
Abstract
The influence of the product inhibition by dihydroxyacetone (DHA) on Gluconobacter oxydans for a novel semi-continuous two-stage repeated-fed-batch process was examined quantitatively. It was shown that the culture was able to grow up to a DHA concentration of 80 kg m−3 without any influence of product inhibition. The regeneration capability of the reversibly product inhibited culture from a laboratory-scale bioreactor system was observed up to a DHA concentration of about 160 kg m−3. At higher DHA concentrations, the culture was irreversibly product inhibited. However, due to the robust membrane-bound glycerol dehydrogenase of G. oxydans, product formation was still active for a prolonged period of time. The reachable maximum final DHA concentration was as high as 220 kg m−3. The lag phases for growth increased exponentially with increasing DHA threshold values of the first reactor stage. These results correlated well with fluorescence in situ hybridization (FISH) measurements confirming that the number of active cells decreased exponentially with increasing DHA concentrations.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Dihydroxyacetone (DHA) is a widespread chemical product which is used as a self-tanning agent and as an important precursor for the synthesis of various fine chemicals and precursors of pharmaceuticals. It is produced by regio-selective microbial oxidation from glycerol using industrial strains of Gluconobacter oxydans which is identical to Acetobacter suboxydans [1, 2]. The conventional process is the discontinuous fed-batch operation. This process possesses several disadvantages, i.e. the necessity of cleaning, sterilization, and inoculation procedures after each fed-batch cycle. A favoured alternative to the fed-batch fermentation represents the semi-continuous repeated-fed-batch operation [3, 4]. The procedure for the repeated-fed-batch operation is as follows: the fermentation with controlled substrate feeding is performed until a pre-determined product concentration threshold value is reached and most of the fermentation broth is removed. The bioreactor is then replenished with fresh medium. The residual broth volume serves as the inoculate for the next cycle. Similar processes were established previously for several other biotechnological production systems [5, 6]. One of the most important problems of the microbial synthesis of DHA is the fact that the product has an inhibitory effect on bacterial growth [7]. Therefore, only low DHA concentrations of typically 60 kg m−3 can be reached with the single-stage repeated-fed-batch operation during long-term operation [4]. This problem was circumvented by using a two-stage reactor system. A similar approach was used before by Ito et al. [8] for the microbial production of acetic acid. In such a system, fermentation is spatially divided into two stages. In the first stage, a viable culture is provided. In the second stage, a high product concentration is achieved enabling economical downstream processing. The discharging/charging procedure of the two-stage repeated-fed-batch process is outlined in Fig. 1 and described as follows: when a pre-determined DHA threshold in reactor 1 is reached, the content of reactor 2 is harvested and most of the fermenter broth of reactor 1 is transferred to reactor 2 where the cultivation is continued. Fresh medium is then added to reactor 1 and a new cultivation is started. When the critical DHA threshold value in reactor 1 is reached again, the procedure is started over. Thus, a long-term semi-continuous mode of operation is achieved.

Description of the discharging/charging procedure after reaching the preset DHA threshold value in the two-stage repeated-fed-batch reactor system (fed-batch supply lines not shown)
For the determination of the optimum DHA threshold value, it is essential to know quantitatively the influence of DHA on culture growth. Bories et al. [9] discovered that growth of a G. oxydans strain decreased with increasing DHA concentration and ceased at about 61 kg m−3 DHA. However, product formation was still active and a maximum final product concentration of 110 kg m−3 was reported. Claret et al. [10] noticed that G. oxydans was capable to grow until DHA concentrations of 85 kg m−3 were reached. Ohrem [11] reported an even higher DHA threshold range of 80–120 kg m−3 DHA. In another publication of Claret et al. [12], the tentative mechanism of growth inhibition by DHA was proposed to be the decrease of the penetration rate of the substrate glycerol into the cells. Furthermore, it was shown that the effect of growth inhibition by DHA was stronger compared to other products such as L-sorbose. According to Giridhar and Srivastava [13], the cells were able to grow even at a L-sorbose concentration of 200 kg m−3. However, a literature survey revealed that the state of knowledge on the regeneration capability of G. oxydans in dependence of the DHA concentration is low. Therefore, the aim of this study was to investigate quantitatively the inhibitory effects of DHA on growth and on the product formation rate of G. oxydans. For this purpose, preliminary experiments were performed in shake flasks and in a Sapromat. The latter is an apparatus for the determination of the biological oxygen demand (BOD). The main experiments were performed in a laboratory-scale two-stage repeated-fed-batch reactor system.
