
Abstract
In this research, the effects of a low mixing temperature on dough rheology and the quality of bread were investigated. In the experiments, strong flour samples (Type 550), 1.5% salt, 3% of yeast and 1% additive mixture were used and dough samples were mixed at 17 °C (low temperature), 23 °C (control) and 30 °C (high temperature). Five different periods (0, 30, 60, 90 and 120 min) were applied at the bulk fermentation stage. At the final proofing stage, the dough was fermented until it reached a constant height. It was determined that almost every bread from dough samples mixed at 17 °C resulted in not only the highest bread volume and bread weight, but also the best texture, elasticity and crumb structure. The results of dough samples mixed at 23 °C were worse than those of dough samples mixed at 17 °C. The worst results were obtained from dough samples mixed at 30 °C (high temperature). As a result, it may be concluded that the quality of bread from dough samples mixed at low temperature (17 °C) is superior to those from dough samples mixed at the higher temperatures. Besides these findings, it may also be stated that prolonging the period of bulk fermentation in dough samples mixed at 17 °C positively develops baking performances.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In breadmaking, the physical properties of the dough determine the quality of the finished product. The procedure in which wheat flour, salt, yeast and bread additives are treated to produce a homogeneous mixture is called dough mixing. Gluten is the main factor defining dough rheology, and since the dough mixing stage influences gluten development, it is thus a component of the chief factor in dough formation. Dough development during mixing is the phase of the breadmaking process where gluten functionality is critical. Gluten affects bread volume due to its CO2 retention ability [1, 2].
The dough mixing process in breadmaking has the further important objective of physically developing the gluten proteins into a coherent three-dimensional structure that will impart to the dough the desired degree of plasticity, elasticity and viscosity [3]. As mixing proceeds, the initial incoherent dough mass develops viscoelastic properties [2].
It is an important factor in breadmaking that dough temperature should be kept under control during dough mixing [4]. The aim of this research was to investigate the effects of a low mixing temperature on dough rheology and bread properties.
Materials and methods
Materials
A strong flour (Type 550) was used in the experiments, and a commercial additive mixture including wheat flour, soy wheat without oil, ascorbic acid, emulsifier, and fungal amylase mixture. A 1% additive mixture was used in dough composition, this proportion being determined by pre-experiment. Salt (1.5%), and compressed yeast (3%) were also added to the dough.
Methods
Flour sample were analyzed for moisture percentages by the ICC standard method no. 110 [5], and the crude ash contents of flour samples were determined by the ICC standard method no. 104 [6]. For protein determination, flour samples were analyzed for nitrogen percentage by the ICC Standard Method No: 105 [7], and this was used to compute protein content (N%×5.7).
The wet gluten contents of flour samples were determined by the ICC standard method no. 106 [8], and the Zeleny sedimentation test was carried out according to the ICC standard method no. 116 [9]. The falling number was carried out according to the ICC standard method no. 107 [10]. The farinograph test was determined according to the ICC standard method no. 115 [11], and the curves printed were evaluated according to Bloksma [12]. The extensograph test was determined according to the ICC standard method no. 114 [13], and the curves printed were evaluated according to Bloksma [12].
In this research, bread samples were prepared according to the breadmaking method used at the Pakmaya Bakery Research Institution (İzmit, Turkey). End of mixing temperatures of dough samples were 17 °C (low temperature), 23 °C (control) and 30 °C (high temperature). Five different bulk fermentation periods (0, 30, 60, 90, and 120 min) were tried. Bulk fermentation temperatures were the same as mixing temperatures. After the dough samples had been shaped, they were subjected to final proofing at 30 °C until they reached constant height (13 cm).
In all experiments 4,000±1 g flour was weighed. Before mixing, the flour was put in the mixer, and then the additive mixture (1%) was added. It was mixed for 1 min until the mixture of flour and the additive mix became homogeneous. Then the mixing was started and 3% less water was added according to farinograph values, which were obtained from water absorption experiment results. The dough was mixed for 15 min. The salt was added in the last 5 min of the mixing process and yeast was added to the dough, by crumbling it, and sprinkling it on, in the last 3 min. These appropriate adding times for salt and yeast were determined by pre-experiments. The mixing process was done with a spiral mixing apparatus (108 rpm). After mixing, five different periods (0, 30,60, 90, and 120 min) were applied in the first fermentation stage. In the first fermentation stage, the dough was fermented in a fermentation room, which had temperature-adjusting features. After the first fermentation ended, the dough was cut (300±0.5 g) and rounded. After waiting for 5 min, it was deposited in baking pans of dimensions 10×14.5×10 cm (width×length×height), and the room conditions were adjusted to 30 °C and 80% moisture. In the final proofing, the dough was fermented until it reached 13 cm height. When the dough reached 13 cm height, the times were recorded and the dough was baked for 30 min at 215±5 °C in an oven with vapour injection.
