
Abstract
This study presents the effect of the polyfunctional monomers (PFMs) triallylcyanurate (TAC), triallylisocyanurate (TAIC), trimethylolpropane trimethacrylate (TMPT), ethylene glycol dimethacrylate (EDMA) and zinc diacrylate (ZDA) on the mechanical properties of natural rubber (NR) crosslinked by electron beam (EB) processing. Dependence of mechanical properties and crosslink density on irradiation dose was determined from a dose range of 50 to 200 kGy. The control blends, obtained with benzoyl peroxide as curing agent, were prepared by blending on a laboratory roller and the control sample curing was accomplished on hydraulic press at 160 °C. The results showed an increase in mechanical properties and crosslink density due to the introduction of PFMs. Also, based on the comparison between EB irradiation and dibenzoyl peroxide vulcanization efficiency, the experimental results show that EB irradiation gave the best results.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Elastomers are materials used in a large range of industrial and household applications. A common physical–chemical treatment is curing (crosslinking), imparting the rubber mechanical and thermal stability. There are several possibilities for the crosslinking of rubber. The sulfur vulcanization was the first discovered and still is today’s most common cure system. The sulfur vulcanization process requires the presence of carbon–carbon unsaturation in the polymer and it leads to a three-dimensional rubber network in which the polymer chains are linked to each other by sulfur bridges. As a result, sulfur-cured articles have good tensile and tear strength, good dynamic properties, but poor high temperature properties like aging, for instance [1, 2]. Other vulcanization systems, i.e. peroxides, ultraviolet light, electron beam (EB), microwave, activated phenol formaldehyde resins, etc. were later discovered and gained more importance with the progressive development of synthetic rubbers.
Vulcanization with peroxides is done by radical mechanism when bonds are formed between C–C macromolecules. The chain of free-radical reactions is initiated by thermal decomposition of the peroxide into primary radicals formed by scission stable species (acetone and diacetylbenzene) the second radical that continue the propagation in the presence of rubber.
Radiation curing has historically been used as an alternative to peroxides in applications where the curatives themselves or side products of vulcanization are viewed as impurities in the final product. Peroxide crosslinking progresses through a series of radical intermediates, each of which can undergo side reactions which may not necessarily contribute to crosslink density. Radiation crosslinking, on the other hand, has been promoted as a cleaner and more homogeneous cure process. Electron beam irradiation is used in the wire and cable industry for longer than 30 years and applied to a wide range of commodity and specialty elastomers. A survey of the types of elastomers susceptible to radiation curing is available, there are review articles describing the electron beam curing of commercially significant grades [3, 4]. Variables, such as absorbed dose and the effect of polymer microstructure and chemical additives on the efficiency of EB cure have been studied.
Electron beam vulcanization has demonstrated extremely positive results when compared to the conventional curing system, such as: no polymer degradation due to high temperature as EB crosslinking occurs at room temperature, no oxidative degeneration in polymers as observed in classical crosslinking, direct crosslinking by C–C linkage by EB, extremely strong bonds, high degree of crosslinking, extremely short curing cycles, zero blooming effects; extremely high tensile strength; extremely high resistance to compression set; extremely high resistance to oils, grease, lubricants; highly improved accelerated aging properties, very high productivity, perfect for thin products, lower material waste [5–7]. However, the radiation crosslinking of rubbers was used in larger technical applications, although, involved high irradiation costs, but could become an industrial process when the absorbed dose decreases with the use of some sensitizers.
Natural rubber (NR) is a heavily researched material. The outstanding strength of NR has maintained its position as the preferred material in many engineering applications. It has a long fatigue life and high strength even without reinforcing fillers. Other than for thin sections it can be used to approximately 100 °C, and sometimes above. It can maintain flexibility down to −60 °C if compounded for this purpose. It has good creep and stress relaxation resistance and is low cost. Its main disadvantage is its poor oil resistance and its lack of resistance to oxygen and ozone, although, these latter disadvantages can be ameliorated by chemical protection.
The vulcanisation of NR by sulfur in presence of organic accelerator is a complicated process [8, 9]. The mechanism of vulcanization and its acceleration depends on the structure of the rubber, type and concentration of accelerators and activators (zinc oxide and fatty acid) and on the thermodynamics of each particular reaction.
The chemistry of vulcanization is complex and the resulting crosslinks may be mono-, di-, tri- or higher poly-sulfides, with a proportion which is among others largely determined by the vulcanization system, the cure time and the temperature. These compounds and their reaction products could be responsible for cytotoxicity [10] and allergy-causing compounds, such as nitrosamines and nitrosatable materials. Besides the conventional techniques, crosslinking of NR can also be achieved by means of high energy radiation. This technology has been studied for a long time. The radiation crosslinking became an industrial process when the absorbed dose decreased with the use of sensitizers, such as chlorinated hydrocarbons [11, 12]. Other authors [13–15] utilized polyfunctional and monofunctional acrylic monomers to substitute CCl4. Reported papers suggest that appropriate polyfunctional monomers (PFMs), also called coagents, in polymer matrix [7, 16–19] could be used to obtain desired rubber physical properties at lower absorbed dose [20–22]. Coagents are multi-functional organic molecules which are highly reactive toward free radicals [1]. They are used as reactive additives to boost the vulcanization efficiency [23]. The most used coagents are molecules with maleimide groups, (meth)acrylate groups, or allylic groups [24–26] but polymeric materials with a high-vinyl content, i.e. 1,2-polybutadiene, can also act as coagents. Some authors have even studied the action of sulfur, or sulfur donors as coagents [27–29]. The coagents can be divided into two groups: Type I and Type II coagents [2].
Type I: Addition and hydrogen abstraction reactions: these coagents consist of rather polar molecules with a low molecular weight and activated double bonds. Their main characteristic is that they are highly reactive toward radicals, so scorch takes place very fast, which sometimes can be a disadvantage [30]. By using this kind of coagents, not only the rate of cure is increased but also the crosslink density or state of cure. A disadvantage that may be present when using this type of coagents is that, due to polarity, the compatibility of these coagents with the polymer matrix is limited. Some examples of Type I coagents are: acrylates, methacrylates, bismaleimides and zinc salts.
