
Abstract
It is still a challenge to achieve the polymer replication of high aspect ratio micro-structured surface especially when the completed and unified replication quality is required. This paper shows a new method for the replication named ultrasonic vibration micro-injection mold (μUVIM) technology which combines the micro-injection mold (μIM) with ultrasonic vibration. An experimental mold that integrates micro-injection compression mold (μICM) and μUVIM has been designed. In this paper, the effect of important process parameters on the replication quality of microstructure was studied via μUVIM experiment, and the process parameters were optimized through the response surface method (RSM). Compared with replication methods based on μICM technology, the μUVIM technology discussed in this paper can increase the average height of the microstructure by 14.6% and increase the production efficiency by three times. Moreover, it has been found that the μUVIM technology is insensitive to the thickness of the polymer substrate, so it can widen the processing scope of microstructure with high aspect ratio.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In the last few years, many researchers have attached importance to the replication of microstructure placed over a substrate. Well-designed microstructure can develop many valuable functions which have been widely applied in microfluidic chips, optics and life sciences. The methods for the polymer replication of micro-structured surface consist of embossing process and injection molding process. In order to improve the replication efficiency and lower the cost, the micro-structured surface of thermoplastic polymers are generally replicated with μIM and μICM method.
µIM is developed from the traditional injection mold, and its core manufacturing components are mold inserts with microstructure. A jagged micro-structured surface was made with a certain angle, which is a success in realizing anti-reflection in the microstructure field (Christiansen et al. 2014). Optimizing the injection molding process parameters (IMPP) for μIM can significantly improve the replication quality of microstructure. Therefore, the adhesion and proliferation of cells in the polymer substrate will be enhanced effectively (Lucchetta et al. 2015). Based on the characteristics of micro-injection, the rapid heat cycle molding (RHCM) has been successfully developed, which is able to efficiently control the mold temperature to improve the replication quality of microstructure (Su et al. 2016). Another assistive technology is the vacuum mold venting (VMV), which focuses on reducing the air resistance of the polymer filling in the micro channels (Sorgato et al. 2016a). Through systematic research, it has been found that VMV technology can contribute to the improvement of the replication quality of microstructure only when the mold temperature reaches a certain value (Sorgato et al. 2016b). Alternatively, the VMV technology will result to the adverse effect. Although the replication of microstructure through μIM together with a variety of auxiliary methods has been widely used, there is still a huge challenge in manufacturing the microstructure with high aspect ratio on the substrate surface of polymer (Lucchetta et al. 2014). In fact, due to the uneven distribution of pressure in the mold cavity and the large surface tension of the molten polymer, it is difficult to fill the polymer into the micro channels in which the pressure is low (Hong et al. 2014). The filling condition of microstructure is very strict, therefore, it would be filled in the final stage of injection in general (Xu et al. 2005). The changing of thickness of the polymer substrate will inevitably lead to the changing of the filling time, which will affect the replication height of the microstructure. Besides, the position of the microstructure related to the injection gate will also affect the uniformity of the replication (Masato et al. 2016a). In fact, when the micro channels are being filled with polymer, the hesitation effect occurs at the entrance. Only when the pressure is high enough in mold cavity, can the polymer overcome the resistance and enter the micro channels. In addition, a layer of film will be formed when the polymer contacts the mold cavity surface, which will also hinder the polymer from being filled into the micro channels.
In order to achieve high aspect ratio and uniform micro-structured surface on the polymer substrate, the μICM technology has been widely studied. It is characterized that a certain compression gap (usually 1–20 mm) is reserved when the mold is closed. When the cavity is filled with polymer, the mold would close at a certain speed which results to compression of the molten polymer. Compared with μIM, it has been shown that μICM can obtain better replication quality of microstructure, overcome the filling resistance more efficiently and improve the uneven pressure distribution under the same IMPP (Rytka et al. 2015; Metwally et al. 2016; Hong et al. 2015). RHCM technology is also used for μICM, which results to the nanostructure with a higher aspect ratio (Hattori et al. 2010). In the microstructure replication with μICM, the process parameters, such as mold temperature and injection speed, play important roles; that is to say, the higher quality microstructure can be obtained through the optimization of these key IMPP (Yang and Chen 1998). Considering the characteristics of μICM, the compression stage also has a significant effect on the replication quality of microstructure. The study shows that optimizing the speed of compression and injection can improve the pressure distribution in mold cavity (Huang and Chung 2011). Besides, the optimization of compression stroke and compression speed can not only improve the pressure distribution in the cavity, but also effectively reduce the resistance against the polymer entering the micro channels (Lee and Yoo 2012). In order to improve the aspect ratio of microstructure, the experiments on the process parameters such as injection speed, compression gap, closing speed and delay has been carried out, in which average replicated height and standard deviation were the optimization targets (Masato et al. 2016b). However, being sensitive to the thickness of the polymer substrate is still the restriction, which will hinder the manufacturing of the microstructure with a high aspect ratio on a thick substrate with the method of μICM. The mold structure of µICM is relatively complex and expensive, and it should be equipped with the efficient temperature control system and vacuum system, in order to improve the replication quality of microstructure.
