
Abstract
In present work, the microstructures, mechanical and tribological properties of VN and VN/Ag nanocomposite films deposited by pulsed laser deposition (PLD) technique were investigated and compared. The results indicate that both types of films display homogeneous and compact microstructures, and constitute stoichiometric polycrystals. Owing to the incorporation of Ag, the VN/Ag nanocomposite film exhibits a stronger texture along the [200] direction and a larger grain size of 16.5 nm as compared to that of the VN film (9.7 nm). Both types of films presented the same trend of decreasing friction coefficients with increasing temperature in wear tests. The oxidation of VN at elevated temperatures resulted in the formation of a series of vanadium oxides, such as V2O5, V3O7, V6O11, and V6O13, which significantly improved the tribological properties of the film. The VN/Ag nanocomposite films showed superior lubrication properties as compared to the VN films over the ertire range of the investigated temperatures. The metallic Ag provided lubrication to reduce friction at low temperatures. The lubricant vanadium oxides and silver vanadates (such as Ag3VO4, AgVO3) with a layered structure formed at higher temperatures were beneficial for enhancing the lubrication effect. The lowest friction coefficient of 0.08 at 900 °C is realized for VN/Ag nanocomposite films. The decrease in the friction coefficient with increasing temperature for VN films can be attributed to the formation of vanadium oxides on the worn surfaces at elevated temperatures. In case of VN/Ag nanocomposite films, apart from the vanadium oxides, silver vanadates with a layered structure played a critical role in improving the lubrication properties at higher temperatures.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
As a transition metal nitride, vanadium nitride (VN) has been studied extensively, such as VN hard films, TiAlN/VN multilayer hard films, and VN/V2O5 films [1,2,3,4,5]. In particular, there has been focus on vanadium nitride in the form of thin films in high-temperature protective and lubrication applications [1, 3, 6,7,8,9,10,11,12] owing to the generation of lubricious vanadium oxides that significantly influence the tribological properties during friction at elevated temperatures. In addition, the noble metal silver has been widely used in various anti-wear and lubrication materials such as YSZ/Ag/Mo [13, 14], NiCrAlY/Ag/Mo [15], Cr2O3/Ag [16], TiAl/Ag [17, 18], NiAl/Ag [19,20,21], MoCN/Ag [22], TaN/Ag/Au [23, 24], NbN/Ag [25], and VN/Ag [12], where silver, and of its derivatives such as AgxMoyOz, AgxTayOz, AgxNbyOz, and AgxVyOz play the role of a lubricant over a broad range of temperature. However, in the aforementioned studies, silver was applied in films deposited by unbalanced magnetron sputtering and plasma spraying method, or solid bulk materials prepared by powder metallurgy and spark plasma sintering methods. However, research studies on VN/Ag nanocomposite films fabricated individually by pulsed laser deposition (PLD) technique for high-temperature lubrication application are indeed rare.
The objective of the present study was to fabricate VN and VN/Ag nanocomposite films by PLD technique, and systematically compare their microstructures, and mechanical and tribological properties and thereby confirm the advantage of adding silver in films for lubrication over a wide temperature range. Moreover, the lubrication mechanism of VN and VN/Ag nanocomposite films were investigated and analysed comprehensively, so as to provide guidance reference to the tribological application in a wide temperature.
2 Experimental details
2.1 Preparation of the films
Vanadium oxides and VN/Ag nanocomposite films were deposited on mechanically polished Inconel 718 substrates by the PLD technique using a KrF excimer laser (ComPexPro 205, λ = 248 nm, pulse duration = 25 ns) at the substrate temperature of 200 °C. An individual VN target with the dimension of Φ60 mm × 5 mm and 99.99% purity was employed to fabricate the VN films. For the VN/Ag nanocomposite films, the individual VN and Ag targets with the same dimension (Φ60 mm × 5 mm) were cut into eight-equal sections, and six sections of VN and two sections of Ag were set symmetrically in the target holder. Energy dispersive X-ray (EDS) analysis revealed the content of silver in the as-prepared VN/Ag nanocomposite films to be 31 at.%. The details of the deposition process have been reported elsewhere [26]. Briefly, pulsed laser energy of 300 mJ (The laser energy density was about 4.9 J/cm2.) was used to irradiate the target at a frequency of 10 Hz; the pulse number was set at 36,000 for each sample and all the films were obtained with a thickness of 2.0 ± 0.1 µm. The target was placed parallel to the substrate and the distance between them was fixed at approximately 50 mm. Before deposition, the vacuum chamber was evacuated to 6.0 × 10− 5 Pa and high-purity N2 at the flow rate of 90 ml/min was introduced into the chamber, and the working gas pressure was maintained at 0.3 Pa.
