
Abstract
Natural fiber–based composite is an emerging research area due to its significant advantages over synthetic fiber–based composite. The present research aims at analyzing the influence of abaca fiber reinforced polyester composite on the dynamic mechanical analysis (DMA). Additionally, pH of zero point charge has been determined for pure matrix, untreated, and treated specimen. In abaca fiber-based composite system, the composition of fiber is varied from 10 to 40 wt%. To enhance the physical interaction between the fiber and the matrix, the abaca fibers of 4, 6, 8, and 10 vol% are subjected to NaOH treatment. It is surface treated using NaOH. The enhancement of the bonding between the matrix and treated abaca fiber has been ensured by FTIR test. The voids, matrix crack, and microspore presence in the abaca-based composite specimen during fracture test has been examined by scanning electron microscopic image. An increase of dynamic mechanical properties is observed in the following order: pure matrix, abaca fiber reinforced polymer composites, and chemically treated abaca fiber reinforced polyester composites. DMA of chemically treated abaca reinforced polyester composite has enhanced due to the removal of hemicelluloses and lignin from the surface of the fiber, which indeed creates micropores and rougher morphology on the fiber surface.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The abaca fiber is a very much stronger compare to other natural fibers [1,2,3]. The abundant availability of fiber and higher mechanical properties encourage the author to study further research towards the study of the abaca reinforced polyester composite on dynamic mechanical analysis. The bio-composites obtained with chemically treated natural fibers exhibited good mechanical properties, like tensile strength and modulus compared to untreated composites. It is reported that the epoxy composite specimens were prepared using three fibers, namely, flax, linen, and bamboo. It was observed that alkali treatment (5 wt% NaOH and 30-min soaking time) of single-strand yarns fibers produced negative effect on the mechanical properties of these fibers. However, composites prepared using alkali treated yarns exhibited improvement in the mechanical properties compared to neat matrix and raw fiber reinforced composites [4,5,6,7]. NaOH treatment was applied for jute fibers, and the same was incorporated into polyester and epoxy matrices. The treated fiber reinforced composites show a pronounced effect on the mechanical properties compared to raw fiber reinforced composite system and neat matrices. Among the treated fiber reinforced system, 5 wt% of NaOH treated system was optimized owing to attainment of maximum mechanical properties. Using of fibers treated with 10 wt% NaOH concentration affected in lower mechanical properties of the composite [8].
The tensile strength of natural fibers gets increased with the addition of fiber content in matrix. It is reported that the Halpin–Tsai equation is suitable to predict elastic modulus of different classes of natural fiber reinforced composites [9, 10]. The mechanical properties like strength and stiffness of fibers are increased with the increase in fiber content and alkali treatment under isometric conditions of 20 min at 20 °C in 25% NaOH solution. The mechanical properties of epoxy composite specimen reinforced with tossa jute fiber were obtained through experimental analysis. The mechanical properties of the composite specimen are increased with the increase in fiber content and concentration of NaOH solution. However, the fiber content increased beyond the optimum quantity was dropping the fatigue performance of composites [11]. The comparative study of mechanical properties is made between the coir/epoxy composite and glass/epoxy composite. It is reported that the tensile, flexural, and impact strength of coir fiber reinforced epoxy composite are lower compared to glass fiber reinforced epoxy resin. It is concluded that the poor wettability of resin on fiber surface and weak bonding between the fiber and the matrix of composite may be the reason for lower mechanical properties [12]. The mechanical properties such as tensile and flexural (3-point bending) strengths are tested for the woven banana reinforced epoxy composites. Results reveal the value of Young’s modulus in X and Y directions of 0.976 GN/m and 0.863 GN/m, respectively. The maximum load applied on the woven banana based composite (0.5 mm beam) is 36.25 N to get deflection during flexural tests [13]. The tensile, flexural, and impact tests are carried out for pseudo-stem banana fiber reinforced epoxy composites, which exhibit ductile properties with minimum plastic deformation during testing. The tensile and impact strengths are 90% and 40% improved respectively compared to pure epoxy [14]. Further, the adhesion and moisture resistance properties are improved by surface modification techniques like mercerization and silane treatment. The sisal fiber reinforced epoxy composite