
Abstract
This study places emphasis on investigating the impact of integrating Sterculia foetida fiber and natural fillers into an epoxy matrix. An experimental investigation was conducted to examine the impact of incorporating natural fillers on the physical, mechanical, and thermal properties of a novel series of epoxy-based composites reinforced with fibers. The physical and mechanical properties of the composites produced in this study exhibited a higher level of concordance with the previously developed composites that incorporated natural fibers. It was determined that the composites containing 5% fillers and Sterculia foetida fiber exhibited low percentage error and moisture absorption. The composite manufactured with a 5% filler content exhibited superior mechanical qualities in terms of tensile strength, impact resistance, and Rockwell hardness compared to the other composites investigated in this study. The results of thermogravimetric analysis indicate that the incorporation of Sterculia bark and rice husk filler into the composites leads to an enhancement in thermal stability, specifically in relation to the Sterculia foetida content. The cellulose fiber utilized in this study exhibited thermal stability, indicating its appropriateness for usage in applications involving moderate temperatures.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
A diverse range of engineering materials find application in numerous industries including aerospace, automotive, marine, construction, structural, agriculture, textiles, environment, and medical sectors [1]. There is a growing inclination towards employing innovative lightweight composites in the building industry, automotive manufacturing, and the development of seismic-resistant structures. These composites have the dual advantage of reducing overall weight and effectively mitigating impact loads and vibrations [2]. Moreover, the utilization of lighter composites in automotive components results in a decrease in fuel consumption of vehicles, as it effectively reduces the overall weight of the engine. Non-fiber-reinforced polymer composites (NFRPCs) are commonly utilized in civil applications, namely for non-load-bearing interior components. This preference is primarily attributed to their susceptibility to vulnerability and environmental attack, as stated in reference [3]. The utilization of biocomposites in the automotive sector has been examined, revealing that around 23% of worldwide carbon emissions can be attributed to the operation of motor vehicles [4]. Lightweight composites in automotive components result in excellent fuel efficiency and lesser CO2 emission leads to induce various manufacturers to use natural fibers as reinforcement for their product. Epoxy resin has better adhesive properties, improved resistance to fatigue and microcracking [5]. It has been widely used as engineering plastics because of its high-performance characteristics, such as good mechanical, thermal, and electrical properties [6]. The Sterculia foetida contains 30% of cellulose, 16% of hemicellulose, and 45.3% of lignin. The extract of Sterculia foetida fruit fiber has good protection against ultraviolet rays with the potential to be used as a reinforcement material with polymer matrix. Single fiber characterization study is conducted on Sterculia fiber to determine the tensile properties. It was observed that the Sterculia fiber had a rough structure and low porosity which results in higher tensile properties [7]. It is commonly accepted that the properties of composites are mainly dependent on the properties of their constituent materials, their orientation and the bonding interaction among them [8]. The addition of filler material with polymers increases the adhesion between the reinforcement and matrix material. It may be used as the additional reinforcement material with another reinforcement in a composite. The coir fibers and coir shell particles to produce composite based on polypropylene matrix [9]. The result observed that adding particle with fiber increases the interfacial adhesion between fiber and matrix. Composite with 5% particle with coir fiber showed higher tensile strength and thermal stability than the composite with 5, 10, 15, and 20% particle content in the composite [10]. Fabricated the three different glass fiber–reinforced epoxy composites filled with 5%, 10%, and 15% rice husk powder. Results showed that the 5% rice husk–filled composite obtained higher tensile strength (279 MPa) than the 10% (229 MPa) and 15% (144 MPa) rice husk–filled composites [11]. Through a literature study, the crucial contribution of natural fiber–reinforced composite in replacing conventional automotive and aerospace material has been identified. So far the composite materials were fabricated by incorporating various natural fibers with the polymer matrix [12]. To increase interactions between the fiber and polymer various techniques were followed like surface treatment of fibers, hybridization of fibers and matrix, and addition of fillers with fiber and matrix [13]. Although there have been numerous studies on the mechanical behavior of natural fiber–reinforced composites, only a few references are available on Sterculia foetida–based polymer composites [14]. Study on a new set of natural fiber–reinforced epoxy composite such as Sterculia foetida and natural fillers is not performed so far. Evaluating the suitability of these natural fibers as reinforcement with polymer matrix gives effective alternative lightweight material for automotive manufacturers [15].
Based on the above literature, the objective of this work is to fabricate the composite laminates by using the natural fiber and epoxy matrix blende the filler material to identify the general properties of this hybrid composite.
2 Experimentation
2.1 Fabrication of composites
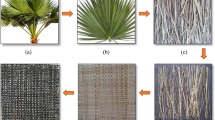
Figure 1 shows the extraction process of Sterculia foetida fiber used as reinforced. The low temperature curing epoxy resin (Araldite LY 556) and corresponding hardener (HY951) were mixed in a ratio of 10:1 by weight as recommended. The polymer matrix of epoxy (LY 556) and corresponding hardener HY-951 was supplied by Javanthee Enterprises, India. It has superior mechanical and physical properties (Table 1). Rice husk powder, coconut shell powder, and Sterculia bark powder were used as the natural fillers in the present research. In order to study the effect of the addition of fillers with natural fiber and epoxy resin, natural fillers were added at 5% and 10% by volume of the composite. The density of rice husk is 0.12 g/cm3, Sterculia foetida bark is 0.68 g/cm3, and coconut shell powder is 1.60 g/cm3. By using those above fillers, the composites are expected to possess advantages such as strong and rigid structure, environmentally friendly, abundance availability of material, and light in weight. Rice husk, coconut shell, and Sterculia bark were collected locally, and these species were converted into powder form. Subsequently, the powder underwent the process of sieving utilizing a sieve with a mesh size of 38 μm. Composite materials are manufactured in the form of square plates measuring 300 mm by 300 mm, with a thickness of 5 mm. A total of six composite plates were manufactured, each possessing distinct compositions of fiber, filler, and matrix. Specifically, the three different natural filler materials were utilized in combinations of 15:5:80 and 15:10:75 [16]. The composition and the designation of the composites prepared for this work are listed in the Table 2. Each composite’s cast underwent a curing process while subjected to a load of approximately 50 kg for a duration of 24 h before to its removal from the mold [17]. Finally, the specimens of the suitable dimensions are cut by using a diamond cutter for the testing. Table 3 shows the applications of natural fibers in various industries.

