
Abstract
In this paper, uniform spherical poly(urea–formaldehyde) (PUF) microcapsules containing paraffins, which can be used as phase change materials for energy storage, were prepared by in situ polymerization method under high-speed agitation (≥10,000 rpm) without emulsifier. The influence of high-speed agitation on particle size of as-prepared microcapsules and the tightness of microcapsules were also investigated. The results show that, all the microcapsules have <10 μm mean particles-size and narrow-size distribution, and the mean particle size decreases with the increase of agitation rate. Furthermore, when the agitation rate is >16,000 rpm, the effectiveness of reducing particle size by high-speed stirring is not as remarkable as that of lower speed agitation. In order to gain good tightness of PUF microcapsules under the high-speed agitation conditions, the final pH value of reaction solution should be lower down compared with that of conventional agitation. In our investigation, when the agitation rate was 10,000 rpm, microcapsules fabricated at pH value <2.0 were sealed and own good tightness, however, those fabricated at pH value >2.2 were not sealed.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
As one of the primary preparation methods, in situ polymerization plays an important role in producing functional microcapsules [1–3]. Poly(urea–formaldehyde) (PUF) resin was usually adopted as the shell material of some core–shell functional microcapsules [4–10]. Research results of Guo et al. [8–10] showed that the surface activity of water-soluble emulsifiers was higher than that of urea–formaldehyde (UF) prepolymer, which could let the emulsifiers occupy on the surface of core materials prior to UF prepolymer doing this. So the UF resin deposited randomly in the aqueous solutions, not on the surface of core droplets. These may influence the integrity and tightness of PUF microcapsules containing core materials.
In addition, the results from the references [4–10] demonstrated that PUF microcapsules still had a wide-size distribution, and the mean particle size of most samples was >100 μm. The PUF shell materials have the properties of rigid construction, so the size of microcapsules usually is controlled by adjusting the size of the oil droplets. In the dispersing system, there are three forces acting upon the dispersed oil droplets: shear stress, surface tension, and viscous stress of the dispersed phase. The first causes dispersing of the oil droplets, the second and the third have the opposite effect. When the first is greater than the sum of the second and third, the oil droplets can be dispersed smaller. Stirring can provide shear stress for dispersing oil droplets. Research results from Ref. [6, 7, 10] about PUF microcapsules also proved that increasing agitation rate can decrease the average microcapsule size. However, the maximum stirring rate adopted in their experiments is 3,000 rpm. Higher agitation rate can provide more powerful shear stress to disperse the oil phase as smaller droplets, which leads to smaller particle size of microcapsules. So the influence of high speed agitation (≥10,000 rpm) on the PUF microcapsules is worthy of investigating.
To gain the narrower-size distribution and smaller mean particle size of PUF microcapsules, and overcome the disadvantages of using water-soluble emulsifiers, in this study, PUF microcapsules containing paraffins were prepared by in situ polymerization based on a high-speed agitation without emulsifier. Furthermore the influence of high-speed agitation on size distribution and mean particle size were investigated. In addition, the tightness of microcapsules was investigated since its potential application in phase change materials (PCMs) for energy storage.
Materials and methods
Materials
Urea (U) and 37 wt% formaldehyde (F) were used to synthesize the UF prepolymer. Liquid paraffin with a melting point lower than room temperature and paraffin with a melting point between 34 and 36 °C were used as core materials. Triethanolamine (TEA) was used to control the pH value of solutions. Tonyred was used as color indicator. 10 wt% muriatic acid solution was prepared in our laboratory to control the pH value of solutions. Petroleum ether was used in extraction experiment for evaluating the tightness of microcapsules. The above reagents were analytically pure grade and were purchased from Chengdu Kelong Chemical Plant (China). Deionized water was used in the preparation of all aqueous solutions.
Preparation of microcapsules