specimen is prepared, and mechanical (compression and flexural) tests are performed experimentally. The resin absorption ability of mercerized sisal fiber also is enhanced owing to the wettability between fiber and resin. Surface modification done with adopting mercerization and silane treatment on sisal based composites can improve compressive strength without compensating flexural property [15]. The dynamic mechanical analysis and tensile tests are carried out in hybrid fiber (oil palm and jute) reinforced epoxy composites. The specimens are prepared by three different proportion of oil palm/jute fibers (4:1, 1:1, 1:4) in matrix. Results reveal that the dynamic mechanical properties and tensile strengths are increased, while the content of jute fiber is increased in hybrid composite. Hence, the proportion of 4:1 of oil palm/jute produces higher mechanical properties compared to other two combinations mentioned above. Further, the mechanical properties of hybrid composite are improved owing to the interfacial bonding between the fiber and the matrix [16]. The mechanical and thermal tests were carried out in hybrid composite (Jute and banana) with different proportions of fibers of 100/0, 75/25, 50/50, 25/75, and 0/100. The tensile, flexural, and impact strengths are increased to a maximum extent for equal proportion of jute/banana-based composite. Proportions of 50/50 of jute and banana fibers incorporated in hybrid composites exhibit better thermal and water absorption characteristics compared to the other ratios [17]. In this work, the comparison of dynamic mechanical analysis of abaca reinforced polyester composite has been made by varying percentage of abaca fiber (10 to 40 wt%) and chemical concentration for surface treatment of abaca (NaOH 4, 6, 8, and 10 vol%). This investigation has been carried out with 3 replications and the average value taken for the further experimental study. No research article available to show dynamic mechanical analysis of abaca-based composite by varying both fiber content (abaca) and chemical concentration (NaOH).
Effect of chemical treatment on abaca-based composite
The different chemicals has been used to enhance mechanical properties of abaca fiber reinforced polyester composites, namely, benzene-diazonium chloride, plasma, sodium hydroxide, and alkaline treatment. The fiber surface can be wettable to the polymer by applying helium as power source of plasma and acrylic acid. The effectiveness of surface treatment of abaca-based composite can be assessed by measuring tensile strength and Young’s modulus. Kim et al. [18] results obtained that the tensile strength of abaca-based composite materials are 164 MPa and 84 MPa from plasma treated and untreated composite specimens, respectively. Also reported that the water intake characteristics of abaca-based composite is lesser for hybrid (chemical and plasma) treatment compared to only plasma treated composite. However, it is reported that the tensile strength of hybrid and plasma treated specimen were observed to be same. The alkaline method of fiber treatment is more effective compared to other chemical treatment methods due to removal of hemicellulose and lignin from fiber surface; it enhances roughness on the surface and bonding between the interaction surfaces [1].
Materials and methods
Polyester resin
Dibasic organic acid and dihydric alcohol are the major components used to synthesize polyester resins. A wide variety of polyester resins are prepared by varying the composition of acid and alcohol. They can be categorized into two types, as unsaturated and saturated polyester. The polyester resin is generally dissolved in a monomer styrene, which would copolymerize with it and add to the final properties of the cured matrix.
Similarly, catalyst, or better initiator, would cause the matrix to cure. The most commonly used initiators, which disintegrate into free radicals, are benzoyl peroxide (BPO) or methyl ethyl ketone peroxide (MEKP). The free radicals produced start the crosslinking radical polymerization from styrene and unsaturated C = C group of the polyester matrix. Its content and processing temperature can control the rate of polymerization. At higher temperature, post curing is required after the resin turns into solid state. The properties of a polyester resin depend on its chemical composition and the crosslinking degree. Figure 1 shows the chemical structure of polyester resin.

Chemical structure of polyester resin
Abaca fiber
Abaca fibers (musatextilis) that are shown in Fig. 2, also called manila hemp, are purchased from Maruthi Peach Company, located at Tirupur, Tamil Nadu, India. Polyester (Clear pale yellow liquid, viscosity: 500 cps, density: 1.12 gm × cm−3, volatile content: 40.0%) is purchased from Naptha Resins and Chemicals (P) Limited located in Bangalore, India. The polyester resin curing system contains cobalt compound used as activator, and the initiator used is methyl ethyl ketone peroxide (MEKP), which has bought from Sigma Aldrich Co. Ltd., India.