Type II: Addition reactions: these coagents are, in general, less polar molecules, which form more stable free radicals, so scorch does not take place as fast as with the previous type of coagents. The use of these coagents leads to an increase in crosslink density of the vulcanisate but, unlike Type I, they are not capable of increasing the cure rate. Due to their low polarity, these coagents have a good compatibility with many elastomers. Some examples are: high-vinyl 1,2-polybutadiene, divinylbenzene, allyl esters of cyanurates, isocyanurates and sulfur.
The main goal of this paper was to combine the advantages of EB irradiation and PFMs addition in rubber to reduce the required EB dose level and to improve the rubber properties.
Experimental
Materials
All the raw materials: NR Crep 1X (Mooney viscosity is 74 ML1+4 at 100 °C, 0.32 % volatile materials content, 0.38 % nitrogen content, 0.22 % of ash, 0.021 % impurities content), antioxidant Irganox 1010, dibenzoyl peroxide Perkadox 14-40B (1,60 g/cm3 density, 3.8 % active oxygen content, 40 % peroxide content, pH 7) as vulcanizing agents for classical vulcanization and PFMs, such as triallylcyanurate Luvomaxx TAC DL 70 (26 % of ash, density 1.34 g/cm3, 30 % active synthetic silica), triallylisocyanurate Luvomaxx TAIC DL 70C (pH 2.6, density 1.34 g/cm3), trimethylolpropane trimethacrylate Luvomaxx TMPT DL 75 (22 % of ash, pH 9.2, density 1.36 g/cm3, 75 ± 3 % active ingredient), ethylene glycol dimethacrylate (EDMA) Luvomaxx EDMA DL 75 (23 % of ash, density 1.25 g/cm3), zinc-diacrylate Luvomaxx ZDA GR 75 (Mooney viscosity is 38 ML1+4 at 25 °C, density 1.23 g/cm3) were used directly without purification. Table 1 shows the chemical structure, molecular weight and boiling points of PFMs used in our experiments.
Sample preparation
Samples were prepared on an electrically heated laboratory roller. For preparation of NR with PFMs, the blend constituents were added in the following sequence and amounts: 100 phr NR and 3 phr PFMs (TAC, TAIC, TMPT, EDMA and ZDA, respectively). These samples were named: NR/TAC, NR/TAIC, NR/TMPT, NR/EDMA and NR/ZDA. The process variables are as follows: temperature 25–50 °C ± 5 K, friction ratio 1.1, and total blending time 5 min. Plates required for physico-mechanical tests were obtained by pressing in a hydraulic press at 110 ± 5 °C and 150 MPa. Dibenzoyl peroxide vulcanized samples were prepared similarly to the experimental ones with the following specifications: 8 phr of dibenzoyl peroxide as vulcanizing agent was added and the blend vulcanization was achieved in a hydraulic press at 160 °C; the curing time (t 90) was measured by means of Monsanto rheometer (Table 2).
Experimental installations and sample irradiation
The resulted plates were subjected to the following vulcanization methods:
-
Conventional vulcanization with dibenzoyl peroxide (DP-V) at 160 °C and 150 MPa using an electrical hydraulic press and the curing (t 90) time was established by means of the Monsanto rheometer.
-
EB vulcanization (EB-V) with ILU-6M accelerator of 1.8 MeV and 10.8 kW output power;
The ILU-6M accelerator was built at Budker Institute of Nuclear Physics, Novosibirsk, Russia. It is placed at Electrical Project and Research Institute from Bucharest, Romania. The ILU-6M is a resonator-type accelerator, operating at 115 ± 5 MHz. This accelerator generates EB pulses of 0.375 ms duration, up to 0.32 A peak current intensity and up to 6 mA mean current intensity. The size of the scanned EB at the ILU-6M amounts to 1,100 mm × 65 mm. The EB effects are related to the absorbed dose (D), expressed in Gray or J kg−1. The single pass dose under the ILU-6M scanner is adjustable from 12.5 to 50 kGy by the speed of the conveyor system. For EB treatment, the rubber sheets were cut in rectangular shape of 150 × 150 × 2 mm3 and covered with polyethylene foils to minimize oxidation. The layers of three sandwiched sheets placed on a conveyor, were irradiated by repeatedly passing under the ILU-6M scanner at room temperature of 25 °C and pressure of 1,017 hPa.
Laboratory tests
Curing characteristics were determined by an oscillating disk rheometer (Monsanto), at 160 °C for 30 min, according to the SR ISO 3417/1997. Delta torque or extent of crosslinking is the maximum torque (MH) minus the minimum torque (ML). Optimum cure time (t 90) is the time to reach 90 % of the delta torque above minimum. Scorch time (t s2) is taken as the time to reach 2 % of the delta torque above minimum. Optimum cure time (t 90) is the time to reach 90 % of the delta torque above minimum. The cure rate index (CRI) of the recipe was calculated according to the following formula:
The CRI is a measure of the rate of vulcanization based on the difference between optimum vulcanization time, t 90 and incipient scorch time, t s2.
Tensile strength and tearing strength tests were carried out with a Schopper strength tester with testing speed 460 mm/min, using dumb-bell shaped specimens according to ISO 37/2012, respectively, angular test pieces (Type II) in according to SR EN 12771/2003. Hardness was measured by using a hardener tester according to ISO 7619-1/2011 using 6-mm thick samples. Elasticity was evaluated with a test machine of type Schob using 6-mm thick samples, according to ISO 4662/2009. Residual elongation is the elongation of a specimen measured 1 min after rupture in a tensile test. It was calculated using the formula: residual elongation
where: L 0 is the initial length between two marks and L is the length between the marks 1 min after the sample broke in a tensile test.
