
Abstract
A combined effect of steaming and heat treatment was imposed on green Turkey oak wood, both for sapwood and heartwood. Steaming was carried out in an autoclave at 100–120–130°C whereas heating was carried out in an oven for 2 h at 120–180°C. Equilibrium moisture content at dry, intermediate and moist state both in desorption and adsorption, swelling, cup, twist, color change, and spectral reflectance measures were registered. Swelling and water absorption decreased due to the hydro-thermal treatment. During adsorption, heartwood showed a higher hygroscopic inertia compared to sapwood and this difference increased with temperature. Cup increased with temperature in the steaming process. Twist seemed to be affected more by quality of original trunks than treatments. The wood color was more sensitive at a steaming temperature of 130°C combined with heat treatment at 180°C. Transitional treatments assured more reliable results on homogenization of hue between sapwood and heartwood.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Turkey oak (Quercus cerris L.) is one of the most widely distributed species in South-Eastern Europe. It ranges from Europe to South West Asia, naturalized in Britain. In Italy, it is mainly present along the Apennine Mountains.
Turkey oak wood has many of the characteristics of other oaks, but it is very prone to crack and, due to its lower technological quality, it is mainly used for energy destination (i.e., firewood). The main limiting factors of the T. oak wood are: less dimensional stability, large internal stresses, strong swelling and shrinkage, and low durability (Giordano 1981). Also a less appealing surface and a reddish color limit its adoption in the furniture market (Tolvaj and Molnár 2006).
Recently, several heat and hydro-thermal treatment processes have been developed to improve some wood properties. In fact, different modification methods have been developed for this purpose in France (“Rectification” and “Le bois perdure”), Finland (“Thermowood”), Germany (“OHT”), and Netherlands (“Plato system”) (Esteves and Pereira 2009). The common objective of all these processes was modifying the wood chemical structure. In general, hydro-thermal treatments have the goal to induce a temporary or permanent change or improvement of some technological aspects.
The moisture content within wooden tissues seems to play an important role to obtain good results in terms of color variations by heat treatment. Especially in oak, the mass loss of hemicelluloses, cellulose, and lignin accelerates when heat is above 130°C for 24 h (Sundqvist 2004). A different situation has been found for the extractives, such as tannins and ellagitannins, which can hydrolyze at temperatures above 30°C (Sundqvist 2004). Schmidt (1986) also found a significant color variation at lower temperatures, but it only occurred when wood is wet and drying treatment lasted.
Defects such as internal or surface checks, collapse, splits, and warp could occur in wood during the heat treatment if the parameters were not well chosen. In fact, many factors could affect the performance of heat-treated wood products, like for example gas atmosphere and humidity, maximum temperature reached, holding time at maximum temperature, heating rate, total processing time, dimensions (especially thickness), initial moisture content of the boards to be treated, wood species, etc. (Kocaefe et al. 2008).
Scientific literature on improvement of technological properties is very rich for many wood species but there has not been great interest in T. oak, in spite of its great potential, because of many limiting factors. Its improved wood could be instead used for parquet, outdoor applications, panels, etc.
From the color surface point of view, chromatic differences inside the structure of T. oak are much more evident than in other species, with a rather white sapwood and dark gray heartwood (Tolvaj and Molnár 2006), frequently accomplished by the presence of a “black heart” (Giordano 1981). For this species, the moisture content of sapwood is higher than that of heartwood. Heartwood also contains a higher percentage of extractives therefore natural durability is lower in sapwood (Giordano 1981).
Researches regarding changes due to hydro-thermal treatments in sapwood and heartwood properties of T. oak are lacking while the only studied parameter is the color variation (Molnár et al. 2006; Tolvaj and Molnár 2006).
Turkey oak wood is considered difficult to be treated. High temperature may determine unwanted wood cracking and a strong warp. Wood shrinks below fiber saturation point when it loses moisture from the cell walls and swells when it gains moisture. This shrinking and swelling can result in warping, checking, splitting, and loosening of tool handles, with performance problems that decrease the value and usefulness of the wood product.