Microcapsules were prepared by the following two-step process
At room temperature (20–25 °C), 9 g U, 18.3 g 37 wt% F aqueous solution and 50 mL deionized water were mixed into a 250 mL three-neck round-bottomed flask equipped with a mechanical stirrer and connected to a reflux condenser. After urea dissolved, the pH value of solutions was adjusted to 8–9 with TEA, and then the temperature was kept at 60–70 °C for 1.5 h under magnetic stirring at about 200 rpm. In the next, the cooled solutions were diluted with a double volume of deionized water and gained the UF prepolymer solutions. 40 mL UF preploymer solutions were put into flask and adjusted the pH value to 5 with 10 wt% muriatic acid solutions, then kept the flask into a water bath of 60 °C for about 20 min, called this A solutions. 160 mL deionized water and 3 g paraffin were added to another three-neck round-bottomed flask, then heated it up to 60 °C by water bath. In order to measure the tightness of PUF microcapsules containing paraffins, the core materials of samples from No. 3-1 to No. 3-5 (Table1) were consisted of liquid paraffin and tonyred.
The foregoing A solutions were dropped into the suspensions of core materials under high-speed agitation by using Fluko FA25 high-shear dispersing emulsifier device (Fluko, German), then the pH of the reaction solution was slowly and carefully adjusted to the required value according to Table 1 by using 10 wt% muriatic acid solutions. Let the reaction go on about 1 h. Finally, the resulting suspensions were cooled down to ambient temperature, then filtered under suction, washed with deionized water for three times, and dried in drying oven at 30 °C for 48 h. The preparation conditions of samples are summarized in Table 1.
Characterization
The morphology of microcapsules was observed by using JSM-5900LV (JEOL, Japan) scanning electron microscopy (SEM) and 4XC-V (Shanghai Yuguang, China) optical microscope (OM) with Finepix S304 digital camera (Fuji Film, Japan). The surface organic functional groups of samples were characterized by Tensor 27 (Bruker, German) Fourier transformed infrared (FT-IR) spectrometer. Size analysis of microcapsules was performed with an optical microscope, and the mean particle size and size distribution of microcapsules were determined from data sets of at least 200 measurements.
Tightness of microcapsules
Tightness of microcapsules was evaluated by extraction experiment. M gram microcapsules were added into a flask with about 500 mL petroleum ether and shook for about 2 h, and then filtered. The residuum dried at 80 °C for 5 h. Finally, weighed the mass of residuum, signed it as m gram. The weight loss of microcapsules after extraction experiment is equal to (M − m)/M × 100 %.
The proportion of unbroken microcapsules
The proportion of unbroken microcapsules was calculated through the optical microscope of microcapsules after extraction process with petroleum ether. The core materials of the measured microcapsules were consisted of liquid paraffin and tonyred. The red color of microcapsule in OM means the microcapsule is unbroken, and the transparent microcapsule in OM means it has broken. The amount of statistics microcapsules should be >200 to insure that the statistical result is typical.
Results and discussion
Influence of agitation rate on microcapsules
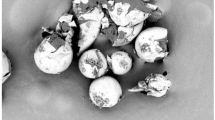
Figure 1 shows the SEM morphology of microcapsules prepared by selecting different agitation rate from 10,000 to 25,000 rpm. Uniform and spherical particles were gained seen from Fig. 1. The core–shell structure of as-prepared sample can be proved by the SEM morphology (Fig. 2) of the cracked microcapsule. In Fig. 2, spherical paraffin pellets is encapsulated into the urea–formaldehyde resin. The scanning electron beam melted the paraffin pellets, so the surface of the paraffin pellets is very smooth. The relationship between mean particle size and agitation rate is shown in Fig. 3, which indicates that the mean particle size of all the samples is <10 μm and the mean particles size decreases from the increase of agitation rate. For example, when the agitation rate is 10,000 rpm, the mean particle size is 8.4 μm, while, when the agitation rate is 25,000 rpm, the mean particle size is 3.7 μm. However, the down trend of mean particle size is slow down when the agitation rate is >16,000 rpm. For example, the mean particle size of microcapsules is 4.4, 4.2, 4.0, and 3.7 μm, corresponding to the agitation rate of 16,000, 19,000, 22,000, and 25,000 rpm, respectively, only a small difference in particles size.