Extraction method of Sterculia foetida fiber
2.2 Physical characterization
Determining the density of plastic is used in many areas to designate certain properties of materials or products. The actual density (ρce) of the composite is determined experimentally by simple water immersion technique using the following equation [18],
The accuracy of experimental density is determined by comparing it to the theoretical density. Accuracy is reported as percentage error, which is calculated using the formula as follows [19],
In order to determine the chemical compatibility between human hair and epoxy matrix, the water absorption test is carried out as per the standard ASTM D570–98. Water immersion technique is used to determine the density of the composites prepared. Percentage increase in weight is calculated as follows [20],
2.3 Mechanical characterization
An average value of mechanical characteristics was obtained by testing three specimens per composite. The tensile test was conducted using a universal testing machine, adhering to the ASTM D638 standard, with a crosshead speed of 2 mm/min. The specimens that were created exhibit a dog-bone shape, characterized by a center zone of constant width that widens at the ends. The dimensions of the specimen were measured to be 165 × 19 × 5 mm3, with the width and length of the narrow part being 13 mm and 57 mm, respectively. The investigation involves determining the tensile strength of a specimen by observing the highest force necessary for its fracture under equal pull conditions. The tensile test was performed using a universal testing machine to measure the maximum load and displacement at the breaking point of the sample. These values were then utilized to calculate the tensile strength and Young’s modulus of the samples. The Izod impact test was conducted in accordance with the ASTM D256 standard utilizing an impact tester. The specimen is constructed with dimensions of 65 mm × 12.7 mm × 5 mm, and the depth beneath the notch measures 10 mm. The determination of the impact toughness of a material involves subjecting a V-notched specimen to fracture by means of a pendulum hammer. The energy absorbed during fracture is measured and subsequently correlated with the cross-sectional area of the specimen. The impact of indentation on composites can be examined through the utilization of hardness testing. The determination of the resistance to plastic deformation of a composite material was conducted using a Rockwell hardness tester in accordance with the ASTM D785 standard [21]. Commonly HRL scale was followed for determining the hardness of the soft or plastic materials. The steel ball indenter of a size 1/16″ was used to perform the Rockwell hardness test on the composite samples [22].
2.4 Thermal characterization
Thermogravimetric analysis (TGA) is used to analyze the degradation of the material as a function of increasing temperature with a constant heating rate. The sample in the form powder was prepared as shown in Fig. 2. The thermal gravimetric analysis (TGA) of composites was performed in accordance with the established protocol outlined in ASTM E1131. The assessment of the deterioration of composite samples due to a steady rise in temperature was conducted using the thermogravimetric analyzer SEIKO TG/DTA 6200. A quantity of power composite sample ranging from 7 to 10 mg was prepared for the purpose of conducting the test for each composite. The powder material that had been manufactured was subjected to heating within a nitrogen environment, with temperatures ranging from 32 to 820 °C. The heating process was conducted at a rate of 20 °C per minute [23].

