
Abstract
To solve the problem of extraction wastewater in citric acid industry, an integrated citric acid–methane fermentation process was proposed. In the integrated process, extraction wastewater was treated by mesophilic anaerobic digestion and then reused to make mash for the next batch of citric acid fermentation. In this study, an Aspergillus niger mutant strain exhibiting resistance to high metal ions concentration was used to eliminate the inhibition of 200 mg/L Na+ and 300 mg/L K+ in anaerobic digestion effluent (ADE) and citric acid production increased by 25.0 %. Air stripping was used to remove ammonium, alkalinity, and part of metal ions in ADE before making mash. In consequence, citric acid production was significantly improved but still lower by 6.1 % than the control. Results indicated that metal ions in ADE synergistically inhibited the activity of glucoamylase, thus reducing citric acid production. When 130 U/g glucoamylase was added before fermentation, citric acid production was 141.5 g/L, which was even higher than the control (140.4 g/L). This process could completely eliminate extraction wastewater discharge and reduce water resource consumption.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Citric acid (2-hydroxy-1, 2, 3-propanetricarboxylic acid), the main organic acid produced today by fermentation, is widely used in food, beverage, chemical, and metallurgical industries [1–3]. Currently, the annual production of citric acid is over 1.7 million tons [4]. Suitable feedstock is necessary to reduce the production cost of citric acid [5–7]. Cassava, with the nature of cheap, high productivity, and no competition for arable land, has been of particular interest for the citric acid fermentation [8].
In conventional cassava citric acid fermentation process, 50–60 tons of wastewater per ton of citric acid produced is discharged. In 2010, approximate 500–600 million tons of low pH (4.5–4.8) citric acid wastewater containing high concentration of chemical oxygen demand (COD) (15,000–20,000 mg/L) (Table 1) was generated in China [9, 10]. Treatment of wastewater is an increasing task for manufacturers from the viewpoint of cost and environmental protection. The difficulty in wastewater treatment has greatly blocked the development of citric acid industry in China [11, 12].
Biological and physical–chemical methods were used to treat citric acid wastewater in the conventional process. Speece [13] reported that the COD: N: P ratio of the substrate could influence the anaerobic digestion performance, and the theoretical minimum level was 350:7:1 for highly organic matter loaded systems. As shown in Table 1, the average COD: N: P ratio of extraction wastewater from citric acid industry was 350: 6.1: 0.8 which was suitable for anaerobic digestion treatment. Therefore, in biological methods, citric acid extraction wastewater was usually treated by anaerobic digestion followed by aerobic digestion. The effluent then entered to municipal sewage treatment system for further treatment to meet the national discharge standard [14–16]. However, capital investment is high due to the expensive operating costs of the aerobic digestion and further treatment process. Fenton’s reagent, emulsion liquid membrane, microwave radiation, and other physical–chemical methods were also studied to treat citric acid wastewater. However, they have the disadvantages of consuming large amount of inorganic reagents, operating complexly and costly, thereby being unable to be used on the industrial scale [17–19]. Recently more environmental-friendly biological systems based on chlorella vulgaris, which could provide a valuable source of proteins, vitamins, and other compounds for animal feed constitution with a considerable decrease of wastewater pollution, have been developed for citric acid wastewater treatment [9, 20, 21]. Although the efficiency of nutrients (nitrogen, chemical oxygen demand, and biochemical oxygen demand) removal was generally above 90 % in such systems, the treated effluent still could not meet national discharge standard and needed further processing. Moreover, the high output of biogas during anaerobic digestion was lost, and a great amount of water was wasted. As the above systems established mainly on the idea of end treatment, cleaner production methods, approaches with novel concepts need to be developed to solve the problem in wastewater treatment.
Many researchers have studied the reuse of citric acid wastewater for citric acid fermentation [22, 23]. However, some metabolic by-products and materials from the feedstock will accumulate as recycling, thereby causing inhibitory to the growth of Aspergillus niger. Acidic cation exchange resin and activated carbon adsorption were chosen to treat the wastewater prior to being reused to make mash for citric acid fermentation and good results were achieved. However, the high cost and complicated regeneration of resin made the treatment unsuitable for industrial-scale application. The disposal of citric acid wastewater is still a tough work to the industry.