2.2 Characterization of the fims
The phase composition of the films before and after the wear test were determined by X-ray diffraction measurements (λ = 0.15 nm) using Cu Kα radiation in the 2θ range of 15–80° at the grazing incidence angle of 1°. The results were analysed based on standard ICSD pattern (89/54378) data files using the Jade6.0 software. The crystallite size of the films was calculated by the Williamson–Hall plot method [27]. The surface morphologies of the films and the wear track were characterized using a scanning electron microscope (SEM) equipped with an energy dispersive X-ray detector.
The micro-hardness and elastic modulus of the films were evaluated using an in situ nanomechanical testing system (TI950, Hysitron TriboIndenter, USA) with a cube-corner diamond tip and set to perform five indents on each sample. To exclude the influence of the substrate, the experiments were performed in displacement control with a contact depth reaching up to 200 nm. The hardness and elastic modulus were determined from the load–displacement data following the model of Oliver and Pharr [28].
The tribological behaviours of the films were evaluated by a ball-on-disk tribometer (UMT-3, Bruker) against alumina ball with a diameter of 10 mm in ambient atmosphere (relative humidity of 40 ± 5%). The investigated temperatures are room temperature (RT ~ 23), 300, 500, 700, and 900 °C. The rotation tests were run at a rotating velocity of 200 rpm with the rotating radius of 3 mm under a normal load of 10 N. The tests were performed thrice to reduce the error and at a fixed period of 20 min at different temperatures. The tribochemical reactions and the structural changes in the wear products during the tests were investigated by Raman spectroscopy (Horiba Raman microscope, 532 nm He–Ne laser).
3 Results and discussion
3.1 Microstructures
The surface morphologies of VN and VN/Ag nanocomposite films are shown in Fig. 1. It is clear that the VN film surface is very compact and without almost any larger particles on the surface. In the case of VN/Ag nanocomposite film, bright Ag particles with similar sizes are distributed homogeneously in the dark grey VN matrix. It might be concluded that both the VN and VN/Ag nanocomposite films deposited by the PLD technique at 200 °C are very homogeneous and compact.

SEM images of the VN and VN/Ag nanocomposite films
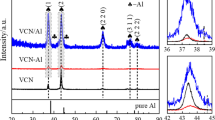
Figure 2 shows the grazing incidence X-ray diffraction (GIXRD) patterns of the VN and VN/Ag nanocomposite films. In the GIXRD pattern of the VN film, all the peaks could be indexed to polycrystalline fcc-structured vanadium nitride (JCPDS card No. 73-2038), indicating good crystallinity and stoichiometry of VN [6, 7]. The VN film shows a slight preference for growth along the [200] orientation. For the VN/Ag nanocomposite film, the [200] peak is the strongest and narrowest among the diffraction peaks, implying that the film is strongly textured at [200] direction. In addition, all the peak positions shift to lower diffraction angles relative to those of the VN films, suggesting a larger lattice parameter, which might be the result of increased metallic Ag atom flux during the deposition, considering the the ion-to-atom ratio. This is also in accordance with results reported by other authors for unbalanced magnetron sputtering of VN/Ag films [12] and ion-assisted growth of YSZ–Ag films [14]. Concerning the changes in the peak intensities and widths, a more careful analysis was conducted on the data presented in Fig. 2 by the Jade 6.0 software based on Williamson–Hall plot. The calculated lattice parameter, grain size and micro-strain are tabulated in Table 1. The lattice parameter of the VN/Ag nanocomposite film is higher than that of the VN film, because of the distribution of silver particles in the VN matrix during the deposition process (as shown in Fig. 1), and this results in high micro-strain in the VN/Ag nanocomposite film. Furthermore, the VN/Ag nanocomposite film exhibits a larger grain size of 16.5 nm as compared to that of the VN film (9.7 nm), which is much smaller than the grain size of the magnetron-sputtered VN films of 36 nm [12].