The ultrasonic vibration technology has great value and it has been widely used in the medical, engineering exploration, machining and other relevant fields. As for polymer manufacturing, the ultrasonic vibration technology is mainly used for heating, plasticizing (Michaeli et al. 2011; Wu et al. 2017; Jiang et al. 2012; Iclanzan et al. 2010) and the ultrasonic welding of plastic products (Bobzin et al. 2006; Truckenmüller et al. 2006; Luo et al. 2010). The ultrasonic vibration technology has also been successfully applied to the microstructure embossing. The study showed a polycarbonate-based microfluidic device which was rapidly manufactured by ultrasonic hot embossing and welding (Runge et al. 2016). Through placing the polymer polyvinylidene fluoride into a stack of polymer layers, heat generation and distribution in ultrasonic hot embossing was investigated with piezo-electric and pyro-electric foils (Kosloh et al. 2017). The ultrasonic embossing using metal molds was presented to replicate microstructures on polyethylene terephthalate (PET) films (Zhu et al. 2017). Being inspired by the ultrasonic vibration technology in embossing, a new production process is proposed, which combines the traditional μIM with ultrasonic vibration technology to realize the efficient replication of the high aspect ratio micro-structured surface on a polymer substrate. In order to make comparison with state-of-the-art replication technology, we designed a mold with two cavities in same shape and size, and the mold inserts with micro channels are installed on an ultrasonic vibrator and a controllable compression bar respectively. Meanwhile, in order to meet the demands of injection-compression molding process, the mold is also designed with two auxiliary systems, named VMV and RHCM. There are two stages in this experiment. In the first stage, the μUVIM experiment was done with only consideration of the cavity with ultrasonic vibrator. In addition, the cooling system was started to shorten the production cycle. After the injection stage was completed, the ultrasonic vibrator was immediately started to drive the mold insert with microstructure, so as to achieve high-frequency harmonic reciprocating vibration. After that, the μICM experiment of the second stage was conducted. In this case, instead of using the ultrasonic vibrator the two auxiliary systems were started. After the injection stage, the compression bar was driven to move so that the molten polymer was compressed by the mold insert in a constant speed. In this paper, the average height and standard deviation of microstructure are considered as quality objectives. In each stage, only microstructure data in one of the cavities was collected without consideration on the other one. In the experimental analysis, the effect of process parameters based on ultrasonic vibration technology on the replication quality of microstructure was mainly studied. Furthermore, after the second-stage experiment, the cavity integrated the ultrasonic vibrator was modified and its depth became larger, which is conductive to the study on the relationship between the thickness of the polymer substrate and the replication quality of microstructure. Finally, by analyzing the experimental data of the two stages, two replication methods were compared.
2 Ultrasonic technology
The ultrasonic wave is a mechanical wave with a frequency higher than 20 kHz. An ultrasonic vibration system is usually consists of the power supply, transducer, booster and horn (Fig. 1). The power supply converts 50 Hz electrical energy into the one with required frequency, and the transducer achieves the conversion between the high-frequency electrical energy and the mechanical energy (ultrasonic simple harmonic vibration) due to the piezoelectric effect of the piezoelectric ceramics. Since the transducer produces the vibration amplitude of about 10 μm and the energy of the ultrasonic wave is proportional to the square of the amplitude, it is necessary to amplify the amplitude through the booster in order to obtain the ultrasonic wave with a large energy. During propagation of the ultrasonic wave, the energy constantly passes through each section (ignoring the propagation loss), so the section with a smaller area has a larger energy density. When the vibration frequency and power are constant, reducing the cross-sectional area can increase the amplitude. Therefore, the sectional area of the booster can be reduced in order to amplify the amplitude.

