower than that of DCM + IPA (liquid solvent) (refer to Table 3 for details about these abbreviations) at room temperature and curing time of 15 min (Fig. 11). DCM + ETOH and DCM + IPA were used for comparison because these combinations showed better bonding strength at lower temperatures (Fig. 10). The same clamping pressure, 50 kPa, was used for all the samples.

Comparison of bonding strength of samples made with liquid vs vapor solvents at room temperature and for curing time of 15 min
3.2 Effect of corona treatment on bonding strength
Corona surface treatment improved bonding strength for samples bonded with DCM + ETOH and DCM + IPA at room temperature (Fig. 12).

Effect of using Corona surface treatment on bonding strength at room temperature and for curing time of 15 min
To compare the effectiveness of the surface treatment to that of oven temperature and curing time, the same solvent mixture, DCM + IPA, was used to bond PMMA samples under four different conditions: first, untreated sample at room temperature and curing duration of 15 min; second, sample treated by corona surface modification bonded at room temperature and curing duration of 15 min; third, untreated sample at curing temperature of 50 °C for duration of 2 min; and fourth, untreated sample at curing temperature of 50 °C for duration of 5 min (Fig. 13). Corona treatment at room temperature was also more effective in increasing strength than was elevated temperature.

Effect of using Corona surface treatment vs. curing temperature and time on bonding strength of DCM + IPA
3.3 Optical clarity
Power transmittance ratios for samples for both liquid and vapor cases are shown in Fig. 14.

Power transmittance ratio for the samples bonded with liquid and vapor solvents
3.4 Effect of corona treatment on optical clarity
Power transmittance ratio was improved by corona surface treatment (Fig. 15). In this case, only DCM + ETOH and DCM + IPA solvents were compared.

Power transmittance ratio for the samples with and without surface treatment
3.5 Leak and burst tests
For the best solvent mixture and curing conditions, DCM + IPA, 70 °C and 5 min, no leakage was evident between any bonded surfaces (Fig. 16).

Image of the channel under leak test, with 6.5 ml/s flow rate using diluted food dye
For the burst test, air pressure was successfully increased up to 370 psi, without any sign of air leakage from any part of the microchannel assembly, at which point the inlet PMMA block cracked.
A 3-D simulation of the microchannel was carried out by ANSYS v17.0 to estimate the maximum fluid pressure occurring inside the channel. The Computational Fluid Dynamics (CFD) results show that the maximum fluid pressure for a flow rate of 6.5 ml/s into the channel is equal to 1.9 MPa (19 bars). Therefore, the bonding method proposed here can withstand at least a fluid pressure of 1.9 MPa, without showing any sign of leakage.
3.6 Bonding coverage and channel quality
After the bonding was carried out, the channel was examined from the side view under an optical microscope to check for any sign of deformation. As shown in Fig. 17a, the bonding process did not cause any significant deformation on the channel.