After 2 h, the baked bread samples were weighed, and volumes were measured after waiting an extra 30 min. The internal properties of the bread were determined 3 h after they were taken out of the oven. The quality of the bread was evaluated using the method of Pelshenke et al. [14]. After that, cross-section and external appearance photographs of bread samples were taken and photocopied.
Results and discussion
Chemical and technological properties of flour
The chemical and technological properties of flour are given in Table 1. Both quality of gluten and amount of protein and gluten were accurately determined.
It has long been known that an increase in the protein content of flour increases the bread volume. It has been proven that bread protein content increases between 8% and 20% with increasing flour protein [15]. Dong et al. [16] found that there is a close relationship between flour protein proportion and bread volume and water absorption value.
In another study, it was found that farinograph stability and extensograph resistance of doughs with low protein (11.8%) and low gluten quantity (29.8%) was lower than the dough with the higher protein (14.2%) and gluten quantity (31.7%) [17].
Farinograph properties
Farinograph results obtained according to different dough mixing temperatures are given in Table 2. As the dough mixing temperature decreased, the rate of water absorption increased. The same results were determined in development time, stability and valorimeter degree.
With falling dough temperature, the dough became harder and firmer, and so reached a higher water absorption value. This caused an increase in the loaf volume, specific loaf volume, bread weight and dallman value (Table 2).
In general, high water absorption means good baking performance. It is considered that high protein quantity provides both high water absorption and good baking performance. The relationship between, water absorption and bread properties has been explained [18].
According to Campos et al. [19], dough development was influenced by composition and quality of flour, moisture and dough temperature. In another study, it was reported that rising water absorption delays the dough development [20]. As shown in Table 2, our results are similar to those obtained by Okada et al. [20].
Industrial studies and laboratory findings have found that in order to obtain the best quality bread, it is necessary to mix the dough until it reaches a suitable consistency. Although important rheological changes occur at different stages of dough mixing, there is little research on these changes [21]. In another study, it was found that the bread produced from insufficient and undeveloped dough was of poor quality. In the same study, it was determined that prolonging the dough mixing period caused low loaf volume [22].
As the dough mixing temperature was decreased, stability increased which was related to the ability to process dough. This explained the changes in loaf volume, specific loaf volume and dallman value. It was clearly observed that with the increase in stability values, bread properties also improved (Table 2).
Extensograph properties
Extensograph results obtained according to the different dough mixing temperatures are given in Table 3. The highest maximum resistance (Rm) was determined at 17 °C mixing temperature. It was found that the maximum resistance (Rm) systematically increased with the decrease in mixing temperature.
The increase in the volume of the dough mass is related mainly to viscoelasticity, because appropriate viscoelasticity for retaining the CO2 produced in the fermentation stage is a necessity. The dough viscoelasticity is generally explained by the continuous protein phase [23]. The dough extensibility (E) must be sufficient and its resistance to extension must be between certain values [1].
Rheology investigates the elasticity and viscosity of the dough. The viscoelastic properties of dough affect the processing of dough and the texture properties of bread. Dough must have both the properties of a viscous fluid and those of an elastic solid, and must have viscoelastic texture [24].
The energy value (A) gives information about the strength of the flour and bread properties. Energy values of dough samples mixed at low temperature were found to be higher than those mixed at higher temperatures. With decreasing dough temperature, ratio numbers (Rm/E) increased (Table 3).
Breadmaking results
The results of the breadmaking trials are given in Table 4. The weights of bread obtained from dough mixed at 17 °C and 23 °C were found to be similar, but those of dough mixed at 30 °C were lower.
The highest loaf volume was determined in the bread made of the dough which was mixed at 17 °C, bulk-fermented for 120 min and subjected to 115 min final proofing. The lowest loaf volume, specific loaf volume and dallman value were obtained from the bread made of the dough which was mixed at 30 °C, bulk-fermented for 120 min and subjected to 88 min final proofing. The highest dallman value was obtained from the bread made of the dough mixed at 17 °C, bulk-fermented for 60 min and subjected to 119 min final proofing (Table 4).
As bulk fermentation periods were increased, specific loaf volumes of bread made of dough samples mixed at 17 °C and 23 °C also increased, yet the opposite was observed with the dough samples mixed at 30 °C (Table 4).
It is an important factor in breadmaking that dough temperature should be kept under control during dough mixing [4]. In research on mixing, dough samples were prepared at 22 °C, 26 °C, 30 °C and 33 °C. Fermentation temperatures were close to temperatures of dough mixing. The bread obtained from the dough mixed at 22 °C, bulk-fermented for 45 min at 25 °C and subjected to 50 min final proofing at 33 °C had the longest shelf life. In addition to that, the crumb of this sample was softer than the others [25].