The sol–gel analysis was performed on crosslinked NR rubber (with and without PFMs) to determine the mass fraction of insoluble NR (the network material resulting from network-forming crosslinking process) samples (gel fraction). The samples were swollen in toluene for 72 h to remove any scissioned fragments and unreacted materials. The samples were dried in air for 6 days, then dried in an oven for 12 h at 80 °C to completely remove the solvent and reweighed. The gel fraction was calculated as:
where \( m_{\text{s}} \) and \( m_{\text{i}} \) are the weight of the dried sample after swollen and the weight of the sample before swollen, respectively [31].
The crosslink density (\( \nu \)) of the samples was determined on the basis of equilibrium solvent-swelling measurements (in toluene at 23–25 °C) by application of the well-known modified Flory–Rehner equation for tetra functional networks. The samples (2 mm thick) were initially weighed and immersed in toluene for 72 h at room temperature. Then, the swollen samples were removed and cautiously blotted with tissue paper to remove excess solvent and weighed (m g) in weighing ampoules to avoid toluene evaporation during weighing. All samples were dried in air for 6 days, then dried in an oven for 12 h at 80 °C to completely remove the solvent and again reweighed (m s). The volume fractions of polymer in the samples at equilibrium swelling \( \nu \) 2m and swelling ratio G were calculated as fallows:
where:
\( \rho_{\text{e}} \) and \( \rho_{\text{s}} \) are the densities of elastomer samples and solvent (0.866 g/cm3 for toluene), respectively.
The densities of elastomer samples were determined by hydrostatic weighing method, according to the SR ISO 2781/2010. By this method, the volume of a solid sample is determined by comparing the weight of the sample in air to the weight of the sample immersed in a liquid of known density. The volume of the sample is equal to the difference in the two weights divided by the density of the liquid.
Crosslink densities of the samples, \( \nu \), were determined from measurements in a solvent, using the Flory–Rehner relationship:
where \( V_{1} \) is the molar volume of solvent (106.5 cm3/mol for toluene), \( \nu_{2m} \) is the volume fraction of polymer in the sample at equilibrium swelling, and \( \chi_{12} \) is the Flory–Huggins polymer–solvent interaction term (the values of \( \chi_{12} \) are 0.393 for toluene [32–34].
Fourier transform infrared (FTIR) spectroscopy
Changes in the chemical structure of NR samples with/without various PFMs were determined with a FTIR spectrophotometer-JASCO FT/IR 4200, by ATR measurement method. Samples spectra are the average of 30 scans realized in absorption in the range of 4,000–600 cm−1, with a resolution of 4 cm−1.
Results and discussion
Characteristics of samples crosslinking with peroxide
Rheometric characteristics of samples crosslinking with peroxide
The curing characteristics, expressed in terms of the optimum curing time, t 90, scorch time (t s2), CRI minimum torque ML, maximum torque MH and torque value ∆M, (dNm) for the NR samples with different types of PFMs, are reported in Table 2. A minimum torque, ML, is a measure of stiffness of the unvulcanized test specimen taken at the lowest point of the cure curve. A maximum torque, MH, is a measure of stiffness or shear modulus of the fully vulcanized test specimen at vulcanization temperature. In other words, it is also a measure of crosslink density [32, 33]. Both, the maximum torque and the difference of delta torque between the maximum and minimum torque increased with the formation of crosslinks between the macromolecular chains [32, 33]. The other reasons, as aforementioned, such as the addition of PFM increased the crosslink density. Crosslink density increased with PFM addition. The highest increase in crosslink density was found for TAC-Type II coagents, and EDMA, ZDA-Type I coagents. A decreasing trend of the optimum cure time t 90 from 20′45″ to 16′30″–19′15″ as a result of using PFMs, was observed. The CRI is a measure of the rate of vulcanization. As shown in Table 2, CRI increases from 5.41 to 5.80–6.80 as a result of using PFMs.
Physico-mechanical characteristics of samples crosslinking with peroxide
Physical–mechanical characteristics of samples crosslinking with peroxide and PFMs are also presented in Table 2. Hardness decreased by 15–16ºShA when compared to that of the blend without PFMs, indicating a decrease of blend reinforcement due to PFMs introduction; the blend containing TAC, TAIC and ZDA had hardness of 50ºShA and those with TMPT and EDMA had hardness of 51ºShA. This is due to the fact that incorporation of PFMs (more rigid filler particles) into NR reduces elasticity of the rubber chains, leading to more rigid rubber vulcanizates. Similar behavior has been observed for tear strength. The lowest values have been obtained for blends containing TAC and TMPT (2 N/mm). Tensile strength, elongation at break and elongation set present different values depending on the type of PFM used as a function of the functionality, the number of reactive group or molecular weight when compared with the samples without PFMs, which restricts the movement of the polymer chain against the applied force. So, the better values have been obtained for blends containing ZDA (tensile strength, 1.3 N/mm2), TMPT (elongation at break, 60 %) and EDMA (elongation at break, 60 % and elongation set, 2 %).
Physical–mechanical characteristics of samples crosslinked by EB irradiation
Polyfunctional monomers are effective on modification of polymer material by radiation crosslinking. Generally speaking, there are two factors which affect the functionality of PFMs in polymer: one is the unsaturation of PFMs and the other is the solubility of PFMs in polymer [35]. In our study, the efficiency of five PFMs as crosslinking coagents for radiation vulcanization of NR by EB was studied: TAC (triallylcyanurate) and TAIC (triallylisocyanurate) of Type II, and TMPT (trimethylopropane trimethacrylate), EDMA and ZDA (zinc diacrylate) of Type I.
It is well-known that the exposure of crosslinking elastomers to radiation provides improved stability and mechanical properties [4, 36–38]. However, to crosslink NR, high absorbed dose is required to reach the desired crosslink density. But at high irradiation doses, the mechanical properties are affected due to the degradation induced by radiation [18].
PFMs are used in the polymeric material to reduce the required dose for crosslinking [18, 39]. It interacts with the polymer and produces a network structure at smaller doses because of its higher reactivity [18, 40]. This network structure is responsible for the mechanical properties improvement.