To solve the problem, our laboratory has proposed an integrated citric acid–methane fermentation process to convert conventional end treatment to recycling process (Fig. 1). In this process, cassava and corn starch are transformed into citric acid by fermentation while fiber, pectin, and other metabolites of Aspergillus niger are converted to biogas by anaerobic digestion. The biogas can be used to produce electricity and heat while the anaerobic digestion effluent (ADE) is further treated and recycled to the next citric acid fermentation process. This process could avoid the wastewater discharge and reduce water resource consumption. However, quality of the ADE can influence the performance of citric acid fermentation since constituents of the ADE are very complex.

Flow chart of the integrated citric acid–methane fermentation process
Previous recycling experiments showed that 200 mg/L Na+ and 300 mg/L K+ in the ADE significantly inhibited citric acid fermentation and the citric acid production were only 115.0 and 114.2 g/L, decreasing by 11.9 and 12.7 %, respectively, while the residual total sugar increased to 28.0 and 30.0 g/L which were significantly higher compared with the control [24]. In this study, the mutant strain exhibited resistance to high metal ions was used to eliminate the inhibition of Na+ and K+ in the ADE. Full reuse of extraction wastewater for citric acid fermentation was developed through air stripping treatment of ADE and glucoamylase addition in medium.
Materials and methods
Organism and culture maintenance
Aspergillus niger used in this study was obtained from the culture collection of Biotechnology Laboratories, Jiangnan University, Wuxi, China. It was maintained on potato dextrose agar (PDA) slants at 4 °C and subcultured every 2 months. Sand tube was used for its long-term preservation.
Mutagenesis
Spores from 48 h old slant culture were used for preparation of spore suspension for ultraviolet irradiation. 5 mL of the spore suspension (approximate 106 spores/mL) was irradiated with a MW1-Y15 UV Lamp (Guangdong, Foshan Co. Ltd., China) for 5 min at a distance of 20 cm. The treated spores were kept in the dark for 2 h to avoid photoreactivation repair. The suspension was then diluted and spread onto the surface of PDA plates which contained 0.01 % bromocresol green, 200 mg/L Na+ and 300 mg/L K+. Plates were then incubated at 36 °C. In this stage, the inviability was approximate 90 %. The growing colonies with normal mycelial morphology and large size of yellow color ring were transferred to slants after sporulation. 21 mutants with stable quality after continuous passage were isolated. Characterized in citric acid fermentation medium, containing 200 mg/L Na+ and 300 mg/L K+, the best mutant which exhibited a resistance to high metal ions and enhancement of citric acid production was achieved.
Citric acid fermentation
Cassava powder (starch content of 65–70 % (w/w), particle size of approximate 0.45 mm), provided by the Henan Tianguan Co. Ltd., China, was used for seed culture liquefied mash. To prepare the mash, cassava powder was mixed with cooking water at a ratio of 1: 4 (w/v) to produce slurry. The mixture pH was adjusted to 6.0 with 30 % (w/w) H2SO4 or 10 % (w/v) NaOH. 10 IU thermostable α-amylase (20,000 IU/mL, optimal temperature range 95–105 °C, Genencor China Co. Ltd.) per gram cassava powder was then added, followed by heating the mixture to 100 °C and maintaining for 2 h. After cooling, water loss during liquefaction was made up with sterile water. And 0.1 % (NH4)2SO4 (w/v) was then added to the slurry as nitrogen source for spore germination. The slurry pH was adjusted to 5.5 and autoclaved at 115 °C for 20 min. Conidia from a 7-day-old PDA slant were used for inoculation. 10 mL of a spore suspension, containing 6 × 106 conidia/mL, was added to the 80 mL sterile inoculation medium in a 1,000 mL shake flask. The flask was incubated on a rotating shaker (200 rpm) at 36 ± 1 °C for 20 h before the seed culture was incubated for citric acid fermentation.