Abaca fiber
The abaca fibers with the average diameter of 0.02 cm are cleaned and chopped into required length ranging from 27 to 32 cm. Before making the composites, the fibers are dried at 60 °C under vacuum for 2 h in order to remove the moisture content [19]. Furthermore, the compositions of abaca reinforced polyester composite are listed in Table 1; pure and abaca fiber reinforced polyester composites are prepared by hand lay-up method followed by compression molding process. Abaca fibers are unidirectionally oriented in the matrices. The steel rollers are utilized to maintain the orientation of fibers uniformly in the composites. Followed by this process, the moulds are closed and kept in hydraulic press under the compressive force for 4 h to obtain uniform thickness. Curing reaction is initiated by adding 1 vol% of a cobalt activator and MEKP in vinyl ester resin and polyester. Epoxy resin was cured by an amine hardener. The composite specimens are allowed to cure at room temperature for 24 h. The storage modulus of pure matrix and abaca fiber reinforced polyester and composites are determined as a function of temperature ranges from 10 to 140. DMA 2980 (TA instrument, New Castle DE, USA) furnished with dual cantilever bending fixture is utilized. Testing is carried out at a frequency of 1 Hz, strain amplitude of 10 μm, and heating rate of 5 °C/min. The dimensions of specimens are 3.5 cm × 1 cm × 0.4 cm. Four different weight fractions of abaca fibers are soaked in 4, 6, 8, and 10 wt%/vol% of alkali solution at room temperature for 2 h [19]. Further, the fibers are washed several times with distilled water until the pH value reaches 7 in order to completely remove alkali fragments from the surface of the fibers. The fibers are dried in sunlight for 3 days.
Fourier transformation infrared spectroscopy
Make of FTIR is Nexus 870, Thermo Nicolet Corporation, Madison, WI, USA, and it is utilized to compare the variation in the functional group of the raw and chemically treated fiber. The analysis is conducted in transmittance mode under wave length ranging from 4000 to 700 cm−1.
pH of Zero Point Charge
To find the pH of zero point charge of the polyester, untreated and treated abaca fibers, the following procedure has been followed, addition of 0.15 g sample (absorbent) to 50 mL of sodium chloride (NaCl, 0.01 mol L−1); the solution pH was adjusted by adding hydrochloric acid (HCl, 0.1 mol L−1) to obtain the required range of (2 to 12) pH value. The solution has mixed using magnetic stirrer for 24 h with 200 rpm. The experimental setup of the pH of zero point charge is shown in the Fig. 3. [20,21,22,23].

Experimental setup for pH of zero point charge
Result and discussion
The storage modulus of pure and polyester composites is shown in Fig. 4. The glass transition region of pure and fiber reinforced poly ester starts between 30 and 33 °C. In general, the storage modulus of poly ester increases with addition of abaca fiber. However, the trend alters in reference to temperature and loading of fiber. Incorporation of fiber into composite improves the storage modulus of polyester. Up to 32 °C, the storage modulus of C3 and C4 is low compared to pure matrix. However, the trend changes after 37 °C. The reason for the decrease in storage modulus of C3 and C4 below 37 °C may be due to the presence of a few voids and pores during the composite preparation [24], which may be liable for drop in the storage modulus value at lesser temperature region. At higher temperature, the storage modulus of pure matrix is very small. Hence, the storage modulus of C2, C3, and C4 is compared with C1. At 70 °C, the storage modulus of C2, C3, and C4 illustrates 62.5%, 125%, and 112.5% of increase compared to C1.

Storage modulus of pure and raw abaca fiber reinforced polyester composite
Surface treatment
Removal of hemicelluloses and lignin content on the fiber surface leads to the formation of rough surface and micropores on the fiber surface. Upon composite preparation, the resin would get impregnated into the micropores of the fiber. This creates strong interfacial bonding between fiber and matrix, which indeed strongly contributes to the increase in the mechanical properties.