Composite sample prepared for TGA
2.5 Scanning electron microscopy
The scanning electron microscope (SEM) is utilized to examine objects at an exceptionally high resolution, reaching the nanoscale scale. The analysis is conducted at certain point locations on the internal surface of cracked tensile test specimens to ascertain the bonding relationship between the fiber and matrix, interface structure, and matrix crack during the execution of the tensile test [24]. The specimen surfaces are directly examined by the scanning electron microscope (SEM).
3 Results and discussion
3.1 Density of composites
The void content in the composite is considered as important factor which is mostly characterized through density of the composites. Figure 3 shows the percentage error between the actual density and the theoretical density of the composites. This may also be called a void fraction of the composites. Sterculia foetida–reinforced composite with 5% and 10% Sterculia foetida bark filler, rice husk shows that the 10% filler added composite obtained higher experimental density than the theoretical density of the composites when compared to the 5% filler composites which mean higher percentage error [25]. Moisture content in the composites increases the experimental density. The percentage error between the experimental and theoretical density is increased when the fiber content increases.

Error % between experimental density and theoretical density
3.2 Water absorption
Figure 4 shows the weight of all composite specimens increased by a certain amount at every 24-h interval. The moisture absorption of the composite specimen exhibits a progressive increase when the duration of immersion is extended. The values exhibit a tendency towards convergence during a time frame of around 4 to 5 days. Initially, the moisture gain for all the composite specimens was observed to be high. Then it was reduced at every 24 h. After 7 to 8 days, the composite’s water absorptivity maintains a constant rate. Sterculia foetida with 5% filler content absorbed less moisture (0.213–0.261%) than the 10% filler composites (0.497–0.569%). that 5% filler in the composite was the optimum value for achieving the better quality of the composites [26]. When evaluating the absorptivity of composites reinforced with Sterculia and coir fiber, it was observed that all specimens exhibited increased absorptivity compared to the composite containing human hair, jute, Sterculia, and a 5% filler. The flax fiber reinforced epoxy composite exhibited a moisture gain ranging from 6.23 to 9.76% [27].

Percentage moisture absorption at every 24 h
3.3 Mechanical properties
Three specimens per composites were prepared from 6 composites, a totally of 18 specimens were tested and the average values of tensile strength are shown in Fig. 5. When adding the rice husk, Sterculia bark, and coconut shell powder by 5% the tensile strength was increased to 0.28%, 17.16%, and 37.52% respectively. But when increasing the filler to 10% by volume with 15% Sterculia fiber, the tensile strength was decreased. The jute fiber composite with 1%, 2%, and 5% coconut shell powder showed higher tensile strength than the composite with 10% filler content. From tensile strength, it was observed that the composite with 5% filler shows higher tensile strength than the 10% filler composites. Higher filler content may affect the stress transfer between fiber and matrix. It leads to the reduction of force that breaking the specimen under tension [28].

Tensile strength of composites
Addition of 5% and 10% fillers such as Sterculia bark, rice husk and coconut shell powder with Sterculia fiber shows less Young’s modulus than the Sterculia fiber–reinforced composite without filler content. Composite with 5% coconut shell powder obtained higher Young’s modulus when comparing the fillers added composites [23]. The observed augmentation in Young’s modulus of the composite material, as a result of the inclusion of filler content, aligns with findings reported in previous studies. The Young modulus of composites exhibits a positive correlation with the filler content, as depicted in Fig. 6. The inclusion of fillers impeded the mobility of the polymer chains within the epoxy matrix, as well as the overall stiffness of the composite material. The rigidity of the composite is increased with the use of peanut husk fillers.