To prepare the fermentation media, 80 g cassava powder and 20 g corn powder (starch content of 75–80 % (w/w), particle size of approximate 0.45 mm), provided by the Henan Tianguan Co. Ltd., China were added per 450 mL cooking water. The liquefaction operation was the same to that of seed medium. The pH was adjusted to 5.5 and the concentration of initial total sugar was kept at approximate 155 g/L. The liquefied mash was autoclaved at 115 °C for 20 min and 6 mL of seed was then added to 40 mL fermentation medium in a 500 mL shake flask. The fermentation was conducted at 260 rpm, 37.5 ± 1 °C for 92 h. All the shake flask experiments were conducted in triplicates. In recycling experiments, an agitator bioreactor (Korea bioreactor Co. Ltd.) with 3 L working capacity (total capacity 5 L) was employed for fermentation. Seed broth at 15 % of fermentation volume (450 mL/3 L) was inoculated to fermentor. Temperature was maintained 37.5 ± 1 °C for 72 h. Agitation was performed using 3-bladed impellers operating at 400 rpm with an aeration rate of 2 vvm to maintain the dissolved oxygen level above a certain point. Samples were taken and analyzed every 12 h.
Methane fermentation condition
The methane fermentation was performed in an upflow anaerobic sludge blanket (UASB) reactor (Shanghai Daming, China) with a working volume of 5 L. The reactor temperature was maintained at 35 ± 1 °C by a circulator bath. The mesophilic anaerobic granular sludge was provided by Yixing Xielian Biological Chemical Co. Ltd., China and the inoculated sludge quantity was controlled in 30 %. Every day one liter of wastewater was fed into reactor by an adjustable speed peristaltic pump to complete a cycle, including 2 h feeding, 10 h reaction, 12 h settling, and 1 min drainage. The ADE was centrifuged at 4,000×g for 20 min and stored at 4 °C before being used as cooking water for next batch fermentation. A peristaltic pump was used for circulation within the reactor, as shown in Fig. 2.

Schematic of the UASB reactor system used in this work
Air stripping treatment
Anaerobic digestion effluent was stripped with 12 L/min air at 55 °C in thermostatic water bath. Changes of parameters during air stripping were detected in an interval of 30 min, until parameters were stable. The lost water during air striping was made up with tap water. Then the treated ADE was centrifuged (4,000×g, 20 min) and the supernatant was used for citric acid fermentation.
Analysis methods
The concentration of residual reducing sugar was measured by a biosensor (SBA-40B, Shandong Academy of Sciences, China). Total sugar concentration was also detected by the biosensor after acidic hydrolysis of the samples (4 % hydrochloric acid, w/w, 100 °C for 120 min). Trace element analysis was carried out by flame atomic absorption spectrometry (VARIAN, Australia). Total nitrogen (TN), total phosphorus (TP), chemical oxygen demand (COD), NH3-N, volatile fatty acids (VFAs), alkalinity, color (410 nm) and conductivity were determined according to standard methods [25]. Citric acid concentration was analyzed by high-performance liquid chromatography (HPLC) (U3000, Dionex Co., USA) equipped with an ultraviolet and refraction index detector (UV/RID) and C18 column (5 μm, 3.9 × 300 mm). The column was operated at 65 °C and 0.005 mol/L H2SO4 was used as the mobile phase at a flow rate of 0.6 mL/min. The samples collected were centrifuged at 10,000×g for 20 min, and the supernatant was filtered through a 0.45 μm membrane before analysis.
Results and discussion
Citric acid fermentation with mutant strain
In previous experiments, 200 mg/L Na+ and 300 mg/L K+ were detected in the ADE and they could significantly reduce citric acid production by 11.9 and 12.7 %, respectively (Fig. 3a). Cation exchange resin was chosen to remove the Na+ and K+ in the ADE and a desired result was achieved, especially, citric acid production was even higher than the tap water [24]. However, because of its high cost and complicated regeneration, cation exchange resin was not quite suitable for industrial-scale application. Screening strains with resistance to high metal ions was necessary for the recycling process.