GIXRD patterns of the VN and VN/Ag nanocomposite films
3.2 Mechanical properties
The results of the nanoindentation measurements on VN and VN/Ag nanocomposite films are presented in Fig. 3. It is obvious that the hardness and elastic modulus of the VN films (21.5 and 256.8 GPa, respectively) are higher than those of the VN/Ag nanocomposite films (15.6 and 196.6 GPa, respectively). Moreover, these values are higher than those of the magnetron-sputtered VN films whose the hardness and elastic modulus are 11 and 187 GPa [29], respectively. The mechanical properties of the films are directly related to their microstructures. The VN films display a dense microstructure and smaller grain size, which may contribute significantly to the higher hardness and elastic modulus [30, 31]. For the VN/Ag nanocomposite films, the reduced hardness and elastic modulus can be attributed to the added silver. It has been previously verified in the reports by Muratore [14] and Voevodin [32] that the incorporation of a soft metal to the matrix could increase the ductility of the matrix. In the load–displacement curves (considering only one for example) shown in Fig. 3, it can be clearly observed that the VN/Ag nanocomposite film show a larger residual plastic deformation depth of 100 nm as compared to that of the VN film (60 nm), according to measurements conducted at a fixed depth of 200 nm.

Load–displacement curves of the VN and VN/Ag nanocomposite films
Figure 4 presents the steady-state friction coefficients of VN and VN/Ag nanocomposite films at different temperatures. Apparently, an identical trend is observed for both films with the friction coefficient decreasing with an increase in the test temperature. The friction coefficient of the VN film decreases gradually from 0.47 at RT to 0.21 at 900 °C, and that of the VN/Ag nanocomposite film decreases from ~ 0.38 at RT to 0.08 at 900 °C. Furthermore, the friction coefficient values of VN/Ag nanocomposite films are slightly lower than those of unbalanced magnetron-sputtered VN/Ag films reported by Aouadi [12], who conducted the friction behaviour tests from room temperature to 1000 °C using a load of 2 N against Si3N4 balls (6 mm in diameter) in humid air (relative humidity of 60 ± 5%). In addition, the VN/Ag nanocomposite films show improved lubrication properties as compared to the VN films over the investigated temperature range, and especially display a large decline in lubrication above 300 °C.

Temperature dependence of the friction coefficient for VN and VN/Ag nanocomposite films
In order to explain the phenomenon of decrease in the friction coefficient with increasing temperatures and to understand the lubrication mechanism, the films were characterised by GIXRD analysis after carrying out the tribological tests, to identify the newly formed phases. According to the GIXRD results of VN films (as shown in Fig. 5), it is obvious that no new phase is generated at room temperature and 300 °C. A number of new peaks appear in the patterns at temperatures above 500 °C, implying the generation of various oxides, which could be assigned to the lubricious Magnéli oxide series [6, 7, 11], such as V2O5, VO2, V6O11, and V6O13. When the temperature is increased to 700 and 900 °C, many more vanadium oxides such as V3O7, V3O5, V4O7, V6O11, and V6O13 could also be identified. Furthermore, only very weak signals corresponding to VN peaks are detected in this temperature range, indicating that most of vanadium nitride has transformed into the easily sheared vanadium oxides, which could form lubricious layer in the tribo-contact area to reduce the friction during the tribology process. Moreover, the liquid self-lubrication often occurs in the contact area due to the melting of V2O5 (with its melting point of ∼ 680 °C) at temperatures above 700 °C [6]. In view of this, the lubrication due to the vanadium oxides generated by VN oxidation might be responsible for the decreased friction coefficient with increasing temperature. In case of VN/Ag nanocomposite films, it is clear that the VN and Ag phases are stable at room temperature and 300 °C, whereas various vanadium oxides and silver oxide are generated above 500 °C, which could be identified as VxOy, AgxOy, AgxVyOz, and AlVO4. At room temperature, the lubrication depends on the soft metal Ag, and the friction coefficient is lower as compared to that of the VN film. As the temperature is increased to 300 °C, metallic Ag could migrate to the sliding surface and act as a lubricant, leading to a sharp decrease in the friction coefficient from 0.38 at RT to 0.27 at 300 °C. The worn surface rich in silver as revealed by the EDS analysis is shown in Fig. 6. When the temperature increases to 500 °C, VN in the film is oxidized and abundant amounts of V2O5 and Ag3VO4 phases predominate in the films as revealed by the GIXRD patterns. These phases can exert a critical lubrication effect in the contact area during the friction process. Moreover, a series of silver vanadates (Ag3VO4, AgVO3) might be generated by the combination of vanadium and Ag through tribochemical reactions, and these have a layered atomic structure with