Tensile modulus or Young’s modulus of composites
From Fig. 7, it was observed that the Sterculia with 10% filler showed a decreased impact strength than 5% filler added composites. The impact strength of the composite was shown to decrease as the percentage of natural filler increased. The observed decrease in impact strength can be attributed to the insufficient matrix content in the composite, which hinders the effective transfer of stress during abrupt impacts. Additionally, the poorer absorption characteristic of the filler further contributes to this phenomenon. It has been observed that the presence of higher filler content led to increase in the fiber agglomeration, which results in regions of stress concentration requiring less energy for crack propagation [17]. The impact strength of natural filler added polymer composites depends on the nature of the filler such as surface area and size. When incorporating fillers into natural fiber reinforced polymer composites at a volume percentage above a specified threshold (namely, 10%), the presence of irregularly shaped fillers results in a deficiency of interlocking between the fibers and the polymer matrix [8]. This influences debonding at the interface during load applied, which results in lower properties of the composites.

Impact strength of composites
Figure 8 shows the Rockwell hardness obtained for the prepared composites. Addition of 5% fillers such as rice husk, Sterculia bark and coconut shell powder with 15% Sterculia fiber obtained higher hardness (144.20–159.80) than the Sterculia composites with 10% fillers (139.20–152.60). Another study has found that the hardness of human hair–reinforced rubber composites is 25–40. There was an increase in hardness of the composites thus fabricated in the present research work which shows the greater resistance offered by the composites against compression [13].

Rockwell hardness of composites
3.4 Thermogravimetric analysis
The weight reduction of composite samples containing Sterculia foetida and natural fillers was measured at three distinct stages, as depicted in Fig. 9. The process of moisture evaporation in the composite samples was seen, which was then followed by a second stage of degradation characterized by the loss of molecular structures within the material. Finally, the third degradation stage of the composite was found. When adding the 10% filler with Sterculia foetida and epoxy, the thermal stability was decreased as compared to 5% filler added composites. Increasing the rice husk filler with polypropylene showed lesser thermal stability than the composite with lower filler content. It was due to the loss in fiber-matrix adhesion at the interface region of the composites [24]. From a result, it was identified that the weight loss between 30 and 100 °C is seen as 1 to 2% for all the composite samples (shown in Table 4). Twenty percent weight loss occurred at around 360–398 °C for all the composite samples tested. Fifty percent material degradation was seen in between 388 and 441 °C. Then, there is a slow loss of weight of the composites up to 15% was noted with a gradual rise in the temperatures.

Thermal degradation of composites
3.5 Scanning electron microscopic analysis
In Fig. 10, voids were observed due to the fiber pulled out during the tensile test of the samples. It was noted that the fibers were peeled off instead of breaking. As a result, perfect bonding was observed between the fiber and the matrix. Debonding between reinforcement and matrix was observed which clearly indicated in Fig. 11 due to the presence of a higher percentage of fillers in the composite. Adding more filler resists the fiber to interlock with the matrix. Also, higher filler content results in porous structure due to this matrix did not penetrate into the fiber bundles. It causes reduced mechanical properties of 10% filler-added composites.

SEM image of 5% Sterculia bark filler added Sterculia foetida fiber–reinforced composite

SEM image of 10% Sterculia bark filler added Sterculia foetida fiber–reinforced composite
In Fig. 12, the addition of 5% coconut shell powder with Sterculia fiber shows the little fibrillation near the matrix crack. It shows the proper distribution of the fiber, filler, and matrix in the composites. According to the findings presented in Fig. 13, it was seen that the clustering of coconut shell particles resulted in the separation of the fiber from the matrix, leading to a deficiency in the interlocking mechanism between the fiber and matrix [27]. Furthermore, the infiltration of the matrix into the fiber was impeded as a result of the existence of a porous configuration inside the structure.