Citric acid production in different media. a Fermentation with original strain. b Fermentation with mutant strain
A mutant strain exhibited resistance to high concentration of Na+ and K+ was screened through ultraviolet mutagenesis. When the mutant strain was used, citric acid production was higher than that of original strain (Fig. 3b). Moreover, fermentation with 200 mg/L Na+ or 300 mg/L K+ in medium, production of citric acid were improved to 138.6 and 139.9 g/L, respectively, and were higher than the control (135.2 g/L). Lodish et al. [26] reported that Na+ is necessary to maintain the normal osmotic pressure, while K+ is a potent stimulator of pyruvate kinase to promote the glycolytic flux. Therefore, it should be noted that Na+ and K+ contained in ADE were not always harmful to citric acid fermentation and appropriate concentration of Na+ and K+ could promote citric acid production. Although 200 mg/L Na+ and 300 mg/L K+ were contained in medium, citric acid production (135.7 g/L) was still not inhibited and higher than the control.
ADE containing 200 mg/L ammonium was used in citric acid fermentation with original and mutant strains, respectively. Fermentation with the mutant strain, citric acid production was improved from 93.7 to 117.1 g/L, increasing by 25.0 % compared with the original (Fig. 3). It indicated that the mutant strain was tolerant to the inhibition components in the ADE.
Citric acid fermentation with ADE treated by air stripping
When the ADE was reused in citric acid fermentation, the productivity was still lower than that of tap water (Fig. 3b) although the mutant strain was applied. Previous recycling experiments showed that Na+, K+ and ammonium in ADE significantly inhibited citric acid fermentation [24]. As the mutant exhibited resistance to Na+ and K+, the ammonium in ADE should be the main inhibitor. ADE contained different initial concentration of ammonium was treated with air stripping for citric acid fermentation. Results were shown in Fig. 4.

ADE containing different concentration of ammonium was treated with air stripping for citric acid fermentation. The initial concentrations of ammonium in ADE are 178 (a), 119 (b), 54 (c), and 4 mg/L (d), respectively
With 178 mg/L initial ammonium in ADE, citric acid production was 117.1 g/L, decreasing by 15.0 % compared with the control. When ADE was treated with air stripping and ammonium was reduced to 1.5 mg/L, citric acid production increased to 135.9 g/L and was closed to the control (Fig. 4a). This result indicated that air stripping could be an efficient method to remove ammonium in ADE and to improve citric acid production. As the initial concentration of ammonium in ADE deceased from 178 to 4 mg/L, which could not inhibit citric acid fermentation according to our previous experiment, the citric acid production increased to 122.5 g/L, but still lower by 6.1 % than the control (130.4 g/L). The result was different with our expectations that inhibition caused by ADE should be completely removed in low concentration of ammonium with the mutant strain exhibited a resistance to Na+ and K+. It indicated that besides ammonium, other inhibitors still existed in ADE. Contained 4 mg/L ammonium, ADE was treated with air stripping and the production of citric acid improved to 129 g/L, which was close to the control (Fig. 4d). It should be noted that air stripping could not only remove ammonium in ADE, but also cause other changes. Moreover, inhibitors in ADE that could not be completely removed by air stripping might inhibit citric acid fermentation.
Changes of physical and chemical parameters in ADE during the air stripping
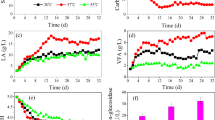
The physical and chemical parameters of ADE with 4 mg/L ammonium which may affect citric acid fermentation were analyzed during air stripping. As shown in Fig. 5, the pH of ADE was continued to rise when air stripping was proceeded and reached to 9.04 at 240 min. The concentration of ammonium decreased from 4.4 to 1.59 mg/L at initial 60 min and then rarely changed, while conductivity in ADE decreased from 2,160 to 1,900 μS/cm at initial 90 min. Alkalinity in ADE decreased with air stripping and reached equilibrium until 150 min. Jiang reported that following reactions exist in ADE with air stripping [27].

Changes of physical and chemical parameters in ADE during the air stripping
During air stripping, pH increasing was caused by reactions (1) and (2). NH4 + in ADE reacted with HCO3 − (alkalinity) and was converted to NH3 and CO2, which could be removed with stripping, as shown in reaction (4). The reaction could simultaneously remove ammonium and HCO3 − with the molar ratio of 1:1, resulting in decreasing of conductivity and alkalinity.