weak and easily sheared interplanar bonds [33]. As illustrated in Fig. 6 − 500 °C, a layer of the lubrication film is formed in the contact area. This can be significantly contribute to the lowing of the friction coefficient at elevated temperatures, and the friction coefficient decreases sequentially to 0.18. For the test temperature above 700 °C, a new AlVO4 phase could be detected on the worn surface apart from the vanadium oxide and silver vanadates. AlVO4 is assumed to be formed through a tribochemical reaction between the generated V2O5 and the alumina counterpart during friction [6]. Figure 7 displays the wear track morphology of the VN/Ag nanocomposite film after the wear test at 700 °C. The worn surface possesses is flat and smooth, and shows some trip debris spread on the edge of the wear track, indicating the existence of a liquid phase during friction. According to the elemental distribution mapping and EDS results of the wear track (Fig. 7), V and Ag are still the major elements, implying that the film is not worn out after the tribological test. Only a small quantity of N is observed, suggesting that vanadium nitride is largely oxidized, which is also consistent with the GIXRD results that only very weak signals corresponding to VN peaks can be detected at this temperature. Additionally, the detected Al element indicates the transfer of Al from the friction pair during the test. Similar results are obtained for the VN/Ag nanocomposite film after the test at 900 °C and this can be understood by the EDS results of the wear track presented in Fig. 8. Thus, phase transformations and a protective lubricious oxide layer formed in the wear track during the tests, combined with liquid lubrication in the contact area, could account for the decrease in the friction coefficient with increasing temperature [6,7,8, 11].

GIXRD patterns of the VN and VN/Ag nanocomposite film after tribological test at different temperatures

Worn surface of a VN/Ag nanocomposite film after tribological tests

Elemental distribution mappings and EDS of the worn surface of VN/Ag nanocomposite film after the tribological test at 700 °C

Raman spectra of the worn surfaces of VN and VN/Ag nanocomposite films after tribological tests at different temperatures
To confirm the new phases generated on the worn surfaces after tribological tests at different temperatures, micro-Raman analysis was conducted, and the spectra are shown in Fig. 9. It can be apparently seen that there is no change in the Raman signal between RT and 300 °C, indicating that there was no oxidation and lubrication in both films was mainly reliant on primitive materials at these temperatures. New peaks appear for the first time at 500 °C, suggesting ongoing tribochemical reactions during the test, the resulting products could be identified as vanadium oxides (VnO2n±1) for both types of films, and these are known to be V3O7, V4O7, V6O11, and V6O13 [6, 11]. Increased amounts of silver vanadates (Ag3VO4 and AgVO3) are detected on the wear track at 700 and 900 °C for the VN/Ag nanocomposite films. In addition, the AlVO4 phase is also observed on the worn surfaces of both types of films, as shown in Fig. 9. The Raman results mainly agree with the GIXRD results and the findings reported in Refs. [12, 34], where VO2, V2O5 and Ag3VO4 were detected at 375 °C and silver vanadates (Ag3VO4 and AgVO3) became the predominant phase after heating to 900 °C.

Raman spectra of the worn surfaces of VN and VN/Ag nanocomposite films after tribological tests at different temperatures
4 Conclusions
The VN and VN/Ag nanocomposite films were deposited by a PLD technique, and their microstructures, mechanical properties, as well as wear behaviours at elevated temperatures were investigated and discussed. The following main conclusions can be drawn:
-
(1)
Both types of films possess homogeneous and compact microstructures, and constitute stoichiometric polycrystals. Owing to the addition of Ag, the VN/Ag nanocomposite film showed a stronger texture along the [200] direction and a larger grain size of 16.5 nm as compared to that of the VN film (9.7 nm).
-
(2)
The VN/Ag nanocomposite film exhibited lower hardness and elastic modulus than the VN film, which might be attributed to incorporation of the soft metal Ag to the VN matrix which increases the ductility of the film.
-
(3)
Both types of films displayed decreased friction coefficients with increasing temperatures in the tribological tests. The VN/Ag nanocomposite films exhibited improved lubrication properties as compared to the VN films and registered decreased friction coefficient values from 0.38 at RT to 0.08 at 900 °C.
-
(4)
A series of vanadium oxides formed on the worn surfaces of VN films at elevated temperatures contributed to the decrease in the friction coefficient with increasing temperature. In case of the VN/Ag nanocomposite film, the combination of metallic Ag, with lubricant vanadium oxides as well as silver vanadates with a layered structure formed through the tribochemical reactions play a critical role in the improving lubrication properties of the film over a wide range of temperatures.