The aim of this paper was to evaluate the possibility of reducing T. oak limiting factors by treating wood samples with different hydro-thermal treatments. The hypothesis was that heating temperature and water treatments decrease dimensional stability of T. oak wood. In this respect, a significant variation in wood characteristics could be possible by using a lower temperature both in steam, with temperature processes similar to drying, and in an oven, by proposing different treatments for finding the correct balance between final wood quality and treatment.
Materials and methods
The wood material used came from four trees growing in a high T. oak forest located in the Basilicata Region (Southern Italy). Boards were cut from the logs radially, starting from the pith. Then samples were extracted from those boards with the annual rings tangentially oriented, producing little nonstandard plainsawn specimens.
Green lumbers were used in order to avoid that any natural drying influences the physical characteristics of the wood (Esteban et al. 2005).
The wood specimens measured 50 × 6 × 180 mm (in tangential, radial, and longitudinal direction, respectively). Sapwood and heartwood were distinguished for each treatment. Twelve different treatments were performed by using samples randomly selected, as indicated in Table 1.
Prior to all treatments, dimensions, mass, and color were determined for each sample.
A total of 160 samples, 40 for each treatment, were initially used for Control, ST100, ST120, and ST130 (Table 1). After that, 40 of the original samples were used for the first combined treatments (10 for Ctrl + H120, 10 for ST100 + H120, 10 for ST120 + H120, and 10 for ST130 + H120).
Another 40 of the original samples were used for the second combined treatments (10 for Ctrl + H180, 10 for ST100 + H180, 10 for ST120 + H180, and 10 for ST130 + H180).
The remaining samples (80 specimens) were used for the other treatments (20 for Control, 20 for ST100, 20 for ST120, and 20 for ST130).
Steaming processes
Treatments were done at different temperatures and pressures by indirect steaming inside an autoclave (model Vapormatic 770/A). The instrument was a sterilizing equipment with vertical charging that is completely automatic, thermo regulated, and controlled. The autoclave was equipped with a closed stainless steel basket (Ø 240 × 190 mm height) and with a microprocessor, which permitted programing of various times and temperatures (from 100 to 130°C). The maximum capacity of the autoclave was 23 l.
The cycles were the following.
-
1)
100°C. From an ambient temperature (T) of about 24°C, T rising until 100°C in 20 min. Stabilization at 100°C for 20 min. Fall to 50°C in 180 min. The total time was 220 min.
-
2)
120°C. From T of about 24°C, T rising until 100°C in 20 min. Stabilization at 100°C for 10 min to eliminate the residual air. Rising until 120°C in 20 min. Stabilization at 120° for 60 min. Fall to 100°C in 40 min. Fall to 50°C in 180 min. In the 2nd steaming treatment, the total time was 330 min. In this treatment, T was slowly increased from 100 to 120°C. The same strategy was done from 120 to 100°C. The main goal of all phases was, in fact, to try a slower release of internal tensions, and consequently check or sharp, which are particularly present in the T. oak wood.
-
3)
130°C. Here the total time was 280 min. Fast rising of T until 130°C (30 min), followed by a short time of stabilization (10 min). Like for the 2nd treatment, a slow fall of T was performed from 130 to 100°C (60 min) followed by decreasing T to 50°C in 180 min.
After these treatments, dimension, mass, and color were also determined.
Heat treatment
A part of the original samples used in the autoclave (see Table 1) was then treated for 2 h in a small heating unit controlled with ±1°C sensitively under atmospheric pressure in two different heating cycles: 120 and 180°C. After the treatments, the samples were cooled in a dry environment and weighed. The treatment in the oven was done by starting with samples from the dry state, and considering their limited size, 2 h were deemed enough to obtain a significant variation of wood properties.
Again, after these treatments, dimension, mass, and color were determined for all samples.
Desorption
The desorption cycle was done only for the samples treated in the autoclave (ST100, ST120, and ST130) and Control.