In our experiments, 2.97 mg/L ammonium (approximate 0.21 mM) was removed by air stripping, while 513 mg CaCO3/L alkalinity (approximate 10.25 mM HCO3 −, calculated from reaction (5)) was removed.
The molar removal ratio of ammonium to HCO3 − was 1:48.8. Therefore, other reactions existed to consume alkalinity in air stripping.
After air stripping, precipitate containing 0.779 ash g/g and 86.75 mg protein/g was determined at the bottom of container, indicating that large amount of metal ions were precipitated during the air stripping. Metal ions in the ADE were detected and the results were shown in Table 2. With air stripping, Zn2+ and Mn2+ in ADE were completely removed, while Fe3+ and Ca2+ were decreased by 45.45 and 92.03 %, respectively. Na+, K+, Mg2+, and Cu2+ rarely changed. To better understand changes in ADE during air stripping, the removal of alkalinity and cations was calculated and results were shown in Table 3. The removal of total cations was 10.13 mM and mostly equal to that of the alkalinity (10.25 mM). Results indicated that metal ions could be simultaneously removed with alkalinity. Kim et al. [28] reported that Ca2+ can react with HCO3 − to form precipitation of CaCO3 when pH was higher than 8.5, which was accorded with our experiments. After air stripping for 60 min, pH of ADE was nearly 8.5 and ammonium concentration was stable, while conductivity and alkalinity still decreased until 90 and 150 min, respectively. This phenomenon could be resulted from the reaction between Ca2+ and other metal ions with HCO3 − in high pH. It should be noted that metal ions removal was the function of precipitation with HCO3 − (alkalinity) and following reactions might exist in the ADE with air stripping.
Citric acid fermentation by adding glucoamylase in medium
Certain metal ions are required by A. niger for optimal growth as well as maximum citric acid production [29]. Calcium protects membrane structure to maintain membrane permeability. Moreover, calcium can bind to the glucoamylase and keep the optimal space conformation for the stability of enzyme activity. Magnesium, zinc, and copper are confirmed to be cofactors for a number of enzymes in biological and biochemical reactions. Manganese functions as an intracellular regulator of key enzymes [30]. However, metal ion is also well known as a restrictive factor on citric acid fermentation and citric acid accumulates in large quantities with metal ion limited, including Zn2+, Mn2+, Fe3+, Cu2+, heavy metals, and alkaline metals [31–33]. Metal ion in culture medium were detected and shown in Table 2. Concentrations of Mg2+ and Cu2+ in medium culture were below potential inhibitory concentration, while Zn2+, Mn2+, and Fe3+ concentrations were higher than the inhibitory value. No literature so far had been reported that Na+, K+, and Ca2+ could inhibit citric acid fermentation. As for ADE, metal ions were below potential inhibitory concentration except for Mn2+ which was rarely detected after air stripping. However, the inhibitory concentration could vary with the different A. niger strain and growth media [4, 36]. Experiment was done to estimate metal ions in the ADE predominantly inhibited citric acid fermentation in this study. The concentration of the tested metal ion was equal to that in the ADE (Table 2) and results were shown in Table 4. Compared with the control, Mg2+ and Ca2+ in ADE slightly reduced the citric acid production, while other metal ions promoted the production of citric acid. However, as solution with equal concentration of metal ions to ADE (solution 1) was used to make culture medium for citric acid fermentation, citric acid production greatly reduced to 126.8 g/L, decreasing by 9.75 % compared with the control. Ca2+ concentration decreased and could not inhibit citric acid production any more, while Mg2+ still decreased production by 1.42 % after air stripping. As solution with equal concentration of metal ions in treated ADE (Solution 2) was used to fermentation, citric acid production was 133.5 g/L which showed the existence of inhibition. Jernejc and Legisa reported that 1 mM Mg2+ contained in culture medium could promote citric acid accumulation. However, when 20 μM Mn2+ or 100 μM Fe2+ also existed in medium, citric acid production significantly decreased [38]. Therefore, citric acid fermentation inhibition with solution 1 and solution 2, in this study, could be caused by the synergistic effect of metal ions in ADE and relative research is underway.
