
Abstract
The polypropylene (PP) flame-retardant composites filled with aluminum hydroxide (Al(OH)3), magnesium hydroxide (Mg(OH)2), zinc borate (ZB), nanometer calcium carbonate (nano-CaCO3), and polyolefin elastomer (POE) were prepared using a twin-screw extruder, and the tensile properties were measured at room temperature by means of an electronic universal test machine (Model CMT4104) in this paper, to identify the influence of the flame-retardant content on the tensile properties. The results showed that the tensile strength decreased roughly nonlinearly while the tensile elongation at break decreased nonlinearly with increasing the flame-retardant weight fraction. The Young’s modulus and the tensile fracture strength increased nonlinearly with an addition of the flame-retardant weight fraction. The tensile ductility of PP/Al(OH)3/Mg(OH)2/ZB/Nano-CaCO3/POE composite was the best in the three kinds of the composite systems. Moreover, good agreement was showed between the predictions and the measurements of the tensile strength.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polymeric materials are extensively used in industry, agriculture, and daily life owing to their good mechanical properties, processing properties, as well as chemical stability. However, their applications are limited in different degree because most of them are flammable materials. It is, therefore, that the flame retardant of polymeric materials have been paid wide attention [1–4]. Bobovitch et al. [1] proposed a new approach to flame retardants about thermal polymerization on fillers. Chiu and Wang [2] studied the dynamic flame redundancy of polypropylene filled with ammonium polyphosphate, and found that the intumescent fire retardant-filled polypropylene had superior flammability properties and kept its mechanical strength. Chen et al. [3] investigated the effect of component ratio on the performance of intumescent flame-retardant master batch synthesized through twin-screw reactively extruding technology, the results showed that the char former/blowing agent ratio had a great effect on the flame retardancy and the water resistance of the composite. Recently, Levchik and Weil [4] reviewed the flame retardancy of thermoplastic polyesters, they found that several phosphorus-based additive or reactive systems were well established for use in PET textiles, and phosphorus-based additives had recently been introduced for PBT.
Aluminum hydroxide (Al(OH)3) and magnesium hydroxide (Mg(OH)2) in polymeric materials have triple functions: filler, flame retardant, and smoke suppressant [5–9]. It is found that the metal hydroxides to fabricate flame-retardant PP composites without halogen are major Al(OH)3 and Mg(OH)2, and Al(OH)3 and Mg(OH)2 are more than 80% in inorganic flame-retardant additives. Titelman and Gonen [6] studied the discoloration of polypropylene-based compounds containing magnesium hydroxide, and developed a method for the quantitative evaluation of coating quality and continuity. Jiao and Chen [9] investigated the flame-retardant synergism of hydroxy silicone oil and Al(OH)3 in ethylene/vinylacetate (EVA) composites, they found that the LOI values of the EVA/ATH/HSO ternary composites at the same additive loading were all decreased comparing with the EVA/ATH binary composite. Zinc borate (ZB) is usually used as a flame-retardant synergist [10–13]. Bourbigot et al. [11] reviewed the recent advances in the use of zinc borates in flame retardancy of EVA.
Polypropylene (PP) is a general thermoplastic with good insulating and processing properties, small dielectric constant, as well as good stress crack resistance and chemical resistance [14]. However, PP resin has restricted applications in such fields as electronic, electric, traffic, and decorating materials because it belongs to flammable material. To widen the application fields of PP resin and deal with the disadvantages that PP can cause molten drops and easy flame propagation when it is burning, compounding flame retardants were adopted to modify polypropylene with the aim to improve PP’s flame-retarding ability.
However, owing to the relatively low flame-retardant effect of Al(OH)3 and Mg(OH)2, only the polymer composites with high flame-retardant concentrations have obvious flame-retardant effect. In this case, the mechanical properties of the flame-retardant polymer composites will be reduced. To improve the physical and mechanical properties and to reduce the cost of the PP/Al(OH)3/Mg (OH)2 flame-retardant composites, one may use nanometer calcium carbonate (nano-CaCO3) [15, 16] and elastomers such as polyolefin elastomer (POE) [17]. The objectives of this paper are to prepare PP/Al(OH)3/Mg(OH)2 flame-retardant composites filled with ZB, nano-CaCO3, and POE, and measure the tensile properties of these flame-retardant composite systems, to investigate the effects of flame-retardant content on the tensile mechanical properties.