SEM image of 5% coconut shell filler–added Sterculia foetida fiber–reinforced composite

SEM image of 10% coconut shell filler–added Sterculia foetida fiber–reinforced composite
4 Conclusion
The outcomes on the production of novel epoxy composites by the hand lay-up process, incorporating natural fiber reinforcement from Sterculia foetida and natural fillers. The present research work has proved the following results based on several studies conducted on natural fiber reinforced composites. The composite material, which includes 5% Sterculia fiber filler, has greater tensile strength in comparison to the composites containing 10% filler. The stress transfer between the fiber and matrix may be influenced by an increase in filler content. This phenomenon results in a decrease in the applied force required to fracture the specimen when subjected to tension. The measured density of the produced composite closely approximated the theoretical density, suggesting a minimal presence of voids. The scanning electron microscopy analysis revealed that the fiber and matrix interface region exhibited a consistent distribution of fibers and fillers within the matrix during the fabrication process. This uniform distribution contributed to the occurrence of fiber pull-out during testing, as well as a reduced presence of voids and cracks in the composite material. The thermogravimetric analysis revealed that the composites underwent thermal degradation, which was observed to occur in three distinct stages. Firstly, the evaporation of water content within the specimen was observed to take place within the temperature range of 230–270 °C. Subsequently, a loss of molecular structure was noted to occur between the temperature ranges of 270–440 °C. Finally, the samples underwent a final degradation process at temperatures ranging from 480 to 510 °C. The utilization of Sterculia foetida and natural fillers in combination with an epoxy matrix enables the production of composites that can serve as a viable substitute material in several industries such as lightweight construction, automotive, and aerospace applications.
Data availability
Not applicable.
Code availability
Not applicable.
References
Layth M, Ansar MNM, Grace P, Jawaid M, Saiful IM (2015) A review on natural fiber reinforced polymer composite and its applications. International Journal of Polymer Science, Hindawi Publishing Corporation 2015:1–15. https://doi.org/10.1155/2015/243947
Thandavamoorthy R, Kumar SL, Adinarayanan A, Al Obaid S, Alharbi SA, Kalam MA (2023) Evaluation of mechanical and water absorption properties of kevlar/carbon/basalt fibers reinforced nano cellulose particulates Bisphenol-F LY556 epoxy composite. Int J Adv Manuf Technol 1–10. https://doi.org/10.1007/s00170-023-12152-z
Corradi S, Isidori T, Corradi M, Soleri F, Olivari L (2009) Composite boat hulls with bamboo natural fibers. Int J Mater Prod Technol 36(1):73–89
Gholampour A, Ozbakkaloglu T (2020) A review of natural fiber composites: properties, modification and processing techniques, characterization, applications. J Mater Sci 55(3):829–892. https://doi.org/10.1007/s10853-019-03990-y
Bongrade US, Shinde VD (2014) Review on natural fiber reinforced polymer composites. Int J Eng Sci Innov Technol 3(2):431–436
Raja T, Raja KV, Reddy MI, Al Obaid S, Alharbi SA, Kalam MA (2023) Studies on mechanical and morphological behaviors of banyan/kevlar fibers reinforced MgO particulates hybrid aliphatic epoxy composite. Int J Adv Manuf Technol 1–8. https://doi.org/10.1007/s00170-023-11852-w
Duigou AL, Bourmaud A, Davies P, Baley C (2014) Long term immersion in natural seawater of flax/PLA biocomposite. Ocean Eng 90:140–148
Muda MKH, Mustapha F (2018) Composite patch repair using natural fiber for aerospace applications, sustainable composites for aerospace applications. In: Sustainable Composites for Aerospace Applications. Woodhead Publishing, pp 171–209. https://doi.org/10.1016/B978-0-08-102131-6.00009-8
Obed A, Paul MW, Azzam A, Wei L, Xiao HQ (2017) Review of the applications of biocomposites in the automotive industry. Polym Compos 38(11):2553–2569
Teli MD, Pintu P (2018) Application of Sterculia foetida fruit shell waste biomolecules on silk for aesthetic and wellness properties. Fibers and Polymers 19:41–54