Starch was converted to available sugar for fermentation through liquefaction and saccharification. Liquefaction was proceeded before inoculation, followed by saccharification and fermentation occurring simultaneously. Kristiansen et al. [39] reported that using starch as raw material, glucoamylase used in saccharification could be produced by Aspergillus niger during citric acid fermentation, thus there was no need to add superfluity in normal. In the fermentation with solution 1 and solution 2, reducing sugar in medium was completely consumed, while residual total sugar was higher than the control (Table 4). The phenomenon suggested that the activity of glucoamylase in medium could be inhibited by metal ions in ADE.
As shown in Fig. 6a, solution 2 was used in fermentation and 130 U/g glucoamylase (130,000 IU/ml, Genencor China Co. Ltd.) was added before fermentation. Citric acid production was improved from 131.8 to 142.5 g/L, which was even higher than the control (141.8 g/L). However, when solution 1 used in fermentation supplemented with 130 U/g glucoamylase, citric acid production increased from 124.9 to 138.5 g/L which was still lower than the control. Moreover, residual reducing sugar in medium was completely consumed, while residual total sugar decreased compared with the fermentation without adding glucoamylase but still higher than the control. This phenomenon indicated that the activity of glucoamylase was inhibited by metal ions during the fermentation. Without treatment, the activity of glucoamylase in medium could be significantly inhibited by high metal ions concentration in ADE, and adding excessive glucoamylase could not completely relieve this inhibition. Treated with air stripping, metal ions concentration in ADE decreased and the inhibition to glucoamylase could be released by adding glucoamylase.

Effect of metal ions on citric acid fermentation with addition of glucoamylase (a) and effect of ADE on citric acid fermentation with addition of glucoamylase (b). Solution 1. solution contained eight metal ions (shown in Table 2), and the concentration of those ions were comparable to ADE. Solution 2. solution contained eight metal ions (shown in Table 2), and the concentration of those ions were comparable to ADE treated with air stripping. a 130 U/g glucoamylase was added before fermentation. b Treated with air stripping. c Treated with air stripping, followed by 130 U/g glucoamylase adding before fermentation
Anaerobic digestion effluent without treatment was reused to make mash and 130 U/g glucoamylase was added to medium before fermentation (Fig. 6b). Compared with fermentation with ADE, citric acid production increased by 4.1 %, from 129.5 to 134.8 g/L. ADE that treated with air stripping was used to citric acid fermentation and 130 U/g glucoamylase was added before fermentation. 141.5 g/L citric acid was achieved and increased by 9.3 % compared with fermentation with ADE and was even higher than the control (140.4 g/L). This result indicated that full reused ADE for citric acid fermentation was technically feasible.
Compared with acidic cation exchange resin and activated carbon adsorption for extraction wastewater reusing [22, 23], mesophilic anaerobic digestion, air stripping treatment, and glucoamylase addition used in this paper were economic and simple to operate. In addition, treated by mesophilic anaerobic digestion, the nutrient material in extraction wastewater could be converted into biogas which was the main income source in citric acid industry. Stripped with air, the alkalinity in ADE decreased that could reduce the consumption of H2SO4 for the adjustment of pH in liquefaction. Glucoamylase have been widely added to medium before fermentation in citric acid industry to increase utilization rate of materials and thus extra addition was not needed. Therefore, extraction wastewater treated with mesophilic anaerobic digestion, followed by air stripping and glucoamylase addition was quite suitable for our proposed process which solved the problem of wastewater disposal in citric acid industry.
Conclusions
In this paper, an integrated citric acid–methane fermentation process was proposed where the nutrient material in the extraction wastewater was converted into biogas through mesophilic anaerobic digestion and then ADE was reused for citric acid fermentation process. Excessive ammonium and metal ions contained in ADE were confirmed to be inhibitors for citric acid fermentation. Aspergillus niger mutant strain exhibiting resistance to high metal ions concentration was used to completely eliminate the inhibition of Na+ and K+ in ADE. Meanwhile, air stripping was used to remove ammonium, alkalinity, and part of metal ions in ADE before making mash. Then 130 U/g glucoamylase was added to culture medium to eliminate the inhibition of the synergistic effect of metal ions in ADE and the production of citric acid was even higher than that of fermentation where tap water was used. The result proved the technical feasibility of the proposed process in this study that could eliminate extraction wastewater discharge and reduce water resource consumption in industry of citric acid fermentation.