SEM micrographs of microcapsules with different agitation rate. a 10,000 rpm, b 13,000 rpm, c 16,000 rpm, d 19,000 rpm, e 22,000 rpm, f 25,000 rpm

SEM micrograph of the core–shell structure of microcapsule (sample 1–1)

Mean particle size versus agitation rate
Figure 4 shows the size distribution of as-prepared microcapsules. It can be seen that, all the samples prepared with high-agitation rate own narrow-size distribution. When the agitation rate is >16,000 rpm, the microcapsules own a narrower-size distribution than that of lower agitation rate.

The size distribution of microcapsules prepared with different agitation rate. a 10,000 rpm, b 13,000 rpm, c 16,000 rpm, d 19,000 rpm, e 22,000 rpm, f 25,000 rpm
Microencapsulation is a process of the pre-polymer depositing on the surface of the core material. Emulsifier is usually used to disperse oil phase core materials. However, emulsifier has much stronger surface activity than that of the UF prepolymer [8–10], so the surface of the oil phase droplets is easily occupied by emulsifier, not by UF prepolymer. Moreover, in traditional method for core–shell microcapsules, the added emulsifier can lower the interfacial tension between oil phase and water, which would affect the precipitating rate of prepolymer, so that the time required by microencapsulation is prolonged. Longer time and the traditional lower stirring rate of the polymerization procedure can easily lead to the merging of oil phase droplets. So the traditional method itself easily causes non-uniform particle-size distribution of microcapsules.
In our investigations, without surfactant, the surface of the liquid paraffin droplets kept high activity, which could let the UF prepolymer deposit on the surface of oil droplets quickly. Continuous high-speed stirring could disperse the liquid paraffin droplets very tiny and avoid the oil droplets combining together again. The mentioned above provided the as-prepared microcapsules with tiny mean particle-size and narrow-size distribution.
In addition, the shear stress increases with the increasing of stirring rate, so the size of the as-prepared microcapsules decreased with the increase of agitating rate. However, the effect of agitation rate can be limited when it reach to some extent high rate. In Figures 3 and 4, when the agitation rate is >16,000 rpm, the effectiveness of reducing particle size by stirring strength is not as remarkable as that of lower agitation rate. The main reason can be attributed to the action of higher surface tension caused by the higher specific surface area of smaller oil drops. When the agitation rate is over 16,000 rpm, the effect of surface tension against the dispersion of oil phase is enough to slow down the downtrend of drop size, so the slope of this dependence between particles size and agitation speed significantly decreased.
Tightness of microcapsules
The PUF microcapsules containing paraffins have a potential applicable prospect in the field of phase change material for energy storage. In this field, the major objective of microencapsulation for paraffin is to prevent it leakage when being used. However, some broken microcapsules were found in Fig. 1 (indicated by black triangle). Figure 5 shows the FTIR spectra of microcapsules prepared under the conditions of pH 3.0 and 10,000 rpm agitation rate. The characteristic absorption peaks (between 2800 and 3000 cm−1, indicated by the arrows in Fig. 5) associated with the C–H stretching peaks of liquid paraffin were weakened observably after being extracted with petroleum ether. This indicated that the liquid paraffin was extracted, and the shell membrane was not completely built to prevent leakage of the core materials.

FTIR spectra of microcapsules (sample no. 1-1) before (a) and after (b) being extracted with petroleum ether
In general, reducing the pH value of reaction solutions can lead to an increase in polymerization rate of UF prepolymer [6]. In our investigations, pH value was slowly and carefully reduced so as to control the polymerization rate of UF prepolymer. Slow polymerization rate can let the UF resin deposit uniformly on the surface of paraffin droplets. If the pH value of solutions decreases quickly, polymerization rate will be accelerated, and the tiny UF resin particles will form in the solutions, not only on the surface of paraffin droplets.
Tightness of microcapsules is determined by the bonding strength of PUF shell material, which is also influenced by the pH value of reaction solutions. Lower the pH value of reaction solutions, higher the cross-linking degree of UF polymer, and vice versa [11]. High cross-linking degree of UF polymer can provide compact wall shell, so the tightness will be better. In the traditional two-steps method [4, 6, 7, 12] for preparing PUF microcapsules, at the second encapsulation stage, the pH of solutions is commonly reduced to a value between 4 and 3.5, the compact PUF shell can be gained. But in our investigations, the pH value was reduced to 3.0, the compact PUF shell was still not gained, the high-speed agitation may be the main reason. The above analysis indicated that the pH value should be further optimized under the condition of high-speed agitation.
Figure 6 shows the relationships between the final pH value of reaction solutions and the weight loss of the microcapsules after being extracted with petroleum ether. Firstly, the weight loss decreases with the decrease of pH value till it is 2.0, and then the weight loss keeps the same when the pH value is sequentially reduced. The weight loss of the microcapsules in the extraction experiment consists of two parts: the first is the paraffin loss from unsealed microcapsules during the extraction stage, and the second is the loss of adsorption water and formaldehyde during the stages of drying. The original mass of the wall material and the core material was fixed in this study, so the second weight loss may be regarded as constant for each sample here; its value is approximately equal to the weight loss of the same mass UF resin drying at 80 °C for 5 h. Here the test value is about 3 %. The results from the extraction experiment indicate that the tightness of microcapsules increases with the decrease of pH value. When the pH is <2.0, the mass of extracted paraffin of microcapsules is about 2 %, which means the shell membrane is nearly completely built. Figure 7 shows the FTIR spectra of microcapsules prepared under the conditions of pH 1.5 and 10,000 rpm agitation rate. Whether or not being extracted with petroleum ether, the characteristic absorption peaks of paraffin between 3,000 and 2,800 cm−1 are still obvious. This also proves the microcapsules prepared under the conditions of pH 1.5 and 10,000 rpm had a compact shell.