Figure 5 depicts the storage modulus of pure matrix, raw, and treated abaca (10 wt%) reinforced polyester composites. The glassy transition region for pure, raw, and treated abaca (10 wt%) fiber reinforced polyester starts between 31 and 34 °C. In general, the storage modulus of polyester increases with addition of abaca fiber. However, the trend alters in reference to temperature and loading of fiber. Addition of fiber enhances the storage modulus of polyester. The storage modulus of treated abaca reinforced polyester composites of 4C1, 6C1, 8C1, and 10C1 get enhanced compared to raw and pure vinyl ester.

Storage modulus of pure, untreated and treated abaca fiber (10 wt%) reinforced polyester composite
Furthermore, at higher temperature, the storage modulus of pure polyester is very smaller. Hence, the storage modulus of 4C1, 6C1, 8C1, and 10C1 is compared with C1. At 70 °C, the storage modulus of 4C1, 6C1, 8C1, and 10C1 illustrates 31.25%, 43.75%, 118.75%, and 75% of improvement compared to raw abaca reinforced vinyl ester composite.
Figure 6 reveals the storage modulus of pure matrix, untreated, and treated abaca (20 wt%) reinforced polyester composites. The glassy region for pure matrix, raw, and treated abaca (20 wt%) fiber reinforced polyester extends up to 30–35 °C, while rubbery region extends up to 35–50 °C. Addition of fiber improves the storage modulus of polyester. The storage moduli of treated abaca reinforced polyester composites of 4C2, 6C2, 8C2, and 10C2 show improvement compared to raw abaca fiber reinforced and pure polyester. Additionally, at higher temperature, the storage modulus of pure polyester is smaller. Therefore, the storage modulus of 4C2, 6C2, 8C2, and 10C2 is compared with C2. At 80 °C, the storage modulus of 4C2, 6C2, 8C2, and 10C2 show 160%, 150%, 280%, and 180% of improvement comparing to untreated abaca reinforced polyester composite. The treated abaca reinforced polyester composite (8C2) shows improved storage modulus compared to 10C2 due to the removal of hemicellulose and lignin content in fiber. This may produce strong interaction between the fiber and the matrix. The storage modulus of polyester composite 10C2 drops than 8C2 due to the removal of excess hemicellulose, lignin, and cellulose content from fiber. This may be responsible for lower interaction between the fiber and the matrix.

Storage modulus of pure, untreated and treated abaca fiber (20 wt%) reinforced polyester composite
Figure 7 depicts the glassy region for pure matrix, untreated, and treated abaca (30 wt%) fiber reinforced polyester extends up to 30–40 °C and rubbery region extends upto 75– 90 °C. Upto 31 °C, the storage modulus of C3, 6C3, and 10C3 is low compared to pure matrix. However, the trend changes after 31 °C. The reason for the decrease in the storage modulus of C3, 6C3, and 10C3 below 31 °C may be due to the presence of a few voids and pores in matrix [24], which may be responsible for the drop in the storage modulus value at low temperature region. Addition of fiber improves the storage modulus of polyester composite. The storage modulus of treated abaca reinforced polyester composites of 4C3, 6C3, 8C3, and 10C3 gets enhanced compared to untreated abaca fiber reinforced and pure polyester.

Storage modulus of pure matrix, untreated and treated abaca fiber (30 wt%) reinforced polyester composite
The storage modulus of pure polyester is minimal at higher temperature. Therefore, the storage modulus of 4C3, 6C3, 8C3, and 10C3 is compared with C3. At 80 °C, the storage moduli of 4C3, 6C3, 8C3, and 10C3 show 21.42%, 36.36%, 100%, and 38.18% of enhancement compared to untreated abaca reinforced polyester composite. The storage modulus of pure matrix, raw, and treated abaca fiber (40 wt%) reinforced polyester composite is shown in Fig. 8.

