
Abstract
The steam explosion (SE) pretreatment associated with the organosolv process was investigated to produce dissolving pulp from eucalyptus. Prehydrolysis Kraft (PHK) pulping was also done to produce viscose and acetate grade pulps as reference. The organosolv pulps were delignified in two steps with sodium chlorite. Viscose and acetate grade PHK pulps were bleached by OD0(EH)D1P and OD0(EP)D1PCCE sequences, respectively. Dilute acid-catalyzed (with acid addition) SE pretreatment dissolved more xylan than auto-catalyzed (no acid addition) SE pretreatment. Steam-exploded unbleached organosolv pulps showed lower residual lignin content and screened yield than unbleached organosolv pulps without SE pretreatment. Steam explosion pretreatment helped to decrease lignin content and damaged fiber length of unbleached organosolv pulps. The 1.0% H2SO4 organosolv pulp (organosolv dissolving pulp at bioconversion conditions) showed the highest reactivity. Even showing low viscosity for some applications, in general, the organosolv dissolving pulps produced in this study can be used for making lyocell fibers.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Dissolving pulp is a high-grade cellulose pulp used to manufacture cellulose-derived products that include regenerated fibers or films (viscose, lyocell), cellulose esters (e.g., acetates, nitrates) and cellulose ethers (e.g., carboxymethyl celluloses) (Sixta 2006). Dissolving pulps are mainly produced by the sulfite pulping and prehydrolysis Kraft (PHK) processes. Sulfite pulping can simultaneously remove lignin and hemicellulose. However, sulfite process produces pulps with weak strength properties, is sensitive to some wood species due to interfering substances such as resins, extractives and has an inefficient chemical recovery process. Kraft pulping process has well-established chemical recovery process, stronger fibers compared to sulfite pulps and high yields, but retains hemicellulose and preserves cellulose degree of polymerization (DP) which is not appropriate for dissolving pulps. Hence, additional chemical processing steps including prehydrolysis, cold caustic extraction (CCE) and hypochlorite (H) treatment must be implemented in the Kraft process in order to produce dissolving pulps.
Besides sulfite pulping, acidic organosolv process can simultaneously remove both the lignin and hemicellulose and has been used as a pretreatment step for the biomass-to-ethanol process (Pan et al. 2006). However, it may also be ideally suited to help make dissolving grade pulp. Moreover, there have only been a few studies investigating the potential of organosolv pulping for dissolving pulp production (Caraschi et al. 1996; Kirci and Akgul 2002; Sixta et al. 2004). Sixta et al. (2004) evaluated the potential of the Milox, Acetosolv and Formacell and acid Mg sulfite pulping processes from Eucalyptus globulus in the dissolving pulp production for conversion into viscose fibers. These researchers found that organosolv pulping processes proved to be more selective in terms of pentosan removal and cellulose degradation as compared to conventional sulfite pulping. Manfredi et al. (2012) evaluated the effects of ethanol pulping process of Eucalyptus sp. wood chips and the efficiency of phosphinic acid as catalyst in this process. They found that ethanol pulping process has shown potential for dissolving pulp industries. The phosphinic acid improved delignification and hydrolysis of cellulose chains.
Dissolving pulps are characterized as being pulps with high cellulose content and minimum amounts of non-cellulosic impurities (hemicelluloses, extractives and inorganics) (Sixta 2006). To try to reduce the extent of processing necessary to produce dissolving pulp, steam explosion pretreatment can be used for hemicellulose removal. Steam pretreatment involves treatment with steam under high pressure and temperature, followed by quick release of the pressure and explosion of the biomass (Laxman and Lachke 2009). The mechanical disruption of the pretreated material can be either by violent discharge into a collecting tank (explosion) or by mild blending after bleeding the steam pressure down to atmospheric (no explosion) (Ramos 2003). Steam explosion pretreatment requires low energy input, is fast, cheap and has negligible environmental impact (Laxman and Lachke 2009).