The analysis of mechanical characteristics of the NR and 3 phr PFMs shows that hardness and elasticity suffer a small change with absorbed dose. More than that, the samples vulcanized with dibenzoyl peroxide show better values than samples vulcanized with EB. Hardness (Fig. 1) and elasticity (Fig. 2) increase slowly with the increasing of absorbed dose, as a result of crosslink density increasing. The influence of PFM on these parameters for the samples vulcanized with EB is as follows: TMPT > ZDA > EDMA > TAC > TAIC. The high efficiency of the TMPT (Type I and functionality 3) can be explained on the basis of solubility and specific unsaturation. TMPT is polar, has low molecular weight and has a higher solubility in NR than other PFMs. It is classified as the monomer which can be homopolymerized or grafted to NR chains [4]. The slightest influence on hardness and elasticity is done by TAC and TAIC (Type II and functionality 3). These PFMs form radicals primarily through hydrogen abstraction which are less reactive and contribute only to the state of cure [4].

Hardness versus EB irradiation dose and polyfunctional monomers type

Elasticity versus EB irradiation dose and polyfunctional monomers type
Figure 3 shows the tensile strength dependence on EB absorbed dose and PFM type. The PFM influence on tensile strength for the samples vulcanized with EB is as follows: TMPT > EDMA > ZDA > TAIC > TAC. In the case of TMPT used as a PFM in the experiments, the maximum value of 8.3 N/mm2 was obtained at an absorbed dose of 100 kGy, much higher than the same samples vulcanized with benzoyl peroxide (0.82 N/mm2). This result is ten times higher than that obtained for the same sample vulcanized with benzoyl peroxide. It demonstrates an optimum vulcanization, result which is in accordance with other authors remarks: a maximum tensile strength is achieved by obtaining a certain crosslinking density [18]. In addition, it was found that by using same type of PFMs (TMPT, EDMA and ZDA) but with different functionality (3 for TMPT and 2 for EDMA and ZDA), the NR/TMPT samples vulcanized exhibits the highest value of tensile strength followed by NR/EDMA and NR/ZDA. A possible explanation could be that between NR, EDMA and ZDA occur only weak interactions leading to low tensile strength values as can be seen in Fig. 3.

Tensile strength versus EB irradiation dose and polyfunctional monomers type
The tensile strength of a polymer is a function of crosslink density and energy dissipation. The tensile strength increases with crosslinks at lower crosslink density. This was previously reported for EB-modified fluorocarbon and EPDM rubbers [41–43]. However, at higher crosslink density, the network is so dense that there is a little energy dissipation in the matrix and the energy supplied is used for breaking the bonds. At higher crosslink density, the segments of macromolecules become immobile, the system becomes stiffer, and the elasticity decreases. However, the scission reactions at higher absorbed dose, causing lowering of tensile strength values, also cannot be ruled out [19].
Figures 4 and 5 show how elongation at break and residual elongation changes depend on absorbed dose and PFM type. Both mechanical characteristics present a significant change as a function of absorbed dose and/or PFMs type. Even so, the samples vulcanized with dibenzoyl peroxide show better values than samples vulcanized with EB. For all samples, elongation at break and residual elongation decrease with the increasing of absorbed dose up to 100 kGy. This decrease that occurs with absorbed dose increasing indicates that the network structure of the crosslinked rubbers becomes tighter and less flexible, so that molecular movements are restricted. High values of residual elongation at a certain absorbed dose (100–150 kGy), show that destruction reactions share is more than reticulation reactions share and this causes inappropriate features. The elongation at break and residual elongation are affected by PFMs functionality as it can be observed by comparing the results of TAC and TAIC with ZDA and EDMA. Elongation at break and residual elongation values obtained for blends with trifunctional monomer were lower than those obtained for blends with bifunctional monomer.

Elongation at break versus EB irradiation dose and polyfunctional monomers type

Residual elongation versus EB irradiation dose and polyfunctional monomers type
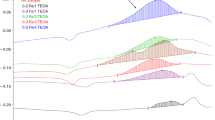
Figure 6 shows that the tearing strength increases with absorbed dose increasing for all PFMs used in this study and all values obtained for samples vulcanized by irradiation are better compared with those obtained for samples vulcanized with dibenzoyl peroxide. The best values were obtained for a dose of 150 kGy applied on ZDA and TMPT blends, much higher than those obtained for same samples vulcanized with benzoyl peroxide. This indicates a vulcanization process. The zinc salts of acrylic acid (ZDA) are unique in the field of coagents as they contain an ionic bond. When included in a cure system, the zinc-based coagents form crosslinks and manifest physical properties attributable to the ionic nature of their structure [4]. The lowest values were obtained for TAC and TAIC (trifunctional coagents) blends for all absorbed doses used, but even in this case they are much better than those obtained for samples vulcanized with dibenzoyl peroxide. These coagents may form crosslinks through the cyclo-polymerization products as well as grafting through pendant allyl groups [4].

Tearing strength versus EB irradiation dose and polyfunctional monomers type
Gel fraction and crosslink density of samples crosslinked by EB irradiation
The induced crosslinking was evaluated with gel fraction (crosslinked polymer content) and crosslink density (number of crosslinks per unit volume in a polymer network) determination. The results presented in Table 3 show that when the EB dose increases, there is a decrease of swelling ratio G (toluene soluble polymer quantity) and a slight increase of gel fraction, volume fractions of polymer in the samples at equilibrium swelling (\( \nu \) 2m) and of crosslink density (\( \nu \)), for all samples. Contribution of PFMs to increasing crosslink density is determined by the reactivity, the functionality and solubility of the PFMs in the NR. The highest values for crosslink density were obtained for blend with TMPT irradiated with 200 kGy. The addition of TMPT (Type I, functionality 3) significantly increases crosslink density when compared with the control samples (NR) and other PFMs. By using this kind of PFMs (TMPT), not only the rate of cure is increased, but also the crosslink density or state of cure [32]. Thus, in an irradiation cured system, the gel content and crosslink density of samples increase with increase in absorbed dose. This is due to the formation of a three-dimensional network structure [44].