Materials and methods
Microorganisms and media
Gluconobacter oxydans is an obligate aerobe Gram-negative bacterium and belongs to the family of acetic acid bacteria. These microorganisms are able to oxidize a variety of different polyols, such as L-sorbose from D-sorbitol or D-gluconic acid from D-glucose [14]. This work focuses on the production of DHA from glycerol. The reaction is catalyzed by a membrane-bound glycerol dehydrogenase (GDH) and is carried out for the purpose of energy generation. This enzyme (EC 1.1.99.22) employs oxygen as the final acceptor of reduced equivalents without NADH mediation [12]. GDH is a quinoprotein in which pyrroloquinoline quinone (PQQ) functions as the prosthetic group. A detailed description of the electron transfer system was given by Wethmar [15]. Ameyama et al. [16] investigated thoroughly the properties of GDH. According to this work, GDH is able to catalyze the oxidation of polyhydroxyl alcohols such as D-arabitol and meso-erythritol with similar rates compared to glycerol. The oxidation of D-sorbitol, D-mannitol, propylene glycol, adonitol, and dulcitol is also catalyzed, however, at relatively low rates. Ameyama et al. observed a maximum total specific GDH activity at the end of the exponential phase of bacterial growth on glycerol of about 0.3 U mg−1 at a pH of 5.2.
The G. oxydans used in the present work was an industrial strain M1136 provided by Merck KGaA, Darmstadt, Germany. In order to use genetically consistent material, the strain was conserved at −20°C in a medium containing 2.0 kg m−3 (NH4)2SO4, 0.1 kg m−3 K2HPO4, 0.9 kg m−3 KH2PO4, 1.0 kg m−3 MgSO4 · 7 H2O, 2.5 kg m−3 yeast extract, and 50 kg m−3 sorbitol. The culture was transferred from the cryoculture to flask cultures every month. The same sorbitol medium was used for the pre-cultures in shake flasks and in fivefold dilution for the measurements in the Sapromat. Hence, the sorbitol concentration in the Sapromat experiments was 10 kg m−3. The temperature in the shake flasks and in the Sapromat was adjusted to 28°C and the pH was 5.3.
Ohrem [11] reported that CaCl2 had a positive affect on growth of G. oxydans on glycerol. In addition, Bauer [17] discovered that the addition of sorbitol had a positive effect on growth and on the DHA production rate. Therefore, the glycerol medium was optimized by the addition of 1.5 kg m−3 CaCl2 and 10 kg m−3 sorbitol. This variation of the medium composition did not hamper the experiments since our own preliminary experiments had revealed that the growth inhibition by DHA was independent of other carbon sources. Thus, for the experiments in the laboratory-scale fermenters, a medium was used containing 2.0 kg m−3 (NH4)2SO4, 0.1 kg m−3 K2HPO4, 0.9 kg m−3 KH2PO4, 1.0 kg m−3 MgSO4 · 7 H2O, 1.5 kg m−3 CaCl2, 2.5 kg m−3 yeast extract, 10 kg m−3 sorbitol, and a fed-batch controlled glycerol concentration within the range of 10–20 kg m−3. This range of glycerol concentration ensured the absence of substrate limitation as well as substrate inhibition. The temperature in both fermenters was adjusted to 30°C. The pH in reactor 1 was controlled at 5.3. The pH in reactor 2 was not controlled.
Analytical methods
Biomass concentration measurement
Optical density (OD) was measured with a Lambda 2 spectrophotometer at 578 nm (Perkin Elmer, Wiesbaden, Germany). The samples were centrifugated at 5000 rpm for 5 min, washed two times, dried at 105°C for 24 h, and weighed. The following relation resulted after calibration: biomass dry weight [kg m−3] = 0.247· OD578 nm.