The aim of this work was to evaluate steam explosion pretreatment for hemicellulose removal prior to organosolv pulping to produce dissolving pulps.
Materials and methods
Working plan
The experimental plan showing all steps involved in the production of steam explosion (SE)—organosolv and prehydrolysis Kraft dissolving pulps—is presented in Fig. 1. Different routes were used to produce dissolving pulps. On the first route (1), the eucalyptus chips were pretreated with auto-catalyzed and dilute acid-catalyzed steam explosion (SE). Thereafter, the pretreated samples were cooked at 170 °C with ethanol/water (65%/35%) liquor, with 0, 0.5 and 1.0% of sulfuric acid as a catalyst and a liquor-to-biomass ratio of 16/1. The delignification was run in two stages with sodium chlorite. On the second route (2) dissolving pulps were produced without pretreatment of the biomass. The organosolv pulping was carried out under the same conditions as route 1, except for the liquor-to-biomass ratio which was 7/1. Sodium chlorite bleaching was also performed under the same conditions of route 1. Route 3 produced the dissolving pulp by Kraft pulping process using the prehydrolysis pretreatment. The prehydrolysis Kraft (PHK) pulps were produced as reference for the organosolv pulps. The prehydrolysis step was performed at 170 °C with retention time of 15 min for viscose grade and 30 min for acetate grade. Kraft pulping was conducted under the same conditions for viscose grade and acetate grade pulps, at a temperature of 162 °C, a retention time of 15 min and sulfidity and effective alkali of 25%. The bleaching sequences for viscose grade and acetate grade pulps were OD0(EH)D1P and OD0(EP)D1P, respectively. After peroxide bleaching stage, a purification step (cold caustic extraction—CCE) was run for acetate grade pulp.

Work plan showing all steps involved in the production of dissolving pulp by the SE—organosolv and PHK processes
Preparation of the eucalypt chips for the steam explosion (SE) pretreatment
Industrial wood chips of a Eucalyptus urophylla x Eucalyptus grandis clonal hybrid, Eucalyptus urograndis, were screened through a 12.5 × 12.5 mm2 sieve, air-dried and collected as the raw material for SE pretreatment. The moisture content of the wood chips was about 12%. Samples of eucalypt chips were ground using a Wiley mill, and the fraction passing between 40 and 60 mesh was collected for chemical analysis. The chemical composition of eucalyptus chips is summarized in Table 1.
SE pretreatment
Five batches of 200 g (o.d.) eucalyptus chips were impregnated with water or dilute acid water (0.1% H2SO4 w/w) overnight at room temperature. The impregnated biomass samples were subsequently loaded into a 2-L Stake Tech II steam gun (Stake Tech II batch reactor, SunOpta (formerly Stake Technologies) of Norval, ON, Canada) and steam-exploded at 200 °C for 2 min (pressure 242 ψ) (Han et al. 2010). All batches were collected together to minimize sample variation. A single trial was performed at the same conditions without explosion to evaluate the effect of the explosion on the fiber length. The resulting slurry was collected, and the water-soluble fraction was separated from the solid fraction with vacuum filtration. The water-soluble fraction was used for sugar analysis. The solid fraction yield was determined gravimetrically. The solid fraction was washed with water and used as the feedstock for all the organosolv pulping.
Prehydrolysis
A couple of PHK cooking trials were performed to simulate viscose and acetate grade pulps using eucalypt wood chips for comparison. About 1200 g wood chips (o.d.) and required amount of water were loaded into a PARR reactor model 4555-85 (19 L) to reach the ratio of water to wood chips (o.d.) of 4/1 (v/w). The prehydrolysis was performed according to Longue Junior and Colodette (2011). The conditions were: temperature 170 °C, 90 min to temperature; reaction time of 15 min (for viscose grade) and 30 min (for acetate grade) at temperature.