The relationship between pH and weight loss of the microcapsules

FTIR spectra of microcapsules (sample no. 2-5) before (a) and after (b) being extracted with petroleum ether
Figure 8 shows the OM of microcapsule samples containing liquid paraffin and tonyred after being extracted with petroleum ether. It is shown that the number of red microcapsules decreases with the increase of final pH value of reaction solutions. When the pH value is 2.0, nearly all the microcapsules have red color. However, when the pH value is 3.0, all the microcapsules are transparent. The red color means the microcapsule is tight, and the transparent means the microcapsule is untight. The statistics results of the proportion of unbroken microcapsules are shown in Fig. 9. When the pH value is <2.0, the proportion of unbroken microcapsules is >98 %, and then with the increase of pH value, the proportion of unbroken microcapsules is reduced remarkably. The result is in agreement with that of Fig. 8.

Optical microscopy images of microcapsules prepared at different pH (after being extracted with petroleum ether)

The relationships between pH and the proportion of unbroken microcapsules
From the above analysis, the following can be concluded: when the agitation rate is 10,000 rpm, microcapsules fabricated at pH value <2.0 are sealed and own good tightness, and those fabricated at pH value >2.2 are not sealed.
Conclusion
-
(1)
Uniform and spherical PUF microcapsules containing paraffins as core materials were prepared by in situ polymerization under high-speed agitation (≥10,000 rpm) without surfactant. Continuous high-speed agitation is in favor of dispersing the oil phase into tiny droplets, so mean particle size of as-prepared PUF microcapsules is <10 μm and the size distribution is narrow.
-
(2)
When the final pH value of reaction solution is 3.0, the mean particle size decreases with the increase of agitation rate. But when the agitation rate is >16,000 rpm, the effectiveness of reducing particle size by agitating strength is not as remarkable as that of lower agitation rate. When the agitation rate is 10,000 rpm, microcapsules fabricated at pH value <2.0 are sealed and own good tightness, and those fabricated at pH value >2.2 are not sealed.
References
Comiskey B, Albert JD, Yoshizawa H, Jacobson J (1998) An electrophoretic ink for all-printed reflective electronic displays. Nature 394:253–255. doi:10.1038/28349
Kage H, Kawahara H, Hamada N, Kotake T, Ogura H (2002) Operating conditions and microcapsules generated by in situ polymerization. Adv Powder Technol 13(3):265–285. doi:10.1163/156855202320252444
Jang IB, Sung JH, Choi HJ (2005) Synthesis of microcapsule containing oil phase via in situ polymerization. J Mater Sci 40(4):1031–1033. doi:10.1007/s10853-005-6527-y
Fan CJ, Zhou XD (2011) Effect of emulsifier on poly(urea–formaldehyde) microencapsulation of tetrachloroethylene. Polym Bull 67:15–27. doi:10.1007/s00289-010-0355-1
Yuan L, Gu AJ, Liang GZ (2008) Preparation and properties of poly(urea–formaldehyde) microcapsules filled with epoxy resins. Mater Chem Phys 110(2–3):417–425. doi:10.1016/j.matchemphys.2008.02.035
Brown EN, Kessler MR, Sottos NR, White SR (2003) In situ poly(urea–formaldehyde) microencapsulation of dicyclopentadiene. J Microencapsul 20(6):719–730. doi:10.3109/02652040309178083
Park SJ, Shin YS, Lee JR (2001) Preparation and characterization of microcapsules containing lemon oil. J Colloid Interface Sci 241:502–508. doi:10.1006/jcis.2001.7727
Guo HL, Zhao XP, Wang JP (2005) Synthesis of functional microcapsules containing suspensions responsive to electric fields. J Colloid Interface Sci 284:646–651. doi:10.1016/j.jcis.2004.10.056
Guo HL, Wang JP, Zhao XP (2004) Preparation and performance of green encapsulated electrophoretic ink. Chin J Mater Res 18(1):46–51
Guo HL, Zhao XP, Wang JP (2005) The relation between narrow-dispersed microcapsules and surfactants. J Microencapsul 22(8):853–862. doi:10.1080/02652040500175198
Li DG (2002) Urea formaldehyde resin adhesive [M]. Chemical Industry Press, Beijing, pp 79–84
Wang JP, Zhao XP, Guo HL, Zheng Q (2004) Preparation of microcapsules containing two-phase core materials. Langmuir 20(25):10845–10850. doi:10.1021/la0490902
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Mao, J., Yang, H. & Zhou, X. In situ polymerization of uniform poly(urea–formaldehyde) microcapsules containing paraffins under the high-speed agitation without emulsifier. Polym. Bull. 69, 649–660 (2012). https://doi.org/10.1007/s00289-012-0749-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-012-0749-3