Selvakumar K, Omkumar M (2022) Effect of alkali treated and untreated cellulose fibers and human hair on FTIR and tensile properties for composite material applications. SN Applied Sciences 4:74. https://doi.org/10.1007/s42452-022-04946-9
Essabir H, Bensalah MO, Rodrigue D, Bouhfida R, Qaiss A (2016) Structural, mechanical and thermal properties of bio- based hybrid composites from waste coir residues: fibers and shell particles. Mech Mater 93:134–144
Arunkumar R, Alok S (2012) Study on mechanical and tribo – performance of rice – husk filled glass–epoxy hybrid composites. Mater Des 41:131–141
Obiukwu O, Uchechukwu MN, Nwaogwugwu MC (2016) Study on the properties of coconut shell powder reinforced high-density polyethylene composite. Futo Journal Series 2(2):43–55
Geetanjali D, Sandhyarani B (2016) Physical, mechanical and water absorption behavior of coir fiber reinforced epoxy composites filled with Al2O3 particulates. Mater Sci Eng 115:1–10
Vivekkumar S, Agarwal A (2017) An experimental approach for behavior analysis of sisal epoxy composites. Int J Eng Sci Res Technol 6:717–724
Amoke A, Ogbobe O, Tenebe GO, Ichetaonye ST, Ayo MD (2017) Physico – mechanical properties and water absorption behavior of natural rubber vulcanizates filled with sawdust. Res Rev Polym 8(1):1–9
Munoz E, Garcia JAM (2015) Water absorption behavior and its effect on the mechanical properties of flax fiber reinforced bioepoxy composites. Int J Polym Sci. https://doi.org/10.1155/2015/390275,vol.6,pp.1-10
Manohara V, Sreenivasa CG, Bharath KN (2014) Evaluation of tensile behavior of sea shell jute fabric reinforced composite. Int J Adv Res Mech Prod Eng Dev 1(3):141–147
Sewench NR, Abdulmajeed IM, Saeed AR (2013) Mechanical and thermal properties of date palm fiber and coconut shell particles filler reinforced epoxy composite. Indian J Appl Res 3(4):89–92
Sudeep D, Rangaswamy T (2014) Effect of fillers on E-glass/jute fiber reinforced epoxy composites. Int J Eng Res Appl 4(8):118–123
AjayKumar K, Mateen MA, Srinivasa N, Rajneesh, (2015) A study on effect of filler on mechanical properties of GFRP composites. Int J Innov Res Sci Eng Technol 4(11):10669–10674
Vikas D, Sehijpal S, Inderdeep S (2013) ‘Effect of natural fillers on mechanical properties of GFRP composites. J Compos. https://doi.org/10.1155/2013/792620,pp.1-8
Hoi-yan C, Mei-po H, Kin-tak L, Francisco C, David H (2009) Natural fibre-reinforced composites for bioengineering and environmental engineering applications. Composites: Part B 40:655–663
Srinivasa CV, Bharath KN (2011) Impact and hardness properties of areca fiber-epoxy reinforced composites. J Mater Sci 2(4):351–356
Mehul B, Desai RN, Padhiyar SJ (2016) Reinforcement of natural rubber by using human hair. Int J Adv Res IJARIJE 2(3):2049–2205
Haily E, Zari N, Bouhfid R, Qaiss A (2023) Natural fibers as an alternative to synthetic fibers in the reinforcement of phosphate sludge-based geopolymer mortar. J Build Eng 67:105947
Sifuentes-Nieves I, Hernandez-Gamez JF, Flores-Silva PC, Gudiño-Rivera J, Rivera-Salinas JE, Saucedo-Salazar E, Hernández-Hernández E (2023) Effect of treatment type of natural fibers on the rheological and micromechanical behavior of polyvinyl alcohol composites. J Appl Polym Sci 140(37):e54416
Acknowledgements
This project was supported by the Researchers Supporting Project number (RSPD2023R956), King Saud University, Riyadh, Saudi Arabia.
Author information
Authors and Affiliations
Contributions
Vinayagam Mohanavel: investigation, methodology, writing—review and editing. K. Ravindra Pratap Singh: conceptualization, formal analysis, writing—review and editing. Shanmugavel Kuppusamy: conceptualization, formal analysis, writing—review and editing. Thandavamoorthy Raja: conceptualization, writing—original draft, writing—review and editing. Selvakumar Kathiresan: writing—review and editing. Mohammad Rezaul Karim: formal analysis, writing—review and editing. Ibrahim Abdullah Alnaser, writing—review and editing.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent to publication
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Mohanavel, V., Singh, R.P., Kuppusamy, S. et al. Effect of incorporation natural fillers with Sterculia foetida fiber on physical, mechanical, and thermal characterization of epoxy polymer composites. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-023-12907-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-023-12907-8