Organosolv and PHK pulping
The organosolv pulping was performed according to Pan et al. (2006) using a PARR reactor (2L). Pulping conditions used are summarized in Table 2. After cooking, vessels were cooled to room temperature in a water bath. Pulp and liquor were then separated with vacuum filtration. The pulp was washed three times (350 mL each) with 60 °C aqueous ethanol, which was at the same concentration of ethanol as the original pulping liquor. The pulp was then washed three times (350 mL each) with water at 60 °C, and the washes discarded. The washed pulp was homogenized in a standard British disintegrator for 10 min and passed through a laboratory flat screen with 0.15-mm slits to remove rejects.
PHK cooking trials using eucalyptus wood chips and commercial conditions were performed to produce viscose and acetate grade pulps as reference. The PHK cooking trials were carried out right after prehydrolysis in the same PARR reactor using the following conditions: liquor-to-biomass ratio 4/1 (v/w), temperature 162 °C, 60 min to temperature; reaction time of 15 min at temperature, sulfidity and effective alkali charges of 25%. After cooking, black liquor was collected and chips were washed and disintegrated in a laboratorial “hydrapulper” of 25 L capacity. The pulps were screened in a “Voith” laboratorial screener equipped with 0.20-mm slits plate and centrifuged to a consistency of about 30%.
Bleaching
The organosolv pulps were delignified in two steps with sodium chlorite according to the procedure in the Pulp and Paper Technical Association of Canada (PAPTAC 1998) Useful method G10.U. Viscose and acetate grade pulps were bleached by OD0(EH)D1P and OD0(EP)D1PCCE sequences, respectively, where O = oxygen; D0 and D1 = chlorine dioxide; (EH) = alkaline extraction with hypochlorite; (EP) = alkaline extraction with hydrogen peroxide; P = hydrogen peroxide; CCE = cold caustic extraction. The general bleaching conditions applied to each bleaching stage are shown in Table 3. The O stage was carried out in a Mark V (Quantum Technologies Inc.) mixer/reactor. An additional CCE step was included after peroxide bleaching stage to maximize the non-cellulosic impurities removal. CCE treatment was at 30 °C, 25 min at 10% consistency and an initial NaOH concentration of 550 kg NaOH/t of pulp. EH stage was performed aiming to decrease cellulose DP. The other bleaching stages were carried out in polyethylene bags, which was heated in a microwave to the desired temperature and transferred to a temperature-controlled steam bath and kept for the required time. After each bleaching stage, pulp samples were washed with 9 m3 of distilled water.
Analytical procedures
Oven-dried weights were determined by drying to constant weight at 105 °C in a convection oven. The pulps screened yield was determined gravimetrically by drying a small part of representative samples at 105 °C overnight. The concentration of dissolved xylan was determined by post-hydrolysis analysis of the liquid samples. Briefly, 0.7 mL of 72% H2SO4 was added to 15 mL of liquid samples and the volume was made up to 20 mL with water. Subsequently, the samples were autoclaved at 121 °C for 1 h and analyzed by HPLC. Brightness determination was performed according to TAPPI 452 om-08, kappa number according to TAPPI 236 om-06 (TAPPI 2010), intrinsic viscosity according to SCAM-CM 15:99 (1999). The degree of polymerization (DPv) was calculated from the intrinsic viscosity by the following equation (Van Heiningen et al. 2004): DPv = (1.65η int)1.11, where η int is the intrinsic viscosity of the substrate. Ash and metal ions were determined according to TAPPI 211 om-93 and TAPPI 266 om-94, respectively. Sugar analysis was determined according to Wallis et al. (1996). Alpha cellulose content was determined by TAPPI T203 om-93. Alkali solubility was expressed as alkali resistance and determined according to TAPPI 235 cm-00, by the following formula: R% = 100 − S. Pulps reactivity was measured according to Fock (1959). Fiber length of the substrates was measured using a Fiber Quality Analyzer (LDA02, OpTest Equipment, Inc., Hawkesbury, ON, Canada). Briefly, a dilute suspension of fibers with a fiber frequency of 25–40 EPS (events per second) was transported through a sheath flow cell where the fibers are oriented and positioned. The images of fibers were detected by a built-in CCD camera, and the length of the fibers was measured by circular polarized light.