For this cycle, 80 samples (20 for Control, 20 for ST100, 20 for ST120 and 20 for ST130) were placed in a controlled environment to produce three equilibrium moisture content (EMC) levels, namely “moist” phase (10°C and 80% RH), “intermediate” (15°C and 65% RH), and “dry” (20°C and 40% RH). For each phase, a total of 30 days was chosen. On the 30th, 60th, and 90th day, the samples were weighed. All samples were then dried in an oven at 103°C ± 2. When no change in sample dimensions and weight was observed, the dimensions were recorded. The oven dry mass and dimensions of the samples were determined with 0.001 g and 0.01 mm accuracy, respectively.
Adsorption
The untreated and the other eleven treated wood samples were then exposed to a climatic change in a controlled environment for a total of 90 days by applying a dry phase, an “intermediate” one followed by a moist one. On the 30th, 60th, and 90th day, the samples were weighed and also measured in tangential, radial, and longitudinal direction.
Moisture content
The moisture content (MC) at different states was determined, and the variation in MC between sapwood and heartwood was also calculated as follows:
Swelling and warping
Samples’ swelling was calculated in tangential and longitudinal direction. The type of samples with little radial size and their consequent little distortion after treatment, have made difficult a correct measuring of dimensions in the radial direction.
The swelling at different states was determined as follows (exemplified for tangential direction and from ovendry to moist state)
At the end of the experiment, an evaluation of the distortion of the wood piece shape was also made. Two prevalent situations were present on the samples: cup and twist. The measurements were made according to UNI EN 1310 (1999). The percentage of total samples with these distortions was also evaluated.
Color measurement and spectral analysis
Colorimeter parameters, according to the CIELAB system, were used to verify the color modifications. CIELAB L*, a*, b*, C*, and h° parameters were measured on each specimen and their average value was calculated for each treatment. For this scope, the Minolta CM-2002 spectrophotometer (Minolta Corp, Osaka, Japan) was used with a pulsed Xenon arc light source; the measurement area was 8 mm in diameter.
The variation in color was determined in agreement with Esteves et al. (2008), while the difference after treatments between heartwood and sapwood was determined as follows:
Spectral measurements were carried out with a Fieldspec Handheld Pro Spectroradiometer connected to a Plant Probe (ASD Inc., Boulder, Colorado, USA). The Fieldspec is equipped with high sensitivity 512-element photodiode array spectral sensors, able to record the spectral reflectance of a sample’s surface in the VIS/NIR wavelength range (325–1,075 nm). All the values are related to the reflected light of a white standard plate.
ANOVA analysis was performed to determine the differences between all parameters evaluated in this research (Duncan 1955). The SPSS 10.0 program was used to investigate the effects of steaming and heating on the characteristics of T. oak wood samples. No statistical pre-processing techniques (e.g., normalization) were used to transform data.
Results and discussion
Water desorption
The initial MC of Control was about 55.1% at green state with a value significantly higher in ST100 (Table 2). A significant reduction in MC was observed for all treatments after the steaming processes, as expected. In fact, a significant difference was depicted among treatments when temperature of steaming increased. At moist, intermediate, and dry state, the EMC was statistically comparable between ST100 and ST120 whereas a significant difference was observed between Control and ST130.
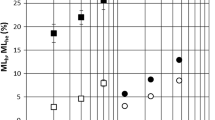
Remarkable results were obtained in terms of EMC reduction by observing sapwood and heartwood samples (Fig. 1). The relative difference in EMC between heartwood and sapwood was lowest for ST130 treatment already after the steaming process. After desorption phases, interesting results were obtained also for ST100 and ST120 treatment. This means that a reduction of MC between sapwood and heartwood could be achieved by using low temperatures in an autoclave (100–130°C).

Relative moisture content difference between sapwood and heartwood after steaming processes at different states in sorption phase
Water adsorption
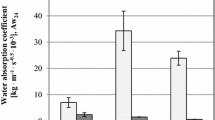
The EMC decreased by increasing severe treatments both in steam and oven (Table 3). At all states of RH, the reductions (%) in EMC for treatments without steam (Ctrl +H120 and Ctrl +H180) were always lower than those found for all combined treatments (Table 3).