Substrate and product concentration measurements
Glycerol and DHA concentrations were determined by using an on-line high performance liquid chromatograph (HPLC) Beckman System Gold (Beckman Coulter GmbH, Krefeld, Germany). A Rezex RCM Monosaccharide calcium column (Phenomenex, Aschaffenburg, Germany) was employed for the measurements. The column was operated at 85°C. The eluent was bidistilled water, the elution flow rate was 0.6 ml min−1. Detection was performed via refractive index [4].
Fluorescence in situ hybridization (FISH)
For the measurement of the activity of the cells, the FISH method was used [18]. This method is faster and more reliable compared to the standard CFU counting method especially with slow-growing microbial cells. The FISH method was carried out according to Linn [19]. The utilized oligonucleotide probe EUB 338 had the sequence 5′-GCTGCCTCCCGTAGGAGT-3′ and was marked with fluorescein (FLUOS) by MWG Biotech AG (Ebersberg, Germany). The hybridization buffer contained 30% formamide. After a hybridization time of 2.5 h, the stained samples were washed for 20 min using a buffer with 112 mM NaCl. The samples were then analyzed by epifluorescence microscopy using a Zeiss Axioplan microscope (Jena, Germany). The photographs were made using a Zeiss MC 100 camera and Kodak 200 colour film.
BOD measurements in a Sapromat
A Sapromat type E was provided by H+P Labortechnik AG, Oberschleissheim, Germany. This apparatus is used to determine the respiratory activity via BOD measurements of a sample as a function of time. The Sapromat is useful for the evaluation of the inhibitive and toxic effects of bioproducts on microorganisms. The Sapromat comprises a controller unit and a chamber with 12 reaction units each consisting of a contact manometer, a reaction flask with a volume of 100 ml, and an electrolytic oxygen generator. By the use of the Sapromat, the problem of oxygen deficiency as met in shaking flask experiments was eliminated.
Bioreactor system
The bioreactor system was a combination of a laboratory-scale bubble column with a height of 300 mm and an inner diameter of 100 mm and a laboratory-scale stirred reactor from Bioengineering AG, Wald, Switzerland, having the same dimensions. The total volume of each reactor was 2 l. The reaction volumes were 1.5 l and 1.47 l for reactor stage 1 and reactor stage 2, respectively. Both reaction volumes were kept nearly constant during the repeated-fed-batch experiments by a correctly set concentration of the glycerol feed in order to compensate the loss of broth volume due to evaporation. The experiments were performed in a fully automated way by using a microcomputer. The substrate and product concentrations were measured with the on-line HPLC. Inoculation was carried out with 50 ml of pre-culture. The pH in reactor 1 was controlled at 5.3. The pH in reactor 2 was not controlled. The temperature was controlled at 30°C. The specifications for the two-stage repeated-fed-batch process are summarized in Table 1.
Results and discussion
Growth inhibition depending on the product concentration
At first, the growth inhibition of the culture depending on the DHA concentration was determined in the Sapromat. For this purpose, six different DHA concentrations in the range of 0–100 kg m−3 DHA were set. A strong dependence on the DHA concentration of the metabolism of G. oxydans was observed (data not shown). At higher DHA concentrations, the respiratory activity of the cells decreased and the lag-phases increased. At DHA concentrations higher than approximately 80 kg m−3, no respiratory activity was observed anymore.
Regeneration capability of the culture in the two-stage-repeated-fed-batch process
In the next step, the DHA concentration range was determined within G. oxydans was not irreversibly damaged. On the basis of the above-mentioned results and on literature [10, 11], the two-stage repeated-fed-batch process was operated with a DHA threshold value in reactor 1 of 82 kg m−3 in order to provide a vital culture in reactor 1. Four reproducible cycles were achieved proving that the culture was completely capable for regeneration (Fig. 2). Final DHA concentrations of approximately 161 kg m−3 were reached in reactor 2. As can be seen, the curves were nearly linear. This was well in accordance with previous measurements using A. suboxydans for the production of acetic acid from ethanol at comparably high concentration levels [3]. The average consumption of glycerol per m3 reaction volume was 97 kg for stage 1 and 98 kg for stage 2, respectively. The product yields YDHA/Gly were 0.85 in the first stage and 0.83 in the second stage. The sorbitol was completely consumed in reactor stage 1. The initial biomass concentration in reactor 1 was approximately 0.018 kg m−3. The maximum biomass concentration of reactor stage 1 was about 0.9 kg m−3. This concentration was observed after approximately 80 kg m−3 of DHA was reached and stayed nearly constant in reactor stage 2. The pH in reactor 2 was not controlled and decreased slightly from 5.3 to 5.0. However, this decrease did not influence the experimental results significantly. In order to quantify the reversible product inhibition effect, samples were taken from the 4th cycle at different DHA concentrations. These samples were cultivated in the Sapromat. The initial biomass concentration was approximately 0.0036 kg m−3 and the final biomass concentration was about 0.6 kg m−3. The results are presented in Fig. 3. Here, measured lag-phases in dependance of the DHA concentration are given. It was observed that the lag-phases of the samples increased exponentially with increasing DHA concentrations. However, the maximum BOD values of the samples were identical and independent of the DHA concentration (data not shown). Therefore, it could be suggested that the culture was capable to regenerate at DHA concentrations as high as 143 kg m−3.