Results and discussion
SE pretreatment
Conditions used in this study are summarized in Table 4. Initial trials were performed to define the acid load to be used in organosolv pulping, once we could not have a pulp using auto-catalyzed (no acid addition) condition (100% of reject). The minimum amount of sulfuric acid enough to produce a pulp was 0.5% H2SO4 (w/w). Bioconversion condition (organosolv pretreatment conditions used to purify cellulose for bioconversion to ethanol: 170 °C, 1% H2SO4, 65% ethanol) was also evaluated for making a dissolving grade pulp. Other conditions used were auto-catalyzed (no acid addition) or dilute acid-catalyzed (with acid addition) SE prior to auto-catalyzed or dilute acid-catalyzed organosolv pulping. Besides auto-catalyzed organosolv pulping, the condition auto-catalyzed SE prior to auto-catalyzed organosolv also was not able to produce pulp (100% of reject). The condition 0.1% H2SO4 SE prior to auto-catalyzed organosolv gave a pulp with more than 30% of rejects, which was also not used for this study.
In SE process, high-pressure, high-temperature steam is introduced into a sealed chamber containing woody lignocellulosic material in the form of chips. After some minutes, 2 min in this study, the pressure is released, causing the steam to expand within the lignocellulosic matrix, separating individual fibers with minimal loss of material (Mabee et al. 2006). Steam-exploded chips showed yield higher than 90% regardless of the acid addition in the pretreatment.
Hemicelluloses are undesirable impurities in dissolving pulps. Thus, it is necessary to reduce the hemicellulose content and produce pulps with high cellulose content (Sixta 2006). In the SE process, the acetyl groups provide autocatalysis along with the hydronium ions. In addition, the hemicellulose–lignin bonds are cleaved, which all promote hemicellulose hydrolysis to soluble sugars (Chen and Liu 2007; Liu et al. 2013; Martín-Sampedro et al. 2012). In this study, the yield of dissolved xylan was 27 and 37% for auto-catalyzed and acid-catalyzed SE pretreatment, respectively. The addition of acid in the pretreatment increased the dissolution of xylan in the liquor.
Organosolv and PHK pulping
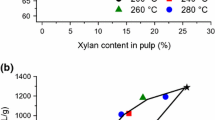
Screened yield, fiber length and kappa number of unbleached pulps are shown in Fig. 2. In general, organosolv pulps without SE pretreatment and PHK pulps (viscose and acetate grade pulps) showed screened yield higher than 40% (Fig. 2a). Organosolv pulps without SE pretreatment (0.5% H2SO4 organosolv and 1.0% H2SO4 organosolv pulps) showed almost the same yield (about 45%). Steam-exploded organosolv pulps showed low yields, about 30 and 25% for 0% H2SO4 SE 0.5% H2SO4 organosolv and 0.1% H2SO4 SE 0.5% H2SO4 organosolv pulps, respectively. To evaluate the effect of the explosion on fiber length and yield, an auto-catalyzed single trial was performed at the same conditions (200 °C with a retention time of 2 min) without explosion. As shown in Fig. 2a, auto-catalyzed non-exploded 0.5% H2SO4 organosolv pulp obtained screened yield of 45%.

Screened yield (a), fiber length (b) and kappa number (c) of unbleached pulps. SE pretreatment steam explosion pretreatment, NP no SE pretreatment, NE steam pretreatment without explosion. Error bars represent one standard deviation from the mean
The explosion effect can also be noted analyzing fiber length (Fig. 2b). Organosolv pulps without SE pretreatment (0.5% H2SO4 organosolv and 1.0% H2SO4 organosolv pulps) and auto-catalyzed non-exploded 0.5% H2SO4 organosolv pulp showed fiber length from 0.50 to 0.60 mm. However, steam-exploded organosolv pulps (0% H2SO4 SE 0.5% H2SO4 organosolv and 0.1% H2SO4 SE 0.5% H2SO4 organosolv pulps) showed fiber length lower than 0.30 mm, noting that explosion breaks the fiber damaging fiber length and also pulp yield.