Storage modulus of pure, untreated and treated abaca fiber (40 wt%) reinforced polyester composite
The glassy region for pure matrix, raw, and treated abaca (40 wt%) fiber reinforced polyester ends between 25 and 30 °C and rubbery region ends between 35 and 50 °C. Up to 40 °C, the storage moduli of C4 and 10C4 are low compared to pure matrix. However, the trend changes after 40 °C. The reason for the decrease in the storage moduli of C4 and 10C4 below 40 °C may be because the presence of some voids and pores in matrix [24], which may be responsible for falls in the storage modulus value at smaller temperature region. Incorporation of fiber into composites enhances the storage modulus of polyester composite. The storage modulus of treated abaca reinforced polyester composites of 4C4, 6C4, 8C4, and 10C4 gets improved compared to raw and pure polyester.
At higher temperature, the storage modulus of pure polyester is smaller. Therefore, the storage modulus of 4C4, 6C4, 8C4, and 10C4 is compared with C4. At 75 °C, it depicts 4.17%, 16.67%, 33.33%, and 25% of improvement compared to untreated abaca reinforced polyester composite.
pH of zero point charge
Commonly, the pH influences more on the surface charge of solid absorbent. The presence of heavy metals in absorbent is strongly effects the pH value. The pH value of pure matrix, untreated, and treated abaca has been determined by pH drift method as shown in the Fig. 9. The pH of zero point charge of pure matrix, untreated, and treated fibers are 5.1, 3.2, and 3.6, respectively. The results display that the untreated abaca fiber absorbent having acidic surface. It infers that the positive ions are more on the surface of the untreated abaca specimen for the pH values under the pH of zero point charge values, hence unfavorable condition for adsorption of cations. At higher values of pH compare to the pH of zero point charge, the surface charge of untreated specimen will be negative; it attracts the cations and improves binding with matrixes. The treated abaca fibers having more negative ions compare to untreated abaca fibers, hence its having more chance to binding with matrix [25].

pH of zero point charge of polyester, untreated and treated abaca fiber
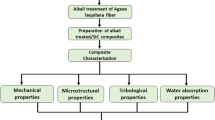
SEM image of fractured specimen
The scanning electron microscopic image of the fractured treated (8 wt%/vol%) abaca fiber–based composite specimen is shown in the Fig. 10. The voids due to fiber pullouts, matrix failures, and microspore presence are shown in the Fig. 10. The elimination of the hemicellulose during surface treatment of abaca fiber reinforced composites creates microspores on the fiber surface; it enhances bonding with the matrix materials. Due to the poor interaction of the hydroxyl group due to elimination carboxyl group on the surface of the abaca fibers, it pullouts from the composite specimen during testing and it produces voids. The granular failure occurs in the matrix surface due to the brittle nature.

Scanning electron microscopic image of treated (8 wt%/vol%) abaca fiber-based composite
FTIR
FTIR spectra of raw and treated (8 wt%/vol%) abaca fiber are shown Fig. 11. The untreated fiber displays distinct bands at 3362, 2926, 1731, 1643, 1316, 1258, and 1032 cm−1 [26].

FTIR spectra of raw and treated (8 wt%/vol%) abaca fiber
The broad transmittance band perceived in the 3362.2 cm−1 can be associated with the hydrogen bonding stretching vibration, 2926.5 cm−1 dictates carbon and hydrogen aliphatic stretching (existing in many natural fibers), 1731 cm−1 and 1316 cm−1 signify CH2 bending (α-cellulose), 1643.8 cm−1 infers the presence of lignin, 1258.2 cm−1 denotes C = O stretch of acetyl group, and 1032 cm−1 belongs to hydroxyl group of cellulose [26].