Experimental
Raw materials
The polypropylene with trade mark of CJS-700G was used as a matrix resin in this work. This resin was supplied by Guangzhou Petrochemical Works in Guangdong province (P.R. China), and its density in solid state and melt flow rate were 910 kg/m3 and 10 g/10 min, respectively.
The aluminum hydroxide (Al(OH)3) and magnesium hydroxide (Mg(OH)2) were used as the flame-retardant additives in this paper. They were white powder, the mean diameters and density of the Al(OH)3 were 1.50 μm and 2.42 g/cm3, and the mean diameters and density of the Mg(OH)2 were 1.74 μm and 2.39 g/cm3, respectively. In this paper, zinc borate (ZB) was used as a flame-retardant synergist, the density and melting point temperature were 2.89 g/cm3 and 980 °C, respectively. All flame-retardant additives were supplied by Foshan Jinge fire-fighting materials Co., Ltd, China. The surface of the flame-retardant particles was pretreated by the supplier.
The nanometer calcium carbonate (nano-CaCO3) was supplied by An Yuan Technological and Chemical Industry Co., Ltd, Jiangxi, China. The trademark was CC-A, and the average diameter and density of the particles were 40 nm and 2.50 g/cm3, respectively. The surface treatment of the nano-CaCO3 was made with a stearic acid in a high-speed mixer (model CH-10DY). The POE was supplied by Du Pone Co. in USA, the trademark was Engage-8180. The density was 0.870 g/cm3.
Preparation
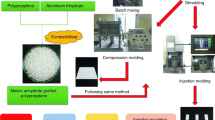
The flame-retardant particles, POE and nano-CaCO3 were blended with PP in a high-speed mixer (model CH-10DY), and then the blends were extruded in PP melt state by means of a co-rotating twin-screw extruder (model TSE-20). The screw diameter was 22 mm, and the length-diameter ratio was 42. Finally, the extrudate was granulated to produce three kind of flame-retardant PP composites: PP/Al(OH)3/Mg(OH)2/ZB, PP/Al(OH)3/Mg(OH)2/ZB/nano-CaCO3, and PP/Al(OH)3/Mg(OH)2/ZB/nano-CaCO3/POE. The weight fraction of PP was 100, the ZB content was 4 phr (parts per hundred resin), the weight ratio between Al(OH)3 and Mg(OH)2 was 1:2, and the fractions of Al(OH)3/Mg(OH)2 were 10, 20, 30, 40, 50, 60, and 70 phr, respectively. The content of the nano-CaCO3 was 3 phr, and the POE content was 10 phr. In addition, these granular composites were dried for 5 h at 80 °C before specimens’ fabrication. The specimens for tensile tests were molded by using a plastics injection machine (model UN120A).
Instrument and methodology
The tensile properties of the PP flame-retardant composites were measured at room temperature by means of a universal materials testing machine (model CMT4104) supplied by Newsans Co. Ltd., Shenzhen, China. The tests were conducted according to ASTM D638-91 standard, the cross-head speed was 50 mm/min, each group specimens contained five pieces, and the average values of the mechanical properties were used from the measured data.
