
Abstract
The tensile and combustion properties of polypropylene/polyolyaltha olefin composites filled with intumescent flame retardant (IFR) and nanometer calcium carbonate (nano-CaCO3) were measured. It was found that the values of the Young’s modulus of the composites increased almost linearly, while the values of the tensile yield strength and tensile fracture strength of the composites decreased with increasing the IFR weight fraction; the values of the elongation at break of the composites decreased quickly when the IFR weight fraction was lower than 10 wt%, and then varied slightly when the IFR weight fraction was higher than 10 wt%. Moreover, the morphology of the specimens after combustion was observed and the frame retardant mechanisms of the composites were discussed.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
It is generally believed that mechanical and flame retardant properties are the important performances of polymer materials. Polypropylene (PP) is used extensively in daily life, agriculture and industry due to its good insulation properties and stress crack resistance, small dielectric constant and chemical resistance; it is one of general thermoplastic resins. However, the flame retardant of PP resin should be improved because of its poor flammability resistance and continuing to burn and flaming drips when it is ignited. In order to widen the applications of PP, PP is usually filled with flame retardants for modifying its flame-retarding properties. Recently, the flame retardants for PP have been received increasing attention [1–3]. Intumescent flame retardant (IFR) is a kind of halogen-free flame retardants because of its triple functions: filler, flame retardant and smoke suppressant [4–7]. Therefore, it is well known as an efficient flame retarding system for polymer materials especially PP [8–12]. Camino et al. [8] studied the mechanism of intumescence in fire retardant polymers, and the mechanism of action in PP ammonium polyphosphate pentaerythritol mixtures. They pointed out that the ammonium polyphosphate-pentaerythritol additive was shown to induce fire retardant characteristics in PP by means of a ‘condensed phase’ mechanism. Qian et al. [9] reported the synthesis of a novel hybrid synergistic flame retardant and its application in PP/IFR. The results showed that the fire resistance of polypropylene/intumescent flame retardant (PP/IFR) composites could be improved with the combination of hybrid synergistic flame retardant. Du et al. [10] researched the flame retardant mechanism of organo-bentonite in PP. In addition, they investigated the effects of organo-clay and sodium dodecyl sulfonate intercalated layered double hydroxide on thermal and flame behavior of intumescent flame retarded polypropylene [11]. They found that the introduction of organo-clay into PP/IFR not only increased the char residue, but also formed compact and folded morphology of char residue which provided more effective protect for underlying materials against heat and oxygen relative to layered double hydroxide, thus improved the flame retardancy of intumescent flame retarded PP samples more efficiently. Recently, Liang and his colleagues [2, 3] investigated the effects of Al(OH)3/Mg(OH)2 content on the flame retardant properties of PP nanocomposites, the results showed that the limited oxygen index of the composites increased roughly linearly with an increase of the filler concentration.
In the previous work, Liang et al. [13, 14] studied the mechanical and flame retardant properties of the PP/IFR composite, and found that the strength and impact toughness of the PP/IFR composites were weakened with increasing the IFR content. Poly(ethylene-co-octene) (POE) is usually applied to toughening brittle resins due to its good impact fracture toughness, and it is generally believed that POE is good compatible with polypropylene. Nanometer calcium carbonate (nano-CaCO3) is one of inorganic particles used extensively in polymer industry due to its low cost. Therefore, the PP/IFR composite would have good comprehensive properties when it is filled with POE and nano-CaCO3 particles [15]. Flame retardant properties of materials are related closely with combustion surface of specimens. Thus the observation of the combustion surface of the specimen is beneficial to reveal the flame retardant mechanisms of materials. However, there have been relatively few studies on the tensile properties and combustion morphology of the specimens for the PP/IFR/POE/nano-CaCO3 composites. The objectives of this study are to measure the tensile properties including Young’s modulus, tensile strength and tensile elongation at break as well as to observe the morphology of the specimens after combustion for the PP/IFR/POE/nano-CaCO3 composites, to be helpful for understanding the reinforced and flame retardant mechanisms of the PP/IFR/POE/nano-CaCO3 composites.
