
Abstract
The oleaginous microalga Aurantiochytrium sp. KRS101 was cultivated in enzymatic hydrolysates of alkali-pretreated empty palm fruit bunches (EFBs), without prior detoxification process. The maximal levels of lipid and docosahexaenoic acid synthesized were 12.5 and 5.4 g L−1 after cultivation for 36 h. Similar lipid levels were also obtained via simultaneous saccharification and cultivation. The results suggested that EFB is a promising source for production of useful lipids by the microalgal strain.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Oleaginous microalgae of the Thraustochytrid family may be valuable sources of oil because at least 30 % of dry biomass is lipid, and they contain high levels of omega-3 polyunsaturated fatty acids (PuFAs) [1–3]. In particular, they are rich in docosahexaenoic acid (DHA, C22:6n-3), which plays key roles in brain and eye development [4–6]. Additionally, the high levels of desirable fatty acids render microbial oil valuable as a feedstock for production of biofuel [7].
Recently, we isolated and identified a novel Thraustochytrid microalga (termed Aurantiochytrium sp. KRS101) that produced high levels of lipid and DHA (over 45 % by weight of total fatty acids) [8]. Upon fed-batch fermentation in a 5-L bioreactor, good biomass levels and lipid production values (50 and 22 g L−1, respectively) were obtained; DHA productivity (3.3 g L−1 d−1) was comparable to that of Schizochytrium limacinum SR21 [9]. The commercial potential of the microalgal strain was high, as revealed by successful cultivation in a pilot-scale bioreactor [10].
Many types of nutrients have been tested for the ability to support the growth of oleaginous microalgal strains. For example, Chi et al. [11] cultivated the Thraustochytrid microalga S. limacinum SR21 in a hydrolyzed potato broth. Liang et al. [9] employed sweet sorghum stalk juice for cultivation of a microalgal strain. Other feedstock for microbial lipids production was used such as corncob hydrolysate [12], rice straw hydrolysate [13], and wastewaters [14]. In addition to agricultural products, crude glycerol, a byproduct of the biodiesel industry, has been used for cultivation of a microalgal strain. We earlier showed that molasses supported the growth of the microalga Aurantiochytrium sp. KRS101. In the present study, we explored whether a cellulosic biomass would support growth of this microalgal strain and the production of lipids including DHA by the strain.
Materials and methods
Microalgal strain and media
Details of the Thraustochytrid microalgal strain Aurantiochytrium sp. KRS101 have previously been reported [8]. The microalga was cultivated in 500-mL baffled flasks containing 50 mL of basal medium [glucose 60 g L−1, yeast extract 10 g L−1, dried natural sea salt (CJ Co., Seoul, Korea) 10 g L−1] at 28 °C, with shaking at 125 rpm, for 3 days.
Pretreatment and enzymatic saccharification of empty palm fruit bunches
Empty palm fruit bunches (EFBs) were supplied by Gendocs (Daejeon, Korea). EFB fibers were milled to a particle size of 1–2 mm, soaked in 1 M NaOH solution with shaking at ambient temperature for 30 min, autoclaved at 121 °C at 15 psi for 1 h, and finally washed with tap water to remove NaOH. EFB thus pretreated was mixed with a cellulase solution (Novozyme, Bagsvaerd, Denmark) to yield a mixture containing 10 % (w v−1) solids at a concentration of 40 Filter Paper Assay Unit (FPU) per g of EFB; the mixture was incubated at 45 °C for 3 days with shaking at 150 rpm. The amount of PFEB added constituted 5–10 % of culture volume. Inoculum constituted 2, 5 and 10 % of culture volume. Treated enzyme was 40 FPU g−1 of EFB. Glucose concentration of PFEB was 58 g L−1. Cultured working volume was 600 mL in 2-L baffled flasks. Enzymatic hydrolysates