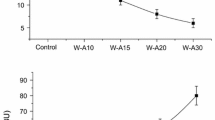
In our research, as the bulk fermentation periods increased, the final proofing periods decreased. The final proofing periods are given in Table 4. The longest final proofing period was determined in dough mixed at 17 °C and zero-time (0 min) bulk fermentation. The shortest final proofing periods were obtained in dough samples mixed at 30 °C and subjected to 90 and 120 min bulk fermentation.
In research done by El-Dash [26], dough samples were fermented for different fermentation periods (60–135 min). As the fermentation periods were increased, an increase in bread volumes was determined. Besides this, it was found that internal and external properties of breads fermented for 105 min were the best. On the other hand, when the fermentation periods were excessively prolonged, the quality of bread reduced. In respect of these results, the researcher suggested that the most suitable fermentation period was 105 min.
Cross-section and external appearances of bread samples which were bulk-fermented for 120 min are given in Fig. 1. The crumb cell structure of samples subjected to 120 min bulk fermentation is given in Fig. 2. The best cell structure was obtained in bread mixed at 23 °C, and the worst in bread mixed at 30 °C.

Cross-section and external appearances of bread samples subjected to 120 min bulk fermentation

Crumb cell structures of bread samples subjected to 120 min bulk fermentation
When the effects of the mixing temperatures on bread properties were evaluated, the best results were obtained in dough sample mixed at 17 °C and subjected to 120 min bulk fermentation. Prolonging the bulk fermentation period increased the loaf volume. However, when the bulk fermentation period was longer than 60 min in dough samples mixed at 23 °C, loaf volume decreased.
To conclude, because the low mixing temperatures improve bread properties, dough should be mixed at 17 °C when strong flour is used. Related to the results achieved in this research, it may be suggested that, especially in hot seasons and in those regions with a warm climate, that low-mixing temperature will have a positive affect on the quality of bread and dough.
References
Collado M, Leyn ID (2000) Cereal Foods World 45:214–218
Naeem HA Darvey NL Gras PW MacRitchie F (2002) Cereal Chem 79:332–339
Pyler EJ (1988) Baking Science, Technology Vol II. Sosl, Kansas p625–659
Li A, Walker CE (1992) Cereal Chem 69:681–683
International Association for Cereal Chem (1962) Standard No. 110
International Association for Cereal Chem (1962) ICC Standard No. 104
International Association for Cereal Chem (1962) ICC Standard No. 105
International Association for Cereal Chem (1962) ICC Standard No. 106
International Association for Cereal Chem (1962) ICC Standard No. 116
International Association for Cereal Chem (1962) ICC Standard No. 107
International Association for Cereal Chem (1962) ICC Standard No. 115
Bloksma AH (1971) Rheology, chemistry of dough in wheat chemistry, technology. American Association of Cereal Chemists, St Paul, Minnesota
International Association for Cereal Chem (1962) ICC Standard No. 114
Pelshenke PF, Boilling H, Hampel G, Kempw W, Manger A, Rotsch A, Schulb S, Spincher G, Tegge G (1964) Standard Methoden für Getraide Mehlund Brot 4. AnflageI Verlag Meritz Scheafer, Detmold pp 159
Skeggs PK (1985) Cereal Chem 62:458–462
Dong H, Sears RG, Cox TS, Hoseney RC, Lookhart GL, Shogren MD (1992) Cereal Chem 69:132–136
Autio K, Flander L, Kinnunen A, Heinonen R (2001) Cereal Chem 78:654–657
Bloksma AH (1990) Cereal Foods World 35:237–242
Campos DT, Steffe JF, NG PKW (1997) Cereal Chem 74:489–494
Okada K, Negishi Y, Nagao S (1987) Cereal Chem 64:428–434
Zheng H, Morgenstern MP, Campanella OH, Larsen NG (2000) J Cereal Sci 32:293–306
Parades-Lopez O, Bushuk W (1983) Cereal Chem 60:19–23
He H, Hoseney RC (1992) Cereal Chem 69:1–6
Walker CE, Hazelton JL (1996) Cereal Foods World 41:23–28
Stöllman U, Lundgren B (1987) Cereal Chem 64:230–236
El-Dash AA (1978) Cereal Chem 55:436–446
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Başaran, A., Göçmen, D. The effects of low mixing temperature on dough rheology and bread properties. Eur Food Res Technol 217, 138–142 (2003). https://doi.org/10.1007/s00217-003-0717-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00217-003-0717-0