Mechanism of crosslinking natural rubber with peroxide and electron beam
Based on results obtained and existing literature studies, reaction mechanisms are suggested for crosslinking NR using the crosslinking systems presented above. Vulcanization with peroxides [1, 37, 38, 45–48] is done by radicalic mechanism when bonds form between C–C macromolecules. Scheme 1 suggests a mechanism of NR crosslinking reaction with peroxides.


Mechanism of peroxide cure of NR. a Decomposition of the peroxide (Perkadox 14-40B), b propagation reaction (the primary radicals formed react with NR by addition and H-abstraction); c and d termination reaction by combination
The chain of free radical reactions is initiated by thermal decomposition of the peroxide into radicals (R 1 and R 2). This operation is carried out at high temperatures. Free radicals formed are very reactive chemical species which initiate “propagation” reactions. The R 1 and R 2 (primary radicals) formed by scission stable species (acetone and diacetylbenzene) and the second radical (R 3) and continue the propagation in the presence of NR. The primary radicals formed react with NR (NR–H) under H-abstraction accompanied by formation of NR radicals (NR•) and stable species (tert-butanol and diisopropanolbenzene). The recombination of natural rubber radicals (NR•) results in a crosslinking reaction (NR–NR). The reaction of NR• with peroxide radicals (R •–R 1, R 2 or R 3) results in a crosslinking-inactive reaction (NR–R).
The effects of ionizing radiation on polymers have been investigated by many researchers [49, 50] over the past few decades. Among the effects is that high-energy irradiation causes crosslinking and degradation in polymers. These reactions are reported to follow the free radical mechanism. As a result of crosslinking, the tensile strength, elasticity, and modulus increase, while the elongation at break decreases. Degradation, on the other hand, leads to a decrease in tensile strength, elasticity, and modulus [50]. Elastomer crosslinking by means of EB is done without heating and in the absence of vulcanization agents. The reaction mechanism is similar to that presented in crosslinking with peroxides, but in this case, reaction initiation is due to the action of EB and in the presence of the PFMs. Ionizing radiation produces an excitation of polymer molecules. The energies associated with the excitation depend on the absorbed dose of electrons. The interaction results in formation of free radicals formed by dissociation of molecules in the excited state or by interaction of molecular ions. The free radicals or molecular ions can react by connecting the polymer chains directly or initiating grafting reactions. One of the proposed mechanisms for the radiation crosslinking of NR is summarized in Scheme 2. The chemistry of the process is based on macroradical formation from elastomer chains, which recombine, causing structuring. In the presence of the PFMs isomerizations, double bond migrations, cyclizations, destructions etc. take place simultaneously with vulcanization [51]. Schemes 3 and 4 suggest two reaction mechanisms for NR crosslinking and grafting in the presence of PFMs with 2 and 3 functionality, respectively. It is noticed that PFMs are actually incorporated into the NR elastic network [2, 25, 52], unlike peroxides, which only initiate the crosslinking reactions. After reaction initiation, these PFMs are quickly crosslinked by free radical addition reactions and cyclo-polymerization, forming small vitrified thermoreactive particles [52–54]. These particles act as multi-modal crosslinking centers, binding a large number of NR chains.

The mechanisms of electron beam cure of NR

Product and reaction mechanism of polyfunctional monomers with functionality 2 cure of NR

Product and reaction mechanism of polyfunctional monomers with functionality 3 cure of NR
While both peroxide and EB cure involve radical-based intermediates, differences between the mechanisms do exist. While peroxide cure is a thermally initiated event with cure temperatures routinely in the 160–180 °C range, EB cure is performed at room temperature. Peroxide cure is initiated by oxygen-centered radicals that can be differentiated from the carbon-centered radicals produced by polymer excitation in radiation cure. The length of cure time in each system is also very different. In peroxide cure, cure time is governed by the half-life of the peroxide at a given temperature, and can be longer than 30 min to reach >99 % decomposition. In contrast, EB cure is practically instantaneous. The cure temperature and cure time differences can result in significantly less energy applied to the EB cure process, a fact which may contribute to variations in coagent performance between the disparate systems.
FTIR study
The main component of NR is cis-1,4-polyisoprene with a high degree of long chain branching generally associated with the presence of non-hydrocarbon groups distributed along the chains.