Ultrasonic vibration system
2.1 Effect of ultrasonic vibration on temperature
The ultrasonic wave produces mechanical work during its propagation in the polymer material, which has been proved as the continuous alternating compression–decompression process of polymer caused by vibration. It was stated that since the polymer has viscoelasticity, the loading and unloading curves of the alternating stress cannot be completely coincident but form a closed loop (Nonhof et al. 1996). The area enclosed by the loop represents that the energy is accumulated inside the polymer and is manifested in the form of heat energy.
According to the constitutive relation described by the complex dynamic modulus of viscoelastic polymer, the energy relation per unit volume from 0 to t is deduced from the point of view of work and energy:
where, \( F(t) \) and \( l(t) \) are the force on the horn section and its length at time point t. S and l are the cross-sectional area and the initial length of the horn respectively. \( \sigma (t) \) and \( \varepsilon (t) \) are the stress and strain of the horn at time point t. Considering the action of periodic strain load, it is obtained that:
In the formula, the complex modulus \( E^{ *} = E^{\prime } + iE^{\prime \prime } \), where, \( E^{\prime } \) is the storage modulus which have the same phase position as the load, indicating the energy is stored in the form of potential energy; \( E^{\prime \prime } \) is the loss modulus which have the phase difference of 90° relative to the load, indicating the energy is dissipated in the form of viscoelastic heat. \( \varepsilon_{0} \) and \( \omega \) are the ultrasonic amplitude and the angular frequency respectively. Importing Formulas (2) and (3) into Formula (1), it can be obtained that:
where, \( W_{1} \) is the elastic stored energy of polymer. The part transformed into viscoelastic heat is \( W_{2} \), and it is the combination of the linear increased with the slope of \( (E^{\prime \prime } \omega \varepsilon_{0}^{2} )/2 \) and the fluctuation quantity of \( - (E^{\prime \prime } \sin 2\omega t)/4 \). With time growth, \( W_{2} \) is positive and increasing. The temperature of the polymer has a great effect on the value of \( E^{\prime \prime } \). When the temperature is at glass transition temperature, \( E^{\prime \prime } \) increases rapidly, which plays a decisive role in the value of \( W_{2} \). In the study on the phenomenon of heat generation in ultrasonic welding, it has been found that the PMMA temperature rose by 55 °C within 0.02 s (Tolunay et al. 1983).
In the injection processing, the mold temperature is low in general. When the microstructure is replicated, its stored heat energy remains weak, so the temperature decreases rapidly in the event of heat transfer, which results to solidification of the polymer in contact with the cavity surface. In this condition, the replication of the microstructure with a high aspect ratio is limited. Through the ultrasonic vibration of the microstructure area, the solidified polymer microstructure can be effectively and rapidly heated, which results to reduce in the viscosity and increase in the fluidity.
2.2 Effect of ultrasonic vibration on pressure
In order to study the pressure to the polymer due to vibration shock, the stress state of the ultrasonic vibrator should be considered. In this paper, the ultrasonic vibration is simple harmonic vibration, and the vibration equation is:
The acceleration of the ultrasonic vibration system is obtained as below by solving the second order derivative of Eq. (5):
According to Newton’s second law, the impact force of the ultrasonic vibrator at time point t is:
The instantaneous pressure applied to the polymer on the front of mold insert at time point t:
where, m is the mass of the entire ultrasonic vibrator. The relationship between the ultrasonic frequency f and the angular frequency ω is \( \omega = 2\pi f \). The frequency of the ultrasonic wave is intensive, and the instantaneous pressure applied in the polymer microstructure area is proportional to the square of the frequency. Therefore, a large pressure is applied on the interface between the mold insert and the polymer when the vibrator impacts the polymer at a high speed. The high-frequency impact of the ultrasonic vibrator is very conductive which support the polymer to overcome the resistance against filling the micro channels; thus, the replication quality of microstructure can be improved.
3 Experiment platform design
3.1 Part and mold design
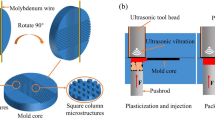
The test product used in this paper was a microfluidic chip with overall dimensions of 80.00 mm × 60.00 mm × 2.00 mm. There is a circular area microstructure with the diameter of 20 mm in the middle of the chip (Fig. 2a). The shape of the mold inserts for replicating these ribbed arrays is a micro channel array (Fig. 2b) with a width of 10 μm, a height of 40 μm, a pitch of 40 μm, which means its aspect ratio is 4. This paper focuses on the method and the quality evaluation of filling polymer into the micro channels.