According to Martín-Sampedro et al. (2012), in the blasting process, rapid flashing to atmospheric pressure and turbulent flow of the material cause fragmentation of the material by mechanical shear and make the material fiberized. Lignin became plasticized, which made the steamed material easily fiberized. Therefore, steam explosion pretreatment weakened the lignocellulosic structure, opened up the cellulose fibers for further reactions and increased the extractability of lignin during the subsequent Kraft pulping process. In this paper, organosolv pulps without SE pretreatment (0.5% H2SO4 organosolv and 1.0% H2SO4 organosolv pulps) and auto-catalyzed non-exploded 0.5% H2SO4 organosolv pulp showed residual lignin content higher than steam-exploded organosolv pulps (Fig. 2c), which is in accordance with Martín-Sampedro et al. (2012), once steam explosion weakens the lignocellulosic structure helping to increase the extraction of lignin. PHK pulps showed low residual lignin content, which was expected once delignification in the Kraft process is more efficient than organosolv process.
Bleaching and dissolving pulp characteristics
Use of dissolving wood pulp depends on its purity (cellulose content), and to obtain products of high quality, these pulps must fulfill certain requirements, such as high cellulose content, low hemicellulose content and high cellulose reactivity (Bajpai 2012). As can be noted in Table 5, the acetate grade pulp showed the highest purity (97.4% of alpha cellulose), which fulfills acetate grade pulp requirements (US 2112999 A, 1938). A pulp useful for making lyocell fibers has a low degree of polymerization and alpha cellulose content less than about 90% (US 6706876 B2, 2004). Organosolv pulps produced in this study achieved alpha cellulose content between 83.9 and 89.4%, which qualifies them for making lyocell fibers (US 6706876 B2, 2004).
Hemicelluloses are undesirable impurities in dissolving pulps, and the undesirable effects of it in dissolving pulps are well established (Molin and Teder 2002; Page 1983, 1985). Organosolv pulps produced in this study achieved xylan content between 2.1 and 4.5%, which makes them acceptable for viscose grade applications, including viscose grade pulp produced in this study.
Organosolv and PHK pulps showed very low residual lignin content (between 0.07 and 0.20%) as can be seen from the micro-kappa number (between 0.54 and 1.5). All pulps achieved high brightness levels, about 88.6 and 90.4%.
The 1.0% H2SO4 organosolv pulp and steam-exploded organosolv pulps (0% H2SO4 SE 0.5% H2SO4 organosolv and 0.1% H2SO4 SE 0.5% H2SO4 organosolv pulps) showed considerably reduced DPs (i.e., low viscosities). Acid addition in the case of 1.0% H2SO4 organosolv pulp degraded polysaccharide chains reducing cellulose viscosity (208 dm3/kg). As mentioned before, steam explosion pretreatment opened up the structure, helping the protons to act on the cellulose, reducing its viscosity (and DP) giving low-viscosity pulps, 269 (DP of 868) and 174 (DP of 535) dm3/kg for 0% H2SO4 SE 0.5% H2SO4 organosolv and 0.1% H2SO4 SE 0.5% H2SO4 organosolv pulps, respectively. However, low-DP pulps are also suitable for some applications, e.g., lyocell fibers covering DP range from about 150 to 3000 (US 6706876 B2, 2004). PHK pulps showed suitable viscosity values for their respective applications and also the 0.5% H2SO4 organosolv pulp that achieved viscosity value (499 dm3/kg) suitable for viscose grade applications.