References
R. Franz, C. Mitterer, Vanadium containing self-adaptive low-friction hard coatings for high-temperature applications: a review. Surf. Coat. Technol. 228, 1–13 (2013)
O. Jantschner, C. Walter, C. Muratore, A.A. Voevodin, C. Mitterer, V-alloyed ZrO2 coatings with temperature homogenization function for high-temperature sliding contacts. Surf. Coat. Technol. 228, 76–83 (2013)
N. Fateh, G.A. Fontalvo, C. Mitterer, Tribological Properties of reactive magnetron sputtered V2O5 and VN–V2O5 coatings. Tribol. Lett. 30, 21–26 (2008)
F. Ge, P. Zhu, F. Meng, Q. Xue, F. Huang, Achieving very low wear rates in binary transition-metal nitrides: The case of magnetron sputtered dense and highly oriented VN coatings. Surf. Coat. Technol. 248, 81–90 (2014)
F. Huang, F. Ge, P. Zhu, H. Wang, F. Meng, S. Li, Superhard V-Si-N coatings (> 50GPa) with the cell-like nanostructure prepared by magnetron sputtering. Surf. Coat. Technol. 232, 600–605 (2013)
N. Fateh, G.A. Fontalvo, G. Gassner, C. Mitterer, Influence of high-temperature oxide formation on the tribological behaviour of TiN and VN coatings. Wear 262, 1152–1158 (2007)
K. Kutschej, P.H. Mayrhofer, M. Kathrein, P. Polcik, C. Mitterer, Influence of oxide phase formation on the tribological behaviour of Ti–Al–V–N coatings. Surf. Coat. Technol. 200, 1731–1737 (2005)
W. Tillmann, S. Momeni, F. Hoffmann, A study of mechanical and tribological properties of self-lubricating TiAlVN coatings at elevated temperatures. Tribol. Int. 66, 324–329 (2013)
J.H. Ouyang, T. Murakami, S. Sasaki, High-temperature tribological properties of a cathodic arc ion-plated (V,Ti)N coating. Wear 263, 1347–1353 (2007)
U. Wiklund, B. Casas, N. Stavlid, Evaporated vanadium nitride as a friction material in dry sliding against stainless steel. Wear 261, 2–8 (2006)
N. Fateh, G.A. Fontalvo, G. Gassner, C. Mitterer, The beneficial effect of high-temperature oxidation on the tribological behaviour of V and VN coatings. Tribol. Lett. 28, 1–7 (2007)
S.M. Aouadi, D.P. Singh, D.S. Stone, K. Polychronopoulou, F. Nahif, C. Rebholz et al., Adaptive VN/Ag nanocomposite coatings with lubricious behavior from 25 to 1000 °C. Acta Mater. 58, 5326–5331 (2010)
C. Muratore, A.A. Voevodin, J.J. Hu, J.S. Zabinski, Tribology of adaptive nanocomposite yttria-stabilized zirconia coatings containing silver and molybdenum from 25 to 700 °C. Wear 261, 797–805 (2006)
A. C.Muratore, A. Voevodin, J.J. Hu, J.G. Jones, J.S. Zabinski. Growth and characterization of nanocomposite yttria-stabilized zirconia with Ag and Mo. Surf. Coat. Technol. 200, 1549–1554 (2005)
J. Chen, Y. An, J. Yang, X. Zhao, F. Yan, H. Zhou et al., Tribological properties of adaptive NiCrAlY–Ag–Mo coatings prepared by atmospheric plasma spraying. Surf. Coat. Technol. 235, 521–528 (2013)
E. Sadri, F. Ashrafizadeh, Structural characterization and mechanical properties of plasma sprayed nanostructured Cr2O3-Ag composite coatings. Surf. Coat. Technol. 236, 91–101 (2013)
X. Shi, Z. Xu, M. Wang, W. Zhai, J. Yao, S. Song et al., Tribological behavior of TiAl matrix self-lubricating composites containing silver from 25 to 800 °C. Wear 303, 486–494 (2013)
X. Shi, J. Yao, Z. Xu, W. Zhai, S. Song, M. Wang et al., Tribological performance of TiAl matrix self-lubricating composites containing Ag, Ti3SiC2 and BaF2/CaF2 tested from room temperature to 600 °C. Mater. Design 53, 620–633 (2014)
X. Shi, S. Song, W. Zhai, M. Wang, Z. Xu, J. Yao et al., Tribological behavior of Ni3Al matrix self-lubricating composites containing WS2, Ag and hBN tested from room temperature to 800 °C. Mater. Design 55, 75–84 (2014)