The EMC in ST130 + H180 was statistically lower than for other treatments. In fact, the maximum EMC reduction (21.6, 27.6, and 21.6% for dry, intermediate, and moist state, respectively) was calculated for this treatment.
Significant results were also found for the treatments performed at 130°C in steam followed by low treatments in the oven (120°C), while a slightly significant improvement was observed by using a temperature of 120°C both for Control and for combined treatment.
It is important to highlight that at the intermediate state Ctrl + H180 allowed a decrease of 9.8%, while the same temperature in the oven associated to moderate steaming treatment (ST100 and ST120) allowed to reach a higher reduction in EMC (17 and 18.7%, respectively). This could mean that the moist wood is affected by microstructural changes when it is treated with steaming processes already starting at moderate temperatures (100–120°C).
Wood MC is usually explained by interaction of chemical constituents of wood and water from the capillarity nature of the microfibrils in the cell walls (Kamdem et al. 2002). Normally the hemicelluloses equilibrate at higher temperatures than lignin but it can be postulated that the EMC of T. oak wood samples changed also at temperatures lower than those used for other species. In fact, Sundqvist (2004) reported that noticeable changes in the lignin structure occur at a temperature of around 120°C even if, at 100°C for wet condition, wood lignin might plasticize and change in structure (Stamm 1956).
After the adsorption phases, the relative difference in EMC between sapwood and heartwood increased with temperature treatments both in the steaming chest and the oven (Fig. 2).

Relative moisture content differences between sapwood and heartwood after all treatments at different states in adsorption phase
As known for wood material, a reduction in MC in wood was always observed during sorption. In fact, the sorption isotherm formed with increasing relative humidity is not coincident with the desorption curve formed with decreasing RH so that humidity cycles (sigmoids) produce hysteresis loops (Esteban et al. 2005). However, in the current research, a strong decrease in the capacity of water adsorption was observed more in heartwood than in sapwood when treatment temperature was increased, except for ST120 + H180. These differences were higher in the dry RH phase and decreased in the moist RH phase when almost 90 days have passed from the dry state wood.
The higher the heat treatment temperature, the lower is the amount of absorbed moisture principally, from heartwood. Similar results were reported by Metsä-Kortelainen et al. (2006) for Scots pine and Norway spruce woods.
This could mean that, already at temperatures lower than 200°C, heat increases the hygroscopic inertia during the adsorption, principally in heartwood where the presence of tylosis gives a discontinuous capillarity of wood with no porous membranes of pit due to heartwood formation processes that could cause a permeability decrease.
Swelling
The swelling ratio of treated samples compared to Control decreased when temperature increased both for steaming and heating (Table 4).
Noticeable results were obtained in ST130, while a minor effect of treatments was observed when samples were treated at low temperatures both in steam (ST100 and ST120) and the oven (Control + 120, ST100 + H120, and ST120 + H120).
The decrease in swelling in tangential direction was found to be 37.8, 30.2, and 26.2% at dry, intermediate, and moist state, respectively, when wood samples were treated at ST130 + H180. While, for the same treatment and state, the decrease in longitudinal direction was found to be 57.3, 49.5, and 57.1%.
The shrinkage and swelling of wood is affected by a number of different variables. Especially for ring-porous species like oak, the complex anatomical structure varied in both radial and tangential directions and this plays a great role in wood behavior (Badel and Perré 2007).
In general, greater shrinkage is associated with greater wood density like in T. oak. Also the size and shape of a piece (plainsawn or quartersawn) can affect shrinkage. A great influence is also due to the different characteristics of heartwood and sapwood (Giordano 1994).
Longitudinal shrinkage of wood is generally quite small (0.5–0.1%). However, certain types of wood like T. oak growing in temperate zones exhibit excessive longitudinal shrinkage and swelling, and this should be avoided where longitudinal stability might be important.
Warp
The percentage of total sample showing the presence of cup and twist, and their average value are shown in Figs. 3 and 4.