Reproducible DHA concentration profiles for the two-stage repeated-fed-batch operation with a DHA threshold value of 82 kg m−3

Exponential increase of the lag-phases with increasing DHA threshold values. Samples from the 4th cycle of Fig. 2. Measurements performed in the Sapromat. The solid line represents an exponential fit of the experimental data
Consequently, experiments in the two-stage laboratory-scale reactor system were performed at different DHA threshold values ranging from 54–162 kg m−3. As can be seen from Fig. 4, the culture was capable to recover from a DHA threshold value as high as 157 kg m−3 but not anymore at a level of 162 kg m−3. In separate experiments, final DHA concentrations of up to 220 kg m−3 were reached in the second stage (data not shown). The influence of DHA on G. oxydans in the two-stage repeated-fed-batch process is summarized as follows: the DHA concentration of 80 kg m−3 for the threshold of growth capability of the culture was reached after approximately 22 h. The DHA concentration range of 80–160 kg m−3, within the culture was capable to regenerate, corresponded to a time frame of approximately 24 h. The final DHA concentration of 220 kg m−3 was reached after further 31 h. The optimum DHA threshold value in order to reach both a maximum final DHA concentration and a high product formation rate was determined from a set of experiments reduced in number with the aid of a mathematical model. This model was based on segregated transient kinetics taking into account the product inhibition effect [17]. It was shown that two reproducible experiments at different DHA threshold values were sufficient for the optimization. An optimized DHA threshold range of 100–110 kg m−3 resulted. Therefore, the two-stage repeated-fed-batch process was operated with a DHA threshold value in reactor 1 of approximately 100 kg m−3. Six reproducible cycles were achieved proving again that the culture was completely capable for regeneration (data not shown). Final DHA concentrations of approximately 186 kg m−3 were reached in reactor 2. The average consumption of glycerol per m3 reaction volume was 114 kg for stage 1 and 104 kg for stage 2, respectively. The product yields YDHA/Gly were 0.89 in the first stage and 0.82 in the second stage. The course of the biomass concentration was comparable to the experiment with a DHA threshold value of 82 kg m−3. The overall product formation rate was approximately 3.6 kg m−3 h−1.

Determination of the regeneration capability of Gluconobacter oxydans dependent on the DHA threshold value in the two-stage repeated-fed-batch process
Analysis of samples from the two-stage reactor system with the FISH method
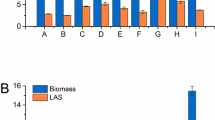
Samples from repeated-fed-batch cycles at DHA concentrations of 90, 150, and 200 kg m−3 were analyzed by the FISH method in order to determine the numbers of active cells. Photographies of samples at DHA concentrations of 90 and 150 kg m−3 are presented in Fig. 5. The FISH test for a DHA concentration of 90 kg m−3 showed strong fluorescence signals and a relatively high cell density. Cell agglomerates were clearly visible. At 150 kg m−3 DHA, a reduction of cell density and agglomerates was observed. The fluorescence signals were relatively weak. On the other hand, the background fluorescence was relatively strong. A possible reason for this phenomenon was the increased level of cell lysis. Hence, lysis products containing intact r-RNA, which are still being capable of product formation, were hybridized. At 200 kg m−3 DHA, no more intact cells were visible indicating that a complete lysis of the cells had taken place (data not shown). The results are summarized in Fig. 6. In this figure, the cell counts from the FISH measurements were correlated with the corresponding biomass dry weight measurements. As can be seen, the biomass concentration of the samples did not differ significantly. However, the number of intact cells decreased strongly with increasing DHA concentrations. Compared to the measurements with 90 kg m−3 DHA, the cell number decreased to about 15% at 150 kg m−3 DHA whereas at 200 kg m−3 DHA, the cell number decreased to as little as 1%.