Experimental
Raw Materials
The PP with trade mark of CJS-700G was used as a matrix resin in this work. This resin was supplied by the Guangzhou Petrochemical Works in Guangdong province (China), and its density in solid state and melt flow rate were 910 kg/m3 and 10 g/10 min, respectively. The IFR with trademark of HFR-041, produced by the Guangzhou Yinsu Flame Retardant Materials Co., Ltd. (Guangzhou, China), was used as the flame retardant agent. The density, phosphorus content and nitrogen content of the IFR were about, 1.68 g/cm3, 11 ± 1.0 and 23 ± 1.0 %, respectively. The POE was supplied by Du Pone Co. in USA, the trade-mark was Engage-8180. The density in solid state and melt flow rate were 870 kg/m3 and 0.5 g/10 min, respectively. The nano-CaCO3 was supplied by An Yuan Technological and Chemical Industry Co., Ltd (Jiangxi, China). The trade-mark was CC-A, and the average diameter and density of the particles were 40 nm and 2500 kg/m3, respectively.
Preparation
The particles of the IFR, POE and nano-CaCO3 were blended with the PP in a high speed mixer (model CH-10DY) supplied by the Beijing Plastics Machinery Factory (Beijing, China), and then the blends were extruded in PP melt state by means of a co-rotating twin-screw extruder at the temperature range of 165~180 °C and screw speed of 200 rpm. The extruder with model of SHJ-26 was supplied by Nanjing Chengmeng Machinery Ltd. Co. (Nanjing, China). The screw diameter was 24.5 mm, and the length–diameter ratio was 40. Finally, the extrudate was granulated to produce the PP/IFR/POE/nano-CaCO3 composites. The weight fractions of the IFR were respectively 10, 20, 25 and 30 wt%, the weight fraction of the POE was 10 wt%, and the weight fractions of the nano-CaCO3 were 3 wt%. In addition, these granular composites were dried for 5 h at 80 °C before fabrication of the specimens. The specimens for tensile test were standard dumbbell sheets, and the size for measurement part of the specimen was 60 × 10 × 4 mm. The specimens with width of 13 mm and thickness of 3 mm for flame retardant tests were molded by using a plastics injection machine (model UN120A) supplied by the Yizumi Machinery Co., Ltd. (Foshan, China).
Tensile Property Measurement
The tensile tests of the PP and the PP/IFR/POE/nano-CaCO3 composites were conducted at room temperature by means of an universal materials testing machine (model tensiTECH) supplied by the Tech-Pro Inc. (Woodstock, USA), and the cross-head descending speed was 50 mm/min. Similarly, each group specimens contained five pieces, and the average values of the measured tensile properties were used from the measured data.
Observation of Specimen Morphology After Combustion
The main instruments used in this work were a limited oxygen index apparatus (model JF-3) and a horizontal–vertical burning tester (model CZF-3), they were supplied by the Jianglin analysis instrument company (Nanjing, China). The experiments of the flame retardant properties for the composites, including limited oxygen index and horizontal burning speed were carried out according to relevant international testing standards. The morphology of the specimens was observed after the tests of limited oxygen index and horizontal burning speed to study the combustion property and flame retardant mechanisms.
Results and Discussion
Tensile Properties
Tensile Stress–Strain Curves
Figure 1 shows the relationship between the tensile stress and strain for the PP and the PP/IFR/POE/nano-CaCO3 composites. It can be seen that the values of the tensile strain at break of the composites are quite smaller than that of the unfilled PP resin, and they decrease slightly with increasing the IFR weight fraction. Tensile strain at break is an important characterization of the tensile ductility of materials. Thus, the results shown in Fig. 1 indicate that the tensile ductility of the PP is weakened with introduction of the IFR particles. Moreover, the maximum tensile stress decreases with the increase of the IFR weight fraction.