Cup for each treatment. Total percentage and average value (with standard error) of samples

Twist for each treatment. Total percentage and average value (with standard error) of samples
The total amount and average values of cup that occurred in T. oak after treatments seemed mostly influenced by the temperature during steaming. The data obtained clearly show that the ST130 treatment positively affected cup formation. In fact, 55% of the samples treated at ST130 showed the presence of cup and similarly this effect was also found in samples treated at ST130 + H120 (62.5%) and ST130 + H180 (55.6%) (Fig. 3). The results of this study here are consistent with those of Giordano (1994) who reported that by steaming green wood with heat vapor or in hot water, the internal and original tensions of wood were given up.
Mohebby and Sanaei (2005) and Boonstra et al. (2006) reported, instead, frequent collapses and deformations in hardwood species treated at high temperatures in steam. In the research of Mohebby and Sanaei (2005) for Fagus orientalis, collapses and checks were already present at 160°C for just 240 min.
Cup may be greater for the steaming process than the heat treatment while twist may be influenced by the internal tensions frequently present in T. oak.
In this research, twist did not show any consistent relationship with treatment (Fig. 4). As general rule, twisting in wood depends on grain deviation. Brouse (1940) reported that the exact cause of cupping of plywood panels or veneered tops was much more difficult to establish with certainty than the cause of twisting. However, cupping difficulties were often more easily eliminated in commercial operations than twisting.
For T. oak wood, a solution could be to obtain radial boards and not tangential ones. In fact, in order to limit the shrinkage and possible distortions, oak wood furniture was principally quartersawn in the past. Then, sapwood should be kept separated from heartwood wood.
However, it was difficult to rationalize reasons for these observations. The combined effects of radial, tangential, and longitudinal shrinkage can distort the shape of a wood piece. In addition, the presence of reaction wood as well as cross grain or internal tensions can determine serious warping such as bow, crook or twist, and cross breaks develop in the areas of major shrinkage (Giordano 1994; Simpson and TenWolde 1999; Simpson and Forsman 1999). A key role could have also played the growth stresses (Kübler 1987).
These findings suggested that an important factor was the quality (e.g., grain direction, shape of trunk, presence of compression wood, wood density, MC, etc.) of the initial material.
The industrial development of wood modification requires an optimization of the treatment temperature and duration. Most of the scientific data are difficult to be compared because of different treatment processes, time, temperature, species, etc. In addition, for the hardwood species, it is very difficult to reach an optimization of strategies because of their thermal instability that is higher than in softwood species (Repellin et al. 2005).
Esteves and Pereira (2009) reported that all the commercial wood processes actually used in Europe are conducted at temperatures between 160 and 260°C. In this research, here the ST130 + H180 showed, for example, some little check in transverse surface coincident with radial ray-cells. This could mean that both temperatures used in the combined treatment were too high for T. oak wood. As suggested by Burgert et al. (2001), this behavior could be explained by the great influence of rays on the properties of wood. For the experiments of this study, the hypothesis is that during both desorption and adsorption of wood, the shape and dimension of radial ray-cells, which is very large in T. oak, act as a barrier to the normal movement of wood due to the difference in cell formation.
Color
Darkening (ΔL* < 0) increased significantly with treatment intensity. Δa* and Δb* presented a high variability, with a slight rise for Δa* and a consistent decrease in Δb* after an initial increase (Table 5). This indicates a red shifting of wood color, as also shown by a significant decrease in Δh°. Analogous results were reported by Tolvaj and Molnár (2006) for T. oak and by Tolvaj and Németh (2008) for steamed black locust.
By increasing the treatment intensity, a progressive lightness homogenization occurred, while in terms of Δh°, for the combined treatments where a temperature of 180°C was used, the difference between sapwood and heartwood amplified (Fig. 5). As reported by Zahari et al. (2007), this variation could be associated with the degradation occurring at high temperatures of ellagitannins of which oak heartwood wood is rich. No relevant evidence was achieved for other color parameters.

Difference between SW (sapwood) and HW (heartwood) for some color coordinates (ΔL* and Δh°)
In Fig. 6, the wood reflectance spectra are reported. In the visible region (400–700 nm), the samples become darker with increasing treatment intensity. The lowest value of reflectance was observed for the ST130 + H180 treatment.