a Part design and b micro channels
To compare the replication quality of the microstructure, the mold was designed with two cavities, which were used for micro channels replication with the ultrasonic vibration method and the injection-compression method respectively. Besides, in order to suppress the vibration of the entire mold caused by the ultrasonic vibration system, it is necessary to consider the amplitude of the vibrator when the mounting position was designed. Furthermore, to ensure the product remains in the moving mold after the mold is opened, the cavity is designed in the moving mold. Meanwhile, the mold inserts for replication of the microstructure, which was manufactured by UV-LIGA process, was designed as a cylinder. This design focuses on achieving high-energy, high-frequency vibration and motion, compression functions of the two cylindrical mold inserts.
The components of the ultrasonic vibration system must remain in the resonant frequency. The material of booster and horn is titanium alloy (TC4) with efficient ultrasonic transmission capacity and large strength, which is not easy to be cracked. In order to maximize the amplitude of the surface with micro channels, it is necessary to make the length of the vibration system components to be half of the wavelength λ, with consideration about the power and magnification factor of the booster. The mold structure is shown in Fig. 3, in which the ultrasonic wave is generated by the transducer. Due to the reduction of the section area of the booster and horn, the ultrasonic amplitude output by the mold insert was obviously improved. In order to reduce the vibration of the entire mold, the ultrasonic vibration system is installed near the Node position with amplitude of 0.

The structure of the designed mold
In another cavity of the mold, the mold insert is connected to the compression bar. Then, the bar is quickly driven by the ejection plate, and finally the molten polymer will be compressed by mold insert. It should also be noted that the ejection system was not designed for ensuring the experimental function. The compression gap is controlled by the height of the stop block. Therefore, a number of stop blocks with different heights should be prepared to change the compression stroke. At the same time, RHCM and VMV were designed, in which RHCM combines an efficient electrical bar and cooling channels.
3.2 Mold insert manufacturing
The UV-LIGA technology is widely used in the micro-nano manufacturing, whose process mainly consists of two parts. The first part involves UV photoetching with the photoresist, and the second part involves the electroforming on the photoetched structure. In order to enable the microstructure withstands a high injection pressure and a high-frequency vibration, the material of the mold inserts must be strong and tough. The substrate material selected in this paper is 5CrNiMo alloy steel which has a good affinity with the nickel electroforming layer. This can ensure the firm bonding of the casting layer with the substrate. First, the SU-8 photoresist was applied into the polished substrate via spin-coating, and the microstructure was transferred to the alloy steel substrate by exposure, development and other processes. After the continuous pulsed electroforming had been conducted in the nickel aminosulfonate electroformed solution, the alloy steel mold inserts with a micro-channel array were obtained, and the cleaning and photoresist removal had been completed. The scanning electron microscope (TM3030 made by HITACHI) is shown in Fig. 4a, b. In order to comprehensively evaluate the quality of the microstructure, the three positions shown in Fig. 2a were selected for data testing (GT-X3 3D profiler made by BRUKER) and the height and width ranges of the micro-channel array were obtained as 40 ± 2.16 and 10 ± 0.68 μm, respectively. Figure 4c, d are the 3D plot of the P2 area and the 2D curve of its section.

Metrological characterization of the alloy steel mold insert using both a, b SEM and c, d 3D profiler
4 Experimental and setup
4.1 Material and manufacturing system
With respect to the manufacturing of microfluidic chip, PMMA-HT50Y was selected as the polymer in this paper, with consideration of the biological adaptability and transparency. The MFI of this material is 14 g/10 min (JIS K7210), the glass transition temperature is 102 °C, and the shrinkage range is 0.4–0.7%. This polymer has high water absorptivity, which must be dried for 2–4 h before processing.
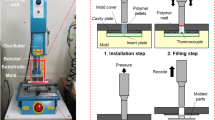
According to the design of Sect. 3.1, the experimental mold and the experimental system are shown in Fig. 5a, b respectively. Considering the dimension requirement of the high power ultrasonic vibration system, a large mold base (CI-2940-A70B100C170 made by LKM) was selected. The frequency of the ultrasonic vibration system is 28 kHz equipped with an ultrasonic power which can supply with adjustable power. For the injection-compression molding experiment, the air is pumped out by VMV and the micro-channel area was heated quickly by the electrical bar (250 W), while a compressed water cooler (HS-5A) was equipped for rapid cooling. The parameters of the injection molding machine (DQ-1500T-A made by DEQUN MACHINE CO. LTD) are as follows: injection volume: 5966 g, injection speed: 351 mm/s, injection pressure: 225 MPa, and mold clamping force: 15,000 KN.