Tensile stress–strain curves
Dependence of Young’s Modulus on IFR Content
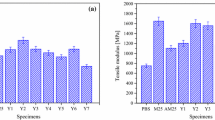
Figure 2 presents the dependence of the Young’s modulus on the IFR weight fraction for the PP and the filled PP composites. It can be seen that the value of the Young’s modulus of the composites increases with an increase of the IFR weight fraction. This is because that the movement of the macromolecular chains of the matrix resin is blocked by the IFR particles, and the skeleton action of the inclusions will be produced in the matrix, leading to improving the stiffness of the filled PP composites. It can also be found that the relationship between the Young’s modulus and the IFR weight fraction (φ IFR ) is almost linearly. That is
where α and β are the parameters related to the stiffness of the composites. The values of α and β of the composites can be determined by means of a linear regressive analysis method under test conditions. The results show that values of the parameters α and β are respectively 0.868 and 0.019, and the linear correlation coefficient is 0.968.

Relationship between Young’s modulus and IFR weight fraction
Dependence of Tensile Strength on IFR Content
Figure 3 illustrates the dependence of the tensile yield strength on the IFR weight fraction for the PP and the filled PP composites. It can be seen that the values of the tensile yield strength of the composites decrease slightly with an increase of the IFR weight fraction. In general, the filler particle needs transferring the stress through the interface between the inclusions and the matrix when specimen is under tensile load. Thus, the tensile yield strength of particulate-filled polymer composites depends, to a large extent, upon the interfacial adhesion status between the filler and the matrix. Therefore, the results shown in Fig. 3 present that the interfacial adhesion between the IFR particles and the PP matrix should be good in this case.

Relationship between yield tensile strength and IFR weight fraction
Tensile fracture strength is an important characterization of tensile fracture toughness of materials. Figure 4 displays the dependence of the tensile fracture strength on the IFR weight fraction for the filled PP composites. When the IFR weight fraction is less than 10 wt%, the values of the tensile fracture strength of the composites decrease relatively obviously when the IFR weight fraction is lower than 10 %; and then decrease slightly with increasing the IFR weight fraction. This indicates that there is somewhat improvement of the tensile fracture toughness of the PP composites in the case of high filler concentration. The main reason should be that the matrix around the inclusions will generate plastic deformation owing to stress concentration in the case of high filler content to absorb the tensile deformation energy, leading to improvement of the tensile fracture toughness. As a result, the tensile fracture strength of the composites decreased slightly.

Correlation between tensile fracture strength and IFR weight fraction
Dependence of Tensile Elongation at Break on IFR Content
Tensile elongation at break is also an important characterization of tensile fracture ductility of materials. Figure 5 illustrates the dependence of the tensile elongation at break of the filled PP composites on the IFR weight fraction. When the IFR weight fraction is less than 10 wt%, the value of tensile elongation at break decrease rapidly with increasing the IFR weight fraction and it reaches up to the minimum at the IFR weight fraction of 10 wt%; and then it varies slightly with an increase of the IFR weight fraction. This indicates that there is certain improvement of the tensile fracture ductility of the filled PP composites in the case of high filler concentration. Figure 6 presents the picture of the specimens of the filled PP composites after tensile tests. It can be observed that the specimen length at break decreases while the stress whitening phenomenon is enhanced with increasing the IFR weight fraction. It is generally believed that the tensile fracture ductility of polymer matrix resin will be weakened usually due to the filling of filler particles. On the other hand, as discussed above, the matrix around the inclusions will generate plastic deformation owing to stress concentration; the tensile fracture ductility of the matrix resin will be improved correspondingly, resulting in increasing slightly the tensile elongation at break of the PP/IFR/POE/nano-CaCO3 composites with increasing the IFR weight fraction.

Dependence of tensile elongation at break on IFR weight fraction

Photograph of fracture specimen after tensile test
Morphology of Specimen After Combustion
Morphology of Specimen After Oxygen Index Testing
It is generally believed that the combustion surface of the specimen is closely related with the flame retardant mechanisms of materials. Limited oxygen index is one of the important parameters for characterizing flame retardant properties of polymer materials. Figure 7 shows the specimen combustion morphology of PP after oxygen index testing. It can be observed that there are only melt morphology and drippings at the combustion surface of the specimen (the top zone of the specimen). It means that polypropylene has no any flame retardant mechanism. Figure 8 displays the picture of the specimen of the PP/IFR/POE/nano-CaCO3 system with the IFR weight fraction of 30 wt% after oxygen index testing. It can be seen that there is a black cover at the combustion surface of the top zone of the specimen; this black cover is called as carbon layer. This is because that when IFR in the PP matrix is heated, the dehydration agents will generate ester compounds under action of charring agent; and then the ester compound will be dehydrated and made crosslink to form carbon; finally, the carbide will produce a carbon layer with fluffy closed foam structure under effect of expansive agent decomposition gases (see Fig. 8). This carbon layer is a kind of amorphous carbon structure; its essence is the carbon micro-crystallite. As soon as the carbon layer is formed, it will not burn, and can arrest the heat transition between polymer and heat source, leading to increasing the thermal degradation temperature of polymer. Moreover, the porous carbon layer can prevent the gas diffusion, namely block the gas diffusion generated in pyrolyzation. Meanwhile the porous carbon layer can stop the external oxygen to diffuse to the surface of the no cleavage polymer. As a result, the burning polymer composite will be self-extinguishing when the burning has not sufficient oxygen and heat energy.