Reflectance spectra in the treatments between 400 and 1,074 μm
The mean spectral reflectance curves of treated wood samples are different compared to the untreated one.
This showed that red shifting of color is related to a more pronounced reflectance reduction in the blue-green region rather than a reflectance increase in the red spectrum.
In terms of color spectra, the temperature effect at 120°C, both for steaming and heating, on color variation seems to be moderate.
A different situation was present for all treatments at 180°C, where a darker color was evident.
Chromatic differences in the wood structure of many timber species are principally due to the presence of external compounds, such as the extractives (Varga and van der Zee 2008), whose heartwood was generally richer than sapwood (Pandey 2005a, b). European oak, for example, is very rich in phenolic extractives, reaching up to 10% of the dried wood weight (Zahari et al. 2007).
Darkening and red shift of wood color are an interesting result in terms of substituting more expensive wood species by lesser appealing ones (Johansson and Morén 2006). This research here clearly highlighted that moderate hydro-thermal treatments might be a good alternative for obtaining more appreciated surface appearance.
Conclusion
Analyzing the influence of the combined effect of hydro-thermal treatment on some properties of green T. oak wood, the research confirms the reduction in EMC and swelling for steamed and heated T. oak.
In order to achieve the same effect for other wood properties, the hydro-thermal treatments can be performed over a wide temperature range. However, the complex results found in terms of difference in EMC and color in heartwood and sapwood should be better understood.
By using green wood, the amount of cup that develops during steaming and heating treatment increased with temperature in the steaming process. The presence of twist was principally more affected by the type and quality of the original trunks than by the treatments.
However, the results suggest that for T. oak it may be very important to choose logs without defects in order to increase their performance and efficiency for structural or other final applications.
The combined steaming and heating treatment performed at low temperatures modified the color surface, leading to darkening, red shifting, and homogenization. Heating seems to have a major effect compared to steaming, principally on lightness and hue. Regarding the homogenization of color, severe treatments highlighted noticeable results for lightness; however, for the strongest treatment (ST130 + H180), a negative effect was obtained. From the hue point of view, moderate treatments were preferred.
These preliminary results will hopefully offer new interesting opportunities to the timber products industry demonstrating that hydro-thermal treatments conducted on T. oak wood have improved some technological aspects. However, it is strongly recommended that further research will be done to confirm this study.
References
Badel E, Perré P (2007) The shrinkage of oak predicted from its anatomical pattern: validation of a cognitive model. Trees 21:111–120
Boonstra MJ, Rijsdijk JF, Sander C, Kegel E, Tjeerdsma B, Militz H, van Acker J, Stevens M (2006) Microstructural and physical aspects of heat treated wood. Part 2. Hardwoods. Maderas Cienc Tecnol 8(3):209–217
Brouse D (1940) Some causes of warping in plywood and veneered products Report No. 1252. Reviewed and reaffirmed 1966 as FPL-0136. Department of Agriculture, Forest Products Laboratory, Forest Service U.S. In cooperation with the University of Wisconsin, p 8
Burgert I, Bernasconi A, Niklas K, Eckstein D (2001) The influence of rays on the transverse elastic anisotropy in green wood of deciduous trees. Holzforschung 55:449–454
Duncan DB (1955) Multiple range and multiple F tests. Biometrics 11:1–42
Esteban LG, Gril J, de Palacios P, Casasùs G (2005) Reduction of wood hygroscopicity and associated dimension response by repeated humidity cycle. Ann For Sci 62:275–284
Esteves MB, Pereira HM (2009) Heat treatment of wood: a review. Bioresources 4(1):370–404