of EFB were analyzed via HPLC (Young-Lin Instrument Co., Anyang, Korea); the instrument was equipped with a Waters 2410 refractive index detector (Waters, Milford, MA, USA), an autosampler, an analytical Rezex ROA-Organic Acid H+ column (7.8 × 300 mm; Phenomenex, Torrance, CA, USA), and a SecurityGard (KJ0-4282; Phenomenex). All samples were clarified by filtration through filters of 0.20-μm pore size (DISMIC-13HP; Toyo Roshi Kaisha, Tokyo, Japan) prior to injection into the analytical column. The column temperature was at 65 °C. The mobile phase was 2.5 mM sulfuric acid at a flow rate 0.6 mL min−1 under isocratic conditions. 5-Hydroxymethyfurfural (HMF) and furfural (Sigma-Aldrich, MO, USA) standard were analyzed via HPLC (Young-Lin Instrument Co.) by same detection method. Furfural standard solution (Sigma-Aldrich) was detected in concentration of 0.01, 0.02, 0.04, 0.08, 0.1 g L−1 by HPLC. HMF (Sigma-Aldrich) was dissolved in 2.5 mM sulfuric acid and then analyzed at concentration of about 0.01, 0.02, 0.04, 0.08, 0.1 g L−1. The column temperature was at 65 °C. The mobile phase was 2.5 mM sulfuric acid at a flow rate 0.6 mL min−1 under isocratic conditions.
Fermentation by Aurantiochytrium sp. KRS101
The enzymatic hydrolysate of pretreated EFB, without further detoxification, was used as a growth substrate for Aurantiochytrium sp. KRS101. Cells were precultured in basal medium, with shaking at 125 rpm, for 3 days at 28 °C, and then transferred at 2.5 % (v v−1) to a 5-L fermenter containing fresh medium in which the hydrolysate was substituted for glucose. The fermentation conditions were 28 °C, stirring at 50 rpm, 0.5 v v−1 min−1 of air, and pH 7.0. Culture aliquots were collected every 12 h for analysis via the measurement of absorbance at 600 nm.
When simultaneous saccharification and fermentation (SSF) was to be performed, precultured cells were transferred into a 5-L fermenter in which the medium included pretreated EFB as carbon source and cellulose solution at 40 FPU g−1 EFB.
Dry cell weight analysis
Dry cell weight (DCW) was estimated by harvesting cells at 4,500g at 4 °C for 20 min. Each supernatant was discarded and each pellet washed three times with phosphate-buffered saline (PBS, pH 7.2). Resuspended cells were again harvested by centrifugation at 4,500g at 4 °C for 20 min. Each pellet was resuspended in 600 μL of distilled water and transferred to a preweighed vial. Cell pellets were dried at 60 °C for 12 h using a speed vacuum concentrator (Biotron 4080C; Bucheon, Korea). Each vial was weighed and DCW values were obtained.
Lipid analysis
Total lipid content was calculated using a modified (miniaturized) Bligh-Dyer method as described by Burja et al. [15]. Dried cells (125 mg) were placed in screw-cap test tubes, and 6.25 mL of chloroform, 12.5 mL of methanol, and 5 mL of 50 mM K2HPO4 buffer (pH 7.4) were added to each tube. Samples were agitated for 1 h at 200 rpm at 28 °C. Each sample was then transferred to a 50-mL graduated tube to which 6.25 mL of chloroform and 6.25 mL of phosphate buffer were added. Each tube was inverted 30 times and the phases allowed to separate for 1 h before the recovery of the bottom layer (approximately 12.5 mL). This liquid was transferred to a preweighed aluminum dish and the solvent evaporated over 30 min in a dry oven at 80 °C. After cooling, the dish and contents were weighed, and total lipid levels were determined gravimetrically (to yield the weight of lipid extracted) using the following equation:
where W D was the weight of an empty aluminum dish (g); W L the weight of an aluminum dish with dried lipid residue (g); W S the weight of sample (g); V C the total volume of chloroform in the graduated cylinder (mL); and V P the volume of chloroform transferred to the aluminum dish (mL).