References
Ates S, Dingil N, Bayraktar E, Mehmetoglu U (2002) Enhancement of citric acid production by immobilized and freely suspended Aspergillus niger using silicone oil. Process Biochem 38:433–436
Chang VS, Holtzapple MT (2000) Fundamental factors affecting biomass enzymatic reactivity. Appl Biochem Biotechnol 84–86:5–37
Mattey M (1992) The production of organic acids. Crit Rev Biotechnol 12:87–132
Dhillon GS, Brar SK, Verma M, Tyagi RD (2011) Recent advances in citric acid bio-production and recovery. Food Bioprocess Tech 4:505–529
Dhillon GS, Brar SK, Verma M, Tyagi RD (2011) Utilization of different agro-industrial wastes for sustainable bioproduction of citric acid by Aspergillus niger. Biochem Eng J 54:83–92
Imandi SB, Bandaru VVR, Somalanka SR, Bandaru SR, Garapati HR (2008) Application of statistical experimental designs for the optimization of medium constituents for the production of citric acid from pineapple waste. Bioresour Technol 99:4445–4450
Mayilvahanan D, Annadurial G, Raju V, Chellapandian M, Krishnan MRV, Kunthala J (1996) Citric acid production. Bioprocess Eng 15:323–326
Chiumarelli M, Ferrari CC, Sarantopoulos CI, Hubinger MD (2011) Fresh cut ‘Tommy Atkins’ mango pre-treated with citric acid and coated with cassava (Manihot esculenta Crantz) starch or sodium alginate. Innov Food Sci Emerg 12:381–387
Li CL, Yang HL, Xia XL, Li YJ, Chen LP, Zhang M, Zhang L, Wang W (2013) High efficient treatment of citric acid effluent by Chlorella vulgaris and potential biomass utilization. Bioresoure Technol 127:248–255
Zhu YR, Zhou C, Wang JH, Xie HS, Gao MX (2004) Treatment of high concentration wastewater from citric acid production. Tech Equip Environ Pollut Contr 5:64–66 (In Chinese)
Chen XD, Yang JL, Pei Q, Li ZX (2006) Development of the research on citric acid-production wastewater treatment techniques. Hebei Chem Eng 29:57–59 (In Chinese)
Zhi X, Yang H, Berthold S, Doetsch C, Shen J (2010) Potential improvement to a citric wastewater treatment plant using bio-hydrogen and a hybrid energy system. J Power Sources 195:6945–6953
Speece RE (1996) Anaerobic biotechnology for industrial wastewaters. Vanderbilt University, Archae Press, Tennessee
Luo SR (1996) Citric acid wastewater and anaerobic high temperature digestive treatment. Environ Eng 14:8–10 (In Chinese)
Wang XH, Guan XJ, Xu SJ, Zhong YQ (2006) Treatment of citric acid wastewater by hydraulic circulating UASB reactor. Technol Water Treat 32:61–65 (In Chinese)
Zhu LH, Xu X, Wang R (2007) Study on the treatment of wastewater from citric acid production by UASB-BIOFOR process. Ind Water Treat 27:39–41 (In Chinese)
Cheng T, Lin T (2008) Experimental study of lemon acid wastewater with microwave radiation by MnO2. Guizhou Chem Ind 33:41–42 (In Chinese)
Fu GL, Xu XY, Fan LH, Zhang M (2007) Experimental study of fenton’s reagent treated lemon acid wastewater. J Huaihai Inst Technol 16:44–46 (In Chinese)
Shi ZL, Li W, Yao SH (2009) Wastewater treatment of citric acid by emulsion liquid membrane method. J Shenyang Univ Chem Technol 23:289–293 (In Chinese)
Kayombo S, Mbwette TSA, Katima JHY, Jorgensen SE (2003) Effect of substrate concentration on the growth of heterotrophic bacteria and algae in secondary facultative ponds. Water Res 37:2937–2943 (In Chinese)
Valderrama LT, Del Campo CM, Rodriguez CM, de-Bashan LE, Bashan Y (2002) Treatment of recalcitrant wastewater from ethanol and citric acid production using the microalga Chlorella vulgaris and the macrophyte Lemna minuscula. Water Res 36:4185–4192