Figures 7 and 8 and Table 4 show the infrared spectra and characteristic infrared bands observed (in the region of 4,000–560 cm−1) of NR with and without PFMs, before and after irradiation at two absorbed doses: 50 and 200 kGy. The presence of absorption bands can be noticed in the spectral region located between 1655.62–1647.9 cm−1, due to the valence vibration of homogeneous double bonds (\( \nu \) C=C) in the NR structure. Their intensity decreases for irradiated NR samples when compared with non-irradiated samples. For NR/PFMs mixtures, absorbtion bands are higher than for mixtures without PFMs due to the presence of double bonds in the PFMs structure. The spectrum exhibits for non-irradiated NR samples, absorption bands with maxima at 3039.29 cm−1 corresponding to CH stretching in the –CH=CH2 group. Irradiation of the polymeric compositions under study up to 50–200 kGy results in consumption of the double bonds in NR and PFMs molecules, so that the intensities of these absorption bands decrease and move to the same extent (3035.44–3038.35 cm−1). The specific absorption bands of R2C=CH–R group are observed at 836–838 cm−1. These changes occur as a result of elastomer crosslinking and double bonds consuming. After irradiation, the specific peaks of the functional monomers confirmed the proceeding of polymerization. The curing reaction of the functional acrylate monomers can be measured using FT-IR because the twisting vibration of the C=C double bond in functional monomers takes part in the cross-linking reaction [55]. Before EB irradiation, the absorption bands of the acrylate group (C=C–C=O) are seen at 814 cm−1 for TAC, 809.98 cm−1 for TMPT and EDMA. Some research has shown that the absorption band at 810 cm−1 related to the C=C twisting vibration of acrylate groups decreases with increasing UV exposure [56, 57]. These double bonds have a planar conformation, but UV irradiation deforms the C=C bonds into an out-of-plane conformation [58]. The evidence for methylmethacrylate (MMA) group being present in the PFMs trimethylolpropane trimethacrylate (TMPT) and EDMA, was observed at 1,718–1,719 cm−1 for C=O stretching and 1,138–1,139 cm−1 for the –C–O– moiety of the ester functional groups of MMA [59]. As shown in Figs. 7, 8 in samples consisting of NR/PFMs mixtures irradiated at 50 and 200 kGy, respectively, all these bands disappear. Existence of crosslinking NR/TAC after EB irradiation is confirmed by the appearance of two peaks: at 1,560 and 1,326 cm−1. The intensity at 1,560 cm−1 is due to the presence of the triazine ring (quadrant stretching) with the benzene structure (or due to the presence of cyclic >C=N groups) from TAC. The band intensity increased with absorbed dose. The absorption at 1,326 cm−1 is due to the presence of C–O stretching vibrations from TAC and also increases in intensity with the absorbed dose increasing [60]. The characteristic bands of the saturated aliphatic sp3 C–H bonds are observed at 2,956–2,957, 2,918–2,919, and 2,852–2,853 cm−1 which are assigned to \( \nu \) as (CH3), \( \nu \) as (CH2), and \( \nu \) s (CH2), respectively [61]. The absorption band of CH2 deformation occurs at 1,444 cm−1 and for CH3 asymmetric stretching at 1,374 cm−1.It is known that the NR contains also other compounds, such as lipids, neutral glycolipids and phospholipids etc. The absorption bands at 3,280 cm−1 were identified to the proteins and both monopeptides and dipeptides present in NR as reported in the previous study [62]. This band appear for non-irradiated NR at 3,280.35 cm−1. Band intensity significantly decreases for irradiated NR samples and a slight shift occurs to 3,285.1–3,293.85 cm−1. These are the consequences of proteins and peptides degradation. The absorption band at 1,730 cm−1 was identified to the fatty acid ester groups [63]. According to several studies [64, 65], the 1,126 cm−1 absorption band which was assigned to a C–CH3 in-plane deformation vibration was able to be used to monitor the degree of crystallization. Crystallization would depend on the average orientation of network chains. Thus, the more homogeneous the network structure, the greater the degree of crystallization becomes. In our case, for non-irradiated NR samples there is a band at 1,125.29 cm−1, which move and decreases in intensity with absorbed dose increasing. This is a consequence of degree of crystallization decreasing by elastomer crosslinking.

Infrared spectra in a range of 800–1,800 cm−1, a NR/0 kGy, b NR/50 kGy, c NR/200 kGy, d NR + TMPT/50 kGy, e NR + TMPT/200 kGy, f NR + EDMA/50 kGy, g NR + EDMA/200 kGy, h NR + TAC/50 kGy, i NR + TAC/200 kGy

Infrared spectra in a range of 2,600–3,600 cm−1, a NR/0 kGy, b NR/50 kGy, c NR/200 kGy, d NR + TMPT/50 kGy, e NR + TMPT/200 kGy, f NR + EDMA/50 kGy, g NR + EDMA/200 kGy, h NR + TAC/50 kGy, i NR + TAC/200 kGy
Conclusions
Radiation crosslinking has been promoted as a cleaner and more homogeneous cure process. This study demonstrated that physical and mechanical properties can be improved as a function of absorbed dose and PFMs types. Comparing the mechanical parameters of samples obtained by EB vulcanization with those vulcanized with dibenzoyl peroxide, it is easy to notice a higher efficiency of EB treatment. It was observed that tensile strength, elongation at break and residual elongation increase in the initial stage, reach a maximum at around 100–150 kGy and then decrease with absorbed dose increasing. These results show the formation of a network structure during and because of the irradiation. Also, the obtained results demonstrated that crosslink density is improved as a function of absorbed dose increasing and PFMs types. Data suggest that the effect of PFMs at low absorbed dose (50 kGy) generates insufficient crosslinking to confer advantages in the EB curing of NR. At 100 and 200 kGy absorbed dose levels, differentiation among PFMs is observed. So, PFMs with high sensitivity to EB irradiation, like TMPT, produced appreciable levels of crosslinking density at 150 and 200 kGy of absorbed doses. The number of functional groups (i.e., di- or tri- functional) as well as the coagent type (Type I or II) influences the extent of crosslinking density. The results are sustained also by FTIR analysis made on NR/PFMs samples before and after irradiation. So, in NR/PFMs mixtures irradiated with 50 and 200 kGy, respectively, the PFMs specific absorption bands disappear as a consequence of crosslinking process. Crosslinking by EB also shows a series of advantages, such as: reduced crosslinking time and power expenditure, no polymer degradation due to high temperature because EB crosslinking occurs at room temperature, the process is very fast and can be controlled precisely, the EB can be steered very easily to meet the requirements of various geometrical shapes of the products to be cured, very high productivity, perfect for thin products. Also, this technique leads to some improvements, such as: dimensional stability, physical and mechanical properties, uniformity of hardness throughout the mass of the finished product, enhancement of the appearance of finished products, purity of the obtained products, without toxic substances.