Analysis of fatty acid composition
Dried cells were resuspended in 3 mL of 4 % (v v−1) methanolic sulfuric acid and heated at 90 °C for 1 h in sealed vials. Fatty acid methyl esters (FAMEs) were extracted into 0.3 mL of hexane and analyzed via gas chromatography (GC; Hewlett Packard 6890N; Ramsey, MN, USA); the instrument was equipped with a flame-ionization detector (FID) and an HP-5 (30 m × 0.32 mm; 0.25 mm; Agilent Technologies; Santa Clara, CA, USA). The column temperature was raised from 150 °C (after 2 min of holding) to 270 °C (with a further 2 min of holding) at a rate of 7 °C per min.
Results and discussion
Cultivation of Aurantiochytrium sp. KRS101 in a medium containing enzymatic saccharification products of EFBs
Growth of Aurantiochytrium sp. KRS101 was first observed in a medium containing enzymatic saccharification products of EFBs; the composition of EFB enzymatic hydrolysate was 51.2 % of cellulose, 23.3 % of hemicellulose, 15.3 % of lignin and ash etc. The medium contained 58 g L−1 of glucose and 18 g L−1 of xylose (Fig. 1). As shown in Fig. 1, active growth of KRS101 was observed, and lipid production was noted; glucose was rapidly consumed. This indicated that no toxic materials such as HMF and furfural were present in the saccharification solution (data not shown). As expected, glucose was the first to be consumed; after this hexose was exhausted, the pentose xylose was next utilized. The maximal levels of lipid and DHA attained were 12.5 and 5.4 g L−1, respectively. The composition of fatty acid of the oil produced was similar contents that; 5.1 % of myristic acid, 1.4 % of pentadecanoic acid, 36.6 % of palmitic acid, 1.9 % of EPA, 7.7 % of DPA (n = 3), 47.3 % of DHA (n = 6), respectively.

Cultivation of Aurantiochytrium sp. KRS101 in a saccharified solution derived from empty palm fruit bunches (EFBs). Filled circles glucose levels, filled normal triangles xylose levels, filled inverted triangles cell growth, open squares lipid content, open diamonds DHA content. The error bar shows mean of the three independent analysis results. Standard deviation calculated from Student’s t test. It represented the mean ± SD
Although most of lignin, hemicelluloses and ash were washed off after pretreatment with NaOH, the remaining soluble lignin was at least 0.069 % of total PEFB, therefore it did not inhibit fruit bunch hydrolysis or downstream growth of algae. The carbon efficiency for DHA production based on total sugars was 10.2 % of the hydrolysate. The efficiency of hexoses versus pentose conversion into DHA was 95.8 versus 4.2 %. Also, artificial media containing the same sugar content as the hydrolysate produced similar 11.8 and 4.2 g L−1 of lipid and DHA, respectively.
Simultaneous saccharification and fermentation (SSF) by Aurantiochytrium sp. KRS101 using pretreated EFB
Next, Aurantiochytrium sp. KRS101 was cultivated employing SSF using pretreated EFB. There are many advantages in utilizing SSF instead of separate hydrolysis and fermentation (SHF). For example, end-product inhibition of the enzymes in the enzymatic hydrolysis can be avoided, the risk of contamination is reduced (since the somewhat toxic hydrolysate after pretreatment tends to suppress bacterial growth), and capital investments are lower as the total reactor volume is decreased due to higher productivity.