Results and discussion
Tensile stress–strain curves
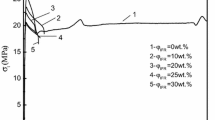
Figure 1 shows the tensile stress–strain curves of the unfilled PP and the PP/Al(OH)3/Mg(OH)2/ZB composites. It is observed that when the tensile strain (ε) of the unfilled PP is more than 0.35, the tensile stress decreases quickly with an increase of ε, while the tensile stress decreases slightly with an increase of ε as ε exceeds 0.4, this means that the unfilled PP presents necking phenomenon in this case. For the PP/Al(OH)3/Mg(OH)2/ZB composite, it shows no any necking phenomenon. Figure 2 displays the tensile stress–strain curves of the PP/nano-CaCO3 composite and the PP/Al(OH)3/Mg(OH)2/ZB/nano-CaCO3 flame-retardant composites. It can be seen that although both the PP/nano-CaCO3 composite and the PP flame-retardant composites have no the necking phenomenon, the tensile fracture strain increases somewhat. Figure 3 illustrates the tensile stress–strain curves of the PP/POE/nano-CaCO3 composite and the PP/Al(OH)3/Mg(OH)2/ZB/nano-CaCO3/POE composites. Both the PP/POE/nano-CaCO3 composite and the PP/Al(OH)3/Mg(OH)2/ZB/nano-CaCO3/POE composites demonstrate the necking phenomenon when the flame-retardant weight fraction (ϕ) is less than 30 phr. When ϕ is more than 30 phr, the necking phenomenon is not found. This indicates that the ductility of the PP flame-retardant composites is improved by filling suitable content of the nano-CaCO3 and POE.

Tensile curves of the PP/Al(OH)3/Mg(OH)2/ZB system

Tensile stress–strain curves of the PP/Al(OH)3/Mg(OH)2/ZB/nano-CaCO3 system

Tensile curves of the PP/Al(OH)3/Mg(OH)2/ZB/nano-CaCO3/POE system
In addition, it can also be seen in Figs. 1, 2, and 3 that the slopes of the tensile stress–strain curves increase gradually with an addition of ϕ, this means that the stiffness of the composites is improved with increasing the flame-retardant content. But the tensile stress and tensile fracture strain decrease with an increase of the weight fraction of the flame retardant. This illustrates that the part of the tensile mechanical properties of the PP composites reduce owing to the filling of the frame-retardant particles.
Relationship between tensile strength and flame-retardant content
Figure 4 shows the relationship between the tensile strength \( \left( {\sigma_{y} } \right) \) of the three flame-retardant composites and the flame-retardant content. It may be observed that the \( \sigma_{y} \) decreases with an increase of ϕ, and the relationship between them is roughly nonlinear. That is

Dependence of tensile strength on flame-retardant content
where \( \sigma_{yc} \) is the tensile strength of the composites. Parameters α, \( \beta_{1} \), and \( \beta_{2} \) are the constants related to the tensile property of the materials. The values of constants α, \( \beta_{1} \), and \( \beta_{2} \) of the three composites may be determined by means of a linear regression analysis method from Fig. 4, and the results are summarized in Table 1. It can be seen that the correlation coefficients (R 2) of the three flame-retardant systems are more than 0.98.
Since the Nano-CaCO3 content is low (only 3 phr), the difference in the tensile strength between the PP/Al(OH)3/Mg(OH)2/ZB system and PP/Al(OH)3/Mg(OH)2/ZB/Nano-CaCO3 system is not obvious under the same flame-retardant concentration. Among the three composites, the tensile strength of the PP/Al(OH)3/Mg(OH)2/ZB/Nano-CaCO3/POE system is the lowest. It might be attributed to the low strength owing to low molecular weight of the POE. This is because that the POE particle in the composite will first yield under tensile load, and the tensile load is mainly supported by the PP matrix in this case, leading to reduction of the tensile strength.
Dependence of Young’s modulus on flame-retardant content
Young’s modulus is a major parameter for characterizing the stiffness of materials. Figure 5 displays the dependence of the Young’s modulus (E) of the three PP composites on the flame-retardant content. The E increases nonlinearly with an addition of ϕ, and the dependence of the Young’s modulus on the flame-retardant content is similarly for these three PP composites. Moreover, the E increases quickly when ϕ is more than 50 phr. The main reason might be that the macromolecular chain movement of the matrix will be blocked to a certain extent when the resin is filled with inorganic particles, leading to increase of the stiffness of polymer composites under general conditions.