Qi H, Cheng F, Zhang H, Yang J (2001) Studies on recycling of neutralized wastewater from citric acid production. In: Proceedings of the Third Asia-Pacific Conference on Sustainable Energy and Environmental Technologies: Hong Kong, 3–6 December 2000. World Scientific Publishing Company. pp 289
Tian WJ, Jiang J (2001) Study on recycling neutralized wastewater from citric acid factory of Juxian. J Shandong Inst Min Tech 20:117–120 (In Chinese)
Xu J, Chen YQ, Zhang HJ, Tang L, Wang K, Zhang JH, Chen XS, Mao ZG (2014) Production of citric acid using its extraction wastewater treated by anaerobic digestion and ion exchange in an integrated citric acid-methane fermentation process. Bioprocess Biosyst Eng. doi:10.1007/s00449-014-1138-0
APHA (1995) Standard methods for the examination of water and wastewater, 17th edn. American Public Health Association (APHA), New York
Lodish H, Berk A, Matsudaira P, Kaiser CA, Krieger M, Scott MP, Zipursky L, Darnell (2004) Molecular cell biology, 5th edn. WH Freeman and company, New York
Jiang L (2012) Research of “ethanol- methane coupled process” -Research of inhibitor on ethanol fermentation and the recycled anaerobic efflux. M. E. Dissertation, Jiangnan University, Wuxi, Jiangsu
Kim YH, Yeom SH, Ryu JY, Song BK (2004) Development of a novel UASB/CO2-stripper system for the removal of calcium ion in paper wastewater. Process Biochem 39:1393–1399
Maria K, Wladyslaw L (1989) Effects of medium purity on submerged citric acid fermentation yield. Acta Aliment 15:97–105
Berg JM, Tymoczko JL, Stryer L (2002) Biochemistry, 5th edn. WH Freeman and company, New York
Grewal H, Kalra K (1995) Fungal production of citric acid. Biotechnol Adv 13:209–234
Kubicek C, Röhr M (1977) Influence of manganese on enzyme synthesis and citric acid accumulation in Aspergillus niger. Eur J Appl Microbiol Biotechnol 4:167–175
Papagianni M (2007) Advances in citric acid fermentation by Aspergillus niger: biochemical aspects, membrane transport and modeling. Biotechnol Adv 25:244–263
Soccol CR, Vandenberghe LP, Rodrigues C, Pandey A (2006) New perspectives for citric acid production and application. Food Technol Biotechnol 44:141–149
Sato K, Sudo S (1999) Small-scale solid-state fermentations. In: Demain AL, Davies JE (eds) Manual of industrial microbiology and biotechnology. ASM, Washington, pp 61–79
Haq IU, Ali S, Qadeer MA, Iqbal J (2002) Effect of copper ions on mould morphology and citric acid productivity by Aspergillus niger using molasses based media. Process Biochem 37:1085–1090
Rohr M, Kubicek CP, Kominek J (1996) Citric acid. In: Rehm HJ, Reed G (eds) Biotechnology, vol 6. Wiley-VCH, Weinheim, pp 307–345
Jernejc K, Legisa M (2002) The in£uence of metal ions on malic enzyme activity and lipid synthesis in Aspergillus niger. FEMS Microbiol Lett 217:185–190
Kristiansen B, Linden J, Mattey M (2002) Citric acid biotechnology. Taylor and Francis Inc, Philadelphia
Acknowledgments
This research was supported by the Henan Tianguan Co. Ltd., China and the Yixing Xielian Biological Chemical Co. Ltd., China. We are thankful for their supports.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Xu, J., Chen, YQ., Zhang, HJ. et al. Optimization of the integrated citric acid–methane fermentation process by air stripping and glucoamylase addition. Bioprocess Biosyst Eng 38, 411–420 (2015). https://doi.org/10.1007/s00449-014-1280-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-014-1280-8