When the medium contained 5 % (w v−1) of pretreated EFB (final concentrations of 34 g L−1 of glucose and 11 g L−1 of xylose), most glucose was consumed in 3 days of cultivation, yielding 1.7 g L−1 of lipid, and xylose was next utilized for further growth (Fig. 2a). The late stages of growth also featured the reuse of nutrient stored as lipid, thus decreasing lipid levels. To increase lipid production, the concentration of pretreated EFB was raised to 10 % (w v−1). Interestingly, the amount of glucose consumed (31.1 g L−1) was similar to that metabolized in the above experiment; a large amount of glucose (26.2 g L−1) remained in the culture solution upon cessation of glucose catabolism (Fig. 2b). Xylose was not consumed due to the effect of catabolite repression driven by residual glucose. However, the maximal level of lipid production increased twofold (3.4 g L−1). This enhanced production may be explained by the higher level of glucose in culture solution, which may have stimulated the synthesis of lipid as a stored nutrient. Although there is further scope for using corncorb, rice straw, corn stalk and sugarcane bagasses by H2SO4 hydrolysates or HCl hydrolysates (Table 1), this is the first article of lipid production by SSF.

Simultaneous saccharification and fermentation (SSF) by Aurantiochytrium sp. KRS101 using pretreated EFB. a EFB at 5 % (w v−1); b EFB at 10 % (w v−1). Filled circles glucose levels, filled triangles xylose levels, filled squares lipid content, gray bars DHA content, open circles and triangles glucose and xylose levels (in the absence of cell inoculation). The error bar shows mean of the three independent analysis results. Standard deviation calculated from Student’s t test. It represented the mean ± SD
Enhanced production of lipid on SSF by Aurantiochytrium sp. KRS101
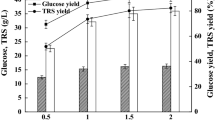
In the SSF experiments described above, employing pretreated EFB at 10 % (w v−1), it was likely that enzymatic saccharification was adequate; it was not necessary to add more cellulase. Therefore, the effect of another parameter, the inoculum level, on SSF was evaluated. As shown in Fig. 3a, utilization of sugars derived from EFB by enzymatic saccharification increased as the inoculum level rose from 2 to 10 % (v v−1). The effect of inoculum level on lipid production was more notable. The maximal level of lipid production attained upon cultivation in SSF after inoculation at 10 % (v v−1) was fourfold greater (12.6 g L−1) than those noted when the inoculum levels were 2 and 5 % (v v−1) (Fig. 3b). The productivity of lipid synthesis also increased by approximately threefold (from 0.68 to 1.8 g L−1 d−1) when the inoculum level was raised to 10 % (v v−1). However, DHA contents were not notably affected by the inoculum level.

Effect of inoculation size on SSF by Aurantiochytrium sp. KRS101. a Residual glucose (filled symbols) and xylose levels (open symbols). Inoculum size: circles 0 % (v v−1), square 2 %, diamonds 5 %, open triangles 10 %. b Lipid content (open circles 2 %, filled circles 5 %, filled triangles 10 %) and DHA content (open bars 2 %, gray bars 5 %, filled bars 10 %). The error bar shows mean of the three independent analysis results. Standard deviation calculated from Student’s t test. It represented the mean ± SD
Conclusion
The heterotrophic microalga Aurantiochytrium sp. KRS101 produced lipids containing high levels of DHA upon simultaneous saccharification and cultivation and also upon growth in enzymatic hydrolysates of alkali-pretreated EFBs, even when the hydrolysates were not subjected to further detoxification. Further optimization of this biological process may yield an economically viable method for industrial production of a valuable lipid from a byproduct of palm oil industry.