References
Dluzneski PR (2001) Peroxide vulcanization of elastomers. Rubber Chem Technol 74:451–492
Alvarez Grima MM (2007) “Novel Co-agents for Improved Properties in Peroxide Cure of Saturated Elastomers”, PhD Thesis, Printed by Print Partners Ipskamp, ISBN: 90-365-2456-3, Enschede, Netherlands pp 11–25
Bhowmick AK, Vijayabaskar V (2006) Electron beam curing of elastomer. Rubber Chem Technol 79(3):402–428
Henning SK (2008) “The Use of Coagents in the Radical Cure of Elastomers”. In: Proceedings of the 56th International Wire & Cable Symposium, pp 587–593
Chirinos H, Yoshii F, Makuuchi K, Lugao A (2003) Radiation vulcanization of natural rubber latex using 250 keV electron beam machine. Nucl Instrum Meth B 208:256–259
Haque ME, Dafader NC, Akhtar F, Ahmad MU (1996) Radiation dose required for the vulcanization of natural rubber latex. Radiat Phys Chem 48(4):505–510
Makuuchi K, Yoshii F, Gunewardena JA (1995) Radiation vulcanization of NR latex with low energy electron beams. Radiat Phys Chem 46(4–6):979–982
Gonzalez L, Rodriguez A, Marcos-Fernandez A, Chamorro C (1998) A new interpretation of the crosslinking mechanism of NR with dicumyl peroxide. Kautsch Gummi Kunstst 51:83–87
Gonzalez L, Rodriguez A, Valentin JL, Marcos-Fernandez A, Posadas P (2005) Conventional and efficient crosslinking of natural rubber. Kautsch Gummi Kunstst 58:638–643
Ikarashi Y, Toyoda K, Ohasawa N, Uchima T, Tsuchiya T, Kaniwa MA, Sato M, Takahashi M, Nakamura A (1992) Comparative studies by cell culture and in vivo implantation test on the toxicity of natural rubber latex materials. J Biomed Mater Res 26(3):339–356
Minoura Y, Asao M (1961) Studies on the γ-irradiation of natural rubber latex. The effects of organic halogen compounds on crosslinking by γ-irradiation. J Appl Polym Sci 5(16):401–407
Makuuchi K, Markovic V (1991) Radiation processing of natural rubber latex. IAEA Bull 33(1):25–28
Claramma NM, Mathew NM, Thomas EV (1989) Radiation induced graft copolymerization of acrylonitrile on natural rubber. Radiat Phys Chem 33(2):87–89
George KM, Claramma NM, Thomas EV (1987) Studies on graft copolymerization of methyl methacrylate in natural rubber latex induced by gamma radiation. Radiat Phys Chem 30(3):189–192
Kongparakul S, Prasassarakich P, Rempel GL (2008) Effect of grafted methyl methacrylate on the catalytic hydrogenation of natural rubber. Eur Polym J 44(6):1915–1920
Yunshu X, Yibei F, Yoshii F, Makuuchi K (1998) Sensitizing effect of polyfunctional monomers on radiation crosslinking of polychloroprene. Radiat Phys Chem 53(6):669–672
Majumder PS, Bhowmick AK (2000) Structure Property relationship of electron beam-modified EPDM rubber. J Appl Polym Sci 77(2):323–337
Yasin T, Ahmed S, Ahmed M, Yoshii F (2005) Effect of concentration of polyfunctional monomers on physical properties of acrylonitrile-butadiene rubber under-electron beam irradiation. Radiat Phys Chem 73(3):155–158
Vijayabaskar V, Bhowmick AK (2005) Electron beam modification of nitrile rubber in the presence of polyfunctional monomer. J Appl Polym Sci 95(2):435–447
Hafezi M, Khorasani SN, Ziaei F (2006) Application of Taguchi method in determining optimum level of curing system of NBR/PVC blend. J Polym Eng 102(6):5358–5362
Banik I, Bhowmick AK (2000) Effect of electron beam irradiation on the properties of crosslinked rubbers. Radiat Phys Chem 58:293–298
Bhattacharya A (2000) Radiation and industrial polymers. Prog Polym Sci 25:371–401
Endstra WC (1990) Application of coagents for peroxide cross-linking. Kautsch Gummi Kunstst 43(9):790–793
Keller RC (1988) Peroxide curing of Ethylene–Propylene elastomers. Rubber Chem Technol 61(2):238–254
Dikland HG, Ruardy T, Van der Does L, Bantjes A (1993) New coagents in Peroxide vulcanization of EPM. Rubber Chem Technol 66(5):693–711
Peng P, Cheng S, Hu F (1993) The sensitizing effect of acrylates on radiation vulcanization of natural rubber latex. Radiat Phys Chem 42(1–3):121–124
Jayasuriya MM, Makuuchi K, Yoshi F (2001) Radiation vulcanization of natural rubber latex using TMPTMA and PEA. Eur Polym J 37(1):93–98
Chaudhari CV, Bhardwaj YK, Patil ND, Dubey KA, Virendra Kumar, Sabharwal S (2005) Radiation-induced vulcanisation of natural rubber latex in presence of styrene-butadiene rubber latex. Radiat Phys Chem 72(5):613–618
George KM, Claramma NM, Thomas EV (1987) Studies on graft copolymerization of methyl methacrylate in natural rubber latex induced by gamma radiation. Radiat Phys Chem 30(3):189–192
Tuccio A (1994) Is peroxide/coagent curing for you? Rubber World 209(5):34–37
Stelescu MD (2010) Characteristics of silicone rubber blends. Leather Footwear J 10(3):51–58
Lopez-Manchado MA, Herrero B, Arroyo A (2003) Preparation and characterization of organoclay nanocomposites based on natural rubber. Polym Int 52(7):1070–1077
Arroyo M, Lopez-Manchado MA, Herrero B (2003) Organo-montmorillonite as substitute of carbon black in natural rubber compounds. Polymer 44(8):2447–2453
Chenal JM, Chazeau L, Guy L, Bomal Y, Gauthier C (2007) Molecular weight between physical entanglements in natural rubber: a critical parameter during strain-induced crystallization. Polymer 48(4):1042–1046
Yunshu X, Yoshii F, Makuuchi K (1995) Radiation crosslinking of chlorinated poly(Isobutylene-co-Isoprene) with polyfunctional monomers. J Macromol Sci Part A 32(10):1801–1808