Specimen combustion morphology of PP after oxygen index testing

Specimen combustion morphology of PP/IFR/POE/nano-CaCO3 composite after oxygen index testing (φ IFR = 30 wt%)
Morphology of Specimen After Horizontal Combustibility Rate Testing
Horizontal burning speed or horizontal combustibility rate is an important parameter for representing the combustibility of materials. The lower the horizontal burning speed of material, the better is the flame retardant property. Figure 9 presents the combustion appearance of the specimen for the PP/IFR/POE/nano-CaCO3 composite with 20 wt% IFR after horizontal combustibility rate testing, and the specimen thickness is 3 mm. It can be observed that the flame is only burning along the upper part of the specimen, while there is not burning thoroughly at the bottom of the specimen. The reason should be that the carbon effect of the IFR prevents the flame spread to the bottom side; on the other hand, the melt drippings of the POE separate the carbon layer, the exposed surface can burn continuously. Consequently, the flame front spread fast at the upper side of the specimen, as shown in Fig. 9.

Specimen combustion morphology of PP/IFR/POE/nano-CaCO3 composite after horizontal combustibility rate testing (φ IFR = 20 wt%)
Discussion
Reinforcement Mechanisms
As stated above, the reinforcement of the particulate filled polymer composites depends upon majorly the interfacial adhesion strength between the filler and the matrix in addition to the property of the matrix resin, the size, shape, content of the filler, and the dispersion if the particles in the matrix. If there is no or very weak the interfacial adhesion between the particles and matrix, then the external load supplied is only subjected by the matrix resin, while the inorganic particles would be difficult to undertake the stress. In this case, the tensile yield strength of composites can be expressed as follows [16]:
where σ yc and σ ym are respectively the tensile yield strength of the composite and matrix resin, ϕ f is the filler volume fraction.
However, there should be certain adhesion strength in the interface between the inclusions and the matrix in fact. On the basis of this, Liang and Li [17, 18] noted that the interfacial debonding experiences a developing process and it usually begin to debond from the pole of the particle when the composite is under tension load. Based on this consideration, they introduced a concept of interfacial adhesion angle (θ), and derived a modified tensile strength equation:
It is known by comparing the both equations that Eq. (2) is Eq. (3) when interfacial adhesion angle θ is equal to 90°. In other words, the smaller the θ value is, the better is the interfacial adhesion between the filler and the matrix. It is a good interfacial adhesion when θ is equal to zero. In this case, σ yc = σ ym .
The tensile yield strength of the PP/IFR/POE/nano-CaCO3 composites can be estimated using Eq. (3), and then the estimations are compared to the experimental measured data of the composites when the rate of tensile test is 50 mm/min, and the results are shown as in Fig. 10. Here, the value of θ is about 50° by means of Eq. (3) from the experimental data, and the IFR volume fraction can be approximately determined by the following expression [19]:
where ρ IFR and ρ m are the density of the IFR and resin matrix, respectively. Here, the densities of the resin and the IFR are respectively 910 kg/m3 and 2500 kg/m3.