a Side view of the square channel machined on a PMMA sheet and closed by another PMMA sheet using solvent-based bonding; b top view of the square channel machined on a PMMA sheet and closed by another PMMA sheet using solvent-based bonding (40× magnification)
Additionally, edges of the channels where the bonding were formed were carefully examined to ensure that the full bonding coverage is accomplished (Fig. 17b).
4 Discussion
It is apparent from the slopes of the different segments of curves in Fig. 10, that the effect of curing temperature is greater than that of curing time. According to Fig. 10, the strongest bond can be obtained by using DCM + IPA as the solvent mixture, and 70 °C and 5 min as the curing temperature and time, respectively.
Another finding evident from Fig. 10 is that the primary solvent tends to define the overall trend of variation of bonding strength with temperature and time. For instance, for solvent mixtures with primary solvent DCM, the behavior of the bonding strength with respect to time and temperature is similar, i.e., they have similar slope at the same segment of the curve. This is also valid for cases with primary solvent ACE.
As Fig. 11 demonstrates, both DCM and ACE vapors show stronger bond strength than that of liquid DCM + ETOH, but weaker than liquid DCM + IPA. Therefore, liquid DCM + IPA is the most promising solvent mixture for PMMA.
Corona discharge increased bond strength by 23.5% for the case of DCM + ETOH, while for DCM + IPA, improvement was 25.5% (Fig. 12).
For the DCM + IPA mixture, applying only the corona treatment improves the bonding strength more than does increasing curing temperature and time (Fig. 13).
DCM vapor had the least effect on optical clarity, followed by the liquid DCM + IPA mixture (Fig. 14). Corona treatment improved bond clarity with both DCM + ETOH and DCM + IPA (Fig. 15).
The bonding procedure was also tested in terms of boding coverage and leakage (Figs. 16, 17). Visual inspection of the bonded edges showed a good bonding coverage without any significant damage to the edges. Furthermore, the microchannel did not show any leakage during the test with highest flow rate.
A summary of the results of the main experiments with liquid solvent mixtures are listed in Table 4 for different bonding conditions (curing time and temperature).
One of the significant limitation of the solvent-based bonding is that it may cause the channels in microdevices to collapse, if the method is done un-optimized (Tsao and DeVoe 2009). It is because the process involves adding the solvent on the mating surfaces to soften the polymers, which might cause permanent deformation/collapse on small-scaled features.
5 Conclusion
PMMA is one of the most common polymers used for fabricating microdevices mainly due to low cost and high availability. Bond quality, including bond strength and optical clarity, of the fabricated devices is of great importance. In this study, solvent-based bonding with different solvent mixtures, curing times and temperatures was used to determine the best solvent mixture.
A mixture of 20% dichloromethane and 80% isopropanol and curing time and temperature of 70 °C and 5 min, respectively, showed the highest bonding strength, 4.2 MPa. Dichloromethane vapor provided the best optical clarity on the bonded surfaces, but with greatly reduced strength. Additionally, it was shown that using corona surface treatment just before application of solvent improved both the bonding strength and the optical clarity.
References
Akhil AV et al (2016) Vaporized solvent bonding of polymethyl methacrylate. J Adhes Sci Technol 30:826–841. https://doi.org/10.1080/01694243.2015.1125721
Bamshad A, Nikfarjam A, Khaleghi H (2016) A new simple and fast thermally-solvent assisted method to bond PMMA-PMMA in micro-fluidics devices. J Micromech Microengineering J Micromech Microeng 26:065017
Burke J (1984) Solubility parameters : theory and application. Book and paper group annual, pp 13–58
Faustino V, Pinho D, Yaginuma T, Calhelha RC, Ferreira ICFR, Lima R (2014a) Extensional flow-based microfluidic device: deformability assessment of red blood cells in contact with tumor cells. BioChip J 8:42–47. https://doi.org/10.1007/s13206-014-8107-1
Faustino V et al (2014b) Flow of red blood cells suspensions through hyperbolic microcontractions. In: Lima R, Imai Y, Ishikawa T, Oliveira NMS (eds) Visualization and simulation of complex flows in biomedical engineering. Springer Netherlands, Dordrecht, pp 151–163. https://doi.org/10.1007/978-94-007-7769-9_9
Gedde UW (2001) Polymer physics
Hsu YC, Chen TY (2007) Applying Taguchi methods for solvent-assisted PMMA bonding technique for static and dynamic micro-TAS devices. Biomed Microdev 9:513–522. https://doi.org/10.1007/s10544-007-9059-1
Lin C-H, Chao C-H, Lan C-W (2007) Low azeotropic solvent for bonding of PMMA microfluidic devices. Sensors Actuators B: Chem 121:698–705. https://doi.org/10.1016/j.snb.2006.04.086
Mona R, Sumanpreet C, Dan S, Parameswaran M (2010) Microwave-induced, thermally assisted solvent bonding for low-cost PMMA microfluidic devices. J Micromech Microeng 20:015026
Muccio EA (1995) Plastic part technology. ASM International, [S.l.]
Ng SP, Wiria FE, Tay NB (2016) Low distortion solvent bonding of microfluidic chips. Procedia Engineering 141:130–137. https://doi.org/10.1016/j.proeng.2015.09.212
Nyström M, Tamaddon Jahromi HR, Stading M, Webster MF (2017) Hyperbolic contraction measuring systems for extensional flow. Mech Time-Dependent Mater 21:455–479. https://doi.org/10.1007/s11043-017-9337-0
Temiz Y, Lovchik RD, Kaigala GV, Delamarche E (2015) Lab-on-a-chip devices: how to close and plug the lab? Microelectron Eng 132:156–175. https://doi.org/10.1016/j.mee.2014.10.013
Tran HH, Wu W, Lee NY (2013) Ethanol and UV-assisted instantaneous bonding of PMMA assemblies and tuning in bonding reversibility. Sensors Actuators B: Chem 181:955–962. https://doi.org/10.1016/j.snb.2012.11.060
Troughton MJ (2008) Handbook of plastics joining : a practical guide. William Andrew Inc., Norwich, NY
Tsao C-W, DeVoe DL (2009) Bonding of thermoplastic polymer microfluidics. Microfluid Nanofluid 6:1–16
Umbrecht F, Müller D, Gattiker F, Boutry CM, Neuenschwander J, Sennhauser U, Hierold C (2009) Solvent assisted bonding of polymethylmethacrylate: characterization using the response surface methodology. Sens Actuators, A 156:121–128. https://doi.org/10.1016/j.sna.2009.03.028
Wan AMD, Moore TA, Young EWK, Moore TA, Young EWK (2017) Solvent bonding for fabrication of PMMA and COP microfluidic devices. J Visualized Exp 17:55175
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Faghih, M.M., Sharp, M.K. Solvent-based bonding of PMMA–PMMA for microfluidic applications. Microsyst Technol 25, 3547–3558 (2019). https://doi.org/10.1007/s00542-018-4266-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-018-4266-7