The acetate grade pulp was of high purity (R18 97.7%). Between organosolv pulps the 0.1% H2SO4 SE 0.5% H2SO4 pulp showed the most degraded cellulose content (R18 minus R10). This behavior can be explained by the action of mechanical disruption of steam explosion pretreatment breaking the cellulosic fibers and acid addition used to improve the separation of lignin from the carbohydrate components. In general, degraded cellulose content of organosolv pulps can be related to their respective viscosity values.
The presence of inorganic compounds can impair the filterability of a cellulose spinning dope and leads to a gradual clogging of the spinnerets, and controlling the inorganic compounds content to the lowest level is the best option (Page 1983; Sixta 2006). In general, all pulps showed low ash content (0.07–0.25%). According to some specifications, Fe and Ca content should be lower than 5 and 15 mg/kg, respectively (Lenzing 2014; Sixta 2006). In this study, all pulps showed Fe and Ca ions content higher than the specifications for dissolving grade pulps.
Reactivity is considered the most significant property of dissolving pulps and is related to the accessibility of chemicals to the cellulose (Krassig 1993), which means the relative ease in which the hydroxyl groups can be achieved by reagents (Sixta 2006). The highest reactivity (70%) was reached by 1.0% H2SO4 organosolv pulp (Fig. 3). The acid load added to the pulping contributed to cleaving the glycosidic bonds by reducing the degree of polymerization of cellulose chains and increasing pulp reactivity. It seems that acid load was also more selective removing hemicellulose (2.1% of xylan), ensuring higher reactivity. Steam-exploded organosolv pulps showed similar reactivity (about 50%). These pulps showed lower reactivity than 1.0% H2SO4 organosolv pulp (70%) and higher xylan content (3.8% of xylan for 0% H2SO4 SE 0.5% H2SO4 organosolv pulp and 3.0% of xylan for 0.1% H2SO4 SE 0.5% H2SO4 organosolv pulp). The 0.5% H2SO4 organosolv pulp showed reactivity (39%) close to viscose grade pulp reactivity (37%).

Reactivity of organosolv and viscose grade dissolving pulps. SE pretreatment steam explosion pretreatment, NP no SE pretreatment. Error bars represent one standard deviation from the mean
Conclusion
Steam explosion pretreatment dissolved more xylan in the liquor for the dilute acid-catalyzed condition. Steam explosion pretreatment helped to decrease lignin content of unbleached organosolv pulps and damaged fiber length. The 1.0% H2SO4 organosolv pulp showed the highest reactivity due to higher acid load that reduced cellulose DP and increased pulp reactivity. In general, organosolv pulping process produced pulps with low DP values which can be used for making lyocell fibers.
References
Bajpai P (2012) Production of dissolving-grade pulp. In: Bajpai P (ed) Biotechnology for pulp and paper processing. Springer, New York, pp 193–209
Caraschi JC, Campana Filho SP, Curvelo AAS (1996) Preparação e caracterização de polpas para dissolução obtidas a partir de bagaço de cana-de-açúcar (Preparation and characterization of pulps for dissolution obtained from sugarcane bagasse) (In Portuguese). Polím Ciênc e Tecnol 6:24–29
Chen HZ, Liu L (2007) Unpolluted fractionation of wheat straw by steam explosion and ethanol extraction. Bioresour Technol 98:666–676
Fock W (1959) Eine modifizierte Methode zur Bestimmung der Reaktivität von Zellstoffen für Viskoseherstellung (A modified method for determining the reactivity of viscose-grade dissolving pulp) (In German). Das Papier 13:92–95
Han G, Deng J, Zhang S, Bicho P, Wu Q (2010) Effect of steam explosion treatment on characteristics of wheat straw. Ind Crop Prod 31:28–33
Kirci H, Akgul M (2002) Production of dissolving grade pulp from poplar wood by ethanol-water process. Turk J Agric For 26:239–245