a Experimental mold and b experimental system
4.2 The experiment of µUVIM
In order to minimize the interference factors and ensure the stability of the experimental conditions, the injection has been conducted for 20 times before collecting sample datum. In this paper, the 233 × 311 μm area with the microstructure in P1, P2 and P3 (Fig. 2a) were selected for testing. The average height of the five cross sections of equal distance was calculated as the quality objective which can reflect the replication degree of microstructure. Meanwhile, the standard deviation of height was selected as another quality objective which can reflect the replication uniformity of the microstructure.
The experiment of µUVIM focuses on the cavity with ultrasonic vibration system. In the analysis of process parameters, it is necessary to consider the conventional IMPP and the ultrasonic vibration process parameters (UVPP). Due to its heating function, ultrasonic vibration will weaken the effect of mold temperature on the microstructure quality. Therefore, the relationship between mold temperature and the microstructure quality will not be discussed here. The injection speed and packing pressure were selected as variable process parameters in this paper. According to the recommendations and production experience given by the polymer supplier, the IMPP was set as follows: melt temperature: 220 °C, Mold temperature: 70 °C, injection pressure: 100 MPa, packing time: 4 s, VP switch over: 5.2 mm, clamping force: 1000 KN, cooling time: 10 s. With consideration of energy, the power and vibration time were selected as the variable process parameters for the ultrasonic vibration system. At a certain frequency, the amplitude will be greater with the power growth of the ultrasonic vibration system, which is similar to the effect on the polymer near the micro channels. In order to study and optimize the effect of these variable process parameters on the quality objectives, the RSM was adopted to carry on the experiment. Design of experiment was selected as Box–Behnken Design, and the number of the center points was 3. A total of 27 experiments are waiting to be conducted with 4 process parameters. The process parameters and their corresponding levels are shown in Table 1, and the fitted model was selected as a quadratic polynomial.
4.3 The experiment of µICM
The VMV was started for 25 s before the injection and the cavity pressure was about 8 Pa in the end. At the same time, the RHCM system was also started, and the mold was heated quickly with hot oil and the electrical bar. The temperature was controlled through the temperature sensor installed near the electrical bar. After that, the polymer was injected into the cavity. Finally, the mold insert with microstructure compressed the polymer at a constant speed. According to the literature and experience, the mold temperature, injection speed, compression gap and compression speed were selected as the variable parameters, as shown in Table 2. Considering the characteristics of the μICM in manufacturing microstructure and in order to solidify the polymer, Packing pressure and Cooling time were set at 150 MPa and 20 s respectively. The other initial conditions are as follows: melt temperature: 220 °C, injection pressure: 100 MPa, packing time: 4 s, VP switch over: 5.2 mm and clamping force: 1000 KN. The experimental design and optimization method are the same as μUVIM.
5 Results and discussion
In order to improve the reliability of the experiment, each experiment was repeated twice, in which μUVIM and μICM were subject to 27 × 2 = 54 experiments totally respectively. With consideration of the existence of relevant literature, the μICM test results are not discussed in this paper. However, the optimal process parameters are given according to the RSM. This paper focuses on the experimental results of μUVIM.
5.1 The effect of process parameters in µUVIM
ANOVA (Table 3) was obtained through experiments and analysis (by Design Expert 8.0.6). When the P value is less than 0.05, the process parameter has a significant effect on the quality objective. As can be seen in Table 3, the injection speed, packing pressure, power and the interaction of power × vibration time have a significant effect on the average height. Process parameters, which have a significant effect on the standard deviation of the microstructure height, include injection speed, packing pressure and vibration time. Figure 6a, b further show the trend and extent of the effect of each process parameter on the objectives.