References
Gouda MK, Omar SH, Aouad LM (2008) Single cell oil production by Gordonia sp. DG using agro-industrial wastes. World J Microbiol Biotechnol 24:1703–1711
Xu H, Miao X, Wu Q (2006) High quality biodiesel production from a microalga Chlorella protothecoides by heterotrophic growth in fermenters. J Biotechnol 126:499–507
Yokochi T, Honda D, Higashihara T, Nakahara T (1998) Optimization of docosahexaenoic acid production by Schizochytrium limacinum SR21. Appl Microbiol Biotechnol 49:72–76
Brooks SL, Mitchell A, Steffenson N (2000) Mothers, infants, and DHA. Implications for nursing practice. Am J Matern Child Nurs 25:71–75
Carlson SE (2009) Early determinants of development: a lipid perspective. Am J Clin Nutr 89:678S–684S
Auestad N, Halter R, Hall RT, Blatter M, Bogle ML, Burks W, Erickson JR, Fitzgerald KM, Dobson V, Innis SM, Singer LT, Montalto MB, Jacobs JR, Qiu W, Bornstein MH (2001) Growth and development in term infants fed long-chain polyunsaturated fatty acids: a double-masked, randomized, parallel, prospective, multivariate study. Pediatrics 108:372–381
Zhao ZB, Hua YY, Liu B (2005) Strategies to secure feedstock supply for Chinese biodiesel industry. China Biotechnol 25:1–6
Hong WK, Rairakhwada D, Seo PS, Park SY, Hur BK, Kim CH, Seo JW (2011) Production of lipids containing high levels of docosahexaenoic acid by a newly isolated microalga, Auratiochytrium sp. KRS101. Appl Biochem Biotechnol 164:1468–1480
Liang Y, Sarkany N, Cui Y, Yesuf J, Trushenski J, Blackburn J (2010) Use of sweet sorghum juice for lipid production by Schizochytrium limacinum SR21. Bioresour Technol 101:3623–3627
Hong WK, Kim CH, Yu AN, Sohn JH, Yang JW, Kondo A, Seo JW (2012) Production of lipid with high level of docosahexaenoic acid by large-scale cultivation of Aurantiochytrium sp. KRS101 (Submitted)
Chi Z, Hu B, Liu Y, Frear C, Wen Z, Chen S (2007) Production of omega-3 polyunsaturated fatty acids from cull potato using an algae culture process. Appl Biochem Biotechnol 137–140:805–815
Huang C, Chen XF, Xiong L, Chen XD, Ma LL (2012) Oil production by the yeast Trichosporon dermatis cultured in enzymatic hydrolysates of corncobs. Bioresour Technol 110:711–714
Huang C, Zong MH, Wu H, Liu QP (2009) Microbial oil production from rice straw hydrolysate by Trichosporon fermentans. Bioresour Technol 100:4535–4538
Anastasi A, Spina F, Romagnolo A, Tigini V, Prigione V, Varese GC (2012) Integrated fungal biomass and activated sludge treatment for textile wastewaters bioremediation. Bioresour Technol 123:106–111
Burja AM, Radianingtyas H, Windust A, Barrow CJ (2006) Isolation and characterization of polyunsaturated fatty acid producing Thraustochytrium species: screening of strains and optimization of omega-3 production. App Microbiol Biotechnol 72:1161–1169
Die C, Tao J, Xie F, Dai Y, Zhao M (2007) Biodiesel generation from oleaginous yeast Rhodotorula glutinis with xylose assimilating capacity. Afr J Biotechnol 6:2130–2134
Li P, Miao X, Li R, Zhong J (2011) In Situ biodiesel production from fast-growing and high oil content Chlorella pyrenoidosa in rice straw hydrolysate. J Biomed Biotechnol 2011:1–8. doi:10.1155/2011/141207
Tsigie YA, Wang CY, Truong CT, Ju YH (2011) Lipid production from Yarrowia lipolytica Po1g grown in sugarcane bagasse hydrolysate. Bioresour Technol 102:9216–9222
Acknowledgments
This work was supported the Advanced Biomass R&D Center of Korea (Grant No. 2010-0029737) funded by the Ministry of Education, Science and Technology and by the Ministry of Food, Agriculture, Forestry, and Fisheries, of the Republic Korea.
Author information
Authors and Affiliations
Corresponding author
Additional information
W.-K. Hong and A. Yu contributed equally to this article.
Rights and permissions
About this article
Cite this article
Hong, WK., Yu, A., Heo, SY. et al. Production of lipids containing high levels of docosahexaenoic acid from empty palm fruit bunches by Aurantiochytrium sp. KRS101. Bioprocess Biosyst Eng 36, 959–963 (2013). https://doi.org/10.1007/s00449-012-0830-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-012-0830-1