Krassig HA (1993) Cellulose: Structure, accessibility and reactivity. Gordon and Breach Publishers, Yverdon
Laxman RS, Lachke AH (2009) Bioethanol from lignocellulosic biomass. In: Pandey A (ed) Handbook of plant-based biofuels. CRC Press Taylor & Francis Group, Boca Raton, pp 121–139
Lenzing (2014). http://www.lenzing.com/en/co-products/products/lenzing-agaustria/pulp/specifications.html, accessed June 2015
Liu ZH, Qin L, Jin MJ, Pang F, Li BZ, Kang Y, Dale BE, Yuan YJ (2013) Evaluation of storage methods for the conversion of corn stover biomass to sugars based on steam explosion pretreatment. Bioresour Technol 132:5–15
Longue Junior D, Colodette JL (2011) Remoção de hemiceluloses da madeira por tratamento de auto-hidrólise. (Wood cellulose removal by means of self-hydrolysis treatment) (In Portuguese). Ciênc Florest 21:541–550
Mabee WE, Gregg DJ, Arato C, Berlin A, Bura R, Gilkes N, Mirochnik O, Pan X, Pye EK, Saddler JN (2006) Updates on softwood-to-ethanol process development. Appl Biochem Biotechnol 129:55–70
Manfredi M, Gomide JL, Colodette JL, Faria BFH, Barcelos TT (2012) Polpação do eucalipto pelo processo etanol aditivado na indústria de biorrefinaria (Pulping of eucalyptus by modified ethanol process in the biorefinery industry) (In Portuguese). In: 45th international congress and exhibition of pulp and paper, 2012, São Paulo. Research work
Martín-Sampedro R, Eugenio M, Villar J (2012) Effect of steam explosion and enzymatic pre-treatments on pulping and bleaching of Hesperaloe funifera. Bioresour Technol 111:460–467
Molin U, Teder A (2002) Importance of cellulose/hemicellulose-ratio for pulp strength. Nord Pulp Paper Res J 17:14–19
Page DH (1983) The origin of the differences between sulphite and kraft pulps. J Pulp Paper Sci 9:TR15–TR20
Page DH (1985) The mechanism of strength development of dried pulps by beating. Sven Papperstidn 88:R30–R35
Pan X, Gilkes N, Kadla J, Pye K, Saka S, Gregg D, Ehara K, Xie D, Lam D, Saddler J (2006) Bioconversion of hybrid poplar to ethanol and co-products using an organosolv fractionation process: optimization of process yields. Biotechnol Bioeng 94:851–861
PAPTAC (1998) Useful methods G 10U. PAPTAC, Pulp and Paper Technical Association of Canada, Montreal
Ramos LP (2003) The chemistry involved in the steam treatment of lignocellulosic materials. Quim Nova 26:863–871
SCAM-CM 15:99 (1999) Viscosity in cupriethylenediamine solution. In: Scandinavian Pulp, Paper and Board
Sixta H (2006) Pulp properties and applications. In: Sixta H (ed) Handbook of pulp. Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, pp 1009–1067
Sixta H, Harms H, Dapia S, Parajo JC, Puls J, Saake B, Fink H-P, Roder T (2004) Evaluation of new organosolv dissolving pulps. Part I: preparation, analytical characterization and viscose processability. Cellulose 11:73–83
TAPPI (2010) Technical association of the pulp and paper industry. Standard Test Methods, Atlanta
Van Heiningen A, Tunc MS, Gao Y, Da Silva Perez D (2004) Relationship between alkaline pulp yield and the mass fraction and degree of polymerization of cellulose in the pulp. J Pulp Paper Sci 30:211–217
Wallis AFA, Wearne RH, Wright PJ (1996) Chemical analysis of polysaccharides in plantation eucalypt woods and pulps. Appita J 49:258–262
Acknowledgements
Financial support provided by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) is greatly appreciated.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Martino, D.C., Colodette, J.L., Chandra, R. et al. Steam explosion pretreatment used to remove hemicellulose to enhance the production of a eucalyptus organosolv dissolving pulp. Wood Sci Technol 51, 557–569 (2017). https://doi.org/10.1007/s00226-016-0889-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-016-0889-y