Effect of process parameters on a average height b standard deviation, and c interaction of PW and VT on average height
The injection speed has a significant effect on the height and standard deviation of the microstructure. With the increase of injection speed, the polymer can be filled into the cavity faster and the flow shear increases. Therefore, the viscosity is reduced due to the increase of the heat in the polymer, which is conducive to the filling of the microstructure. When the injection speed is further increased, the flow shear effect is intensified and the air in the runner system and the cavity cannot be discharged completely and efficiently. Consequently, high-temperature and high-pressure bubbles are formed therein, which causes the charred polymer. Therefore, the average height of the microstructure rises quickly in the first place and then decreases when the change tendency of the standard deviation becomes opposite. Theoretically speaking, the increase of the packing pressure is helpful for the filling of micro channels, and it can overcome the hesitation effect. With the continuous increase of the packing pressure, however, the forming quality of the microstructure is deteriorated sharply. This is mainly because the packing pressure is overwhelmed. Therefore, the adhesive force of the polymer and mold in the micro channels area is also too large. In this case, the microstructure was destroyed, while the product was ejected (Fig. 7a).

Replication defects of microstructure caused by a excessively-high adhesion and b excessively-high temperature
With the increase of power, the height of microstructure becomes larger first. Under the high-frequency impact, the temperature of the mold insert and polymer will increase. At a certain frequency, the increase in power will cause the rise of the amplitude. That is to say, which means that the impact strength on the polymer becomes larger, so the polymer temperature of the microstructure area will continue to increase, which can cause the reduction of the viscosity. Moreover, the strong instantaneous impact force can overcome the resistance against filling more effectively. With the further increase in power, the energy accumulated in the microstructure begins to go beyond a reasonable range, and even cavitation occurs in molten polymer. This can result to degradation and scorching in the microstructure area, which will reduce the average height of the microstructure (Fig. 7b). The effect of power on the standard deviation of microstructure height is not significant, mainly because the vibration system emits periodic harmonic vibration, and the polymer in the microstructure area is subjected to repeated action of compression and stretching. Meanwhile, the change of amplitude does not affect the homogeneity of microstructure height. In terms of the vibration time, the viscosity of the polymer in the microstructure area is reduced due to the heat, and the temperature of the mold insert increases accordingly, which effectively enhances the microstructure filling capacity of the polymer quickly. When the vibration time becomes too long, the degradation and scorching phenomena will also appear since the temperature of the polymer accumulated in the microstructure area is too high due to the poor thermal conductivity of the polymer. Therefore, the standard deviation decreases first with the increase of vibration time and then increases rapidly.
The interaction between the power and vibration time is one of the most significant factors which have effect on the height of the microstructure, as shown in Fig. 6c. When the power is small, the viscosity of polymer will decrease with the increase of time, which is conducive to the filling of microstructure. When the power is intensive, the temperature of polymer gathered in the microstructure is too high with the increase of the vibration time, and the cavitation effect can be triggered which will lead to scorching of the polymer. As the result, the average height of the microstructure decreases.
5.2 The comparison of optimization results
During mathematical modeling for the process parameters and quality objectives in μUVIM, the selected fitting method was quadratic polynomial. The model and lack of fit for the average height of microstructure, their P value are < 0.0001 and 0.7295 respectively, which indicates that the mathematical model of the variable process parameters and the microstructure average height are reliable and can be used for prediction and process optimization. The standard deviation is in a similar case, and their P values are < 0.0001 and 0.5104 respectively. In order to ensure the replication quality of microstructure, the average height should be maximized, while the standard deviation should be minimized. The optimum average height and standard deviation of microstructure obtained by Design Expert 8.0.6 are 36.46 and 0.75 μm respectively. The microstructure morphology and cross-section are shown in Fig. 8a, b. The optimal combination of process parameters obtained through the final optimization is: injection speed: 102 mm/s, packing pressure: 123 MPa, power: 2614 W, vibration time: 1.86 s. When injection speed and power are 102 mm/s and 2614 W respectively, the response surface of packing pressure and vibration time to the average height is shown in Fig. 8c. When power and vibration time are 2614 W and 1.86 s respectively, the response surface of injection speed and packing pressure for the standard deviation is shown in Fig. 8d.

a Microstructure morphology and b cross-section, the response surface for c height between VT and PP and d SD between IS and PP
The same method was used to optimize process parameters in μICM. The optimal average height of microstructure is 31.12 μm, which is about 14.6% lower than that obtained with the μUVIM method. And another quality objective is 0.73, which shows that the uniformity of microstructure has been slightly improved. The optimal replication results of the two methods are shown in Table 4. Both of injection speed and packing pressure in µICM are higher than those of μUVIM, which indicates that the injection machine consumes less power when using μUVIM for replication of microstructure. The required cooling time is determined according to the experiment test. In the case of µICM, the whole cavity has a high temperature and takes a long time to cool. If less than 20 s, the polymer in the micro channels can’t solidify completely. Therefore, the microstructure will be damaged when it demoulds. In the μUVIM, ultrasonic vibration works only on the micro channels, and little heat is stored. Therefore, the required cooling time needs only 10 s. Taking the time of vacuuming into account, the production cycle is 20 + 25 = 45 s (excluding the injection time and the demolding time) while μUVIM only takes 10 + 1.86 = 11.86 s. Therefore, the production efficiency is increased three times when μUVIM is adopted. In the mold structure, since μUVIM do not need to be equipped with RHCM and VMV, the mold manufacturing cost is relatively low.