Surface treated (NaOH solution) abaca fiber (8 wt%/vol%) illustrates falls in peak intensity at 2926.5 cm−1 and 1316 cm−1, which may be owing to the subtraction of hemicellulose. The peak initiated at 1731 cm−1 for untreated fiber vanishes after alkali treatment inferring complete elimination of hemicellulose from the fiber. The peak at 1643.8 cm−1 and 1258.2 cm−1 displays decrease in the intensities after fiber treatment proving the exclusion of lignin content from the fiber surface. Additionally, the reduction in peak intensity at 1032 cm−1 indicates poor hydrogen interaction with cellulose hydroxyl groups due to the elimination of carboxyl group. The chemically modified abaca fiber displays significant interfacial adhesion between the fiber and the matrix. 8C3 illustrates the maximum improvement in storage modulus value at higher temperature. Hence, 30% of weight fraction of abaca (treated with 8 wt%/vol% of NaOH) reinforced polymer composite that exhibits high storage modulus is selected as the optimal composition. FTIR analysis proves the elimination of functional groups in abaca fiber after chemical treatment.
Conclusion
The effect of fiber surface treatment of abaca reinforced polyester composite on the dynamic mechanical properties has analyzed with reference to control. A considerable increase in the mechanical properties has achieved for the composite containing 20 wt% of abaca fiber content and treated with 8 vol% of NaOH concentration. The following are the percentage of increase of storage moduli 125%, 118%, 280%, 100%, and 33.33% corresponding to untreated, 10 wt%, 20 wt%, 30 wt%, and 40 wt% of abaca based composite compared to control. This can be attributed to the considerable wettability of fiber by the matrix, homogeneous distribution of fibers, and physical interaction between reinforcement and matrix. However, further increase in the concentration of NaOH, loading of abaca fiber leads to drop in dynamic mechanical properties. This may be due to the poor wettability of fiber due to high fiber content that leads to poor fiber-matrix interaction. The pH of zero point charge of pure matrix, untreated, and treated abaca fibers are 5.1, 3.2 and 3.6 respectively. It is infer that, at higher values of pH compare to the pH of zero point charge, the surface charge of untreated specimen will be negative, it attracts the cations and improves binding with matrixes. The voids due to fiberpullouts presence in the fractured specimen have been examined by scanning electron microscopic image.
Availability of data and material
Anyone can access the materials with request basis
Code availability
Not applicable.
References
Delicano JA (2018) A review on abaca fiber reinforced composites. Compos Interfaces 25(12):1039–1066
Mohankumar A, Parameshwaran R, Prasath Mm, Senthil S, Kumar Ps, Moganapriya C, Rajasekar R (2018) A theoretical study on the physico-mechanical behavior of polyester composites using different classes of natural fiber reinforcements. Functionalized Engineering Materials and Their Applications 20
Shah S, Shiblee MNI, Mir SH, Nagahara LA, Thundat T, Sekhar PK, Kawakami M, Furukawa H, Khosla A (2018) Hybrid micromolding of silver micro fiber doped electrically conductive elastomeric composite polymer for flexible sensors and electronic devices. Microsyst Technol 24(10):4159–4164
Yan L, Chouw N, Yuan X (2012) Improving the mechanical properties of natural fibre fabric reinforced epoxy composites by alkali treatment. J Reinf Plast Compos 31(6):425–437
Kumar AM, Parameshwaran R, Kumar PS, Pal SK, Prasath MM, Krishnaraj V, Rajasekar R (2017) Effects of abaca fiber reinforcement on the dynamic mechanical behavior of vinyl ester composites. Materials Testing 59(6):555–562
Mir SH, Ebata K, Yanagiya H, Ochiai B (2018) Alignment of Ag nanoparticles with graft copolymer bearing thiocarbonyl moieties. Microsyst Technol 24(1):605–611
Mir SH, Rydzek G, Hasan P, Danish EY, Aslam M, Khosla A (2021) Free standing porous composite films and membranes obtained through substrate-guided assembly. Materials Letters 288:129317