J. Chen, X. Zhao, H. Zhou, J. Chen, Y. An, F. Yan, Microstructure and tribological property of HVOF-sprayed adaptive NiMoAl–Cr3C2–Ag composite coating from 20 °C to 800 °C. Surf. Coat. Technol. 258, 1183–1190 (2014)
S. Zhu, F. Li, J. Ma, J. Cheng, B. Yin, J. Yang et al., Tribological properties of Ni3Al matrix composites with addition of silver and barium salt. Tribol. Int. 84, 118–123 (2015)
D.V. Shtansky, A.V. Bondarev, P.V. Kiryukhantsev-Korneev, T.C. Rojas, V. Godinho, A. Fernández, Structure and tribological properties of MoCN-Ag coatings in the temperature range of 25–700 °C. Appl. Surf. Sci. 273, 408–414 (2013)
J.H. Hsieh, C.H. Chiu, C. Li, W. Wu, S.Y. Chang, Development of anti-wear and anti-bacteria TaN-(Ag,Cu) thin films—a review. Surf. Coat. Technol. 233, 159–168 (2013)
D.S. Stone, S. Harbin, H. Mohseni, J.E. Mogonye, T.W. Scharf, C. Muratore et al., Lubricious silver tantalate films for extreme temperature applications. Surf. Coat. Technol. 217, 140–146 (2013)
D.S. Stone, J. Migas, A. Martini, T. Smith, C. Muratore, A.A. Voevodin et al., Adaptive NbN/Ag coatings for high temperature tribological applications. Surf. Coat. Technol. 206, 4316–4321 (2012)
H. Guo, W. Chen, Y. Shan, W. Wang, Z. Zhang, J. Jia, Microstructures and properties of titanium nitride films prepared by pulsed laser deposition at different substrate temperatures. Appl. Surf. Sci. 357, 473–478 (2015)
D. Craciun, G. Socol, N. Stefan, G. Dorcioman, M. Hanna, C.R. Taylor et al., The effect of deposition atmosphere on the chemical composition of TiN and ZrN thin films grown by pulsed laser deposition. Appl. Surf. Sci. 302, 124–128 (2014)
W.C. Oliver, An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 7, 1564–1583 (1992)
J.C. Caicedo, G. Zambrano, W. Aperador, L. Escobar-Alarcon, E. Camps, Mechanical and electrochemical characterization of vanadium nitride (VN) thin films. Appl. Surf. Sci. 258, 312–320 (2011)
M. Pfeiler-Deutschmann, P.H. Mayrhofer, K. Chladil, M. Penoy, C. Michotte, M. Kathrein et al., Effect of wavelength modulation of arc evaporated Ti–Al–N/Ti–Al–V–N multilayer coatings on microstructure and mechanical/tribological properties. Thin Solid Films 581, 20–24 (2015)
M. Pfeiler, K. Kutschej, M. Penoy, C. Michotte, C. Mitterer, M. Kathrein, The effect of increasing V content on structure, mechanical and tribological properties of arc evaporated Ti–Al–V–N coatings. Int. J. Refract. Metals Hard Mater. 27, 502–506 (2009)
A.A. Voevodin, J.J. Hu, J.G. Jones, T.A. Fitz, J.S. Zabinski, Growth and structural characterization of yttria-stabilized zirconia–gold nanocomposite films with improved toughness. Thin Solid Films 401, 187–195 (2001)
D. Stone, J. Liu, D.P. Singh, C. Muratore, A.A. Voevodin, S. Mishra et al., Layered atomic structures of double oxides for low shear strength at high temperatures. Scripta Mater. 62, 735–738 (2010)
C. Muratore, J.E. Bultman, S.M. Aouadi, A.A. Voevodin, In situ Raman spectroscopy for examination of high temperature tribological processes. Wear 270, 140–145 (2011)
Acknowledgements
The authors gratefully acknowledge the National Natural Science Foundation of China (Grant no. 51665026), the Young Science and Technology Foundation of Gansu Province (Grant no. 1506RJYA058), and the Research Foundation of Education Bureau of Gansu Province (Grant no. 2014A-119) in China for the financial support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Guo, H., Lu, C., Zhang, Z. et al. Comparison of microstructures and properties of VN and VN/Ag nanocomposite films fabricated by pulsed laser deposition. Appl. Phys. A 124, 694 (2018). https://doi.org/10.1007/s00339-018-2055-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-018-2055-x