Finally, in order to study the effect of substrate thickness on the replication quality of microstructure, the cavity with the ultrasonic vibration system was modified and its depth was changed to 4 mm. Three groups of comparative experiments were carried out. The experimental results are shown in Table 5. With the same IMPP, Table 5 shows that the substrate thickness has little effect on the quality of the microstructure. This is mainly because the polymer has a poor thermal conductivity when the ultrasonic vibration is applied in a short time. Therefore, only the polymer near the end surface of the mold insert can be affected. That is to say, the change in the thickness of the substrate does not affect the replication quality of the microstructure.
6 Conclusion
This paper presents a new method for the polymer replication of high aspect ratio micro-structured surface, which combines the conventional μIM and ultrasonic vibration technologies. In order to evaluate μUVIM in terms of the replication quality of microstructure, the average height and standard deviation of the microstructure were selected as quality objectives. By designing a special experimental mold, experiments were carried out based on μUVIM and μICM respectively. This paper focuses on the effect of process parameters on the replication quality of microstructure in μUVIM. Through the optimization design, two methods were compared. The conclusions of this paper are drawn as follows:
-
1.
In the μUVIM experiment, the results show that the replication quality of the microstructure first increased rapidly and then decreased, with the increase of the injection speed and the packing pressure. The adhesion occurs between the polymer and cavity especially when the packing pressure is too large, and the product will be damaged during demoulding. The ultrasonic power and the vibration time only have significant effects on the average height and the standard deviation of microstructure respectively. With the increase of ultrasonic power, a large amount of thermal energy is generated, and the average height of the microstructure increases rapidly and then decreases. In contrast, with the increase of vibration time, the standard deviation first decreases and then rises rapidly. Besides, the interaction of the ultrasonic power and the vibration time also has significant effect on the average height. When the ultrasonic power is too weak, the average height of the microstructure increases as the vibration time increases. When the ultrasonic power is too intensive, the trend is the opposite.
-
2.
By comparing the optimization results of μUVIM and μICM, it is shown that μUVIM has an advantage on polymer replication of high aspect ratio micro-structured surface. When μUVIM is used for the replication of microstructure, the average height is increased by about 14.6%. As for the microstructure uniformity, both methods have almost the same effect. In addition, the replication of microstructure by μUVIM is more environmentally friendly, and the production efficiency is increased 3 times. Finally, the replication experiments were performed on 4 mm thick substrate in μUVIM. Under the same process parameters, the results show that the replication quality is insensitive to substrate thickness. Therefore, the μUVIM method has a wider application.