Gopinath A, Kumar MS, Elayaperumal A (2014) Experimental investigations on mechanical properties of jute fiber reinforced composites with polyester and epoxy resin matrices. Procedia Engineering 97:2052–2063
Ku H, Wang H, Pattarachaiyakoop N, Trada M (2011) A review on the tensile properties of natural fiber reinforced polymer composites. Compos B Eng 42(4):856–873
Yesilkaya SS, Ulutas U, Abd Alqader HM (2021) Effect of Na doping on the properties of ZnS thin films and ZnS/Si heterojunction cells. Materials Letters 288:129347
Gassan J, Bledzki AK (1999) Possibilities for improving the mechanical properties of jute/epoxy composites by alkali treatment of fibres. Compos Sci Technol 59(9):1303–1309
Harish S, Michael DP, Bensely A, Lal DM, Rajadurai A (2009) Mechanical property evaluation of natural fiber coir composite. Mater Charact 60(1):44–49
Sapuan S, Leenie A, Harimi M, Beng YK (2006) Mechanical properties of woven banana fibre reinforced epoxy composites. Mater Des 27(8):689–693
Maleque M, Belal F, Sapuan S (2007) Mechanical properties study of pseudo-stem banana fiber reinforced epoxy composite. The Arabian journal for science and engineering 32(2B):359–364
Bisanda E, Ansell MP (1991) The effect of silane treatment on the mechanical and physical properties of sisal-epoxy composites. Compos Sci Technol 41(2):165–178
Jawaid M, Khalil HA, Hassan A, Dungani R, Hadiyane A (2013) Effect of jute fibre loading on tensile and dynamic mechanical properties of oil palm epoxy composites. Compos B Eng 45(1):619–624
Boopalan M, Niranjanaa M, Umapathy M (2013) Study on the mechanical properties and thermal properties of jute and banana fiber reinforced epoxy hybrid composites. Compos B Eng 51:54–57
Paglicawan MA, Basilia BA, Kim BS (2013) Water uptake and tensile properties of plasma treated abaca fiber reinforced epoxy composite. Composites Research 26(3):165–169
Huda MS, Drzal LT, Mohanty AK, Misra M (2008) Effect of fiber surface-treatments on the properties of laminated biocomposites from poly (lactic acid)(PLA) and kenaf fibers. Compos Sci Technol 68(2):424–432
Kuncoro EP, Isnadina DRM, Darmokoesoemo H, Dzembarahmatiny F, Kusuma HS (2018) Characterization and isotherm data for adsorption of Cd2+ from aqueous solution by adsorbent from mixture of bagasse-bentonite. Data Brief 16:354–360
Kuncoro EP, Isnadina DRM, Darmokoesoemo H, Fauziah OR, Kusuma HS (2018) Characterization, kinetic, and isotherm data for adsorption of Pb2+ from aqueous solution by adsorbent from mixture of bagasse-bentonite. Data Brief 16:622–629
Neolaka YA, Supriyanto G, Darmokoesoemo H, Kusuma HS (2018) Characterization, kinetic, and isotherm data for Cr (VI) removal from aqueous solution by Cr (VI)-imprinted poly (4-VP-co-MMA) supported on activated Indonesia (Ende-Flores) natural zeolite structure. Data Brief 17:969–979
Neolaka YA, Supriyanto G, Darmokoesoemo H, Kusuma HS (2018) Characterization, isotherm, and thermodynamic data for selective adsorption of Cr (VI) from aqueous solution by Indonesia (Ende-Flores) natural zeolite Cr (VI)-imprinted-poly (4-VP-co-EGDMA)-ANZ (IIP-ANZ). Data Brief 17:1020–1029
Huang X, Jiang P, Kim C, Ke Q, Wang G (2008) Preparation, microstructure and properties of polyethylene aluminum nanocomposite dielectrics. Compos Sci Technol 68(9):2134–2140
Selambakkannu S, Othman NAF, Bakar KA, Shukor SA, Karim ZA (2018) A kinetic and mechanistic study of adsorptive removal of metal ions by imidazole-functionalized polymer graft banana fiber. Radiat Phys Chem 153:58–69
Benyahia A, Merrouche A, Rokbi M, Kouadri Z (2013) Study the effect of alkali treatment of natural fibers on the mechanical behavior of the composite unsaturated Polyester-fiber Alfa. Composites 2(3)
Author information
Authors and Affiliations
Contributions
All authors are equally contributed.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Communicated by Original Contribution.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
A, M.K., R, P. & R, R. Effect of abaca reinforced polymer composite on dynamic mechanical analysis. Colloid Polym Sci 299, 1657–1667 (2021). https://doi.org/10.1007/s00396-021-04881-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00396-021-04881-y