Photographies of active cells using the FISH method. The samples were from repeated-fed-batch cycles in the bubble column. A cDHA=90 kg m−3. Agglomerates of cells are clearly visible. B cDHA=150 kg m−3. The number of active cells is clearly reduced and less cell agglomerates are visible. Instead, increased background fluorescence due to hybridized intact r-RNA of cell debris, still being capable of product formation, is observed

Active cell counts per millilitre using the FISH method and biomass dry weight concentration of reactor samples with 90, 150, and 200 kg m−3 DHA
Conclusions
In this work, the inhibitory effect of the product DHA on the metabolism of G. oxydans was studied quantitatively in a novel semi-continuous two-stage repeated-fed-batch process. In such a process, some of the disadvantages of the conventional discontinuous fed-batch operation such as the necessity of cleaning, sterilization, and inoculation after each cycle can be prevented. The microbial synthesis of DHA is strongly influenced by product inhibition, which eventually leads to an irreversible damage of the culture at higher DHA concentrations. Therefore, it was advantageous to perform the DHA production in two stages. The first stage was used for providing a durable, viable, not product-inhibited culture. The second stage was used in order to reach high final DHA concentrations. This was possible due to the fact that G. oxydans is capable for pronounced growth-independent product formation. It was necessary for the realization of the two-stage repeated-fed-batch process to examine quantitatively the DHA-influence on growth and regeneration capability. Investigations in a Sapromat reaction system showed that the culture exhibited respiratory activity up to DHA concentrations of approximately 80 kg m−3. Further experiments in the two-stage repeated-fed-batch reactor system were performed with a DHA threshold value of 82 kg m−3. This value was reached after approximately 22 h of operation. A final DHA concentration of approximately 161 kg m−3 was reached in the second stage. It was shown that G. oxydans was reversibly growth-inhibited during the repeated-fed-batch mode in a range of 80–160 kg m−3 DHA. This corresponded to a time frame of approximately 24 h. The G. oxydans culture lost its regeneration capability at DHA concentrations above 160 kg m−3. However, product formation was observed up to a maximum DHA concentration of 220 kg m−3. This was due to the fact that intact membrane-bound glycerol-oxidizing dehydrogenase was still active both in the irreversibly growth-inhibited cells as well as in the cell debris. The time period in order to reach 220 kg m−3 DHA from 160 kg m−3 in the second stage was approximately 31 h. The analysis of samples at different DHA concentrations from the two-stage repeated-fed-batch process showed that the lag phases increased exponentially with increasing DHA threshold values. These findings were confirmed by FISH tests where the numbers of intact cells were determined for DHA concentrations in the range of 90–200 kg m−3. At 200 kg m−3 DHA, less than 1% of the active cells at 90 kg m−3 DHA were detected. A range for the optimum DHA threshold value at which the culture was transferred to the second stage was obtained with the aid of a mathematical model. This range was 100–110 kg m−3 DHA. It was shown that reproducible long-term fermentations could be achieved in the presented novel process.