Comparison between estimated tensile yield strength and measured data
It can be seen from Fig. 10 that the predictions of the tensile yield strength by means of Eq. (3) are close to the measured data of the PP/IFR/POE/nano-CaCO3 composites. Moreover, the interfacial adhesion angle is 50° under experimental conditions, as stated above, this means that the interfacial adhesion between the filler particles and matrix is good in this case.
Flame Retardant Mechanisms
A number of closed porous black carbon layers will be formed due to the IFR in the PP/IFR/POE/nano-CaCO3 composites when the specimens are combusting, just this carbon layer matter plays a role in flame retardant in the composites. Meanwhile, the dripping phenomenon is produced owing to the POE elastomers, these drippings will destruct the formation and stability of the carbon layers. In other words, the competition between the carbon layers and drippings should be the major flame retardant mechanisms of the PP/IFR/POE/nano-CaCO3 composites. This should be the major reason that the flame retardant properties of the PP/IFR composites are better than those of the PP/IFR/POE/nano-CaCO3 composites. It was found in the previous studies that the values of the limited oxygen index of the PP/IFR composites are higher than those of the PP/IFR/POE/nano-CaCO3 composites [13, 14].
Conclusions
The effects of the intumescent flame retardant on the tensile and flame retardant properties of the PP/IFR/POE/nano-CaCO3 composites were significant. The values of the Young’s modulus of the composites increased approximately linearly while the values of the tensile yield strength and tensile fracture strength decreased slightly with increasing the IFR weight fraction. The values of the elongation at break decreased rapidly when the IFR weight fraction was lower than 10 wt%, and then varied slightly with an increase of the IFR weight fraction. The competition between the carbon layers and drippings should be the major flame retardant mechanisms of the PP/IFR/POE/nano-CaCO3 composites.
References
Wang X, Sporer Y, Leuteritz A, Kuehnert I, Wagenknecht U, Heinrich G, Wang DY (2015) Comparative study of the synergistic effect of binary and ternary LDH with intumescent flame retardant on the properties of polypropylene composites. RSC Adv 5(96):78979–78985
Liang JZ, Zhang YJ (2010) A study on flame retardant properties of PP/Al(OH)3/Mg(OH)2 composites. Polym Int 59:539–542
Liang JZ, Chen Y, Jiang XH (2012) Flame retardant properties of PP/Al(OH)3/Mg(OH)2/POE/ZB nanocomposites. Polym Plast Technol Eng 51:439–445
Lai XJ, Zeng XR, Li HQ, Zhang HL (2014) Effect of polyborosiloxane on the flame retardancy and thermal degradation of intumescent flame retardant polypropylene. J Macromol Sci Part B 53(4):721–734
Xie HL, Lai XJ, Zhou RM, Li HQ, Zhang YJ, Zeng XR, Guo JH (2015) Effect and mechanism of N-alkoxy hindered amine on the flame retardancy, UV aging resistance and thermal degradation of intumescent flame retardant polypropylene. Polym Degrad Stab 118:167–177
Su XQ, Li DY, Tao J, Dai QW (2015) Synergistic effect of allophane with intumescent flame retardants on thermal behavior and fire retardancy of polypropylene. Polym Bull 72(8):2089–2104
Chen W, Liu G (2015) Flame-retardancy properties of tris(2-hydroxyethyl) isocyanurate based charring agents on polypropylene. J Appl Polym Sci 132(16):41810
Camino G, Costa L, Trossarelli L (1984) Study of the mechanism of intumescence in fire retardant polymers: part II-mechanism of action in polypropylene ammonium polyphosphate pentaerythritol mixtures. Polym Degrad Stab 7:25–31
Qian Y, Wei P, Jiang P, Zhao X, Yu H (2011) Synthesis of a novel hybrid synergistic flame retardant and its application in PP/IFR. Polym Degrad Stab 96:1134–1140
Du B, Guo Z, Song P, Liu H, Fang Z, Wu Y (2009) Flame retardant mechanism of organo-bentonite in polypropylene. Appl Clay Sci 45:178–184
Du B, Guo Z, Fang Z (2009) Effects of organo-clay and sodium dodecyl sulfonate intercalated layered double hydroxide on thermal and flame behaviour of intumescent flame retarded polypropylene. Polym Degrad Stab 94:1979–1985
Doğan Mehmet, Yılmaz Aysen, Bayramlı Erdal (2010) Synergistic effect of boron containing substances on flame retardancy and thermal stability of intumescent polypropylene composites. Polym Degrad Stab 95:2584–2588
Liang JZ, Li FJ, Feng JQ (2014) Mechanical properties and morphology of intumescent flame retardant filled polypropylene composites. Polym Adv Technol 25:638–643
Liang JZ, Feng JQ, Zou SY, Liu DF, Zhang SD (2015) Flame-retardant properties and flexural properties of polypropylene/intumescent composites. Adv Polym Technol 34:320–324
Liang JZ, Feng JQ, Liu DF, Li FJ, Jiang XH, Zhang SD, Flame-retardant properties and impact toughness of PP/IFR/POE nanocomposites. Adv Polym Technol. doi:10.1002/adv.21551
Nicolais L, Narkis M (1971) Stress–strain behavior of styrene-acrylonitrile/glass bead composites in the glassy region. Polym Eng Sci 11:194–199
Liang JZ, Li RKY (1999) Tensile properties and morphology of PP/EPDM/glass bead ternary composites. Polym Compos 20:413–422
Liang JZ, Li RKY (1998) Mechanical properties and morphology of glass bead filled polypropylene composites. Polym Compos 19:698–703
Liang JZ, Li RKY (2001) Measurement of dispersion of glass beads in PP matrix. J Reinf Plast Compos 20:630–638
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Liang, JZ. Tensile and Combustion Properties of PP/IFR/POE/nano-CaCO3 Composites. J Polym Environ 24, 274–280 (2016). https://doi.org/10.1007/s10924-016-0770-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-016-0770-y