Young’s modulus versus flame-retardant content
Dependence of tensile fracture strength on flame-retardant content
Tensile fracture strength is an important parameter for characterizing the utilization properties of materials. Figure 6 illustrates the dependence of the tensile fracture strength \( \left( {\sigma_{b} } \right) \) of the three PP composites on the flame-retardant content. It can be seen that the \( \sigma_{b} \) increases nonlinearly with the increase of ϕ. This indicates that the tensile fracture toughness of the PP flame-retardant composites is somewhat improved in this case. Comparatively, the variation of the σ b with ϕ is the most obvious for the PP/Al(OH)3/Mg(OH)2/ZB/Nano-CaCO3 system, while the PP/Al(OH)3/Mg(OH)2/ZB/Nano-CaCO3/POE system is the smallest. POE is a kind of elastomer, and the strength and stiffness is much lower than that of the PP. Hence, the POE in the composite will first yield and generate plastic deformation under tensile load, to form relevant defects, resulting in reduction of the tensile fracture strength of the composite system (see Fig. 6). It may also be observed in Fig. 6 that the \( \sigma_{b} \) of the PP/Al(OH)3/Mg(OH)2/ZB system is the highest under the same conditions except individual data point.

Tensile fracture strength versus flame-retardant content
Dependence of tensile elongation at break on flame-retardant content
Tensile elongation at break may also reflect to a certain extent the ductility or tensile fracture toughness of materials. Figure 7 shows the dependence of the tensile elongation at break \( \left( {\delta_{b} } \right) \) of the three PP composites on the flame-retardant content. With an addition of ϕ, the \( \delta_{b} \) of the PP/Al(OH)3/Mg(OH)2/ZB system and the PP/Al(OH)3/Mg(OH)2/ZB/Nano-CaCO3 system decreases nonlinearly. While the \( \delta_{b} \) for the PP/Al(OH)3/Mg(OH)2/ZB/Nano-CaCO3/POE system decreases gently with increasing ϕ when ϕ is less than 50 phr, and then decreases quickly as ϕ is more than 50 phr. This indicates that the tensile fracture toughening effect of the POE on the PP flame-retardant composite is significant. As stated above, POE is a kind of elastomer and the Young’s modulus is much lower than that of the PP. Therefore, the POE in the composite will first yield and generate plastic deformation under tensile load, to absorb relevant plastic deformation energy, resulting in improvement of the ductility of the composite system (see Fig. 7).

Relationship between elongation at brake and flame-retardant content
Discussion
It is generally believed that the external load supplied to polymer composite will be only subjected by the matrix resin if there is no interfacial adhesion between filler and matrix, while the inorganic particles cannot be undertaken the load. In this case, the tensile strength of composites may be expressed as follows [18]:
where \( \sigma_{ym} \) is the tensile strength of the matrix resin, \( \phi_{f} \) is the volume fraction of the filler.
In fact, there should be certain adhesion strength in the interface between the inclusions and the matrix for polymer composites. On the basis of this, Liang and Li [19, 20] introduced a concept of interfacial adhesion angle (θ), and derived a modified tensile strength equation:
It is known by comparing the both equations that Eq. 3 will become Eq. 2 if θ is equal to 90o. In other words, the smaller the θ, the better is the interfacial adhesion state. It is a good interfacial adhesion when θ is equal to zero. In this case, \( \sigma_{yc} = \sigma_{ym} \).
From the data shown in Fig. 4, one can estimate the tensile strength of the PP flame-retardant composites by means of Eqs. 2 and 3, the results are showed in Fig. 8. Here, θ is 50°. It can be seen that the predictions with Eq. 3 are closer to the measurements of the tensile strength of the composites than those with Eq. 2. This indicates that the interfacial adhesion between the flame-retardant particles and the PP matrix is good.

Comparison between predictions and measurements of tensile strength
Conclusions
The effects of the flame-retardant content on the tensile properties of the PP composites were significant under the experimental conditions. The results showed that the tensile strength decreased roughly linearly while the tensile elongation at break decreased nonlinearly with increasing the flame-retardant weight fraction. The Young’s modulus and the tensile fracture strength increased nonlinearly with an addition of the flame-retardant weight fraction. The tensile ductility of PP/Al(OH)3/Mg(OH)2/ZB/Nano-CaCO3/POE composite was the best in the three kinds of the composite systems.
The tensile strength of the PP flame-retardant composites might be estimated by means of Eq. 2 and 3, and good agreement was showed between the predictions with Eq. 3 and the measurements. This indicated that the estimations of the tensile strength by using Eq. 3 were closer to the testing data from the PP flame-retardant composites than those by using Eq. 2. Moreover, there was a good interfacial adhesion between the flame-retardant particles and the PP matrix.