Esteves B, Velez Marques A, Domingos IJ, Pereira HM (2008) Heat induced colour changes of pine (Pinus pinaster) and eucalypt (Eucalyptus globulus) wood. Wood Sci Technol 42(5):369–384
Giordano G (1981) Tecnologia del legno, vol 1. UTET, Torino, pp 1256
Giordano G (1994) In: Consorzio LL (ed) Il legno. Caratteristiche e lavorazioni fondamentali, vol 2. Reggio Emilia, Italy, pp 792
Johansson D, Morén T (2006) The potential of colour measurement for strength prediction of thermally treated wood. Holz Roh-Werkst 64:104–110
Kamdem D, Pizzi A, Jermannaud A (2002) Durability of heat-treated wood. Holz Roh-Werkst 60:1–6
Kocaefe D, Jun LS, Yang DQ, Bouazara M (2008) Mechanical properties, dimensional stability, and mold resistance of heat-treated jack pine and aspen. For Prod J 58(6):88–93
Kübler H (1987) Growth stresses in trees and related wood properties. For Prod Abstr 3(10):61–119
Metsä-Kortelainen S, Antikainen T, Viitaniemi P (2006) The water absorption of sapwood and heartwood of Scots pine and Norway spruce heat-treated at 170°C, 190°C, 210°C and 230°C. Holz Roh-Werkst 64(3):192–197
Mohebby B, Sanaei I (2005) Influences of the hydro-thermal treatment on physical properties of beech wood. The International research group on wood protection. In: 36th annual meeting, Bangalore, India
Molnár S, Tolvaj L, Németh R (2006) Holzqualität und Homogenisierung der Farbe von Zerreiche (Quercus cerris L.) mittels Dämpfprozess. Holztechnologie 47(5):20–23
Pandey KK (2005a) A note on the influence of extractives on the photo-discolouration and photo-degradation of wood. Polym Degrad Stab 87:375–379
Pandey KK (2005b) Study of effect of photo-irradiation on surface chemistry of wood. Polym Degrad Stab 90(1):9–20
Repellin V, Govin A, Guyonnet R (2005) Thermo-gravimetric analysis as a tool for the optimisation of wood heat treatment parameters. In: 2nd European conference of wood modification, Gottingen, Germany
Schmidt VK (1986) Untersuchungen über die Ursachen der Verfärbungen von Eichenholz bei der technischen Trocknung. Holzforsch Holzverw 38:25–36
Simpson WT, Forsman JW (1999) Effect of moisture content on warp in hardwood 2 by 6’s for structural use. Res Pap FPL-RP-580. Madison, WI: U.S. Department of Agriculture, Forest Service, Forest Products Laboratory, pp 8
Simpson W, TenWolde A (1999) Physical properties and moisture relations of wood. In: Wood handbook—wood as an engineering material. Gen Tech Rep FPL GTR-113. Madison, WI: U.S. Department of Agriculture, Forest Service, Forest Products Laboratory, pp 463
Stamm AJ (1956) Thermal degradation of wood and cellulose. Ind Eng Chem 48(3):413–417
Sundqvist B (2004) Colour changes and acid formation in wood during heating. Doctoral Thesis, Lulea University of Technology
Tolvaj L, Molnár S (2006) Colour homogenisation of hardwood species by steaming. Acta Silvatica Lignaria Hungarica 2:105–112
Tolvaj L, Németh K (2008) Correlation between hue-angle and colour lightness of steamed black locust wood. Acta Silvatica Lignaria Hungarica 4:55–59
UNI EN 1310 standard method (1999) Round and sawn timber—method of measurement of features
Varga D, van der Zee ME (2008) Influence of steaming on selected wood properties of four hardwood species. Holz Roh-Werkst 66:11–18
Zahari S, Belloncle C, Charrier F, Pardon P, Quideau S, Charrier B (2007) UV light impact on ellagitannins and wood surface colour of European oak (Quercus petrea and Quercus robur). Appl Surf Sci 253:4985–4989
Acknowledgments
We thank Dr. Lázló Tolvaj (University of West Hungary, Faculty of Wood Sciences) for stimulating suggestions and Prof. M. D’Auria, and Dr L. Zuccaro (Università of Basilicata, Potenza, Italy) for the contribution given in the realization of tests and color experiments.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Todaro, L., Zanuttini, R., Scopa, A. et al. Influence of combined hydro-thermal treatments on selected properties of Turkey oak (Quercus cerris L.) wood. Wood Sci Technol 46, 563–578 (2012). https://doi.org/10.1007/s00226-011-0430-2
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-011-0430-2