Boye WM (2008) Utilizing coagents in the electron beam cure of elastomers. In: International Wire & Cable Symposium, Proceedings of the 57th IWCS. pp 335–341
Stelescu MD, Manaila E, Zuga N (2011) The use of polyfunctional monomers in the radical cure of chlorinated polyethylene. Polym J 43(9):792–800
Stelescu MD, Manaila E, Craciun G, Zuga N (2012) Crosslinking and grafting ethylene vinyl acetate copolymer with accelerated electrons in the presence of polyfunctional monomers. Polym Bull 68(1):263–285
Ahmed S, Ruimin Z (1999) Development of formulations of polyethylene-based flame retard ant, radiation resistant wires and radiation-compatible polypropylene. IAEA TECDOC-1062, pp 129–139
Makuuchi K, Hagiwara M (1984) Radiation vulcanization of natural rubber latex with polyfunctional monomers. J Appl Polym Sci 29:965–976
Majumder PS, Bhowmick AK (1999) Surface-and bulk-properties of EPDM rubber modified by electron beam irradiation. Radiat Phys Chem 53(1):63–78
Banik I, Bhowmick AK (1999) Influence of electron beam irradiation on the mechanical properties and crosslinking of fluorocarbon elastomer. Radiat Phys Chem 54(2):135–142
Vijayabaskar V, Tikku VK, Bhowmick AK (2006) Electron beam modification and crosslinking: influence of nitrile and carboxyl contents and level of unsaturation on structure and properties of nitrile rubber. Radiat Phys Chem 75:779–792
Manshaie R, Khorasani SN, Veshare SJ, Abadchi AR (2011) Effect of electron beam irradiation on the properties of natural rubber (NR)/styrene-butadiene rubber (SBR) blend. Rad Phys Chem 80(1):100–106
Van Duin M (2002) Chemistry of EPDM cross-linking. Kautsch Gummi Kunstst 55(4):150–156
Quirk RP (1988) Overview of curing and crosslinking of elastomers. Prog Rubber Plast Technol 4(1):31–45
Ogunniyi DS (1999) Peroxide vulcanisation of rubber. Prog Rubb Plast Technol 15(2):95–112
Van Duin M, Dees M, Dikland H (2008) Advantages of EPDM rubber products with a third monomer Part I—improved peroxide curing efficiency in window gasket applications. Kautsch Gummi Kunstst 49:233–243
Ratman CT, Nasir M, Baharin A, Zaman K (2000) Electron beam irradiation of epoxidized natural rubber. Nucl Instrum Methods Phys Res B 171(4):455–464
Sharif J, Aziz SHSA, Hashim K (2000) Radiation effects on LDPE/EVA blends. Radiat Phys Chem 58(2):191–195
Chowdhury R, Banerji MS (2005) Electron beam irradiation of ethylene-propylene terpolymer: evaluation of trimethylolpropane trimethacrylate as a crosslink promoter. J Appl Polym Sci 97(3):968–975
Dikland HG, Van der Does L, Bantjes A (1993) FT-IR spectroscopy, a major tool for the analysis of peroxide vulcanization processes in the presence of coagents. i. mechanism of EPM peroxide vulcanization with aromatic bis(Allyl)esters as coagents. Rubber Chem Technol 66(2):196–212
Murgic ZH, Jelenic J, Murgic L (1998) The mechanism of triallylcyanurate as a coagent in EPDM peroxide vulcanization. Polym Eng Sci 38(4):689–692
Tikku VK, Biswas G, Despande RS, Majali AB, Chaki TK, Bhowmich AK (1995) Electron beam initiated grafting of trimethylolpropane trimethacrylate onto polyethylene—structure and properties. Rad Phys Chem 45(5):829–833
Scherzer T, Decker U (1999) Kinetic investigations on the UV-induced photo polymerization of a diacrylate by time-resolved FTIR spectroscopy: the influence of photo initiator concentration, light intensity and temperature. Radiat Phys Chem 55(5–6):615–619
Joo HS, Park YJ, Do HS, Kim H-J, Song SY, Choi KY (2007) The curing performance of UV-curable semi-interpenetrating polymer network structured acrylic pressure-sensitive adhesives. J Adhesion Sci Technol 21(7):575–588
Ratnam CT, Nasir M, Baharin A, Zaman K (2001) Evidence of irradiation-induced crosslinking in miscible blends of poly(vinyl chloride)/epoxidized natural rubber in presence of trimethylolpropane triacrylate. J Appl Polym Sci 81(8):1914–1925
Park YJ, Lim DH, Kim HJ, Joo HS, Do HS (2008) Curing behavior and adhesion performance of UV-curable styrene–isoprene–styrene-based pressure-sensitive adhesives. J Adhesion Sci Technol 22(13):1401–1423
Watcharakul N, Poompradub S, Prasassarakich P (2011) In situ silica reinforcement of methyl methacrylate grafted natural rubber by sol–gel process. J Sol Gel Sci Technol 58:407–418
Shmakova NA, Feldman VI, Sukhov FF (2001) IR spectroscopic study of chemical transformations upon irradiation of the poly(vinyl chloride)–triallyl cyanurate system. High Energy Chem 35(4):224–228
Ali AMM, Subban RHY, Bahron H, Winie T, Latif F, Yahya MZA (2008) Grafted natural rubber-based polymer electrolytes: aTR-FTIR and conductivity studies. Ionics 14(6):491–500
Eng AH, Tanaka Y, Gan SN (1992) FTIR studies on amino groups in purified Hevea rubber. J Nat Rubber Res 7:152–155
Chaikumpollert O, Yamamoto Y, Suchiva K, Kawahara S (2012) Protein-free natural rubber. Colloid Polym Sci 290:331–338
Ono K, Kato A, Murakami K (1985) Unusual stress-strain properties of natural rubber vulcanizates with high primary molecular weight. Polym Bull 13:29–33
Siesler HW (1984) Rheo-optical Fourier-transform infrared (FTIR) spectroscopy of polymers. Colloid Polym Sci 262:223–229
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Manaila, E., Craciun, G., Stelescu, MD. et al. Radiation vulcanization of natural rubber with polyfunctional monomers. Polym. Bull. 71, 57–82 (2014). https://doi.org/10.1007/s00289-013-1045-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-013-1045-6