Abbreviations
- BOD:
-
Biological oxygen demand
- DHA:
-
Dihydroxyacetone
- FISH:
-
Fluorescence in situ hybridization
- GDH:
-
Glycerol dehydrogenase
- HPLC:
-
High performance liquid chromatography
- NADH:
-
Nicotinamide adenine dinucleotide
- OD:
-
Optical density
- PQQ:
-
Pyrroloquinoline quinone
- RNA:
-
Ribonucleic acid
References
Yamada S, Nabe K, Izuo N, Wada M, Chibata I (1979) Fermentative production of dihydroxyacetone by Acetobacter suboxydans ATCC 621. J Ferment Technol 57:215–220
Yamada S, Nabe K, Izuo N, Chibata I (1979) Enzymatic production of dihydroxyacetone by Acetobacter suboxydans ATCC 621. J Ferment Technol 57:221–222
Hekmat D (2001) Reaktionstechnik von instationären biologischen Prozessen. Habilitation, Shaker Verlag, Aachen
Hekmat D, Bauer R, Fricke J (2003) Optimization of the microbial synthesis of dihydroxyacetone from glycerol with Gluconobacter oxydans. Bioprocess Biosyst Eng 26:109–116
Van Lier F, van den Hombergh J, de Gooijer C, den Boer M, Valk J, Tramper J (1996) Long-term semi-continuous production of recombinant baculovirus protein in repeated (fed-) batch two-stage reactor system. Enzyme Microbial Technol 18:460–466
Lu X, Li Y, Duan Z, Shi Z, Mao Z (2003) A novel, repeated-fed-batch, ethanol production system with extremely long term stability achieved by fully recycling fermented supernatants. Biotechnol Lett 25:1819–1826
Svitel J, Sturdik E (1994) Product yield and by-product formation in glycerol conversion to dihydroxyacetone by Gluconobacter oxydans. J Ferment Bioeng 78:351–355
Ito T, Sota H, Honda H, Shimizu H, Kobayashi T (1991) Efficient acetic acid production by repeated fed-batch fermentation using two fermentors. Appl Microbiol Biotechnol 36:295–299
Bories A, Claret C, Soucaille P (1991) Kinetic study and optimisation of the production of dihydroxyacetone from glycerol using Gluconobacter oxydans. Process Biochem 26:243–248
Claret C, Bories A, Soucaille P (1993) Inhibitory effect of dihydroxyacetone on Gluconobacter oxydans: kinetic aspects and expression by mathematical equations. J Ind Microbiol 11:105–112
Ohrem HL (1994) Reaktionstechnische Untersuchung der Glycerinoxidation mit Gluconobacter oxydans zur Entwicklung eines kontinuierlichen Fermentationsverfahrens. Dissertation, Aachen University of Technology, Germany
Claret C, Salmon JM, Romieu C, Bories A (1994) Physiology of Gluconobacter oxydans during dihydroxyacetone production from glycerol. Appl Microbiol Biotechnol 41:359–365
Giridhar R, Srivastava AK (2000) Fed-batch cultivation of Acetobacter suboxydans for the microbial oxidation of D-sorbitol to L-sorbose. Bioprocess Eng 23:575–577
Gupta A, Singh K (2001) Gluconobacter oxydans: its biotechnological applications. J Mol Microbiol Biotechnol 3:445–456
Wethmar M (1998) Kinetik und Energetik der Glycerinumsetzung durch Gluconobacter oxydans. Dissertation, Braunschweig University of Technology, Germany
Ameyama M, Shinagawa E, Matsushita K, Adachi O (1985) Solubilization, purification and properties of membrane-bound glycerol dehydrogenase from Gluconobacter industrius. Agric Biol Chem 49:1001–1010
Bauer R (2005) Optimierung der mikrobiellen Herstellung von Dihydroxyaceton. Dissertation, Munich University of Technology, Germany
Amann R, Ludwig W, Schleifer K-H (1995) Phylogenetic identification and in-situ detection of individual microbial cells without cultivation. Microbial Rev 59:143–169
Linn A (1999) Populationsdynamik und Abbauverhalten einer immobilisierten mikrobiellen Mischkultur im Rieselbettreaktor zur biologischen Abluftreinignung. Dissertation, Munich University of Technology, Germany
Acknowledgements
The authors wish to thank Merck KGaA, Darmstadt, Germany, for providing the microbial strain G. oxydans M 1136. The Sapromat type E was kindly provided by H+P Labortechnik AG, Oberschleissheim, Germany. The authors gratefully acknowledge the funding by grant No. I/72433 of the VolkswagenStiftung, Hannover, Germany.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Bauer, R., Katsikis, N., Varga, S. et al. Study of the inhibitory effect of the product dihydroxyacetone on Gluconobacter oxydans in a semi-continuous two-stage repeated-fed-batch process. Bioprocess Biosyst Eng 28, 37–43 (2005). https://doi.org/10.1007/s00449-005-0009-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-005-0009-0