References
Bobovitch A, Gutman E, Schenker M, Utevski L, Muskatel M (1995) New approach to flame retardants: thermal polymerization on fillers. Mater Lett 23(4–6):317–320
Chiu SH, Wang WK (1998) Dynamic flame redundancy of polypropylene filled with ammonium polyphosphate, pentaerythritol and melamine additives. Polymer 39(10):1951–1955
Chen YH, Liu Y, Wang Q, Yin HA, Aelmans N, Kierkels R (2003) Performance of in tumescent flame retardant master batch synthesized through twin-screw reactively extruding technology: effect of component ratio. Polym Deg Stab 81(2):215–224
Levchik SV, Weil ED (2005) Flame retardancy of thermoplastic polyesters: a review of the recent literature. Polym Int 54(1):11–35
Carpentier F, Bourbigot S, Le Bras M, Delobel R, Foulon M (2000) Charring of fire retarded ethylene vinyl acetate copolymer magnesium hydroxide/zinc borate formulations. Polym Deg Stab 69:83–92
Titelman GI, Gonen Y (2002) Discolouration of polypropylene-based compounds containing magnesium hydroxide. Polym Degrad Stab 77:345–352
Sangcheol K (2003) Flame retardancy and smoke suppression of magnesium hydroxide filled polyethylene. J Polym Sci 41(9):936–944
Ahmad Ramazani SA, Rahimi A, Frounchi M, Radman S (2008) Investigation of flame retardancy and physical-mechanical properties of zinc borate and aluminum hydroxide propylene composites. Mater Des 29(5):1051–1056
Jiao CM, Chen XL (2009) Flame retardant synergism of hydroxy silicone oil and Al(OH)3 in EVA composites. Polym Plast Technol Eng 48(6):665–670
Kobayashi Yuichi, Tokoro Yuko, Watatani Kengo (1998) Preparation of functionalized zinc borates and their coupling reaction with allylic acetates. Tetrahedron Lett 39:7537–7540
Bourbigot S, Le Bras M, Leeuwendal R, Shen KK, Schubert D (1999) Recent advances in the use of zinc borates in flame retardancy of EVA. Polym Deg Stab 64(3):419–425
Garba B (1999) Effect of zinc borate as flame retardant formulation on some tropical woods. Polym Deg Stab 64:517–522
Giudice CA, Benitez JC (2001) Zinc borates as flame-retardant pigments in chlorine-containing coatings. Prog Organ Coat 42:82–88
Liang JZ (2002) Toughening and reinforcing in rigid inorganic particle filled polypropylene: a review. J Appl Polym Sci 83:1547–1555
Liang JZ (2002) Melt rheology of nanometre-calcium-carbonate-filled acrylonitrile–butadiene–styrene (ABS) copolymer composites during capillary extrusion. Polym Int 51:1473–1478
Liang JZ (2007) Evaluation of dispersion of nano-CaCO3 particles in polypropylene matrix based on fractal method. Composites A 38:1502–1506
Huang HJ, Xie BH, Yang W, Shen YX, Yang MB (2010) Essential work of fracture parameters of injection-molded polypropylene/polyolefin elastomer blends. J Macromol Sci Part B 49(2):231–241
Nicolais L, Narkis M (1971) Stress-strain behavior of styrene-acrylonitrile/glass bead composites in the glassy region. Polym Eng Sci 11(3):194–199
Liang JZ, Li RKY (1999) Tensile properties and morphology of PP/EPDM/glass bead ternary composites. Polym Compos 20(3):413–422
Liang JZ, Li RKY (1998) Mechanical properties and morphology of glass bead filled polypropylene composites. Polym Compos 19(6):698–703
Acknowledgments
The author would like to thank Ms. Y. Chen who is from South China University of Technology for her helping in this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Liang, J.Z. Tensile properties of polypropylene flame-retardant composites. Polym. Bull. 68, 803–813 (2012). https://doi.org/10.1007/s00289-011-0590-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-011-0590-0