References
Bobzin K et al (2006) New soldering processes and solder systems for hybrid microsystems: developments and applications. Microsyst Technol 12:620–625
Christiansen AB, Clausen JS, Mortensen NA, Kristensen A (2014) Injection moulding antireflective nanostructures. Microelectron Eng 121:47–50
Hattori S, Nagato K, Hamaguchi T, Nakao M (2010) Rapid injection molding of high-aspect-ratio nanostructures. Microelectron Eng 87:1546–1549
Hong S, Min I, Yoon K, Kang J (2014) Effects of adding injection-compression to rapid heat cycle molding on the structure of a light guide plate. J Micromech Microeng 24:5009
Hong S, Hwang J, Kang J, Yoon K (2015) Comparison of injection molding and injection/compression molding for the replication of microstructure. Korea Aust Rheol J 27:309–317
Huang MS, Chung CF (2011) Injection molding and injection compression molding of thin-walled light-guided plates with V-grooved microfeatures. J Appl Polym Sci 121:1151–1159
Iclanzan T, Serban I, Rotar D, Tut V (2010) Ultrasonic activation, a possible alternative application in the microinjection molding. IntJ Mater Form 3:547–550
Jiang BY, Hu JL, Li J, Liu XC (2012) Ultrasonic plastification speed of polymer and its influencing factors. J Cent South Univ 19:380–383
Kosloh J, Sackmann J, Šakalys R, Liao S, Gerhardy C, Schomburg W (2017) Heat generation and distribution in the ultrasonic hot embossing process. Microsyst Technol 23:1411–1421
Lee HS, Yoo YG (2012) Effects of processing conditions on cavity pressure during injection-compression molding. Int J Precis Eng Manuf 13:2155–2161
Lucchetta G, Sorgato M, Carmignato S, Savio E (2014) Investigating the technological limits of micro-injection molding in replicating high aspect ratio micro-structured surfaces. CIRP Ann Manuf Technol 63:521–524
Lucchetta G, Sorgato M, Zanchetta E, Brusatin G, Guidi E, Liddo RD, Conconi MT (2015) Effect of injection molded micro-structured polystyrene surfaces on proliferation of mc3t3-e1 cells. Express Polym Lett 9:354–361
Luo Y, Zhang Z, Wang X, Zheng Y (2010) Ultrasonic bonding for thermoplastic microfluidic devices without energy director. Microelectron Eng 87:2429–2436
Masato D, Sorgato M, Lucchetta G (2016a) Analysis of the influence of part thickness on the replication of micro-structured surfaces by injection molding. Mater Des 95:219–224
Masato D, Sorgato M, Lucchetta G (2016b) Characterization of the micro injection-compression molding process for the replication of high aspect ratio micro-structured surfaces. Microsyst Technol 23:3661–3670
Metwally K, Barriere T, Khan-Malek C (2016) Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. Int J Adv Manuf Technol 83:779–789
Michaeli W, Kamps T, Hopmann C (2011) Manufacturing of polymer micro parts by ultrasonic plasticization and direct injection. Microsyst Technol 17:243–249
Nonhof CJ, Riepen M, Melchers AW (1996) Estimates for process conditions during the vibration welding of thermoplastics. Polym Eng Sci 36:2018–2028
Runge T, Sackmann J, Schomburg WK, Blank LM (2016) Ultrasonically manufactured microfluidic device for yeast analysis. Microsyst Technol 23:2139–2144
Rytka C, Kristiansen PM, Neyer A (2015) Iso- and variothermal injection compression moulding of polymer micro- and nanostructures for optical and medical applications. J Micromech Microeng 25:065008
Sorgato M, Masato D, Lucchetta G (2016a) Effect of vacuum venting and mold wettability on the replication of micro-structured surfaces. Microsyst Technol 23:2543–2552
Sorgato M, Babenko M, Lucchetta G, Whiteside B (2016b) Investigation of the influence of vacuum venting on mould surface temperature in micro injection moulding. Int J Adv Manuf Technol 88:547–555
Su Q, Zhang N, Gilchrist MD (2016) The use of variotherm systems for microinjection molding. J Appl Polym Sci 133:1–17
Tolunay MN, Dawson PR, Wang KK (1983) Heating and bonding mechanisms in ultrasonic welding of thermoplastics. Polym Eng Sci 23:726–733
Truckenmüller R, Ahrens R, Cheng Y, Fischer G, Saile V (2006) An ultrasonic welding based process for building up a new class of inert fluidic microsensors and -actuators from polymers. Sens Actuators A Phys 132:385–392
Wu W, Peng H, Jia Y, Jiang B (2017) Characteristics and mechanisms of polymer interfacial friction heating in ultrasonic plasticization for micro injection molding. Microsyst Technol 23:1385–1392
Xu G, Yu L, Lee LJ, Koelling KW (2005) Experimental and numerical studies of injection molding with microfeatures. Polym Eng Sci 45:866–875
Yang SY, Chen YC (1998) Experimental study of injection-charged compression molding of thermoplastics. Adv Polym Technol 17:353–360
Zhu J, Tian Y, Yang C, Cui L, Wang F, Zhang D, Liu X (2017) Low-cost and fast fabrication of the ultrasonic embossing on polyethylene terephthalate (PET) films using laser processed molds. Microsyst Technol 23:5653–5668
Acknowledgements
This research is supported by Science and Technology Planning Project of Guangdong Province under Grant nos. 2015B090921007 and 2015B010919001.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Liu, J., Chen, X. & Diao, S. Ultrasonic vibration technology for the polymer replication of high aspect ratio micro-structured surface. Microsyst Technol 24, 2253–2264 (2018). https://doi.org/10.1007/s00542-017-3632-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-017-3632-1